Novel Efficacious Utilization of Fuzzy-Logic Controller-Based Two-Quadrant Operation of PMBLDC Motor Drive Systems for Multipass Hot-Steel Rolling Processes

 ,
, 
Abstract
1. Introduction
2. Model of A Hot-Roughing Steel-Rolling Mill
2.1. Mathematical Modeling of Steel Rolling Process
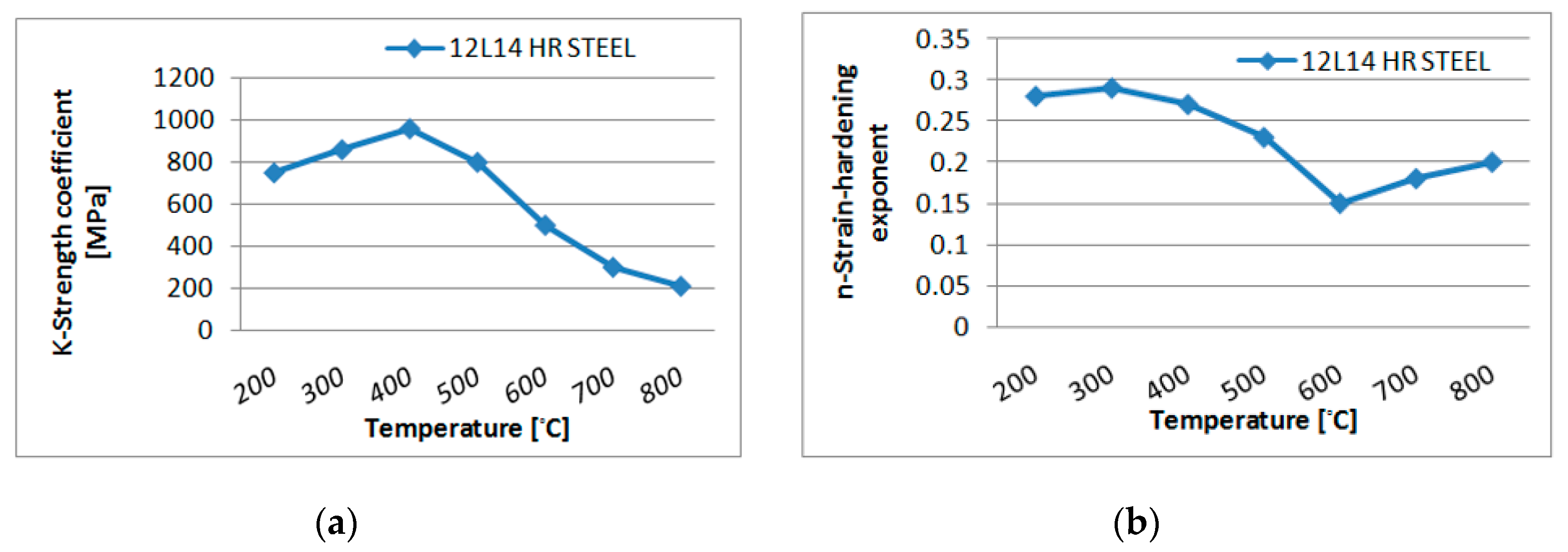
2.2. Rolling Process Parameters
3. Profile of Rolling Operation
4. Mathematical Model of BLDC Drive System
5. Design of Fuzzy-Logic Controller
6. Controller Configuration with Feedback Design
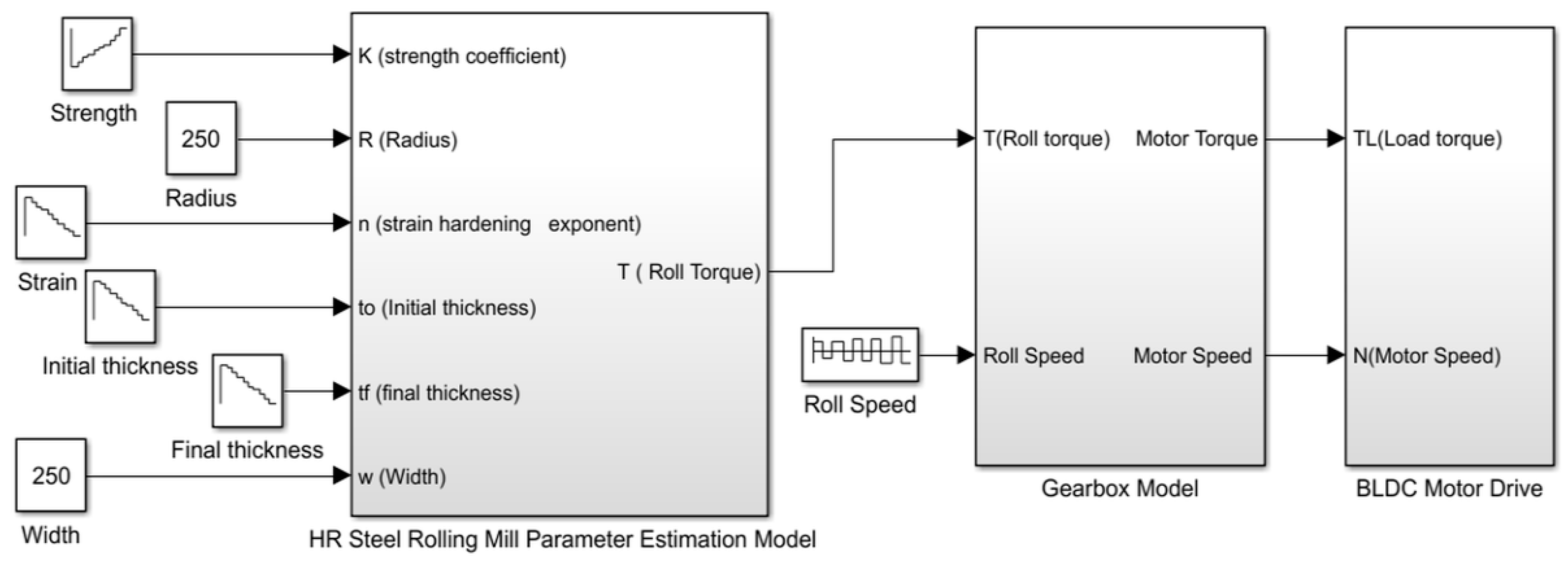
7. Simulation Schematic
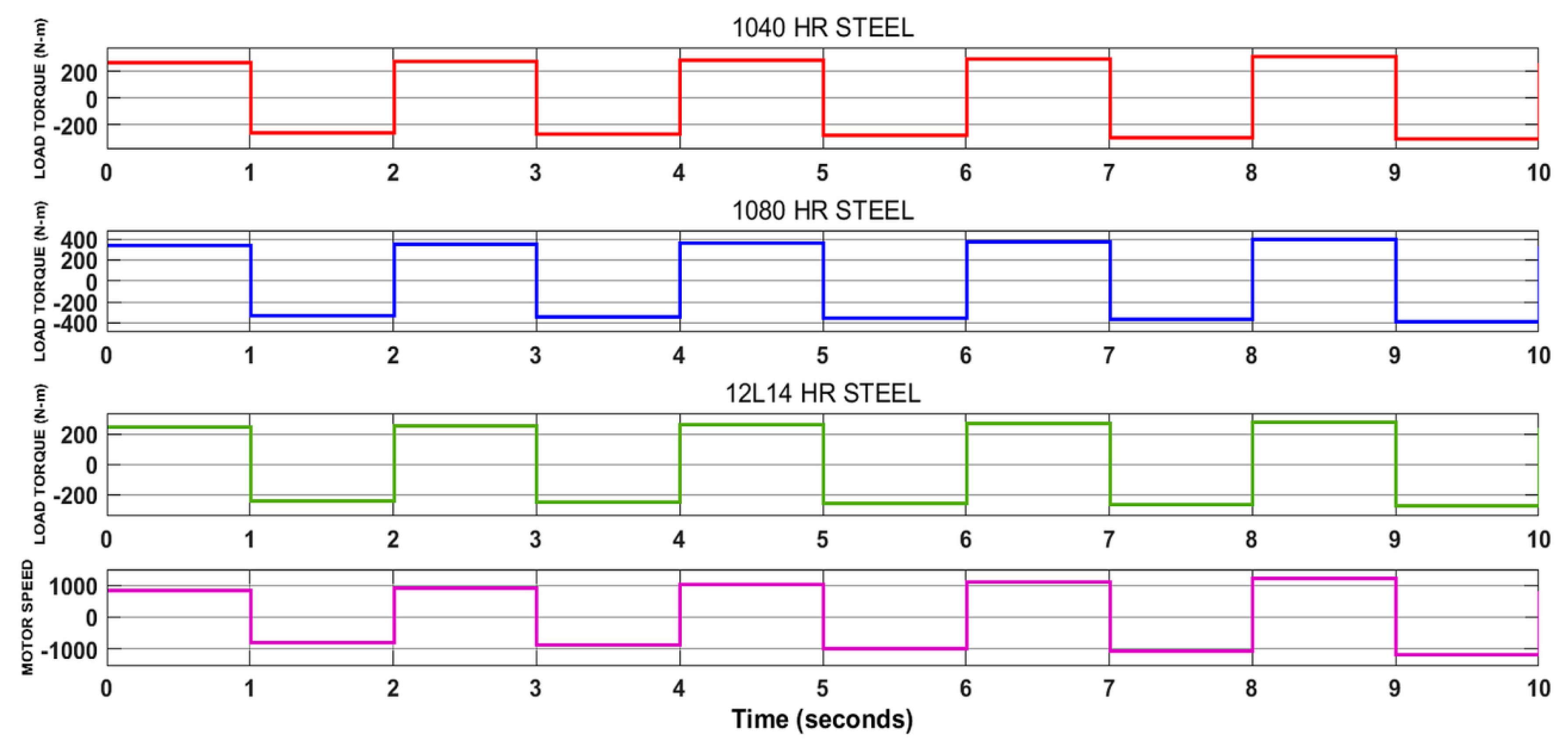
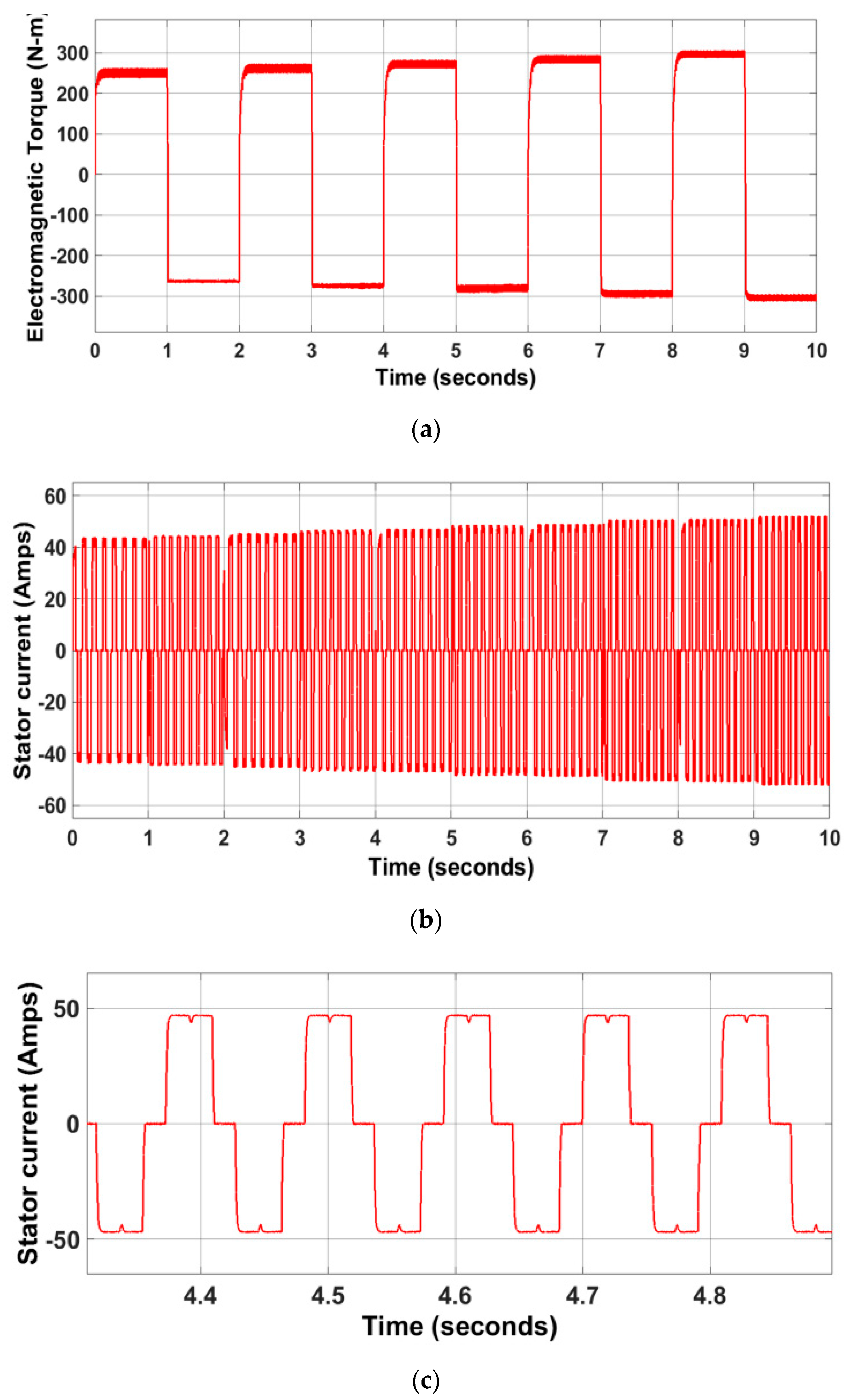
Simulation Results
8. Experimental Setup
9. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, D.; Moon, C.; Moon, S.C.; Park, H. Development of healing control technology for reducing breakout in thin slab casters. Control Eng. Pract. 2009, 17, 3–13. [Google Scholar] [CrossRef]
- Yamada, F.; Sekiguchi, K.; Tsugeno, M.; Anbe, Y.; Andoh, Y.; Forse, C.; Guernier, M.; Coleman, T. Hot Strip Mill Mathematical models and Set Up Calculation. Ind. Appl. 1991, 27, 131–139. [Google Scholar] [CrossRef]
- Bose, B. Power Electronics and Motor Drives Recent Progress and Perspective. IEEE Trans. Ind. Electron. 2008, 56, 581–588. [Google Scholar] [CrossRef]
- Xu, F.P.; Li, T.C.; Tang, P.H. A low cost drive strategy for BLDC motor with low torque ripples. In Proceedings of the IEEE Conference on Industrial Electronics and Applications, Singapore, 3–5 June 2008. [Google Scholar]
