1. Introduction
The recent development of the Industry 4.0 concept [
1] and the increased performance with reduced costs for big data analytics [
2], fostered by faster algorithms, increased computation power, and a more significant amount of available data, enable the real-time simulation, control, and optimization of products and production lines, which is referred to as a Digital Twin (DT) [
3,
4]. DT was first defined in 2011 by NASA [
5] as “an integrated multi-physics, multi-scale, probabilistic simulation of a vehicle or system that uses the best available physical, models, sensor updates, fleet history, and so forth, to mirror the life of its flying twin.” In the context of manufacturing, the DT definition has evolved into the broader and standardized concept of “a digital representation of an observable manufacturing element with synchronization between the element and its digital representation” [
6]. The unique combination of digital representation and synchronization between digital copy and real element allows a DT to detect anomalies in manufacturing processes, thus achieving functional objectives such as real-time control, predictive maintenance, in-process adaptation, Big Data analytics, and machine learning. A DT can monitor the related observable manufacturing element by constantly selecting and updating the operational and environmental data. The visibility into process and execution enabled by a DT enhances manufacturing operation and business cooperation, potentially involving the entire manufacturing supply chain up to the final end-users.
DT development requires three main components: (i) an information model, (ii) a communication mechanism, and (iii) a data processing module [
3]. Different information sources must be connected to create a DT, and data must be acquired. These data are processed using calculation algorithms and simulation models to represent the observable manufacturing elements, and the whole process is as detailed as possible. Moreover, the information model should be able to generate the DT automatically and in parallel to the real element operation. The information model abstracts the specifications of a physical object and is usually based on standards [
7]. The communication mechanism transfers bi-directional data between the DT and the observable counterpart. Changes in the physical object state are detected by sensors and transmitted to the DT in cyberspace. Industrial communication protocols and connectivity play a crucial role. Existing industrial networks are typically implemented with heterogeneous networks, including the three main categories of so-called “Fieldbus” networks [
8], Ethernet-based protocols [
9], and Internet of Things (IoTs) [
10], which typically use wireless networks. The data processing module extracts information from multi-source data to build the virtual representation of the observable object. A complex system has many equipment parameters and significant data redundancy, and these parameters have strong coupling, non-linearity, and time variability, which directly affect data quality. DT uses various data processing technologies and decision support tools such as big data to store, screen, process, and interact with data in real time to judge and process changes in the external environment effectively.
Worldwide technology leaders’ initiatives have pushed the existing market for engineering applications. For example, GE developed a DT platform called PREDIX that can understand and predict asset performance [
11]; Siemens covers smart operations during the complete process of design, production, and operation [
12]; ABB focuses on enabling data-driven decision-making [
13], while Microsoft provides an IoT platform for modeling and analyzing the interactions between people, spaces, and devices [
14]. The development of industrial solutions is accompanied by academic research, with a growing outcome in recent years [
15]. Some practical applications have already been developed and reported in the literature, including reviews of DT applications in manufacturing. Cimino et al. [
16] analyzed and classified 52 articles reporting DT applications in industrial or laboratory manufacturing environments for application purposes, system features, DT implementation features, and DT services. The authors found two significant gaps: the need for DT integration with the control system and the limitation of the set of services offered by the DT. Lu et al. [
3] underlined how, compared with the total number of publications on the DT topic, most existing research is conceptual, and only 28 articles reporting practical applications of DT were considered. The authors identified seven key research issues: the DT architecture pattern (server-based vs. edge-based), the communication latency requirement, the data capture mechanism, the need for standard development, limited DT functionalities, the management of DT model versions, and how to include humans in DT applications. Onaji et al. [
17] reviewed the DT definition in detail and analyzed three DT case studies. The authors identified seven technical limitations hampering the implementation of DT in manufacturing: the quantification of DT model uncertainties, the virtual confidence, the variance of the communication frameworks, the lack of an explicitly defined ontology, the inclusion of human functionality in the virtual space, the need for professional skills, and the integration into a single platform of different DT subsystems and functions. Nevertheless, all authors from [
3,
16,
17] agreed that since the development of practical DT applications is still at an early stage, it is essential to integrate the existing literature with new case studies, highlighting the limitations and barriers that DT implementation can face in industries and, more specifically, in small-medium enterprises (SMEs).
In parallel with this technological development, optimizing power consumption in manufacturing systems has increased attention in recent years. In particular, climate responsibility and imminent energy shortage have fostered the discussion. Several studies show evidence of the negative impact of power shortage on firm performance for both large and medium-sized companies [
18,
19]. The DT application has already addressed the topic of energy efficiency in manufacturing. Taisch et al. [
20] highlighted the opportunity of using discrete-event simulation with material flow simulation as a standard tool in manufacturing and enriched it by considering energy consumption. The approach was based on the production states of the production assets and showed that implementing energy measures is possible and can lead to a widened decision sense. Mousavi et al. [
21] developed an integrated conceptual framework to model the energy consumption of a production system. They demonstrated the ability to obtain practical comprehension of potential energy efficiency improvements through experimentations. Karanjkar et al. [
22] presented a case study for deploying an IoT framework in an assembly line where multiple sensors were installed for measuring machine-wise activity and energy consumption profiles. They built a data aggregation platform and a discrete-event DT of the line by using open-source tools. These sensors’ data were collected at a high sampling rate, but the machine state estimation was performed remotely on the raw data sent over a network.
This discussion leads to the following research question: “How can the implementation of DT technology help to optimize the balance between power consumption and productivity, taking into account existing barriers and limitations?” As a first step to answer this question, the presented study focuses on the following sub-questions: (RQ1) “How can a robust data flow between an installed factory and its DT be achieved, based on available technology?” (RQ2) “Is a discrete event simulation capable of acting as a DT of a factory to simulate and predict power consumption?”
These questions are analyzed with the help of an experimental floor-ball manufacturing line installed in the Smart Factory of Ostschweizer Fachhochschule (OST) in Rapperswil-Jona, Switzerland [
23]. The main scope of DT development is related to optimizing the manufacturing process’s energy consumption, while applications such as optimized design and prototyping and virtual commissioning [
24], predictive maintenance [
25], virtual sensor models, and process signal prediction [
26,
27] will be evaluated in future research. This study describes the methodology and tools adopted for developing the DT information model and the preliminary data communication and processing results from the physical element to the digital model.
The outline is organized as follows.
Section 2 describes the research approach and methods used. In
Section 3, after the introduction to the floor-ball manufacturing line, the information model, the data processing module, and the communication mechanism of the DT are described, together with the KPIs definition and the design of the experiment.
Section 4 preliminarily describes the final result of DT design and realization, then assesses the connection between the molding machine and its DT and the related energy consumption prediction.
Section 5 discusses this study’s main findings, while
Section 6 summarises.
