

Linear Active Disturbance Rejection Control for a Laser Powder Bed Fusion Additive Manufacturing Process

 , ,
, ,
Abstract
1. Introduction
- The model of the melt pool in the SLM system is calibrated by experimental benchmark data.
- The LADRC framework is used to regulate the melt pool cross section area in the SLM system.
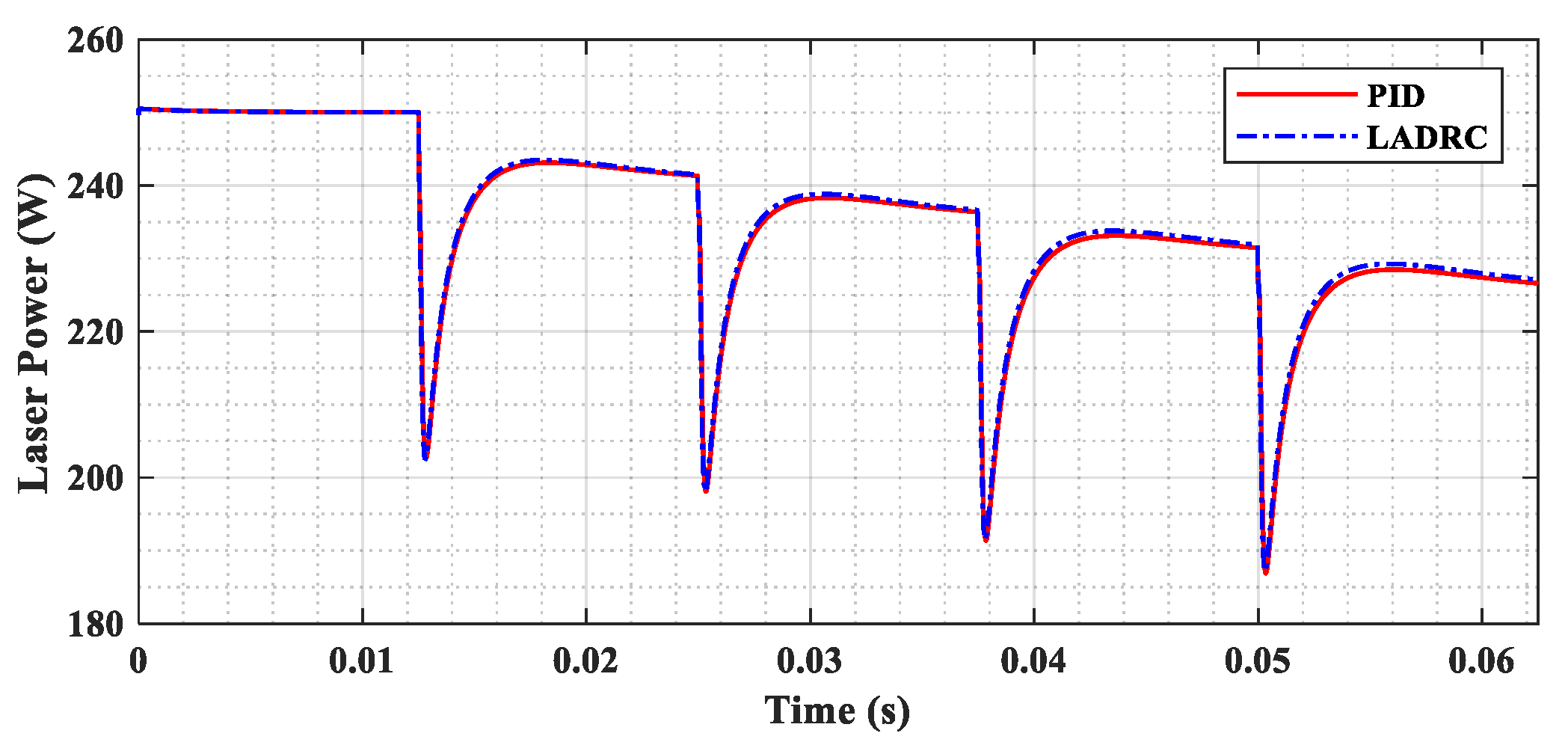
- The LADRC performance is evaluated and compared with conventional PID controller.