- Lianbing, L.; Hui, J.; LiQiang, Z.; Hexu, S. Study on Torque Ripple Attenuation for BLDCM Based on Vector Control Method. In Proceedings of the 2009 Second International Conference on Intelligent Networks and Intelligent Systems, Tianjin, China, 1–3 November 2009. [Google Scholar]
- Matlab, Version 7.1. 2005. Available online: http://www.mathworks.com (accessed on 1 February 2012).
- Potnuru, D.; Ch, S. Design and implementation methodology for rapid control prototyping of closed loop speed control for BLDC motor. J. Electr. Syst. Inf. Technol. 2018, 5, 99–111. [Google Scholar] [CrossRef]
- El-Samahy, A.A.; Shamseldin, M.A. Brushless DC motor tracking control using self-tuning fuzzy PID control and model reference adaptive control. Ain Shams Eng. J. 2018, 9, 341–352. [Google Scholar] [CrossRef]
- Ravell, D.A.M.; Maia, M.M.; Diez, F.J. Modeling and control of unmanned aerial/underwater vehicles using hybrid control. Control Eng. Pract. 2018, 76, 112–122. [Google Scholar] [CrossRef]
- Pillay, P.; Krishnan, R. Modeling, simulation, and analysis of permanent- magnet motor drives, part II: The brushless dc motor drive. IEEE Trans. Ind. Appl 1989, IA-25, 274–279. [Google Scholar] [CrossRef]
- Kim, I.; Nakazawa, N.; Kim, S.; Park, C.; Yu, C. Compensation of torque ripple in high performance BLDC motor drives. Control Eng. Pract. 2010, 18, 1166–1172. [Google Scholar] [CrossRef]
- Mahfouf, M.; Yang, Y.Y.; Gama, M.A.; Linkens, D.A. Roll Speed and Roll Gap Control with Neural Network Compensation. ISIJ Int. 2005, 45, 841–850. [Google Scholar] [CrossRef]
- Niapour, S.M.; Tabarraie, M.; Feyzi, M. A new robust speed-sensorless control strategy for high-performance brushless DC motor drives with reduced torque ripple. Control Eng. Pract. 2014, 24, 42–54. [Google Scholar] [CrossRef]