2. Methods
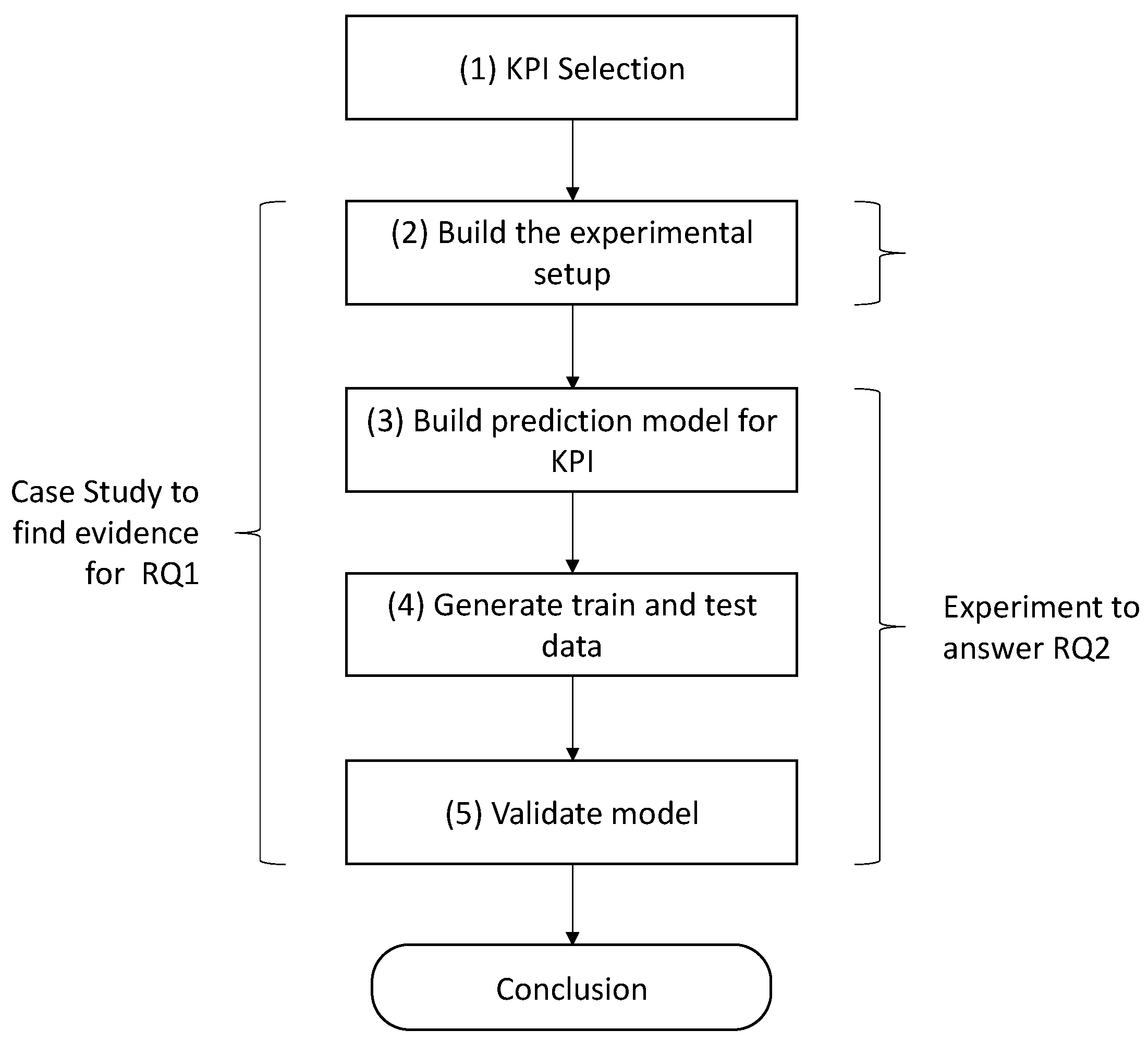
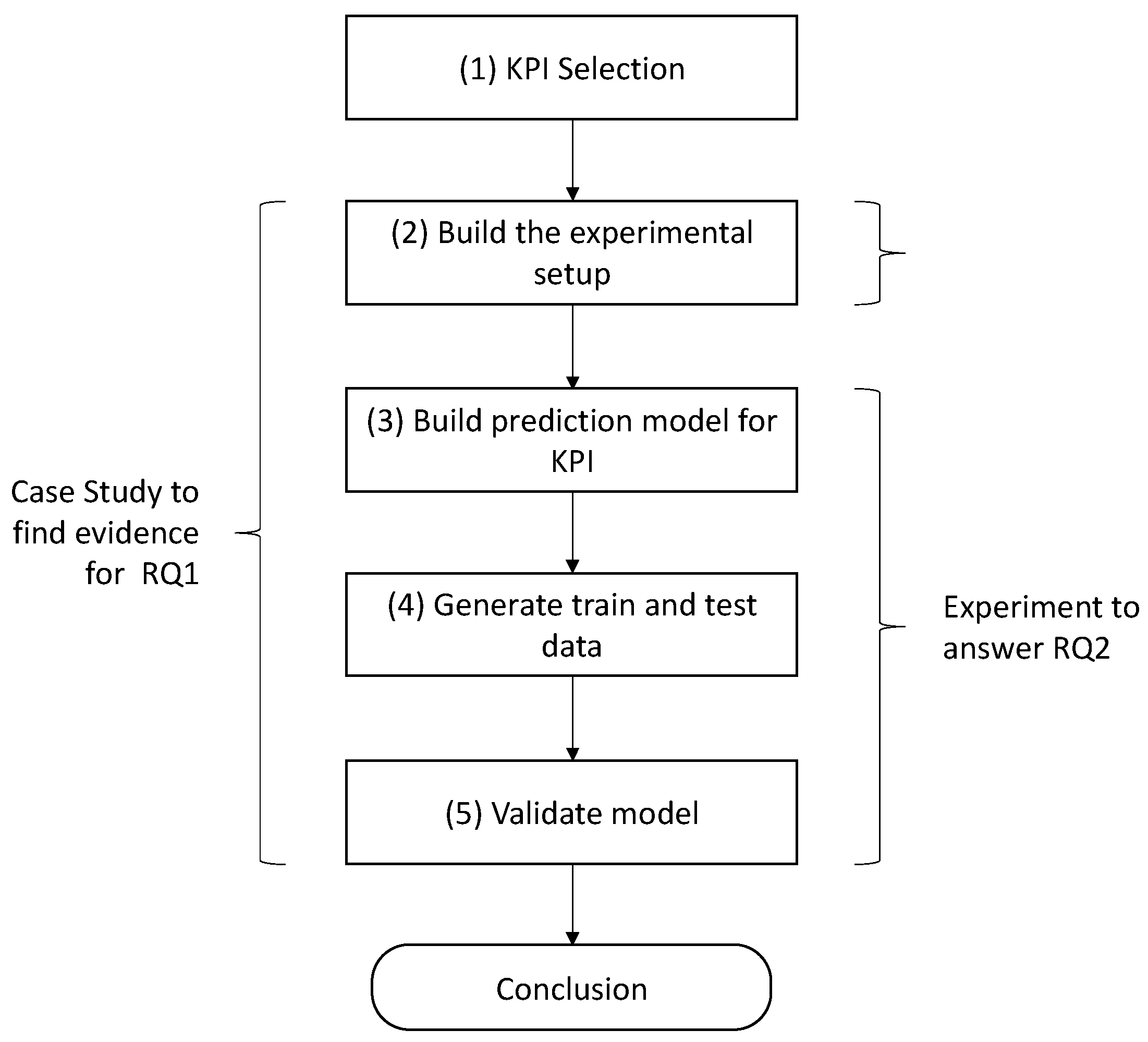
An experimental approach has been designed to address the “how” nature of RQ1 and to understand current technologies’ ease of use and limitations, thus answering both RQ1 and RQ2. The experiment was elaborated following the steps in
Figure 1. Going through the process of setting up and executing the experiment also provided a comprehensive case study to give some evidence to answer RQ1, with the limitation that the chosen case study and technology will bias any conclusion drawn from a single case and cannot be generalized.
KPI selection (1) concerning the overall research question and RQ2 results in power consumption and duration. A more detailed consideration of the KPIs chosen in the case study is discussed in
Section 3.4. The experimental setup (2) of a DT of a manufacturing site was built in several iterations following the maturity levels suggested in [
28]: (i) the Digital Model, that is, the real object is connected to a computer model, and data are moved manually; (ii) the Digital Shadow, that is, data are moved automatically from the real object to the model while the responses are handled manually; and (iii) the Digital Twin, that is, full automation is achieved, where data flow automatically in both directions between the real and virtual objects. For the case study presented in this article, level (iii) of a DT is limited to feedback on the KPI to the machine operator as a means of decision support. Since changing the sequence of the manufacturing plan can only be performed manually, no further integration is possible. This is a limitation given by the infrastructure presented in
Section 3.
The design and execution of the experiment (3,4,5,6) were elaborated in line with the method suggested by [
29], which helps to avoid over-fitting of predictive models. Splitting of training and test data was performed randomly (50:50) and resampled and cross-validated with “Monte Carlo cross-validation” [
29].
