
A New RFID-Identification Strategy Applied to the Marble Extraction Industry




Abstract
1. Introduction
- Horizontal Integration: This integration spreads collaboration between value chain companies, directly linked to manufacturing and process planning. Using their information and communication technologies (ICT), efficient data exchange between service providers (materials and energy suppliers) and contractors (logistics, production, marketing), and other companies that are part of the value chain, increasing the added value;
- End-to-End Digital Integration: Proper use of information systems that enable digital support throughout the product life cycle. Tracking the product from the material line, manufacture, costumer use and end of life;
- Vertical Integration: It refers to the integration of the different business levels of the company (such as ERP, MES, and field equipment), allowing flexibility and reconfiguration of the manufacturing systems.
1.1. RFID System Characterization
- Passive Tags: dependent on the electromagnetic field generated by RFID reader in order to get activated (cheaper);
- Active Tags: having built-in batteries which increase the range of the whole system as the tags do not depend on the reader’s electromagnetic field in order to get activated;
- Semi-Active Tags: Theses tags have batteries; however, they can work like passive tags, allowing for activation without an internal power source.
- RFID Advantages:
- Drastic reduction of workload. While Barcode systems can only read items, one by one, RFID systems allow multiple-tags readings;
- RFID systems allow readings at longer distances (usually up to 10 m) while Barcode system needs visual contact;
- RFID systems allow to read and write new data, updating the stored data. Barcode Systems can only read static data.
- RFID Disadvantages:
- RFID systems are more expensive than Barcode systems, especially when referring to active tags.
1.2. RFID Application Fields
2. Instrumentation in the Marble Extraction Industry
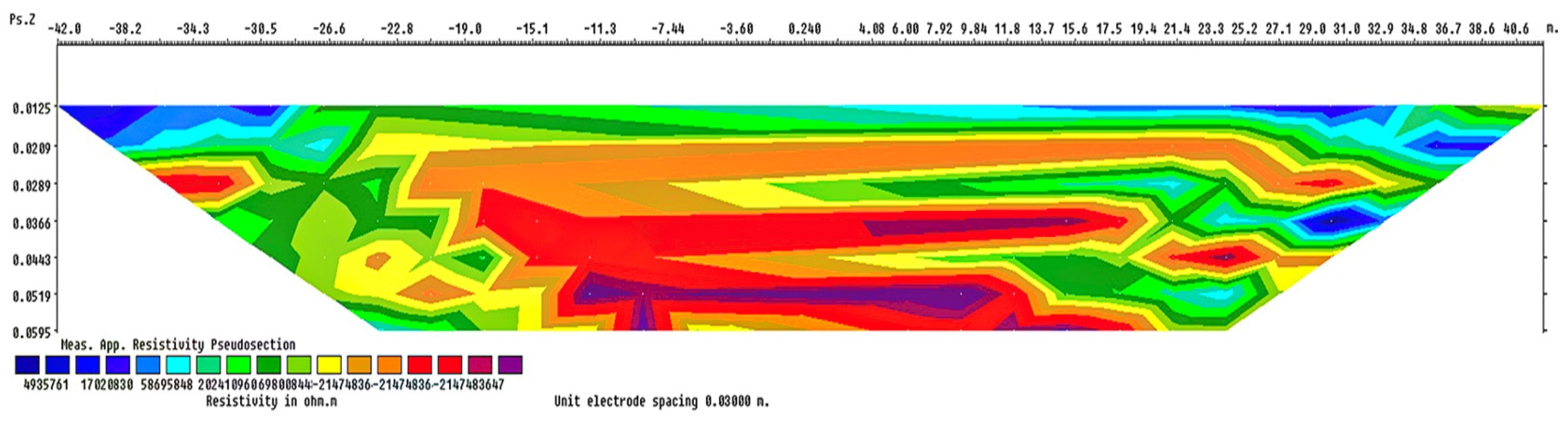
2.1. Electrical Measurements
2.2. Ultrasound Measurements
2.3. Image Measurements
3. Modelling of the Marble Block Structure
3.1. Electrical Tests: Modeling the Internal Structure
3.2. Ultrasound Measurements: Modeling the Internal Structure
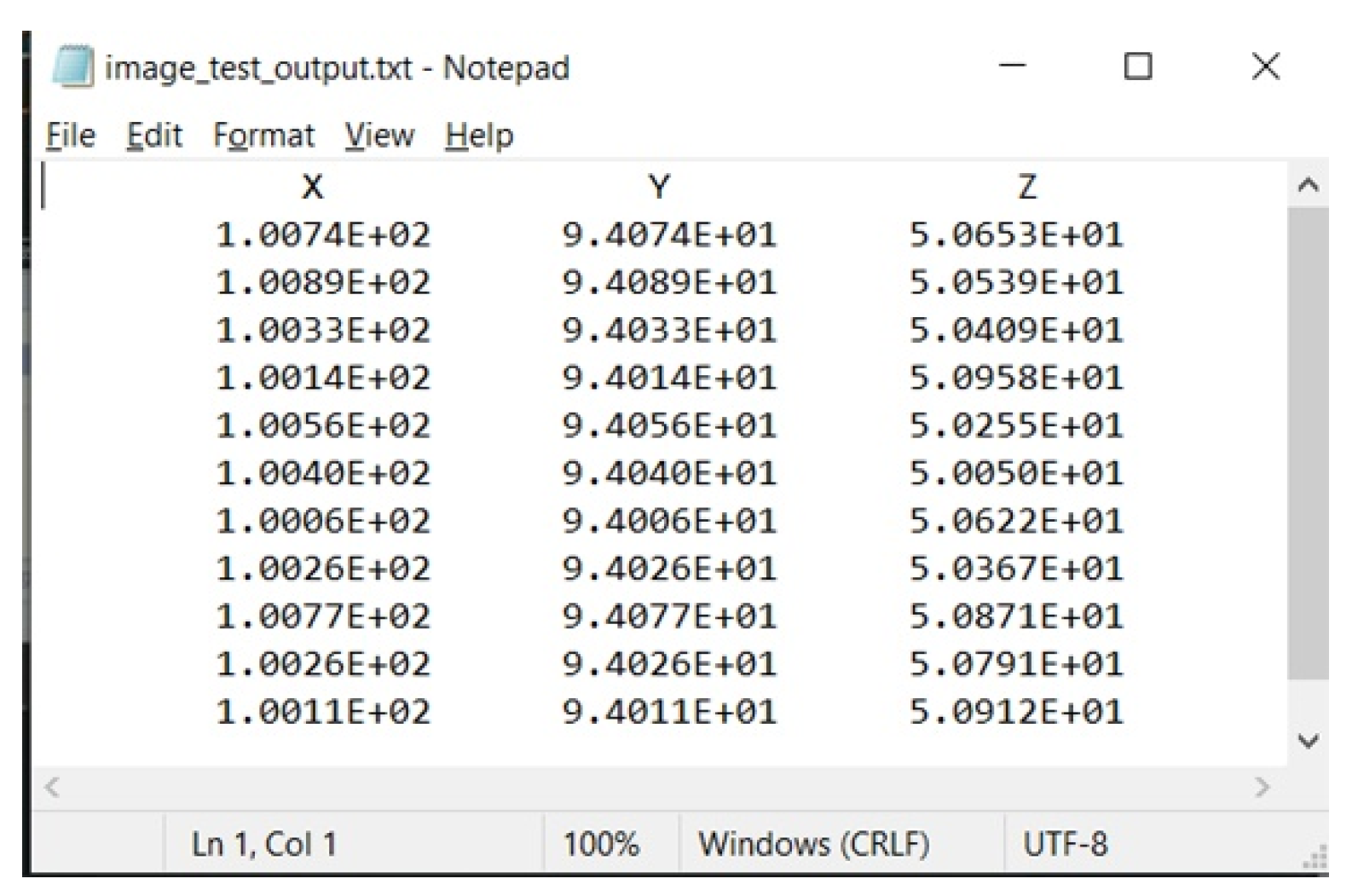
3.3. Image Tests: Modeling the Internal Structure
4. Prototype Implementation
- BLOCK-PARAMETER TESTS
- (i)
- RFID Read/write Sensor and Antenna: RFU620-10100 from SICK [32], that performs reading/writing on UHF tags, has UHF working frequency (860–960 MHz), adjustable integrated antenna with power of 0.25 W (or ERP, 24 dBm) and circular working space (angle of 100° opening), range up to 2 m and support connection with protocols: Ethernet, PROFINET, Serial RS-232, CAN, USB 2.0, Profibus DP
- (ii)
- RFID Tags: Alien H3 EPC Global Gen 2 Passive UHF tag from Alien Technology [33], with working frequency of (860–960 MHz), low power consumption, 10m range with suitable antenna, ISO/IEC 18000-6C certified, has 800 bits of total memory (1oo bytes), of which 512 bits of user memory (64 bytes) and 96 bits (12 bytes) for EPC (Electronic Product Code), extensible to 496 bits (62 bytes), depending on the use of the other parts of the memory.