- Mazaheri, A.; Radan, A. Performance evaluation of nonlinear Kalman filtering techniques in low speed brushless DC motors driven sensor-less positioning systems. Control Eng. Pract. 2017, 60, 148–156. [Google Scholar] [CrossRef]
- Lu, H.; Zhang, L.; Qu, W. A New Torque Control Method for Torque Ripple Minimization of BLDC Motors With Un-Ideal Back EMF. IEEE Trans. Power Electron. 2008, 23, 950–958. [Google Scholar] [CrossRef]
- Shi, T.; Guo, Y.; Song, P.; Xia, C. A New Approach of Minimizing Commutation Torque Ripple for Brushless DC Motor Based on DC–DC Converter. IEEE Trans. Ind. Electron. 2009, 57, 3483–3490. [Google Scholar] [CrossRef]
- Salah, W.A.; Ishak, D.; Hammadi, K. PWM Switching Strategy for Torque Ripple Minimization in BLDC Motor. J. Electr. Eng. 2011, 62, 141–146. [Google Scholar] [CrossRef]
- Sathyan, A.; Milivojevic, N.; Lee, Y.J.; Krishnamurthy, M.; Emadi, A. An FPGA-Based Novel Digital PWM Control Scheme for BLDC Motor Drives. IEEE Trans. Ind. Electron. 2009, 56, 3040–3049. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, W.; Liu, Q.; Wang, Z.; Shi, P. A two-stage scheduling method for hot rolling and its application. Control Eng. Pract. 2009, 17, 629–641. [Google Scholar] [CrossRef]
- Ma, L.; Dong, J.; Peng, K.; Zhang, K. A novel data-based quality-related fault diagnosis scheme for fault detection and root cause diagnosis with application to hot strip mill process. Control Eng. Pract. 2017, 67, 43–51. [Google Scholar] [CrossRef]
- Steinboeck, A.; Wild, D.; Kugi, A. Nonlinear model predictive control of a continuous slab reheating furnace. Control Eng. Pract. 2013, 21, 495–508. [Google Scholar] [CrossRef]