Section 3.5 explains the details of the experiment’s design in the case study context.
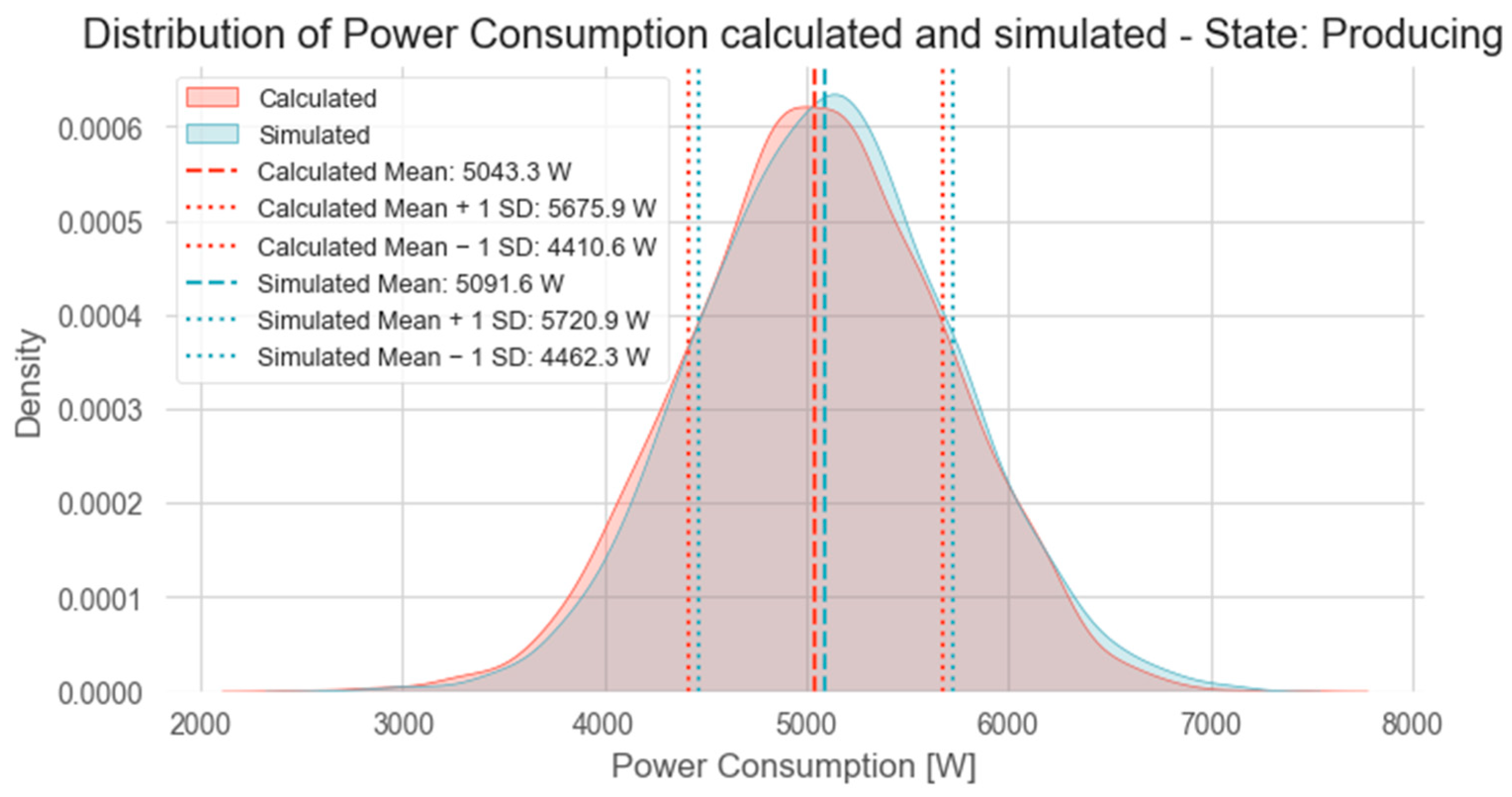
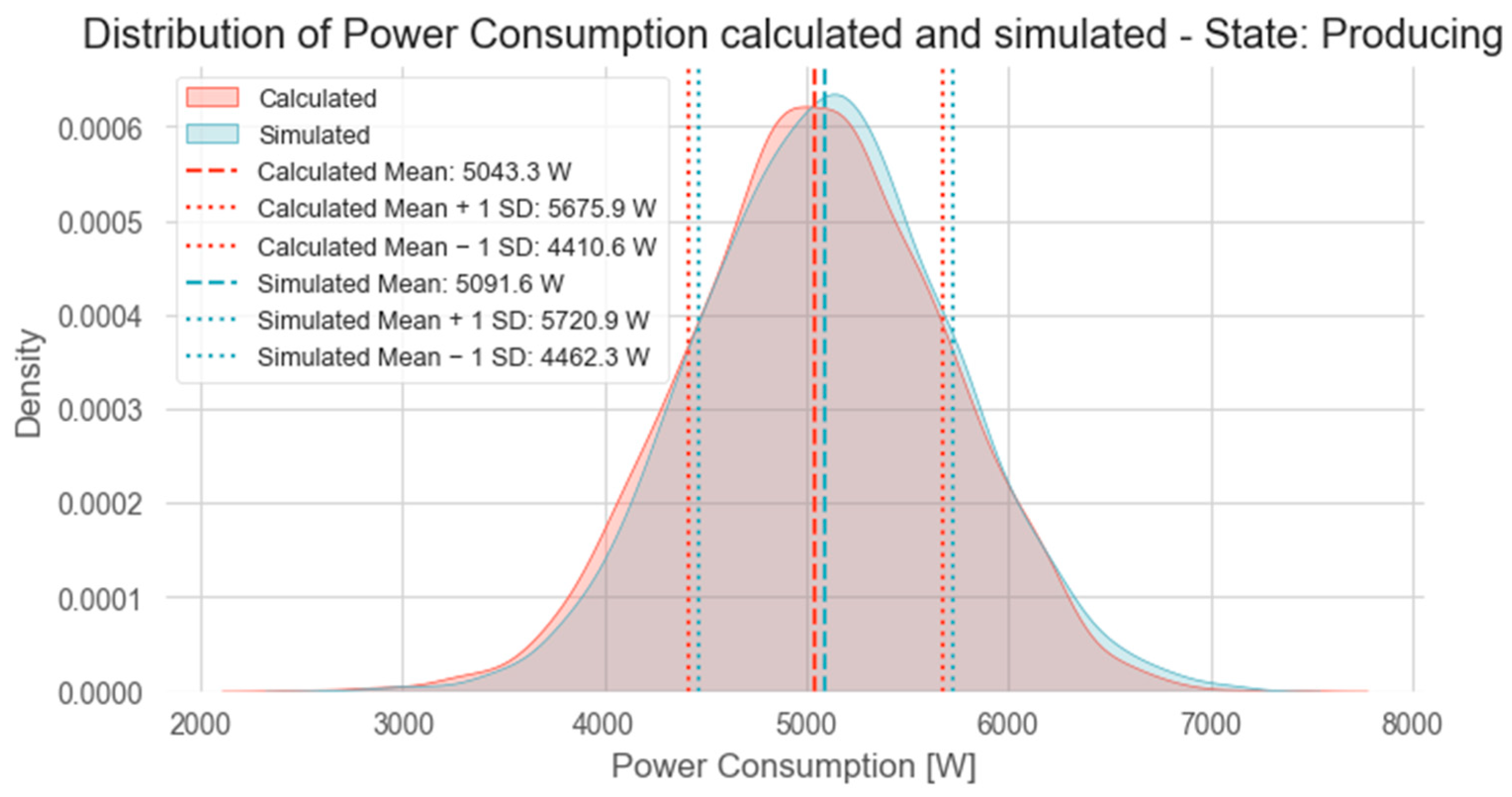
To ensure the robustness and accuracy of the model, a validation strategy inspired by established methodologies in computational model validation [
29,
30] is employed. This strategy involves comparing the simulation results with measured data, focusing on several key statistical metrics. First, the central tendency and variability of the model are assessed by comparing the means and standard deviations of the simulated and actual data. The mean provides insight into the model’s accuracy in predicting average behavior, while the standard deviation indicates the variability and consistency of the model’s predictions [
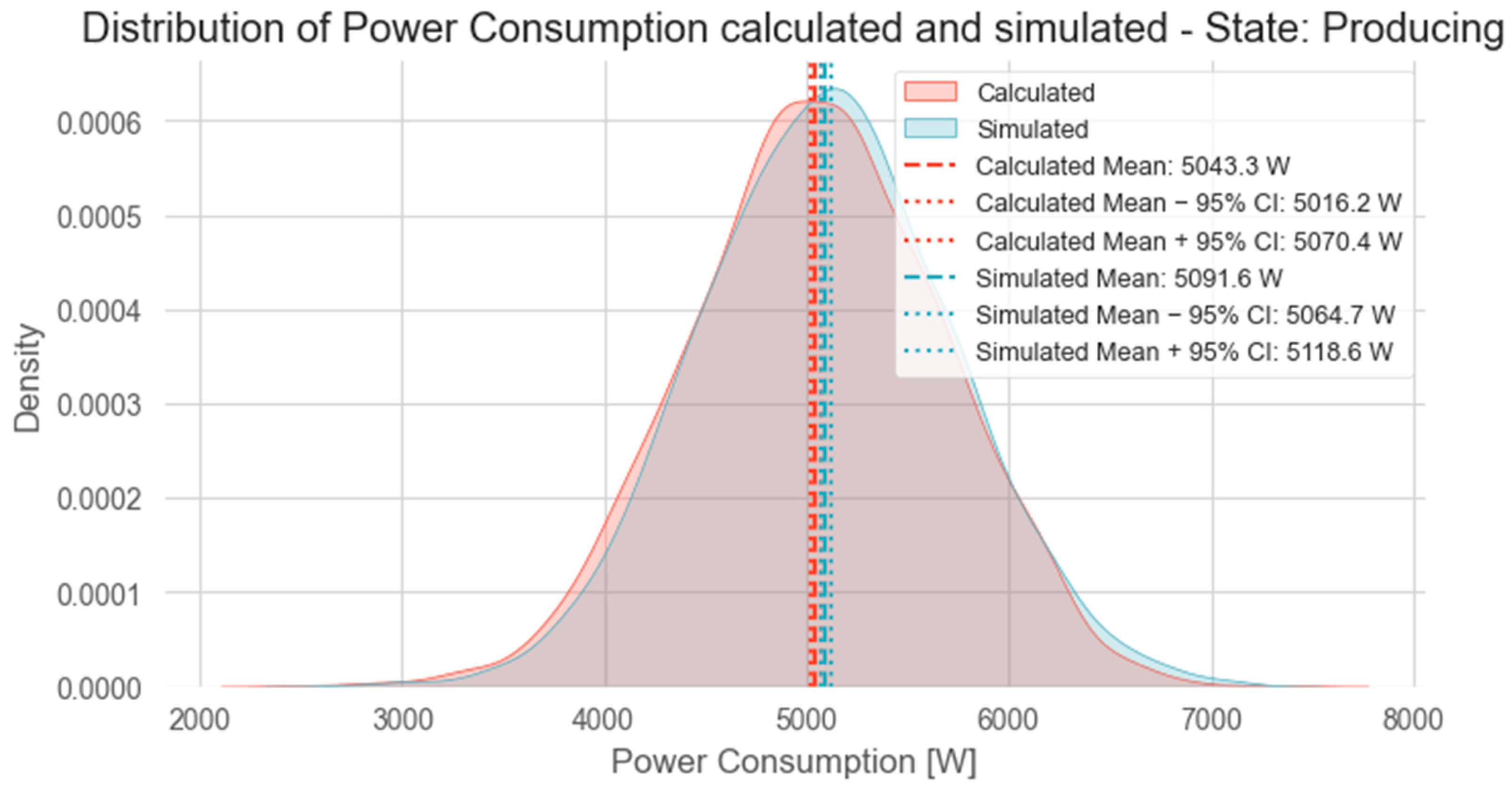
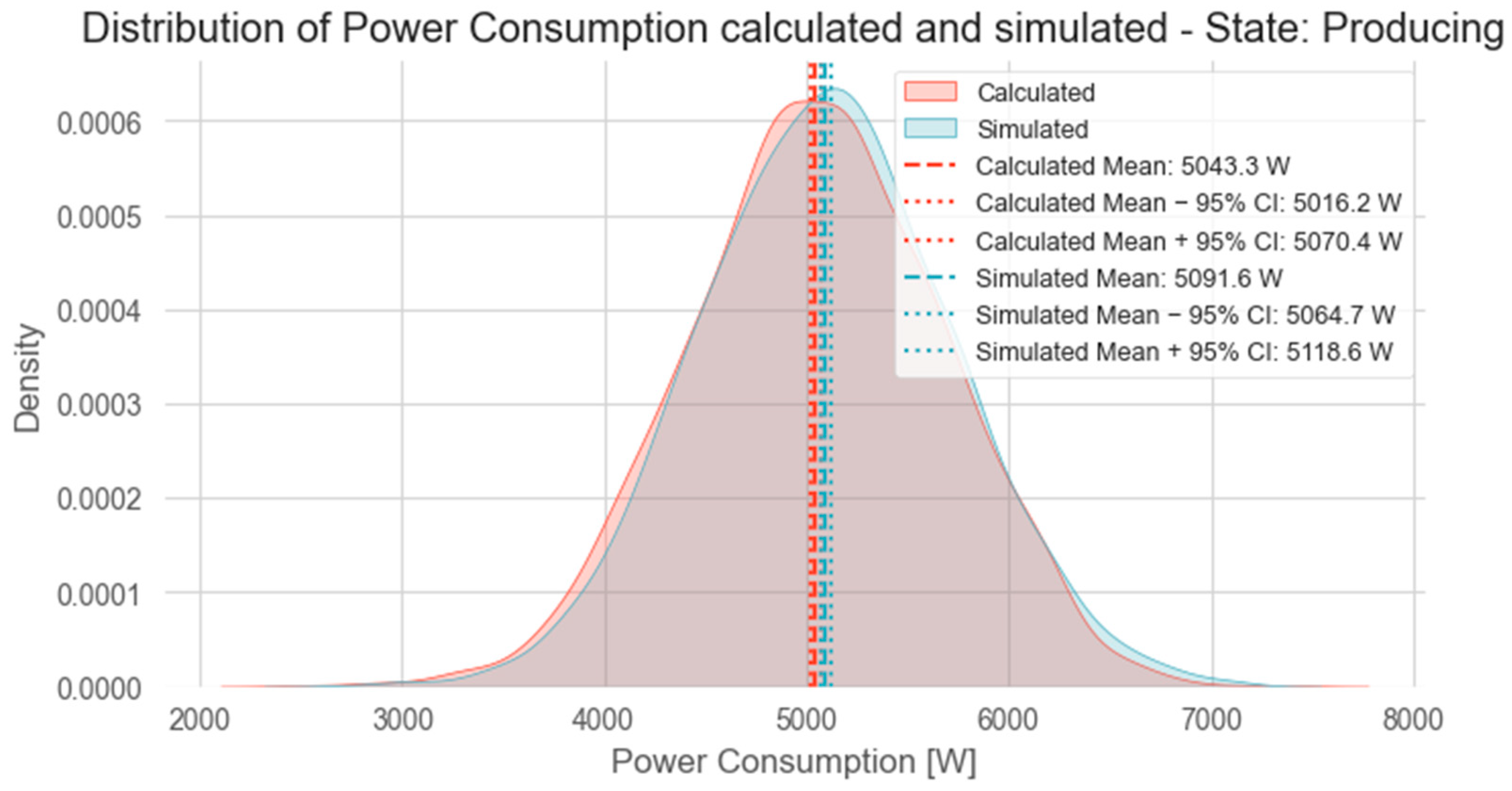
30]. Further, the concept of confidence intervals, particularly the 95% confidence interval, is employed to understand better the statistical significance of the differences observed between the simulated and actual data. The confidence interval offers a range within which the true mean is expected to lie, which measures the reliability of the model’s predictions [
30].
Independent two-sample
t-tests were conducted to statistically ascertain the significance of the differences between the model’s predictions and actual measurements. This method tests the null hypothesis that there is no significant difference between the means of the two data sets. A
p-value below the threshold of 0.05 indicates a statistically significant difference, suggesting that the model may need further calibration or adjustment [
29]. This comprehensive validation approach not only ensures the accuracy and reliability of the model but also aids in identifying any potential overfitting issues or areas where model tuning might be necessary [
29]. Rigorously comparing the model outputs with actual data using these statistical methods aims to enhance the model’s credibility and applicability in real-world scenarios.