2. Materials and Methods
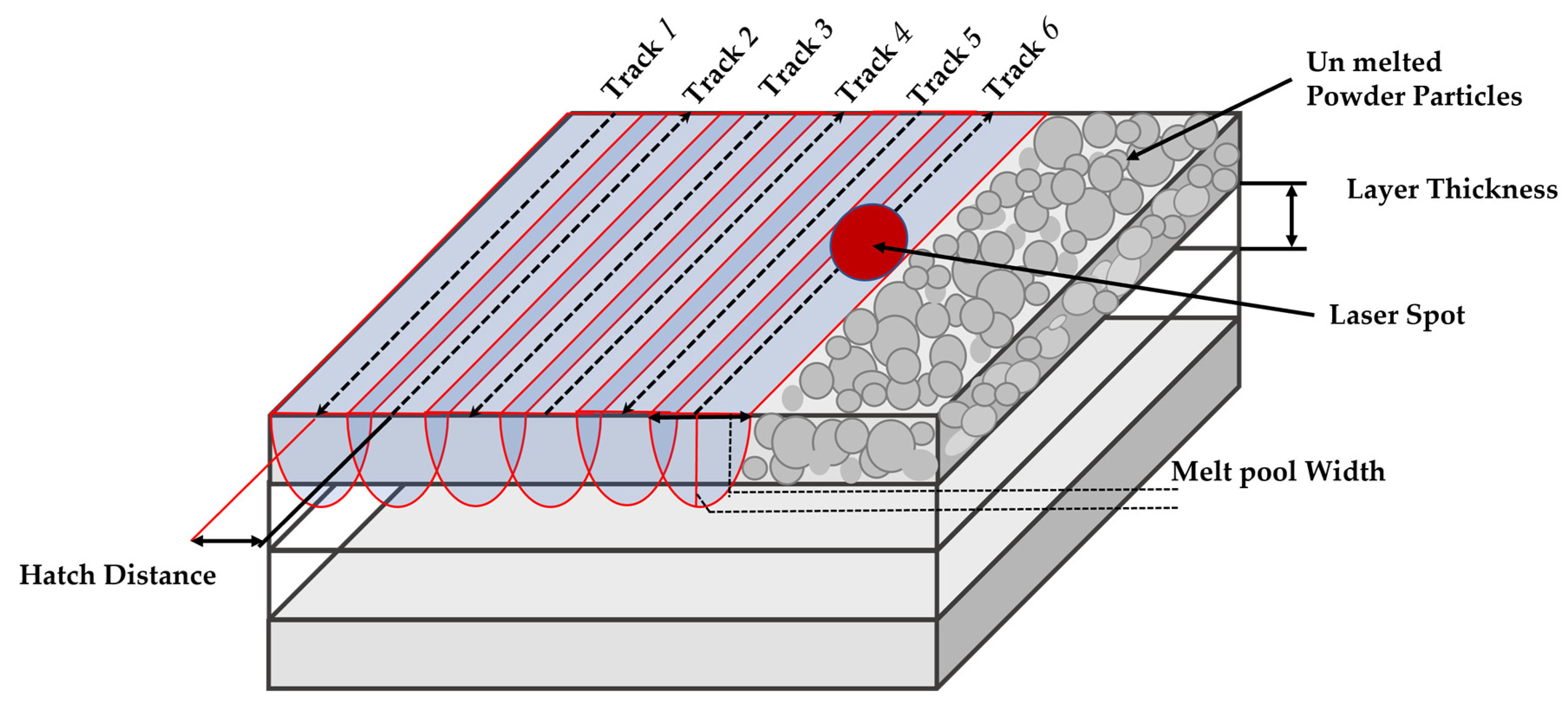
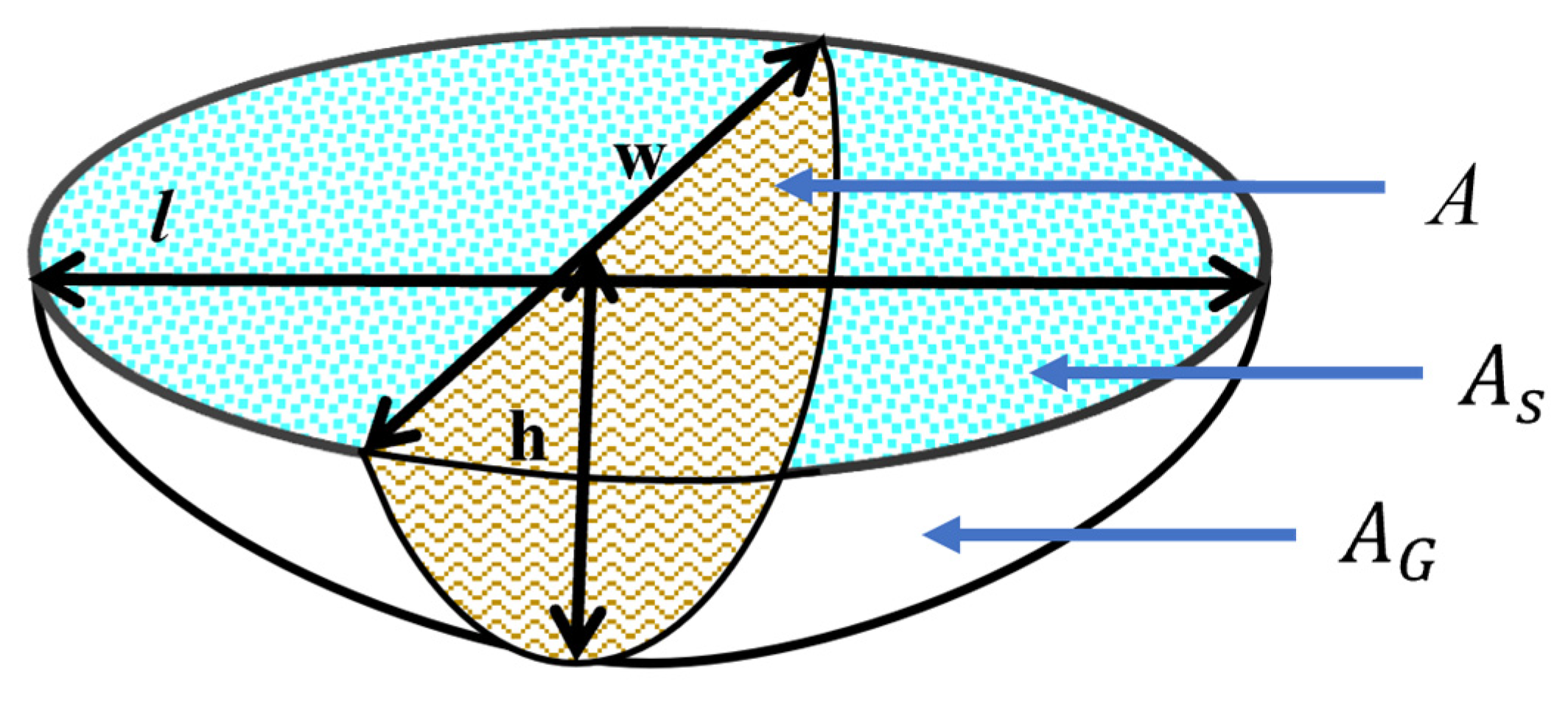
2.1. SLM Melt Pool Model Description and Assumptions