- Lotter, U.; Schmitz, H.P.; Zhang, L. Application of the Metallurgically Oriented Simulation System “TKS-StripCam” to Predict the Properties of Hot Strip Steels from the Rolling Conditions. Adv. Eng. Mater. 2002, 4, 207–213. [Google Scholar] [CrossRef]
- Ko, J.S. Robust position control of BLDC motors using Integral-Proportional-Plus Fuzzy logic controller. IEEE Trans. IE 1994, 41, 308–315. [Google Scholar]
- Li, W. Design of a hybrid fuzzy logic proportional plus conventional integral-derivative controller. IEEE Trans. Fuzzy Syst. 1998, 6, 449–463. [Google Scholar] [CrossRef]
- ASM Metals Handbook, Forming and Forging. ASM Int. 1996, 14, 351–355.
- Mikell, P. Groover Fundamentals of Modern Manufacturing. In Materials, Processes and Systems, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2010; pp. 395–403. [Google Scholar]
- AISI/SAE Standard (American Iron and Steel Institute/Society of Automotive Engineers). SAE 2014, J403, 1010.
- AISI/SAE Standard (American Iron and Steel Institute/Society of Automotive Engineers). SAE 2014, J403.
- Varshney, A.; Gupta, D.; Dwivedi, B. Speed response of brushless DC motor using fuzzy PID controller under varying load condition. J. Electr. Syst. Inf. Technol. 2017, 4, 310–321. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | 1040 HR Steel | 1080 HR Steel | 12L14 HR Steel |
|---|---|---|---|
| Tensile strength (MPa) | 620 | 772 | 540 |
| Yield strength (MPa) | 415 | 425 | 415 |
| Elastic modulus (GPa) | 190–210 | 205 | 190–210 |
| Poisson ratio | 0.27–0.30 | 0.29 | 0.27–0.30 |
| Vickers hardness | 211 | 241 | 170 |
| Density (gr/cm3) | 7.845 | 7.7–8.03 | 7.87 |