3. Case Study Description
3.1. Description of the Floor-Ball Manufacturing Line
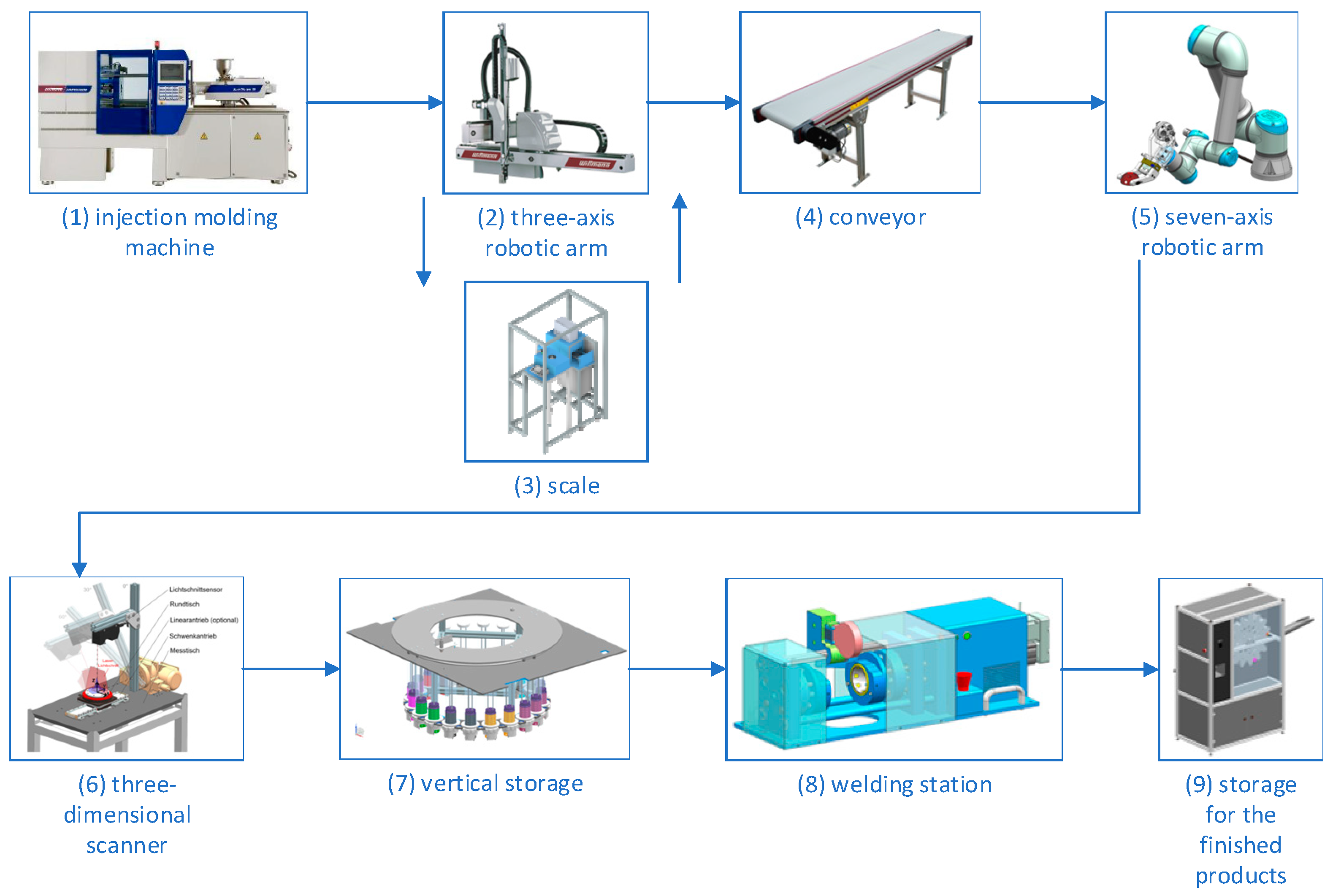
The smart factory built at the OST Rapperswil-Jona site consists of a production line for floor-ball. The production line comprises nine main elements, as shown in
Figure 2. Following the same numbering as in
Figure 1, the leading equipment is (1) a Battenfeld SmartPower 60, an injection molding machine to produce the ball halves. The second step of the manufacturing process (2) is a Wittmann W 818 T three-axis linear handling device, followed by (3) a Mettler Toledo scale to measure the weight of the ball halves. Then, a conveyor belt (4) transports the ball halves to the storage handling. The storage function is achieved through (5) a Universal Robots UR5e, which is a collaborative seven-axis robotic arm for the storage handling, (6) a custom-made three-dimensional scanner for the measurement of the shape precision, and (7) a custom-made vertical storage, consisting of plexiglass cylinders placed vertically following a circular arrangement around the seven-axis robot. In (8) a custom-made welding station, the halves are joined to manufacture a complete ball, which is finally stored in a (9) custom-made storage for the finished products with an interface for the withdrawal. The production line also includes a user interface of significant importance within the production process. Moreover, besides the leading equipment, many integrated components optimize the line’s usability and smartness. For example, a laser marker, sensors, control modules, switches, and connectors.
Regarding the monitoring and control architecture of the production line, various sensors are standard in the used equipment. Nevertheless, additional sensors have also been installed to monitor and evaluate the production process more precisely. In particular, Shelly 3EMs energy meters were installed on the injection molding machine so that the current power and total energy consumption could be measured and registered with an accuracy of 1%.
