
Integrated Scheduling Algorithm of Two Workshops Based on Process End Time Driven and Processing Area Priority


Abstract
:1. Introduction
2. Related Works
3. Materials and Methods
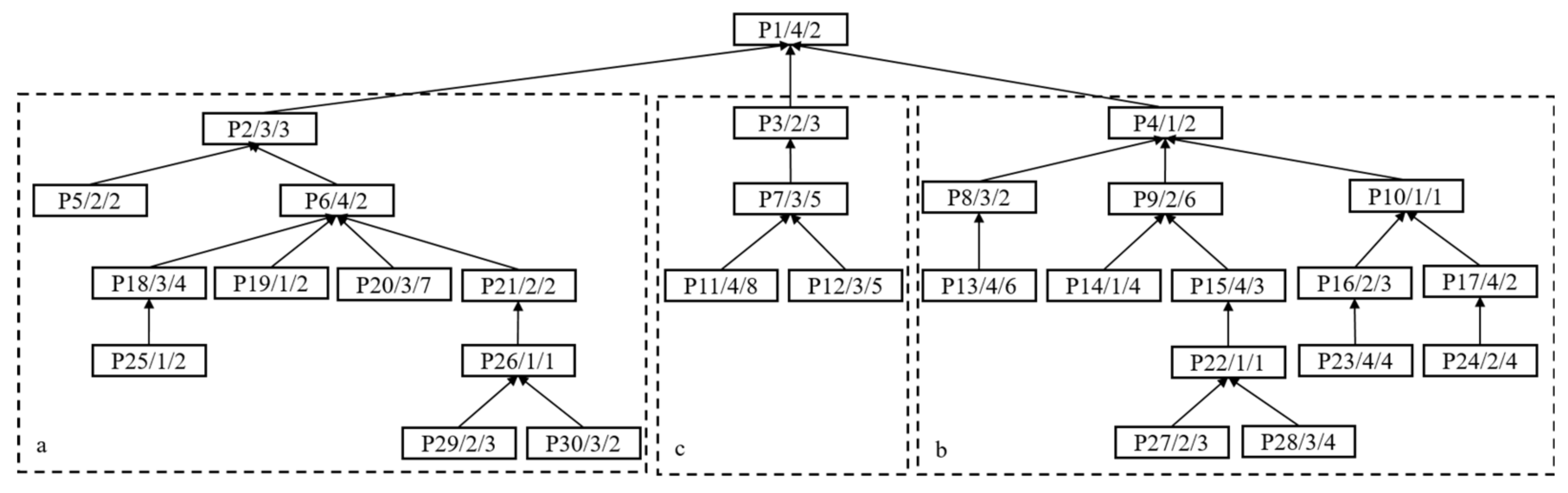
3.1. Problem Description
- (1)
- The different device in each workshop is unique, but the two workshops have the same device;
- (2)
- A process can only be processed on one device, but it can be allocated to any one device of the two workshops;
- (3)
- A processing device can only process one process at a certain time;
- (4)
- A process can only be started when all the immediate preceding processes are finished or there is no immediate preceding process;
- (5)
- The processing time of each process is known and has nothing to do with the processing sequence;
- (6)
- The process can wait, and the equipment can be idle before the process arrives.
- (7)
- Each process and its immediate preceding or immediate following processes can be processed on the device of different workshops;
- (8)
- If a process is not processed in the same workshop as its immediate preceding or immediate following processes, a process migration will occur;
- (9)
- No process can be interrupted;
- (10)
- The completion time of the last process is the total processing time of the product.