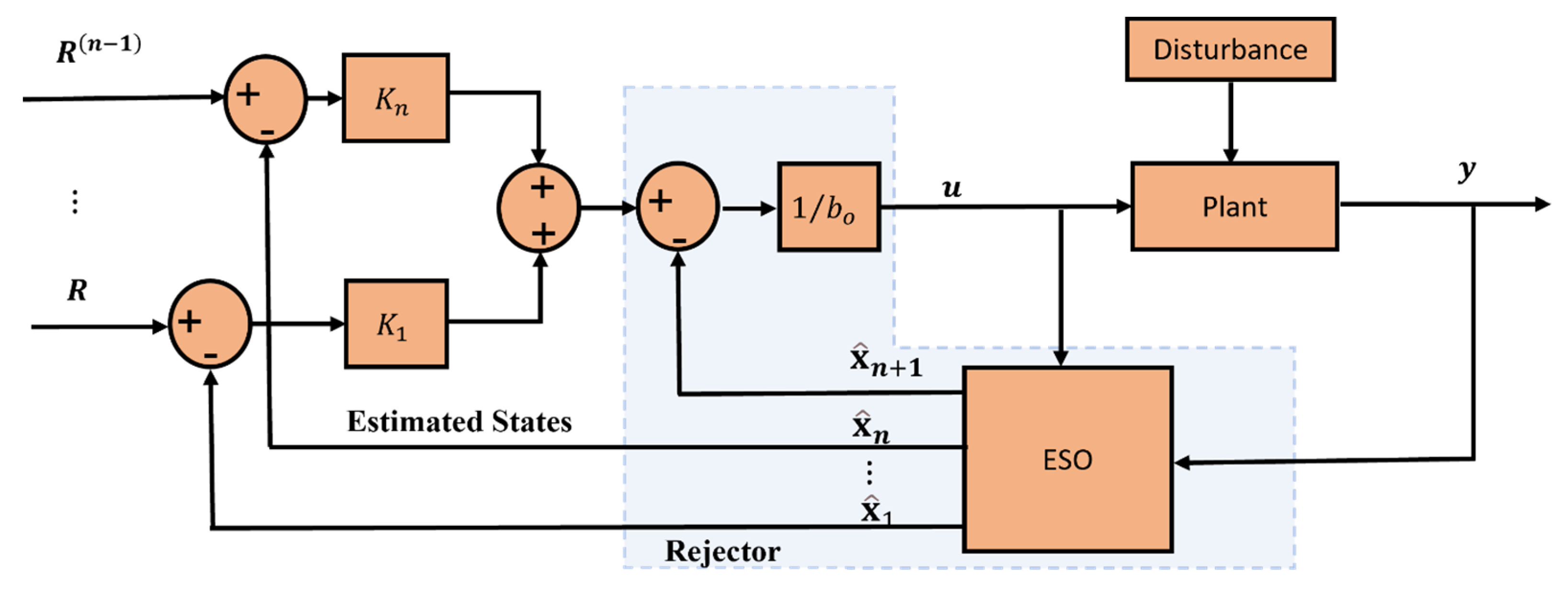
2.2. ADRC Control
2.2.1. Linear ADRC-Preliminaries
- It is assumed that f is differentiable with , the derivative of an unknown disturbance.