The whole process starts with melting plastic chipboard with the aid of the molding machine. Chips are manually placed inside a container. Once the machine has reached the proper temperature of pressure fusion, it is possible to produce the hockey ball halves. The production color is decided according to the needs dictated by the warehouse: if a particular color is lacking, its production proceeds. Once the molding process is over, the molding machine separates the two parts of the mold, from where it is possible to extract the manufactured product. The extraction takes place using a three-axis robotic arm (X-Y-Z) equipped with a robotic handle that, thanks to rotation, allows the extraction of the component from the previous machine. Once the half-balls have been extracted, they are placed on the conveyor belt from which two different storing configurations can be obtained:
Operator storage. The half-balls fall directly from the conveyor into a box at the end of it. The products are then collected in a warehouse outside the line. This operation can be conducted to have more half-balls available than the number that can be contained in the vertical storage located above the seven-axis robot (limited).
Robot storage. The conveyor belt stops half-balls at a specific location at the end of it. From here, the seven-axis robot can pick them up directly.
In the case of robotized storing, after the pick-up, the robot places the half-balls in an intermediate station that consists of a 3D scanner. This operation could also be carried out manually by an external operator. The purpose of the scan is to have information regarding the surface of the finished product and to collect data related to a specific production batch. Once the scanning is complete, the robot places the balls in the vertical storage, sorting them according to color. The information for the correct storing of the parts comes directly from the molding machine: when a specific color is produced, this information is entered into the shared database. Automatically, the robot will know in which store it must place the half-balls. Once the batch storing is finished, the robot waits to receive an order from the user interface. It is possible to configure a customer-specific floor-ball through a user interface. By selecting the various colors and clicking on the order button, the customer will receive a ticket with a QR code corresponding to the order placed. Thus, the assembly phase begins: the robot removes the selected color half-balls from the vertical store and places them in an assembly station.
Here, the half-balls are held by a locking system with the inner sides facing each other. The assembly is carried out by a plate of conductive material that intervenes between the two halves once heated. The half-balls are placed close to the plate and kept in this position for enough time to melt the plastic surface. Then, the halves are separated, and the plate is removed. The machine can now complete the finished product, which consists of the union of the two halves. Once the assembly phase is complete, the ball falls into a slide placed in a circular store, equating it to a circular carousel. The product will remain in the store until the user redeems the order. The redemption is accomplished by presenting the ticket obtained from the order to a QR code reader. At this point, it will be possible to collect the product ordered.
3.2. DT Information Model Description
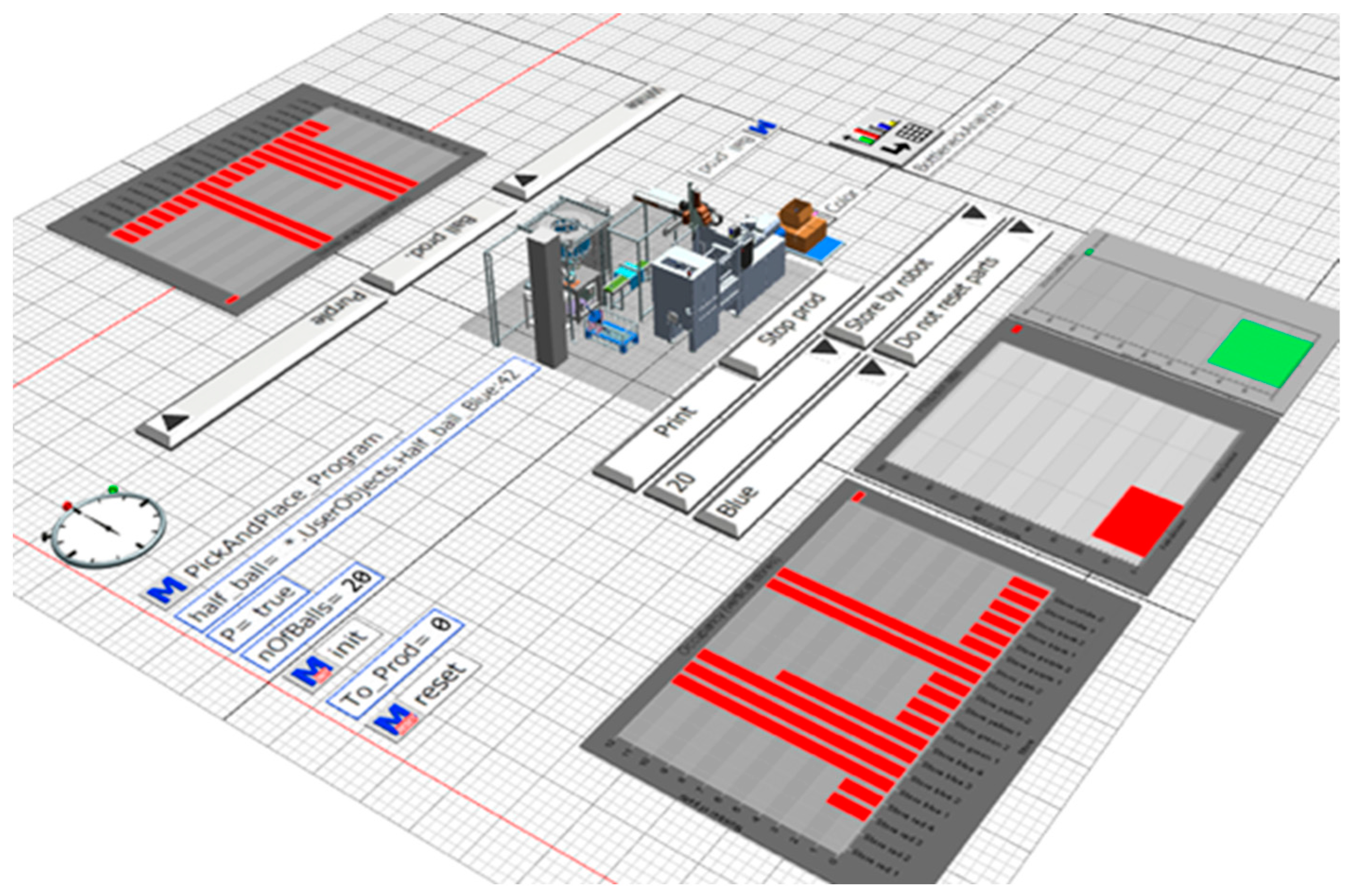
Siemens Tecnomatix Plant Simulation (TPS) [
31] has been used to model and display the floor-ball manufacturing line. TPS is an object-oriented 3D software (version 2201) that allows modeling and simulates discrete events and provides advanced analytical tools to optimize material flow, resource utilization, and logistics at different planning levels. Its modeling platform can represent a production plant in 2D or 3D, providing preset elements for good simulations. It also allows importing external graphic models to analyze space management, safety, efficiency, and worker comfort.
The use of external resources predominantly facilitated the development of the 3D model within Siemens TPS. Specifically, this process did not involve the application of existing TPS libraries. Instead, the model’s structure was assembled primarily from 3D models supplied by the machine manufacturers. These models offered a realistic depiction of the machinery integral to our floor-ball manufacturing line. Additionally, bespoke designs created in the development of the Smart Factory were incorporated. Importing these external models into the TPS platform created a faithful and functional representation of the manufacturing process, allowing for a comprehensive analysis of various operational parameters.