3.2. Scheduling Strategy Design
3.2.1. Problem Analysis and Concept Definition
3.2.2. Scheduling Strategy Based on Process End Time Driven
3.2.3. Workshop Allocation Strategy Based on Process Processing Area Priority
3.3. Algorithm Design and Analysis
3.3.1. Algorithm Design
| Algorithm 1 PETD-PAP-TWISA | |
| Input: process data of product | |
| Output: process scheduling scheme and total processing time of product | |
| Step 1. | procedure PETD-PAP-TWISA (process data of product) |
| Step 2. | . |
| Step 3. | . |
| Step 4. | . |
| Step 5. | . |
| Step 6. | Set candidate process queue for each device , , 1. |
| Step 7. | Set schedulable process queue for , , 1. |
| Step 8. | for (, ) |
| Step 9. | Determine schedulable process queue on device according to the process constraint relation set in , , 1. |
| Step 10. | For each device , make scheduling decisions respectively: for a certain device , if , then the device does not need to carry out process scheduling at this time, and then check the next device. For all the devices, if , jump to Step 22; Otherwise, proceed to the next Step. |
| Step 11. | For a certain device , if , but its status , , then device cannot be scheduled at this time, and then check next device. For all devices, if , , go to Step 22; Otherwise, proceed to the next Step. |
| Step 12. | If there is only one schedulable process in , and the device status or , then allocates the processing workshop for according to the workshop allocation strategy (1) in Section 3.2.3, and then jumps to Step 16; Otherwise, proceed to the next Step. |
| Step 13. | If there is only one schedulable process in , and the device status and , then calculate , , , and allocates the processing workshop for according to the workshop allocation strategy (2) in Section 3.2.3, and then jumps to Step 16; Otherwise, proceed to the next Step. |
| Step 14. | If there are more than one schedulable process in the , , , and the device status or , then selects a schedulable process according to the scheduling strategy of long path and long time, and then allocates the processing workshop for according to the workshop allocation strategy (3) in Section 3.2.3, and then jumps to Step 16; Otherwise, proceed to the next Step. |
| Step 15. | If there are more than one schedulable process in the , , , and the device status and , then selects two schedulable process and according to the scheduling strategy of long path and long time and calculate , , , , , , and then allocates the processing workshop for and according to the workshop allocation strategy (4) in Section 3.2.3, and then proceed to the next Step. |
| Step 16. | Set the status of processing device of the scheduled process , . |
| Step 17. | Set the start time of the scheduled process , . |
| Step 18. | Calculate the end time of the scheduled process , . |
| Step 19. | Check the end time of the scheduled process , , whether it exists in the process end time queue . If it does not exist, then adds to the in descending order, ; Otherwise, proceed to the next Step. |
| Step 20. | Delete the scheduled process from equipment candidate process queue , . |
| Step 21. | Delete the scheduled process from equipment schedulable process queue , . |
| Step 22. | Select the next time from the process end time queue . |
| Step 23. | At time , find process whose process end time , set the status of device where is located, . |
| Step 24. | Delete the constraint relation of the process from constraint relation set , . |
| Step 25. | end for |