- The extended system presented in Equation (12) is observable.
- The linear extended state observer (ESO) converges.
2.2.2. Extended State Observer Design
2.2.3. ADRC Control Law
2.2.4. Controller Design for SLM Melt Pool Dynamics
2.2.5. Stability Analysis
3. Results & Discussion
4. Conclusions
- The LADRC shows a 65% improvement in rise time over that of a PID controller.
- The LADRC shows a 98% improvement in minimizing the percentage overshoot as compared to PID.
- The LADRC exhibits a 97% improvement in steady state error as compared to the PID control.
- ITAE performance shows that the LADRC exhibits a 95% improvement in reference tracking performance as compared to PID.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- F2792-12a; Standard Terminology for Additive Manufacturing Technologies. ASTM International: West Conshohocken, PA, USA, 2012.
- Singh, R.; Gupta, A.; Tripathi, O.; Srivastava, S.; Singh, B.; Awasthi, A.; Rajput, S.; Sonia, P.; Singhal, P.; Saxena, K.K. Powder bed fusion process in additive manufacturing: An overview. Mater. Today Proc. 2020, 26, 3058–3070. [Google Scholar] [CrossRef]
- Sing, S.; Yeong, W. Laser powder bed fusion for metal additive manufacturing: Perspectives on recent developments. Virtual Phys. Prototyp. 2020, 15, 359–370. [Google Scholar] [CrossRef]
- Zhang, X.; Liang, E. Metal additive manufacturing in aircraft: Current application, opportunities and challenges. IOP Conf. Ser. Mater. Sci. Eng. 2019, 493, 012032. [Google Scholar] [CrossRef]
- Li, Z.; Kucukkoc, I.; Zhang, D.Z.; Liu, F. Optimising the process parameters of selective laser melting for the fabrication of Ti6Al4V alloy. Rapid Prototyp. J. 2018. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect formation mechanisms in selective laser melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef]
- Teng, C.; Pal, D.; Gong, H.; Zeng, K.; Briggs, K.; Patil, N.; Stucker, B. A review of defect modeling in laser material processing. Addit. Manuf. 2017, 14, 137–147. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Chioibasu, D.; Ur Rehman, A.; Mihai, S.; Popescu, A.C.J.M. Post-Processing Techniques to Enhance the Quality of Metallic Parts Produced by Additive Manufacturing. Metals 2022, 12, 77. [Google Scholar] [CrossRef]
- Pérez-Ruiz, J.D.; de Lacalle, L.N.L.; Urbikain, G.; Pereira, O.; Martínez, S.; Bris, J. On the relationship between cutting forces and anisotropy features in the milling of LPBF Inconel 718 for near net shape parts. Int. J. Mach. Tools Manuf. 2021, 170, 103801. [Google Scholar] [CrossRef]
- Malekipour, E.; El-Mounayri, H. Common defects and contributing parameters in powder bed fusion AM process and their classification for online monitoring and control: A review. Int. J. Adv. Manuf. Technol. 2018, 95, 527–550. [Google Scholar] [CrossRef]
- Pascual, A.; Ortega, N.; Plaza, S.; López de Lacalle, L.N.; Ukar, E. Analysis of the influence of L-PBF porosity on the mechanical behavior of AlSi10Mg by XRCT-based FEM. J. Mater. Res. Technol. 2023, 22, 958–981. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Jiang, H.-Z.; Li, Z.-Y.; Feng, T.; Wu, P.-Y.; Chen, Q.-S.; Feng, Y.-L.; Chen, L.-F.; Hou, J.-Y.; Xu, H.-J. Effect of Process Parameters on Defects, Melt Pool Shape, Microstructure, and Tensile Behavior of 316L Stainless Steel Produced by Selective Laser Melting. Acta Metall. Sin. Engl. Lett. 2020, 34, 1–16. [Google Scholar]
- Egan, D.S.; Jones, K.; Dowling, D.P. Selective laser melting of Ti-6Al-4V: Comparing μCT with in-situ process monitoring data. CIRP J. Manuf. Sci. Technol. 2020, 31, 91–98. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.-C. Influence of scanning length and energy input on residual stress reduction in metal additive manufacturing: Numerical and experimental studies. J. Manuf. Process. 2020, 49, 247–259. [Google Scholar] [CrossRef]