- BLOCK-PRODUCTION
- (i)
- SCADA—Supervisory Control and Data Acquisition: SIMATIC PC STATION— WINCC RT ADVANCED from SIEMENS [34], used for process visualization and control, allows to generate process data csv/txt files and connection to Microsoft SQL SERVER databases, among other features.
- (ii)
- PLC—Programmable Logic Controller: S7-1200 (CPU 1214AC/DC/Relay) from SIEMENS [35], with integrated features—14 digital inputs, 10 digital outputs (relay), 2 analogical inputs 0–10 volts (10-bit resolution) and PROFINET communication interface.
- (iii)
- HMI—Human Machine Interface: KTP600 HMI from SIEMENS [36], with 6 “display, 256 TFT color, touchscreen and PROFINET communication interface.
- (iv)
- RFID Read/write Sensor and Antenna: equipment similar to that presented previously in Block-Parameter Tests.
- (v)
- RFID Tags: equipment similar to that presented previously in Block-Parameter Tests.
4.1. Block-Parameter Tests
4.2. Block-Production Tests
4.3. RFID-System Operation
- TCP/IP: The use of this protocol was conditioned to the sensors used, mainly because it is a protocol that is widely used and easily inserted in commercial systems;
- ONLINE DATABASE: The online database is a necessary tool when real-time solutions are needed. This type of structures is much more suitable when compared to the existing File-data storage possibilities (txt, excel, or even local bases);
- REGISTER NEW OBJECT: It allows the system that is operated by the PC-LAB to immediately add new objects and register new data files;
- CHOOSE AREA: Following the idea that the system has the possibility to track the object in several geographical areas, the user can indicate the location that corresponds to the received data: PC-LAB station, future life cycle stations—as transport or retail sector, etc. (see Figure 1). This feature makes the system scalable.
- OBJECTS: Register or remove new objects from the database table (“TABLE_OBJECTS”);
- AREAS: Register or remove new areas from the database table (“TABLE_AREAS”);
- FILES: Register or remove new files from the database table (“TABLE_FILES”);
- SEARCH OBJECTS: Search the database for records (scans and files) pointing the name of the object.
- SCANS: View all scans registered in the database.
5. System Analysis and Discussion
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- European Parliament. European Study. 2016. Available online: http://www.europarl.europa.eu/RegData/etudes/STUD/2016/570007/IPOL_STU(2016)570007_EN.pdf (accessed on 6 February 2021).
- Otles, S.; Sakalli, A. Industry 4.0: The Smart Factory of the Future in Beverage Industry. In Production and Management of Beverages; Elsevier Inc.: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Sishi, M.; Telukdarie, A. Implementation of Industry 4.0 technologies in the mining industry—A case study. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017; pp. 201–205. [Google Scholar] [CrossRef]
- Bartodziej, C.J. The concept Industry 4.0. In The Concept Industry 4.0; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2017; pp. 27–50. [Google Scholar] [CrossRef]
- Frankó, A.; Vida, G.; Varga, P. Reliable identification schemes for asset tracking and production in industry 4.0. Sensors 2020, 20, 3709. [Google Scholar] [CrossRef] [PubMed]
- Gladysz, B.; Ejsmont, K.; Kluczek, A.; Corti, D.; Marciniak, S. A method for an integrated sustainability assessment of rfid technology. Resources 2020, 9, 107. [Google Scholar] [CrossRef]
- Denuwara, N.; Maijala, J.; Hakovirta, M. Sustainability benefits of RFID technology in the apparel industry. Sustainability 2019, 11, 6477. [Google Scholar] [CrossRef]
- Škiljo, M.; Šolić, P.; Blažević, Z.; Perković, T. Analysis of passive RFID applicability in a retail store: What can we expect? Sensors 2020, 20, 2038. [Google Scholar] [CrossRef] [PubMed]
- Dolgui, A.; Proth, J.M. RFID technology in supply chain management: State of the art and perspectives. IFAC Proc. Vol. 2008, 41, 4464–4475. [Google Scholar] [CrossRef]