| Step 26. | Output scheduling Gantt chart according to the order of process execution, which is the process scheduling scheme of product. |
| Step 27. | Output the maximum process end time in the process end time queue , , which is the total processing time of product. |
| Step 28. | end procedure |
3.3.2. Algorithm Complexity Analysis
4. Comparison and Analysis
4.1. Case Analysis
4.2. Performance Evaluation and Comparision
5. Discussion
6. Conclusions
- (1)
- The process scheduling strategy based on the process end time driven can improve the parallelism of processes by scheduling multiple devices at the same time, which can achieve the optimization goal of reducing the total processing time. In addition, the process scheduling strategy based on the process end time driven can make the processing equipment as busy as possible, to improve the utilization of the equipment. Moreover, the algorithm is simple and easy to implement;
- (2)
- The workshop allocation strategy based on the processing area priority takes into account the influence of the immediate preceding process, neighbor process, and friend process of the schedulable process on the workshop allocation and tries to allocate the processes in the same processing area to the same workshop, so as to achieve the optimization goal of reducing the number of process migrations between two workshops.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Xiong, H.G.; Ren, S.D.; Hu, J.J. A survey of job shop scheduling problem: The types and models. Comput. Oper. Res. 2022, 142, 105731. [Google Scholar] [CrossRef]
- Mokhtari, H. A two-stage no-wait job shop scheduling problem by using a neuro-evolutionary variable neighborhood search. Int. J. Adv. Manuf. Technol. 2014, 74, 1595–1610. [Google Scholar] [CrossRef]
- Zhao, S.K. Bilevel neighborhood search hybrid algorithm for the flexible job shop scheduling problem. J. Mech. Eng. 2015, 51, 175–184. [Google Scholar] [CrossRef]
- Mohamad, R.; Amirsaman, K.; Parviz, F.; Behdin, V.N. A hybrid multi-objective genetic algorithm based on the ELECTRE method for a capacitated flexible job shop scheduling problem. Int. J. Adv. Manuf. Technol. 2015, 77, 51–66. [Google Scholar]
- An, Y.J.; Chen, X.H.; Zhang, J.; Li, Y.H. A hybrid multi-objective evolutionary algorithm to integrate optimization of the production scheduling and imperfect cutting tool maintenance considering total energy consumption. J. Clean. Prod. 2020, 268, 121540. [Google Scholar] [CrossRef]
- Xie, Z.Q.; Xin, Y.; Yang, J. Integrated scheduling algorithm based on event driven by machines idle. J. Mech. Eng. 2011, 47, 139–147. [Google Scholar] [CrossRef]
- Xie, Z.Q.; Zhang, X.H.; Xin, Y.; Yang, J. Time-selective integrated scheduling algorithm considering posterior processes. Acta Autom. Sin. 2018, 44, 345–362. [Google Scholar]
- Guo, W.F.; Lei, Q.; Song, Y.C.; Lü, X.F.; Li, L. Integrated Scheduling Algorithm of Complex Product with No-wait Constraint Based on Virtual Component. J. Mech. Eng. 2020, 56, 246–257. [Google Scholar]
- Wang, Z.; Zhang, X.H.; Cao, Y.X.; Lai, G.M. An integrated scheduling algorithm for multi-device-processes with the strategy of exchanging adjacent parallel processes of the same device. EURASIP J. Wirel. Commun. Netw. 2021, 2021, 104. [Google Scholar] [CrossRef]
- Xie, Z.Q.; Zhou, H.X.; Gui, Z.Y.; Zheng, F.P. Integrated scheduling algorithm of two workshops based on ACPM. Comput. Sci. 2013, 40, 193–198. [Google Scholar]
- Xie, Z.Q.; Zheng, F.P.; Zhu, T.H.; Zhou, H.X. Integrated scheduling algorithm with equalization processing of schedulable processes in two workshops. Comput. Eng. 2014, 40, 295–300. [Google Scholar]