- Hooper, P.A. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Vlasea, M.L.; Lane, B.; Lopez, F.; Mekhontsev, S.; Donmez, A. Development of powder bed fusion additive manufacturing test bed for enhanced real-time process control. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; pp. 13–15. [Google Scholar]
- Mani, M.; Lane, B.; Donmez, M.; Feng, S.; Moylan, S.; Fesperman, R. Measurement Science Needs for Real-time Control of Additive Manufacturing Powder Bed Fusion Processes; NIST Interagency/Internal Report (NISTIR); National Institute of Standards and Technology: Gaithersburg, MD, USA, 2015. [Google Scholar] [CrossRef]
- Altiparmak, S.C. Main Limitations and Problems in Additive Manufacturing Process for the Aerospace Industry. In Proceedings of the 14th International Renewable Energy Storage Conference 2020 (IRES 2020), Dusseldorf, Germany, 10–12 March 2020; p. 30. [Google Scholar]
- Francois, M.M.; Sun, A.; King, W.E.; Henson, N.J.; Tourret, D.; Bronkhorst, C.A.; Carlson, N.N.; Newman, C.K.; Haut, T.; Bakosi, J.; et al. Modeling of additive manufacturing processes for metals: Challenges and opportunities. Curr. Opin. Solid State Mater. Sci. 2017, 21, 198–206. [Google Scholar] [CrossRef]
- Foteinopoulos, P.; Papacharalampopoulos, A.; Stavropoulos, P. On thermal modeling of Additive Manufacturing processes. CIRP J. Manuf. Sci. Technol. 2018, 20, 66–83. [Google Scholar] [CrossRef]
- Fox, J.C.; Lopez, F.F.; Lane, B.M.; Yeung, H.; Grantham, S. On the Requirements for Model-Based Thermal Control of Melt Pool Geometry in Laser Powder Bed Fusion Additive Manufacturing. In Proceedings of the 2016 Material Science & Technology Conference, Salt Lake City, UT, USA, 23–27 October 2016. [Google Scholar]
- Mani, M.; Lane, B.M.; Donmez, M.A.; Feng, S.C.; Moylan, S.P. A review on measurement science needs for real-time control of additive manufacturing metal powder bed fusion processes. Int. J. Prod. Res. 2017, 55, 1400–1418. [Google Scholar] [CrossRef]
- Tapia, G.; Elwany, A. A review on process monitoring and control in metal-based additive manufacturing. J. Manuf. Sci. Eng. 2014, 136, 060801. [Google Scholar] [CrossRef]
- Zouhri, W.; Dantan, J.Y.; Häfner, B.; Eschner, N.; Homri, L.; Lanza, G.; Theile, O.; Schäfer, M. Optical process monitoring for Laser-Powder Bed Fusion (L-PBF). CIRP J. Manuf. Sci. Technol. 2020, 31, 607–617. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Mercelis, P.; Van Vaerenbergh, J.; Craeghs, T. Feedback control of selective laser melting. In Proceedings of the 3rd International Conference on Advanced Research in Virtual and Rapid Prototyping, Leira, Portugal, 24–29 September 2007; pp. 521–527. [Google Scholar]
- Craeghs, T.; Bechmann, F.; Berumen, S.; Kruth, J.-P. Feedback control of Layerwise Laser Melting using optical sensors. Phys. Procedia 2010, 5, 505–514. [Google Scholar] [CrossRef]
- Wang, Q.; Michaleris, P.P.; Nassar, A.R.; Irwin, J.E.; Ren, Y.; Stutzman, C.B. Model-based feedforward control of laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 31, 100985. [Google Scholar] [CrossRef]
- Phillips, T.B. Development of a Feedforward Laser Control System for Improving Component Consistency in Selective Laser Sintering. Ph.D. Thesis, The University of Texas at Austin, Austin, TX, USA, June 2019. [Google Scholar] [CrossRef]
- Reiff, C.; Bubeck, W.; Krawczyk, D.; Steeb, M.; Lechler, A.; Verl, A. Learning Feedforward Control for Laser Powder Bed Fusion. Procedia CIRP 2021, 96, 127–132. [Google Scholar] [CrossRef]
- Druzgalski, C.; Ashby, A.; Guss, G.; King, W.; Roehling, T.; Matthews, M.J. Process optimization of complex geometries using feed forward control for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 34, 101169. [Google Scholar] [CrossRef]
- Chen, X.; Jiang, T.; Wang, D.; Xiao, H. Realtime Control-oriented Modeling and Disturbance Parameterization for Smart and Reliable Powder Bed Fusion Additive Manufacturing. In Proceedings of the Annual International Solid Freeform Fabrication Symposium-An Additive Manufacturing Conference, Austin, TX, USA, 13–15 August 2018. [Google Scholar]