3.3. DT Data Processing Module and Communication Mechanism
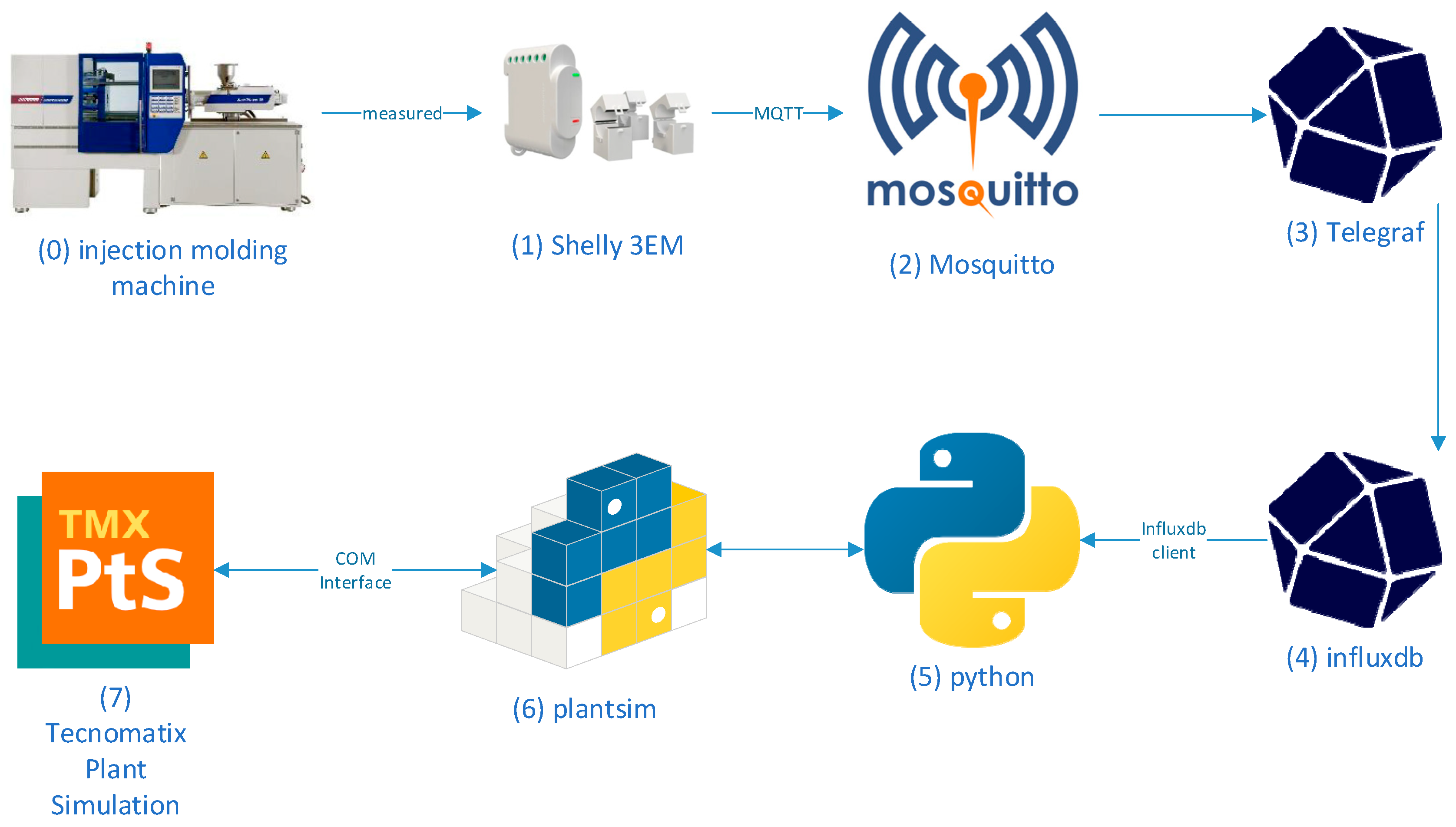
Implementing a data processing module and communication mechanism enhances a DT system. The coupling of the DT with physical resources is typically accomplished through a toolchain that enables data collection, processing, and storage as close to real-time as possible. This section describes the specific toolchain used in the research activities described in this study. Coupling of the DT with physical asset has been achieved through the toolchain, as shown in
Figure 3: (1) Shelly 3EM energy sensors were integrated into the main power inlet of the (0) injection molding machine and connected over MQTT to a broker, here (2) Mosquitto (version 2.0.15), running on a Linux-based server. From Mosquitto, data were routed through (3) Telegraf (version 1.24.2), an agent to collect, process, and write data, and (4) InfluxDB (version 2.4.0), a time-series database. Then, these stored data could be queried from a (5) Python script. The bidirectional connection between Python and the (7) TPS simulation was established with the package (6) Plantsim Python [
32]. The Python script generates a linear model using the training dataset (refer to
Section 3.5 for additional details on data splitting). This model is then utilized to configure parameters within TPS via Plantsim. The utilization of a linear model implies the usage of past data, while it can be used with current data to enable data processing close to real-time (limited by the processing speed). In addition, the model can improve when more past data are available.
The Plantsim Python package serves as an effective medium for communicating with the TPS software. This package is executed over the COM interface and includes mappings for complex PlantSim data types, such as tables, facilitating smoother interaction with the software. However, it is essential to note that Tecnomatix, Plant Simulation, and related terms are the brand names of Siemens, while this package is not an official product of Siemens.
The functionalities provided by the Plantsim Python package encompass, but are not limited to:
Launching the TPS software by invoking it with the version (optional) and license type information.