| Pass | Temperature °C | 1040 HR | 1080 HR | 12L14 HR | |||
|---|---|---|---|---|---|---|---|
| K, MPa | n | K, MPa | n | K, MPa | n | ||
| 1 | 815 | 345 | 0.25 | 360 | 0.21 | 230 | 0.18 |
| 2 | 810 | 346 | 0.258 | 364 | 0.2102 | 231 | 0.179 |
| 3 | 805 | 348 | 0.256 | 369 | 0.2104 | 232 | 0.1792 |
| 4 | 800 | 349 | 0.255 | 372 | 0.2106 | 233 | 0.1788 |
| 5 | 795 | 350 | 0.253 | 376 | 0.2108 | 234 | 0.1784 |
| 6 | 790 | 351 | 0.252 | 380 | 0.2110 | 235 | 0.1780 |
| 7 | 785 | 352 | 0.250 | 384 | 0.2112 | 236 | 0.1776 |
| 8 | 780 | 354 | 0.248 | 388 | 0.2114 | 237 | 0.1772 |
| 9 | 775 | 355 | 0.247 | 392 | 0.2116 | 238 | 0.1768 |
| 10 | 770 | 358 | 0.246 | 396 | 0.2118 | 239 | 0.1764 |
| Time Duration (s) | Reduced Thickness (cm) | Roller Speed (RPM) | Motor Speed (RPM) | Load Torque for 3 Different HR Steel Materials | ||
|---|---|---|---|---|---|---|
| 1040 HR (N-m) | 1080 HR (N-m) | 12l14 HR (N-m) | ||||
| 1 | 9.7 | 20 | 800 | 258.89 | 334.97 | 243.68 |
| 1 | 9.4 | −20 | −800 | −263.98 | −340.60 | −246.53 |
| 1 | 9.1 | 22.5 | 900 | 269.97 | 346.37 | 249.45 |
| 1 | 8.8 | −22.5 | −900 | −274.19 | −352.28 | −252.43 |
| 1 | 8.5 | 25 | 1000 | 279.69 | 358.33 | 255.50 |
| 1 | 8.2 | −25 | −1000 | −284.18 | −364.55 | −258.64 |
| 1 | 7.9 | 27.5 | 1100 | 289.99 | 370.93 | 261.87 |
| 1 | 7.6 | −27.5 | −1100 | −296.81 | −377.51 | −265.20 |
| 1 | 7.3 | 30 | 1200 | 301.79 | 384.29 | 268.62 |
| 1 | 7.0 | −30 | −1200 | −309.16 | −391.29 | −272.16 |
| Δe | NB | NM | NS | Z | PS | PM | PB | |
|---|---|---|---|---|---|---|---|---|
| e | ||||||||
| NB | NB | NB | NB | NM | NS | NS | Z | |
| NM | NB | NM | NM | NM | NS | Z | PS | |
| NS | NB | NM | NS | NS | Z | PS | PM | |