- Nettekoven, A.J. Predictive Iterative Learning Control with Data-Driven Model for Near-Optimal Laser Power in Selective Laser Sintering. Master’s Thesis, The University of Texas at Austin, Austin, TX, USA, December 2018. [Google Scholar] [CrossRef]
- Shkoruta, A.; Caynoski, W.; Mishra, S.; Rock, S. Iterative learning control for power profile shaping in selective laser melting. In Proceedings of the 2019 IEEE 15th International Conference on Automation Science and Engineering (CASE), Vancouver, BC, Canada, 22–26 August 2019; pp. 655–660. [Google Scholar]
- Spector, M.J.; Guo, Y.; Roy, S.; Bloomfield, M.O.; Maniatty, A.; Mishra, S. Passivity-based iterative learning control design for selective laser melting. In Proceedings of the 2018 Annual American Control Conference (ACC), Milwaukee, WI, USA, 27–29 June 2018; pp. 5618–5625. [Google Scholar]
- Yeung, H.; Lane, B.M.; Donmez, M.; Fox, J.C.; Neira, J. Implementation of advanced laser control strategies for powder bed fusion systems. Procedia Manuf. 2018, 26, 871–879. [Google Scholar] [CrossRef]
- Renken, V.; Albinger, S.; Goch, G.; Neef, A.; Emmelmann, C. Development of an adaptive, self-learning control concept for an additive manufacturing process. CIRP J. Manuf. Sci. Technol. 2017, 19, 57–61. [Google Scholar] [CrossRef]
- Renken, V.; Lübbert, L.; Blom, H.; von Freyberg, A.; Fischer, A. Model assisted closed-loop control strategy for selective laser melting. Procedia CIRP 2018, 74, 659–663. [Google Scholar] [CrossRef]
- Renken, V.; von Freyberg, A.; Schünemann, K.; Pastors, F.; Fischer, A. In-process closed-loop control for stabilising the melt pool temperature in selective laser melting. Prog. Addit. Manuf. 2019, 4, 411–421. [Google Scholar] [CrossRef]
- Xi, Z. Model Predictive Control of Melt Pool Size for the Laser Powder Bed Fusion Process Under Process Uncertainty. ASCE-ASME J. Risk Uncertain. Eng. Syst. Part B Mech. Eng. 2021, 8, 011103. [Google Scholar] [CrossRef]
- Han, J. From PID to active disturbance rejection control. IEEE Trans. Ind. Electron. 2009, 56, 900–906. [Google Scholar] [CrossRef]
- Feng, H.; Guo, B.Z. Active disturbance rejection control: Old and new results. Annu. Rev. Control. 2017, 44, 238–248. [Google Scholar] [CrossRef]
- Gao, Z. Active disturbance rejection control: A paradigm shift in feedback control system design. In Proceedings of the 2006 American Control Conference, Minneapolis, MN, USA, 14–16 June 2006; p. 7. [Google Scholar]
- Guo, B.-Z.; Zhao, Z.-L. Active Disturbance Rejection Control for Nonlinear Systems: An Introduction; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Gao, Z. Scaling and bandwidth-parameterization based controller tuning. In Proceedings of the American Control Conference, Minneapolis, MN, USA, 14–16 June 2006; pp. 4989–4996. [Google Scholar]
- Talole, S.E. Active disturbance rejection control: Applications in aerospace. Control. Theory Technol. 2018, 16, 314–323. [Google Scholar] [CrossRef]
- Su, Y.X.; Duan, B.Y.; Zheng, C.H.; Zhang, Y.; Chen, G.; Mi, J. Disturbance-rejection high-precision motion control of a Stewart platform. IEEE Trans. Control. Syst. Technol. 2004, 12, 364–374. [Google Scholar] [CrossRef]
- Xu, L.; Yao, B. Output feedback adaptive robust precision motion control of linear motors. Automatica 2001, 37, 1029–1039. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, X.; Wang, Q.; Chen, D.; Ye, C. Improved Active Disturbance Rejection Control of Dual-Axis Servo Tracking Turntable with Friction Observer. Electronics 2021, 10, 2012. [Google Scholar] [CrossRef]
- Sun, L.; Zhang, Y.; Li, D.; Lee, K.Y. Tuning of Active Disturbance Rejection Control with application to power plant furnace regulation. Control. Eng. Pract. 2019, 92, 104122. [Google Scholar] [CrossRef]
- Fan, Y.; Shao, J.; Sun, G.; Shao, X. Active Disturbance Rejection Control Design Using the Optimization Algorithm for a Hydraulic Quadruped Robot. Comput. Intell. Neurosci. 2021, 2021, 6683584. [Google Scholar] [CrossRef]