- Xie, Z.Q.; Yu, J.; Chen, D.Y.; Yang, J. Integrated scheduling algorithm of two workshops based on the principle of the neighbourhood rendering. J. Mech. Eng. 2016, 52, 149–159. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time | Device | Candidate Process | Schedulable Process | Scheduled Process | Workshop | End Time | Process Migration |
|---|---|---|---|---|---|---|---|
| T0 | M1 | P4(2)-4, P10(1)-5, P14(4)-14, P19(2)-9, P22(1)-14, P25(2)-13, P26(1)-10 | P14, P19, P25 | P14 | a | T4 | - |
| P25 | b | T2 | - | ||||
| M2 | P3(3)-5, P5(2)-7, P9(6)-10, P16(3)-8, P21(2)-9, P24(4)-11, P27(3)-17, P29(3)-13 | P5, P24, P27, P29 | P27 | a | T3 | - | |
| P29 | b | T3 | - | ||||
| M3 | P2(3)-5, P7(5)-10, P8(2)-6, P12(5)-15, P18(4)-11, P20(7)-14, P28(4)-18, P30(2)-12 | P12, P20, P28, P30 | P28 | a | T4 | - | |
| P12 | b | T5 | - | ||||
| M4 | P1(2)-2, P6(2)-7, P11(8)-18, P13(6)-12, P15(3)-13, P17(2)-7, P23(4)-12 | P11, P13, P23 | P13 | a | T6 | - | |
| P11 | b | T8 | - | ||||
| T2 | M1 | P4(2)-4, P10(1)-5, P19(2)-9, P22(1)-14, P26(1)-10 | P19 | P19 | b | T4 | - |
| T3 | M2 | P3(3)-5, P5(2)-7, P9(6)-10, P16(3)-8, P21(2)-9, P24(4)-11 | P5, P24 | P24 | a | T7 | - |
| P5 | b | T5 | - | ||||
| T4 | M1 | P4(2)-4, P10(1)-5, P22(1)-14, P26(1)-10 | P22 | P22 | a | T5 | - |
| - | b | - | - | ||||
| M3 | P2(3)-5, P7(5)-10, P8(2)-6, P18(4)-11, P20(7)-14, P30(2)-12 | P20, P30 | P20 | a | T11 | - | |
| T5 | M1 | P4(2)-4, P10(1)-5, P26(1)-10 | - | - | a | - | - |
| - | b | - | - | ||||
| M2 | P3(3)-5, P9(6)-10, P16(3)-8, P21(2)-9 | - | - | b | - | - | |
| M3 | P2(3)-5, P7(5)-10, P8(2)-6, P18(4)-11, P30(2)-12 | P18, P30 | P30 | b | T7 | - | |
| T6 | M1 | P4(2)-4, P10(1)-5, P26(1)-10 | - | - | a | - | - |
| - | b | - | - | ||||
| M2 | P3(3)-5, P9(6)-10, P16(3)-8, P21(2)-9 | - | - | a | - | - | |
| M4 | P1(2)-2, P6(2)-7, P15(3)-13, P17(2)-7, P23(4)-12 | P15, P23 | P15 | a | T9 | - | |
| T7 | M1 | P4(2)-4, P10(1)-5, P26(1)-10 | P26 | - | a | - | - |
| P26 | b | T8 | - | ||||
| M2 | P3(3)-5, P9(6)-10, P16(3)-8, P21(2)-9 | - | - | a | - | - | |
| - | b | - | - | ||||
| M3 | P2(3)-5, P7(5)-10, P8(2)-6, P18(4)-11 | P8, P18 | P18 | b | T11 | - | |
| T8 | M1 | P4(2)-4, P10(1)-5 | - | - | a | - | - |
| - | b | - | - | ||||
| M2 | P3(3)-5, P9(6)-10, P16(3)-8, P21(2)-9 | P21 | - | a | - | - | |
| P21 | b | T10 | - | ||||
| M4 | P1(2)-2, P6(2)-7, P17(2)-7, P23(4)-12 | P17, P23 | P23 | b | T12 | - | |
| T9 | M1 | P4(2)-4, P10(1)-5 | - | a | - | - | |
| - | b | - | - | ||||
| M2 | P3(3)-5, P9(6)-10, P16(3)-8 | P9 | P9 | a | T15 | - | |
| M4 | P1(2)-2, P6(2)-7, P17(2)-7 | P17 | P17 | a | T11 | - | |
| T10 | M1 | P4(2)-4, P10(1)-5 | - | - | a | - | - |
| - | b | - | - | ||||
| M2 | P3(3)-5, P16(3)-8 | - | - | b | - | - | |
| T11 | M1 | P4(2)-4, P10(1)-5 | - | - | a | - | - |
| - | b | - | - | ||||
| M2 | P3(3)-5, P16(3)-8 | - | - | b | - | - | |
| M3 | P2(3)-5, P7(5)-10, P8(2)-6 | P7, P8 | P8 | a | T13 | - | |
| P7 | b | T16 | - | ||||
| M4 | P1(2)-2, P6(2)-7 | - | - | a | - | - | |
| T12 | M1 | P4(2)-4, P10(1)-5 | - | - | a | - | - |
| - | b | - | - | ||||
| M2 | P3(3)-5, P16(3)-8 | P16 | P16 | b | T15 | - | |
| M4 | P1(2)-2, P6(2)-7 | P6 | - | a | - | - | |
| P6 | b | T14 | P20:a->b | ||||
| T13 | M1 | P4(2)-4, P10(1)-5 | - | - | a | - | - |
| - | b | - | - | ||||
| M3 | P2(3)-5 | - | - | a | - | - | |
| M4 | P1(2)-2 | - | - | a | - | - | |
| T14 | M1 | P4(2)-4, P10(1)-5 | - | - | a | - | - |
| - | b | - | - | ||||
| M3 | P2(3)-5 | - | - | a | - | - | |