- Domdouzis, K.; Kumar, B.; Anumba, C. Radio-Frequency Identification (RFID) applications: A brief introduction. Adv. Eng. Inform. 2007, 21, 350–355. [Google Scholar] [CrossRef]
- Tanner, D. Applications for RFID Technologies in the Food Supply Chain. In Reference Module in Food Science; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar] [CrossRef]
- Álvarez López, Y.; Franssen, J.; Álvarez Narciandi, G.; Pagnozzi, J.; González-Pinto Arrillaga, I.; Las-Heras Andrés, F. RFID technology for management and tracking: E-health applications. Sensors 2018, 18, 2663. [Google Scholar] [CrossRef] [PubMed]
- El Khamlichi, M.; Melcon, A.A.; Mrabet, O.; Ali Ennasar, M.A.; Hinojosa, J. Flexible UHF RFID tag for blood tubes monitoring. Sensors 2019, 19, 4903. [Google Scholar] [CrossRef] [PubMed]
- Barge, P.; Biglia, A.; Comba, L.; Aimonino, D.R.; Tortia, C.; Gay, P. Radio frequency identification for meat supply-chain digitalisation. Sensors 2020, 20, 4957. [Google Scholar] [CrossRef]
- Mary, B.; Connor, C.O. LEGO Puts the RFID Pieces Together. RFID Journal. 2006. Available online: http://www.rfidjournal.com/articles/view?2145 (accessed on 6 February 2021).
- Collins, B.J. RFID Lands at Frankfurt Airport. RFID Journal. February 2005. Available online: https://www.rfidjournal.com/rfid-lands-at-frankfurt-airport (accessed on 6 February 2021).
- Collins, B.J. SYSCO Gets Fresh With RFID. RFID Journal. June 2005. Available online: https://www.rfidjournal.com/sysco-gets-fresh-with-rfid (accessed on 6 February 2021).
- Collins, J. RFID Delivers Healthy Return for Hospitals. RFID Journal. 2005. Available online: http://www.rfidjournal.com/articles/view?1537 (accessed on 6 February 2021).
- Fanti, A.; Casu, S.; Mazzarella, G. A numerical estimation of a RFID reader field and SAR inside a blood bag at UHF. Electronics 2016, 5, 77. [Google Scholar] [CrossRef]
- Gambon, J. RFID Contains Solution to Chinese Shipping Problems. RFID Journal. 2006. Available online: http://www.rfidjournal.com/articles/view?2707 (accessed on 6 February 2021).
- Roberti, B.M.; Tracking, A.; Diego, S.; Thomas, B. Navy Tracks Broken Parts from Iraq. RFID Journal. 2005. Available online: http://www.rfidjournal.com/articles/view?1982 (accessed on 6 February 2021).
- Collins, B.J.; Industries, S.; Wood, C. Case Builds for RFID in Construction. RFID Journal. 2004. Available online: http://www.rfidjournal.com/articles/view?720 (accessed on 6 February 2021).
- Wessel, R. Clothing Manufacturer Invests Its ROI in RFID—RFID Journal. RFID Journal. 2006. Available online: http://www.rfidjournal.com/articles/view?2547/3 (accessed on 6 February 2021).
- Akkoyun, O. An evaluation of image processing methods applied to marble quality classification. In Proceedings of the ICCTD 2010—2010 2nd International Conference on Computer Technology and Development, Cairo, Egypt, 2–4 November 2010; pp. 158–162. [Google Scholar] [CrossRef]
- Loke, D.M. Electrical imaging surveys for environmental and engineering studies—A practical guide to 2-D and 3-D surveys Copyright. August 2000, 200, 61. [Google Scholar]
- Boudani, M.; Wilkie-Chancellier, N.; Martinez, L.; Hébert, R.; Rolland, O.; Forst, S.; Vergès-Belmin, V.; Serfaty, S. Marble Characterization by Ultrasonic Methods. Procedia Earth Planet. Sci. 2015, 15, 249–256. [Google Scholar] [CrossRef]
- Amit, Y. 2D Object Detection and Recognition. In Learn Computer Vision Using OpenCV; The MIT Press: London, England, UK, 2002. [Google Scholar] [CrossRef]
- Muguercia, L.; Bosch, C.; Patow, G. Fracture modeling in computer graphics. Comput. Graph. 2014, 45, 86–100. [Google Scholar] [CrossRef]
- Rosin, P.L.; Žunić, J. 2D Shape Measures for Computer Vision. In Handbook of Applied Algorithms: Solving Scientific, Engineering and Practical Problems; Wiley-IEEE Press: Hoboken, NJ, USA, 2007; pp. 347–371. [Google Scholar] [CrossRef]
- Software, G. RES2DINVx64 Features. 2014. Available online: http://www.geotomosoft.com/ (accessed on 6 February 2021).