- Przybyła, M.; Kordasz, M.; Madoński, R.; Herman, P.; Sauer, P. Active Disturbance Rejection Control of a 2DOF manipulator with significant modeling uncertainty. Bull. Pol. Acad. Sci. Tech. Sci. 2012, 60, 509–520. [Google Scholar] [CrossRef]
- Przybyla, M.; Madonski, R.; Kordasz, M.; Herman, P. An experimental comparison of model-free control methods in a nonlinear manipulator. In Proceedings of the International Conference on Intelligent Robotics and Applications, Aachen, Germany, 6–9 December 2011; pp. 53–62. [Google Scholar]
- Cheng, X.; Tu, X.; Zhou, Y.; Zhou, R. Active Disturbance Rejection Control of Multi-Joint Industrial Robots Based on Dynamic Feedforward. Electronics 2019, 8, 591. [Google Scholar] [CrossRef]
- Wang, F.; Liu, P.; Jing, F.; Liu, B.; Peng, W.; Guo, M.; Xie, M. Sliding Mode Robust Active Disturbance Rejection Control for Single-Link Flexible Arm with Large Payload Variations. Electronics 2021, 10, 2995. [Google Scholar] [CrossRef]
- Cai, Z.; Lou, J.; Zhao, J.; Wu, K.; Liu, N.; Wang, Y.X. Quadrotor trajectory tracking and obstacle avoidance by chaotic grey wolf optimization-based active disturbance rejection control. Mech. Syst. Signal Process. 2019, 128, 636–654. [Google Scholar] [CrossRef]
- Gao, Z.Q. A paradigm shift in feedback control system design. In Proceedings of the American Control Conference, St. Louis, MO, USA, 10–12 June 2009; pp. 2451–2457. [Google Scholar]
- Yuan, M.; Xu, Z. Tracking Control of Single-Axis Feed Drives Based on ADRC and Feedback Linearisation. Electronics 2021, 10, 1184. [Google Scholar] [CrossRef]
- Zhang, D.; Wu, T.; Shi, S.; Dong, Z. A Modified Active-Disturbance-Rejection Control with Sliding Modes for an Uncertain System by Using a Novel Reaching Law. Electronics 2022, 11, 2392. [Google Scholar] [CrossRef]
- Wang, Y.; Lu, J.; Zhao, Z.; Deng, W.; Han, J.; Bai, L.; Yang, X.; Yao, J. Active disturbance rejection control of layer width in wire arc additive manufacturing based on deep learning. J. Manuf. Process. 2021, 67, 364–375. [Google Scholar] [CrossRef]
- Wang, D.; Jiang, T.; Chen, X. Control-Oriented Modeling and Repetitive Control in In-Layer and Cross-Layer Thermal Interactions in Selective Laser Sintering. In Proceedings of the Dynamic Systems and Control Conference, Park City, UT, USA, 8–11 October 2019; p. V002T027A001. [Google Scholar]
- Wang, D.; Chen, X. Synthesis and Analysis of Multirate Repetitive Control for Fractional-order Periodic Disturbance Rejection in Powder Bed Fusion. In Proceedings of the International Symposium on Flexible Automation, Kanazawa, Japan, 15–19 July 2018; pp. 30–38. [Google Scholar]
- Wang, Q. A control-oriented model for melt-pool volume in laser powder bed fusion additive manufacturing. In Proceedings of the Dynamic Systems and Control Conference, Park City, UT, USA, 8–11 October 2019; p. V001T010A002. [Google Scholar]
- Doumanidis, C.; Kwak, Y.-M. Geometry modeling and control by infrared and laser sensing in thermal manufacturing with material deposition. J. Manuf. Sci. Eng. 2001, 123, 45–52. [Google Scholar] [CrossRef]
- Gan, Z.; Jones, K.K.; Lu, Y.; Liu, W.K. Benchmark Study of Melted Track Geometries in Laser Powder Bed Fusion of Inconel 625. Integr. Mater. Manuf. Innov. 2021, 10, 177–195. [Google Scholar] [CrossRef]
- Lane, B.; Heigel, J.; Ricker, R.; Zhirnov, I.; Khromschenko, V.; Weaver, J.; Phan, T.; Stoudt, M.; Mekhontsev, S.; Levine, L. Measurements of melt pool geometry and cooling rates of individual laser traces on IN625 bare plates. Integrating Mater. Manuf. Innov. 2020, 9, 16–30. [Google Scholar] [CrossRef]
- Ghosh, S.; Ma, L.; Levine, L.E.; Ricker, R.E.; Stoudt, M.R.; Heigel, J.C.; Guyer, J.E. Single-Track Melt-Pool Measurements and Microstructures in Inconel 625. JOM 2018, 70, 1011–1016. [Google Scholar] [CrossRef]