Loading a specified model by providing the respective file path and name.
Accessing and modifying all simulation parameters via their designated path and name.
Reading and updating tables by referring to them through their particular path and name.
Manipulating the simulation controls such as start, stop, and reset.
Implementing advanced SimTalk commands, although this feature was not utilized in this study.
Terminating both the model and the software.
These operations transpire between the Plantsim Python package, as represented in
Figure 3 (Item 6), and the Siemens TPS software, denoted in
Figure 3 (Item 7). The 3EM by Shelly is a simple-to-use and easily integrable energy meter with good availability, selected primarily for its ability to measure three-phase current, wireless connectivity, and compatibility with MQTT.
3.4. KPIs Definition and Assessment
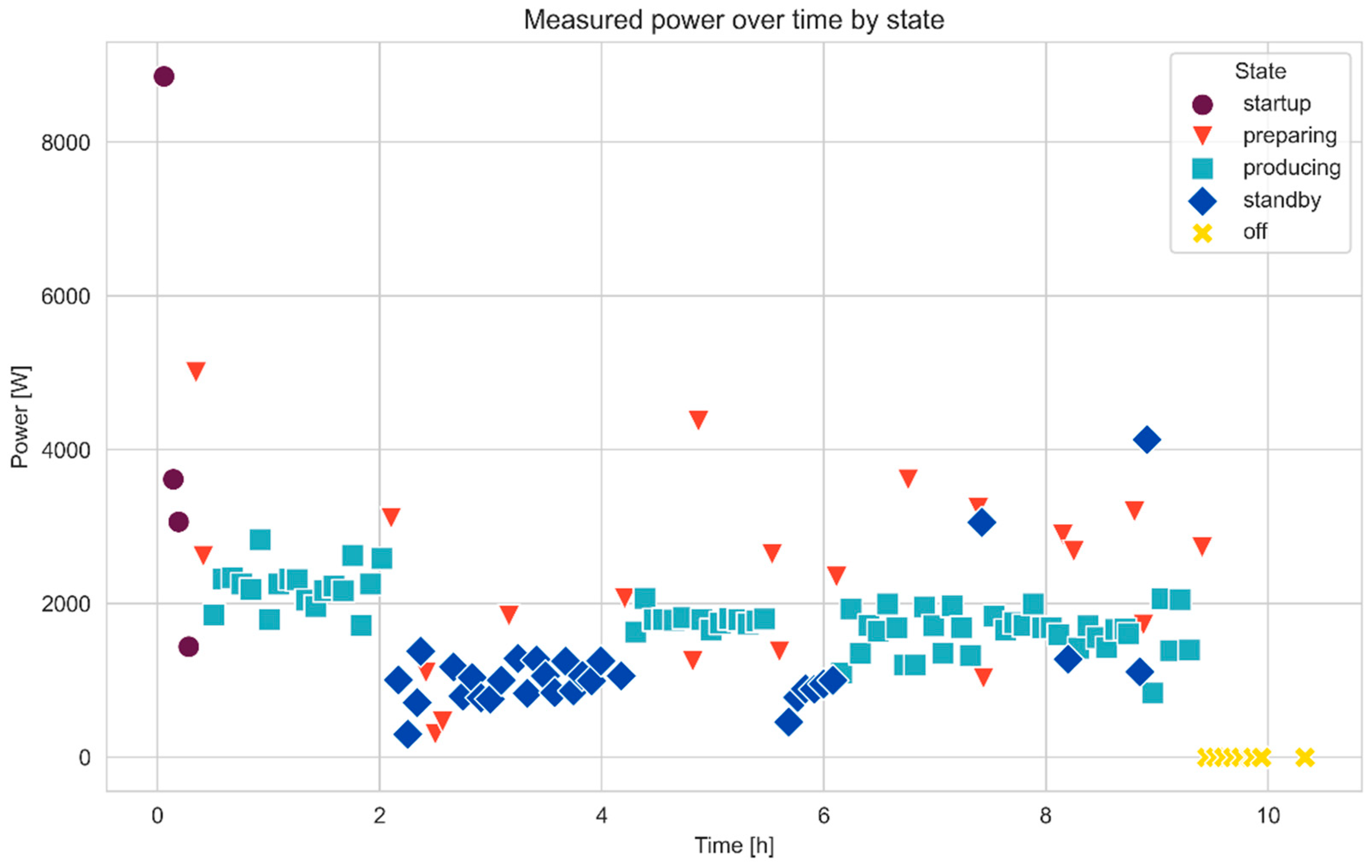
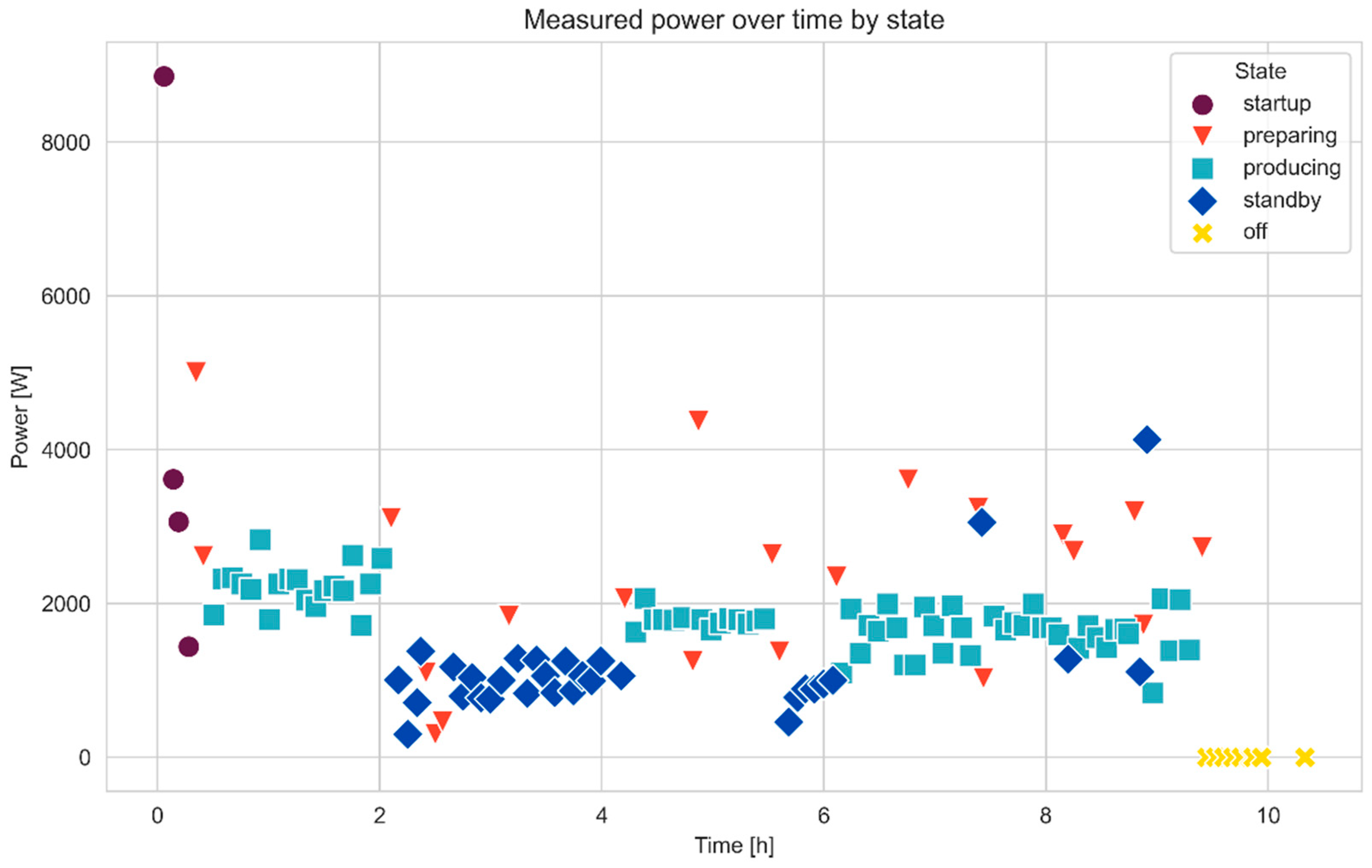
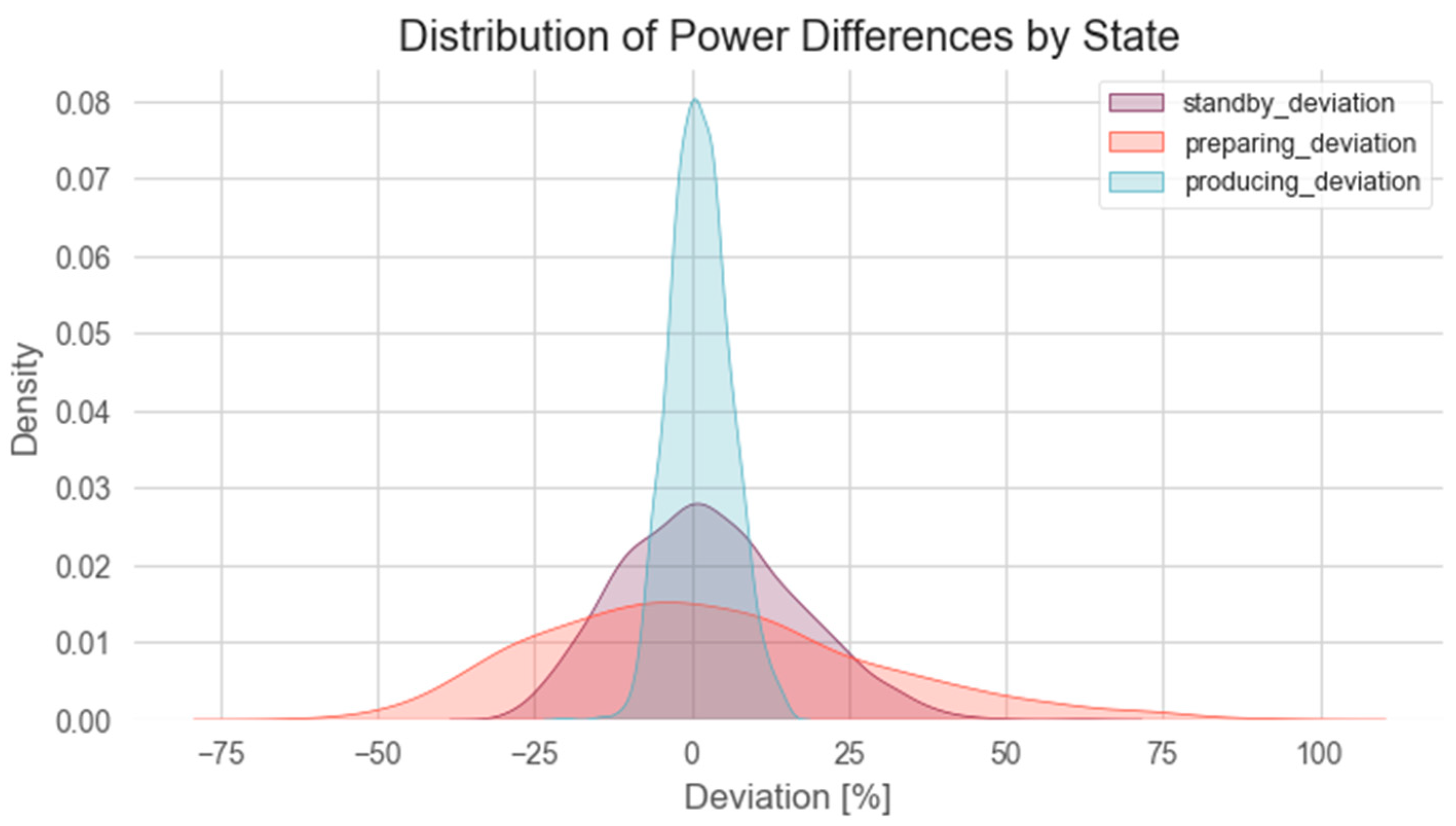
Key Performance Indicators (KPIs) have been identified to evaluate DT performance quantitatively. Electricity consumption and the duration of consumption, which are crucial factors in the manufacturing sector, have been specifically highlighted. These metrics are recorded for each production stage, including off, preparing, producing, and standby.
The collected dataset is divided into training and testing sets to validate the simulation model (see
Section 3.5). The electricity consumption from the training set, measured in Watts for each production stage, is combined with the corresponding duration of consumption. These combined metrics of power and energy consumption serve as the input parameters for the DT.
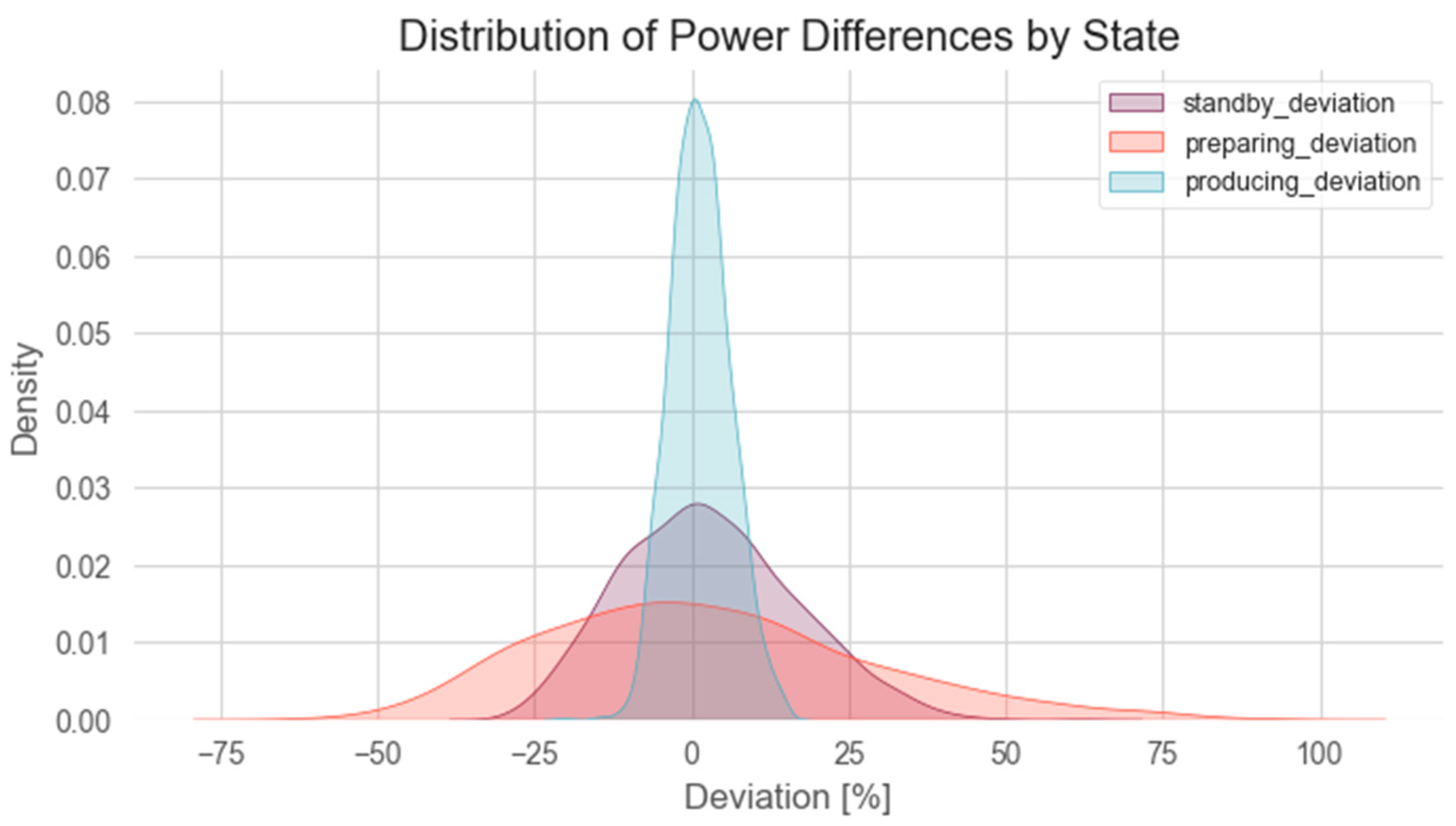
The electricity consumption predicted by the DT is compared with actual data from the testing set. The accuracy of the DT prediction is quantified according to the metrics described in
Section 2. As a single event may lead to high deviation due to an uneven split, the simulation is repeated multiple times to provide a statistically grounded depiction of the deviation. These quantitative evaluations aim to thoroughly and accurately assess DT performance.