| Z | NB | NM | NS | Z | PS | PM | PB | |
| PS | NM | NS | Z | PS | PS | PM | PB | |
| PM | NS | Z | PS | PM | PM | PM | PB | |
| PB | Z | PS | PS | PM | PM | PB | PB | |
| Motor Mating | 62 HP |
|---|---|
| Voltage | 500 V |
| Rated speed | 1500 RPM |
| Phase resistance | 0.2 Ω |
| Phase inductance Number of pole pairs Back EMF | 8.5 mH 2 Trapezoidal |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nandakumar, M.; Ramalingam, S.; Nallusamy, S.; Rangarajan, S.S. Novel Efficacious Utilization of Fuzzy-Logic Controller-Based Two-Quadrant Operation of PMBLDC Motor Drive Systems for Multipass Hot-Steel Rolling Processes. Electronics 2020, 9, 1008. https://doi.org/10.3390/electronics9061008
Nandakumar M, Ramalingam S, Nallusamy S, Rangarajan SS. Novel Efficacious Utilization of Fuzzy-Logic Controller-Based Two-Quadrant Operation of PMBLDC Motor Drive Systems for Multipass Hot-Steel Rolling Processes. Electronics. 2020; 9(6):1008. https://doi.org/10.3390/electronics9061008
Chicago/Turabian StyleNandakumar, Mohanraj, Sankaran Ramalingam, Subashini Nallusamy, and Shriram Srinivasarangan Rangarajan. 2020. "Novel Efficacious Utilization of Fuzzy-Logic Controller-Based Two-Quadrant Operation of PMBLDC Motor Drive Systems for Multipass Hot-Steel Rolling Processes" Electronics 9, no. 6: 1008. https://doi.org/10.3390/electronics9061008
APA StyleNandakumar, M., Ramalingam, S., Nallusamy, S., & Rangarajan, S. S. (2020). Novel Efficacious Utilization of Fuzzy-Logic Controller-Based Two-Quadrant Operation of PMBLDC Motor Drive Systems for Multipass Hot-Steel Rolling Processes. Electronics, 9(6), 1008. https://doi.org/10.3390/electronics9061008