| M4 | P1(2)-2 | - | - | a | - | - | |
| T15 | M1 | P4(2)-4, P10(1)-5 | P10 | P10 | a | T16 | P16:b->a |
| - | b | - | - | ||||
| M2 | P3(3)-5 | - | - | a | - | - | |
| - | b | - | - | ||||
| M3 | P2(3)-5 | - | - | a | - | - | |
| M4 | P1(2)-2 | - | - | a | - | - | |
| - | b | - | - | ||||
| T16 | M1 | P4(2)-4 | P4 | P4 | a | T18 | - |
| b | - | - | |||||
| M2 | P3(3)-5 | P3 | - | a | - | - | |
| P3 | b | T19 | - | ||||
| M3 | P2(3)-5 | P2 | - | a | - | - | |
| P2 | b | T19 | - | ||||
| M4 | P1(2)-2 | - | - | a | - | - | |
| - | b | - | - | ||||
| T18 | M1 | - | - | - | a | - | - |
| - | b | - | - | ||||
| M2 | - | - | - | a | - | - | |
| M3 | - | - | - | a | - | - | |
| M4 | P1(2)-2 | - | - | a | - | - | |
| - | b | - | - | ||||
| T19 | M1 | - | - | - | a | - | - |
| - | b | - | - | ||||
| M2 | - | - | - | a | - | - | |
| - | b | - | - | ||||
| M3 | - | - | - | a | - | - | |
| - | b | - | - | ||||
| M4 | P1(2)-2 | P1 | - | a | - | - | |
| P1 | b | T21 | P4:a->b | ||||
| T21 | M1 | - | - | - | a | - | - |
| - | b | - | - | ||||
| M2 | - | - | - | a | - | - | |
| - | b | - | - | ||||
| M3 | - | - | - | a | - | - | |
| - | b | - | - | ||||
| M4 | - | - | - | a | - | - |
| Algorithm | Completion Time of Devices in Workshop a/h | Completion Time of Devices in Workshop b/h | ||||||
|---|---|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M1 | M2 | M3 | M4 | |
| NR-TWISA | 19 | 11 | 18 | 21 | 17 | 17 | 16 | 16 |
| ED-TWISA | 13 | 16 | 19 | 21 | 19 | 17 | 14 | 15 |
| BP-TWISA | 24 | 22 | 16 | 24 | 11 | 21 | 27 | 29 |
| ACPM-TWISA | 19 | 19 | 16 | 21 | 13 | 17 | 16 | 12 |
| PETD-PAP-TWISA | 18 | 15 | 13 | 11 | 8 | 19 | 19 | 21 |
| Algorithm | Equipment Utilization Rate of Workshop a | Equipment Utilization Rate of Workshop b | ||||||
|---|---|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M1 | M2 | M3 | M4 | |
| NR-TWISA | 0.37 | 0.91 | 0.89 | 0.52 | 0.35 | 0.94 | 1.0 | 1.0 |
| ED-TWISA | 0.46 | 0.81 | 0.95 | 0.67 | 0.37 | 0.76 | 1.0 | 0.87 |
| BP-TWISA | 0.33 | 0.55 | 0.94 | 0.5 | 0.45 | 0.67 | 0.63 | 0.52 |
| ACPM-TWISA | 0.37 | 0.63 | 1.0 | 0.71 | 0.46 | 0.82 | 1.0 | 1.0 |
| PETD-PAP-TWISA | 0.44 | 0.87 | 1.0 | 1.0 | 0.63 | 0.68 | 1.0 | 0.76 |
| Algorithm | NR-TWISA | ED-TWISA | BP-TWISA | ACPM-TWISA | PETD-PAP-TWISA |
|---|---|---|---|---|---|
| Workshop a | 0.67 | 0.72 | 0.58 | 0.68 | 0.83 |
| Workshop b | 0.82 | 0.75 | 0.57 | 0.82 | 0.77 |
| Mean | 0.75 | 0.74 | 0.58 | 0.75 | 0.8 |
| Algorithm | NR-TWISA | ED-TWISA | BP-TWISA | ACPM-TWISA | PETD-PAP-TWISA |
|---|---|---|---|---|---|
| Migration time | 6 | 9 | 12 | 10 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhan, X.; Xie, Z.; Yao, D. Integrated Scheduling Algorithm of Two Workshops Based on Process End Time Driven and Processing Area Priority. Electronics 2022, 11, 2594. https://doi.org/10.3390/electronics11162594
Zhan X, Xie Z, Yao D. Integrated Scheduling Algorithm of Two Workshops Based on Process End Time Driven and Processing Area Priority. Electronics. 2022; 11(16):2594. https://doi.org/10.3390/electronics11162594
Chicago/Turabian StyleZhan, Xiaojuan, Zhiqiang Xie, and Dengju Yao. 2022. "Integrated Scheduling Algorithm of Two Workshops Based on Process End Time Driven and Processing Area Priority" Electronics 11, no. 16: 2594. https://doi.org/10.3390/electronics11162594
APA StyleZhan, X., Xie, Z., & Yao, D. (2022). Integrated Scheduling Algorithm of Two Workshops Based on Process End Time Driven and Processing Area Priority. Electronics, 11(16), 2594. https://doi.org/10.3390/electronics11162594