- MATLAB 2020a, The MathWorks, Inc., Natick, Massachusetts, United States. Available online: https://www.mathworks.com/products/matlab.html (accessed on 6 February 2021).
- SICK. “RFU62X”, RFU620-10100 Datasheet. November 2020. Available online: https://cdn.sick.com/media/pdf/2/52/052/dataSheet_RFU620-10100_1062599_en.pdf (accessed on 6 February 2021).
- Alien Technology. HIGGS 3 EPC Class 1 Gen 2 RFID Tag IC, Higgs 3 Datasheet. February 2020. Available online: https://www.alientechnology.com/download/higgs-3-datasheet/?wpdmdl=7560&ind=QUxDLTM2MCBIaWdncy0zIDIwMjAtMDItMjEucGRm (accessed on 6 February 2021).
- Siemens. SIMATIC HMI WINCC. WinCC Runtime Advanced Readme. December 2017. Available online: https://cache.industry.siemens.com/dl/files/803/109753803/att_937533/v1/ReadMe_WinCC_RT_Advanced_V15_enUS.pdf (accessed on 6 February 2021).
- Siemens. SIMATIC S7-1200 CPU 1214C. 6ES7 214-1BG40-0XB0 Datasheet. October 2020. Available online: http://www.tic.co.th/file_upload/download/20180308095829.pdf (accessed on 6 February 2021).
- Siemens. SIMATIC HMI KTP 600 Basic Color PN. 6AV6 647-0AD1-3AX0 Datasheet. December 2020. Available online: https://datasheet.octopart.com/6AV6647-0AD11-3AX0-Siemens-datasheet-12174366.pdf (accessed on 6 February 2021).
- AG, SICK. SOPAS ET 2018.4_EN. Available online: https://www.sick.com/ag/en/sopas-engineering-tool-2018/p/p367244 (accessed on 6 February 2021).
- Technologies, E.; International, B. Delphi Language Reference. Available online: http://docwiki.embarcadero.com/RADStudio/Rio/en/Delphi_Language_Reference/ (accessed on 6 February 2021).



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frequency Range | Range | Applications |
|---|---|---|
| (125–134) kHz | LF | Animals Identification |
| 13.56 MHz | HF | Access and Security |
| (433–956) MHz | UHF | Logistics |
| 2.45 GHz | UHF | Mobile Communication |
| 5.9 GHz | SHF | Intelligent Transportation System (ITS) |
| Material | Resistivity (Ω × m) | Conductivity (S/m) |
|---|---|---|
| Granite | ||
| Basalt | ||
| Slate | ||
| Marble | ||
| Quartzite |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andrade, L.; Figueiredo, J.; Tlemçani, M. A New RFID-Identification Strategy Applied to the Marble Extraction Industry. Electronics 2021, 10, 491. https://doi.org/10.3390/electronics10040491
Andrade L, Figueiredo J, Tlemçani M. A New RFID-Identification Strategy Applied to the Marble Extraction Industry. Electronics. 2021; 10(4):491. https://doi.org/10.3390/electronics10040491
Chicago/Turabian StyleAndrade, Leonardo, João Figueiredo, and Mouhaydine Tlemçani. 2021. "A New RFID-Identification Strategy Applied to the Marble Extraction Industry" Electronics 10, no. 4: 491. https://doi.org/10.3390/electronics10040491
APA StyleAndrade, L., Figueiredo, J., & Tlemçani, M. (2021). A New RFID-Identification Strategy Applied to the Marble Extraction Industry. Electronics, 10(4), 491. https://doi.org/10.3390/electronics10040491