3.5. Design of the Experiment
The experiment centered around the Battenfeld injection molding machine with a primary objective of measuring the KPIs outlined in
Section 3.4. After data capture, data were labeled according to observations made during production to identify the different states (off, standby, preparing, and producing). Considering the significant variance in the time steps during which data from the Shelly 3EM were recorded and the uncertainty about the events between these steps, power consumption was computed from the change in total energy consumption, measured in Wh. This total was then divided by the desired time steps to yield power consumption in Watts (W), making the result independent of the time steps.
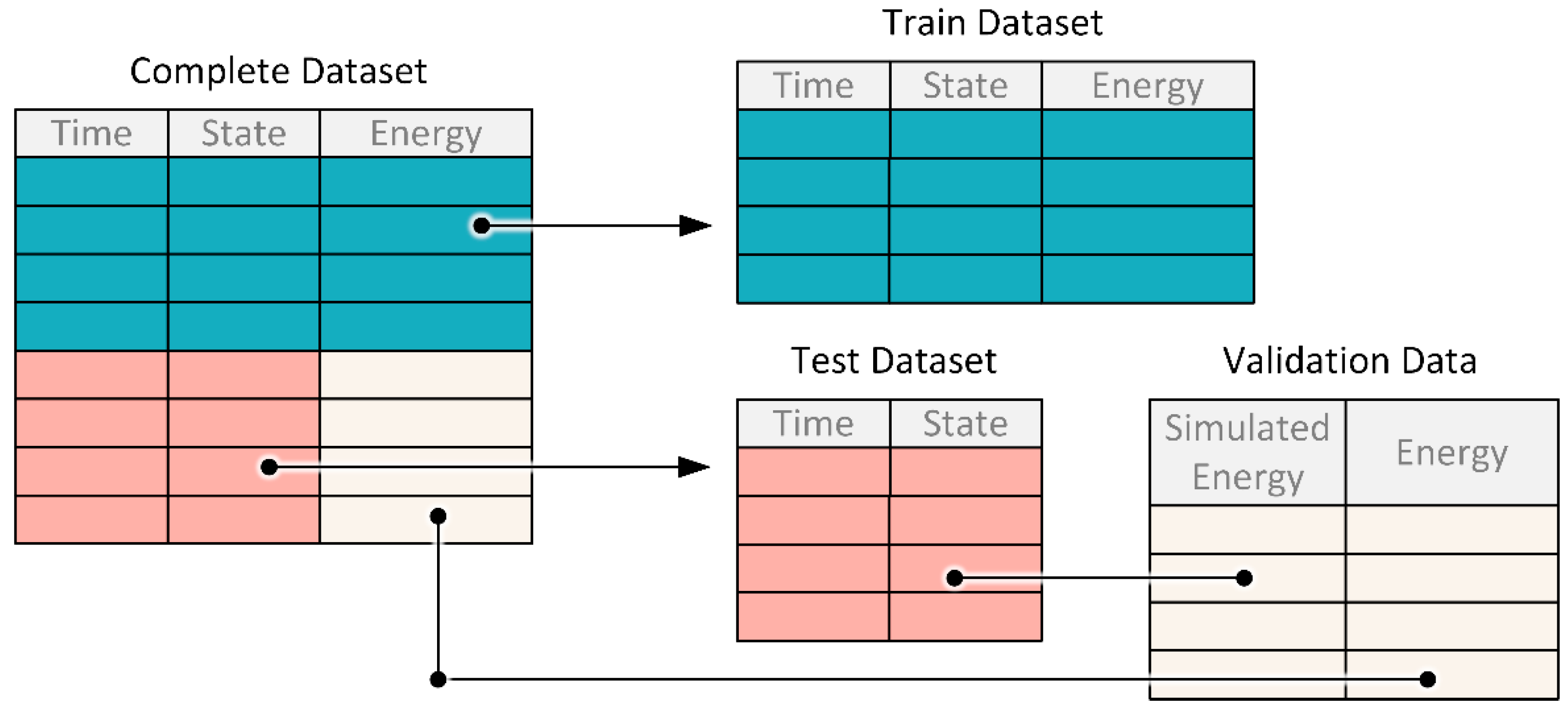
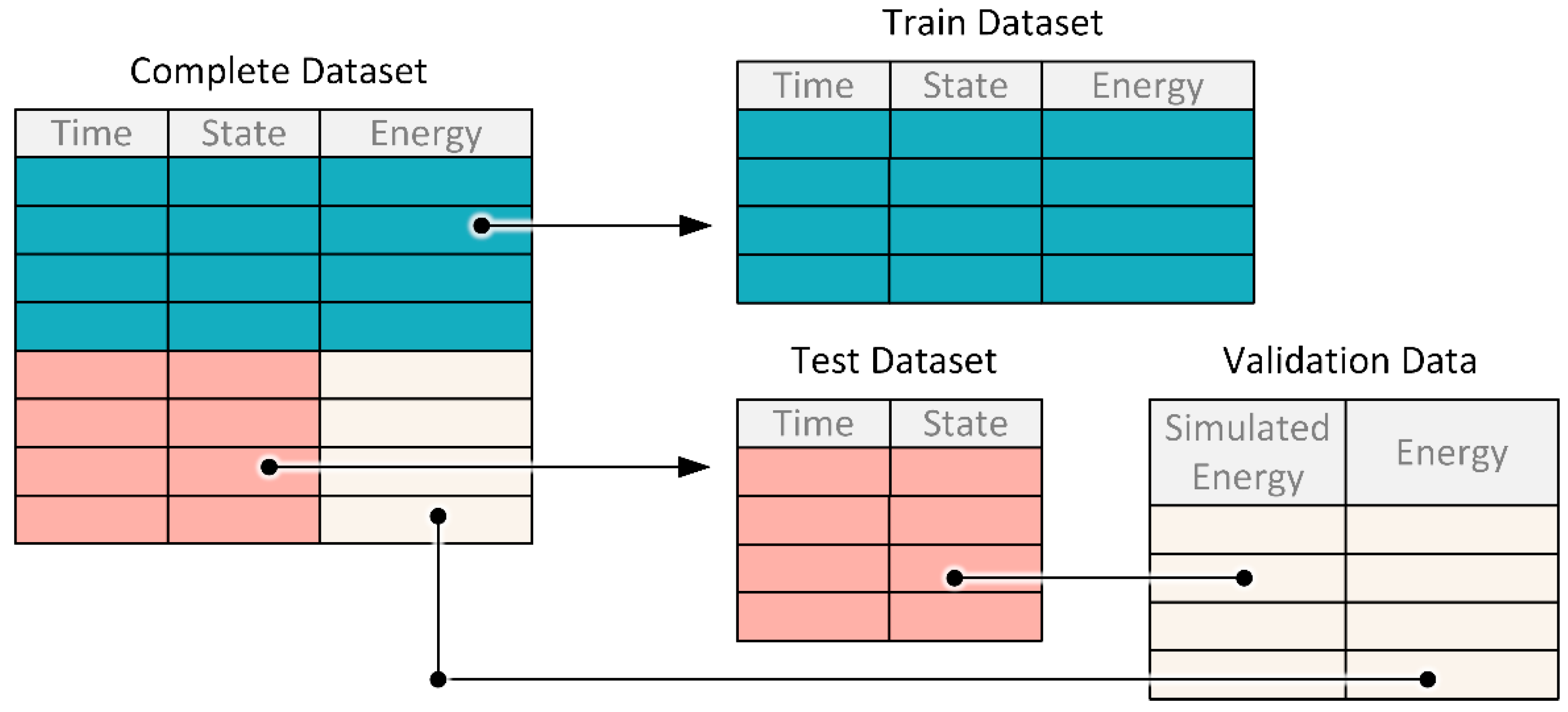
With these steps completed, the dataset was divided into two sets (see
Figure 4): one for training and the other for testing the digital model, and over 2000 simulations were conducted using random test–train splits with a ratio of 50:50. Input data for each simulation consisted of power consumption [W] for each production state from the train set, associated with the duration [h] of each operating state from the test set. The simulation output is the energy consumption [Wh] for each state. The test power consumption [W] of the operating states was calculated with the test set, and the expected energy consumption [Wh] was derived by multiplying the test power consumption [W] by the corresponding duration [h] for each state’s test data. The simulation result and test data were then compared using the percentage deviation of the simulation from the calculated value from measurements.



 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}