- Solecka, M.; Kopyściański, M.; Kusiński, J.; Kopia, A.; Radziszewska, A.J.A.o.M. Erosive wear of Inconel 625 Alloy Coatings Deposited by CMT Method. Arch. Metall. Mater. 2016, 61, 1201–1206. [Google Scholar] [CrossRef]
- Huang, Y.; Xue, W. Active disturbance rejection control: Methodology and theoretical analysis. ISA Trans. 2014, 53, 963–976. [Google Scholar] [CrossRef]
- Herbst, G. A simulative study on active disturbance rejection control (ADRC) as a control tool for practitioners. Electronics 2013, 2, 246–279. [Google Scholar] [CrossRef]
- Zheng, Q.; Gaol, L.Q.; Gao, Z. On stability analysis of active disturbance rejection control for nonlinear time-varying plants with unknown dynamics. In Proceedings of the 2007 46th IEEE conference on decision and control, New Orleans, LA, USA, 12–14 December 2007; pp. 3501–3506. [Google Scholar]
- Zheng, Q.; Chen, Z.; Gao, Z. A practical approach to disturbance decoupling control. Control. Eng. Pract. 2009, 17, 1016–1025. [Google Scholar] [CrossRef]
- Li, J.; Qi, X.; Xia, Y.; Gao, Z. On asymptotic stability for nonlinear ADRC based control system with application to the ball-beam problem. In Proceedings of the 2016 American Control Conference (ACC), Boston, MA, USA, 6–8 July 2016; pp. 4725–4730. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Definition |
|---|---|
| Ambient temperature | |
| Melting temperatures | |
| Initial Temperature of melt pool | |
| Ambient temperature | |
| Specific heat capacity of solid state | |
| Specific heat capacity of liquid state | |
| Latent heat of fusion | |
| Input laser power | |
| Cross-sectional area of the melt pool | |
| Volume of melt pool | |
| η | Laser absorption coefficient |
| Surface emissivity | |
| Convective heat transfer coefficient | |
| Heat transfer coefficient | |
| Stefan–Boltzmann constant | |
| Loss of power by convection to substrate | |
| Loss of power by conduction to substrate | |
| Radiative heat loss |
| Parameter | Value |
|---|---|
| Density: ρ | 8840 kg/m3 |
| Thermal Conductivity: k | 9.8 W/m-K |
| Thermal Diffusivity: a | 309,143 mm2/s |
| Melting Temperature: Tm | 1568 K |
| Specific Heat of Solid Inconel: Cp | 550 J/Kg-K |
| Specific Heat of molten Inconel: Cp | 680 J/Kg-K |
| Solidus Temperature: Ts | 1290 K |
| Liquidus Temperature: Ts | 1350 K |
| Latent Heat: Hf | 22,700 J/Kg |
| Absorption: η (%) | 40 |
| Convection Coefficient: αs | W/m2 K |
| Heat transfer Coefficient: αG | 20 W/m2 K |
| Temperature ratio: μ | 0.2 |
| Melt pool width-to-depth ratio: r | 1.75 |
| Melt pool length-to-width ratio: β | 10 |
| Alloy | Inconel 625 |
|---|---|
| Ni | 52.5 |
| Cr | 23.20 |
| Mo | 9.40 |
| Nb | 3.50 |
| Fe | 0.30 |
| C | 0.12 |
| Mn | 0.40 |
| Si | 0.40 |
| Controller | PID | LADRC |
|---|---|---|
| Steady State Error | ||
| ITAE | ||
| Rise Time (s) | 0.004 | 0.0014 |
| % Overshoot | 0.3402 | 0.0048 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hussain, S.Z.; Kausar, Z.; Koreshi, Z.U.; Shah, M.F.; Abdullah, A.; Farooq, M.U. Linear Active Disturbance Rejection Control for a Laser Powder Bed Fusion Additive Manufacturing Process. Electronics 2023, 12, 471. https://doi.org/10.3390/electronics12020471
Hussain SZ, Kausar Z, Koreshi ZU, Shah MF, Abdullah A, Farooq MU. Linear Active Disturbance Rejection Control for a Laser Powder Bed Fusion Additive Manufacturing Process. Electronics. 2023; 12(2):471. https://doi.org/10.3390/electronics12020471
Chicago/Turabian StyleHussain, S. Zahid, Zareena Kausar, Zafar Ullah Koreshi, Muhammad Faizan Shah, Ahmd Abdullah, and Muhammad Umer Farooq. 2023. "Linear Active Disturbance Rejection Control for a Laser Powder Bed Fusion Additive Manufacturing Process" Electronics 12, no. 2: 471. https://doi.org/10.3390/electronics12020471
APA StyleHussain, S. Z., Kausar, Z., Koreshi, Z. U., Shah, M. F., Abdullah, A., & Farooq, M. U. (2023). Linear Active Disturbance Rejection Control for a Laser Powder Bed Fusion Additive Manufacturing Process. Electronics, 12(2), 471. https://doi.org/10.3390/electronics12020471