3.1. Energy Management
The paper production plant that was subjected to this analysis has three energetics that feeds the power of the process.
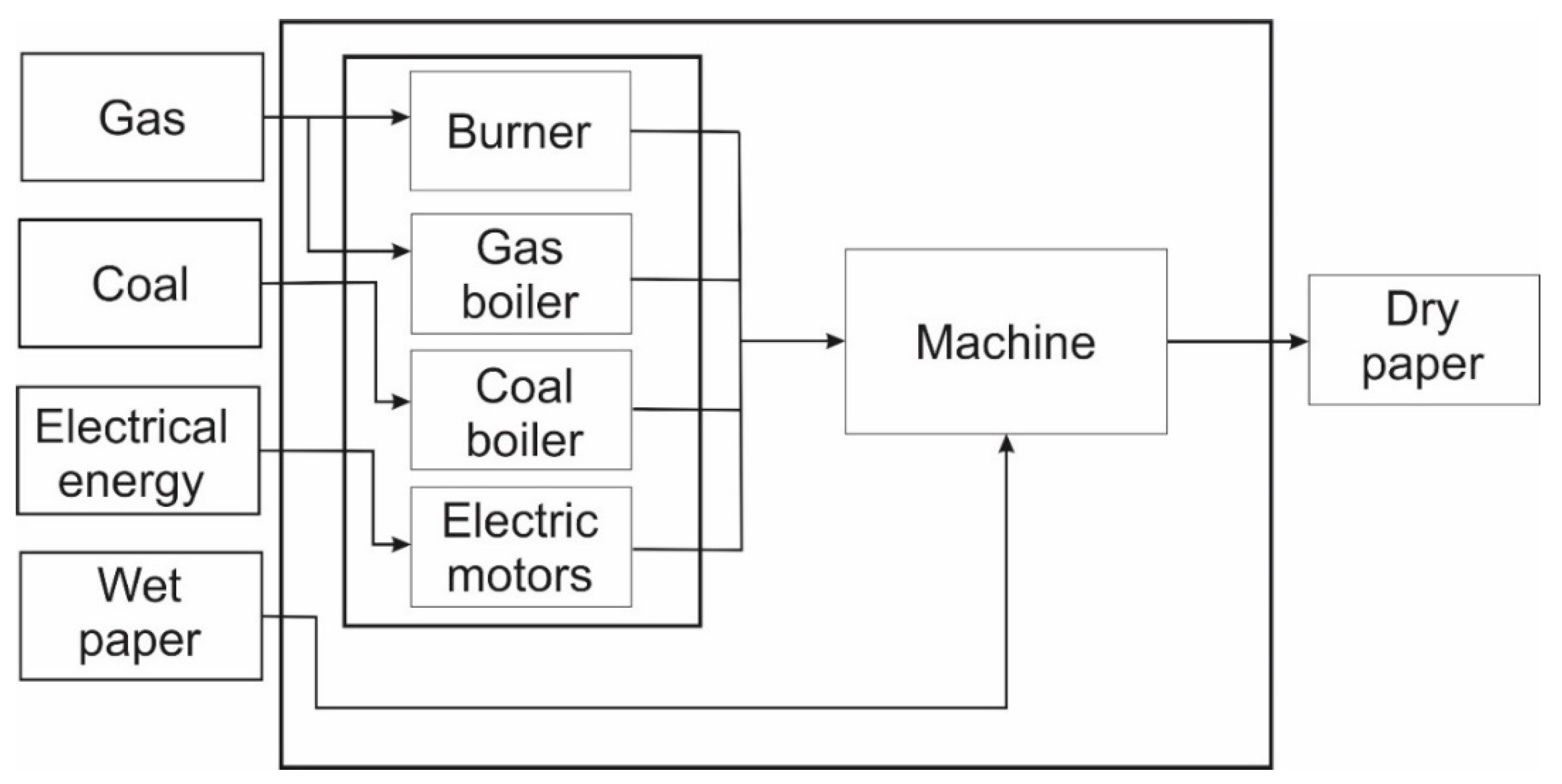
Table 2 shows these three energetics and the percentage of use in each one of them. The coal used in the process is destined for the steam generation required in the paper-drying machine. Likewise, the gas used in the production process is used to back-up the boiler for the process, in addition to the drying chamber, which, together with the steam, is responsible for the paper-drying process. The high consumption of these two energy sources for the drying machine, together with the consumption of electricity by the Yankee drying motor, makes this equipment the most suitable for energy analysis.
The results show that in this process, when moving to a high production level (70% of maximum capacity), the percentage contribution of electricity increases by 1.3% concerning the base production condition (62% of maximum capacity), while the contribution of coal and natural gas drops by 0.65%, respectively. These results are due to the increase in energy consumed by electric motors in the dry paper plant, which is taken directly from the network since the burners and boilers are always operating at the same load regardless of the level of production. In cases where the operational regime of the production plant was reduced (55% of the maximum capacity), the energy taken from the network decreases, and therefore the predominant energy sources are gas and coal, registering increases of 2.38 concerning the base operation condition.
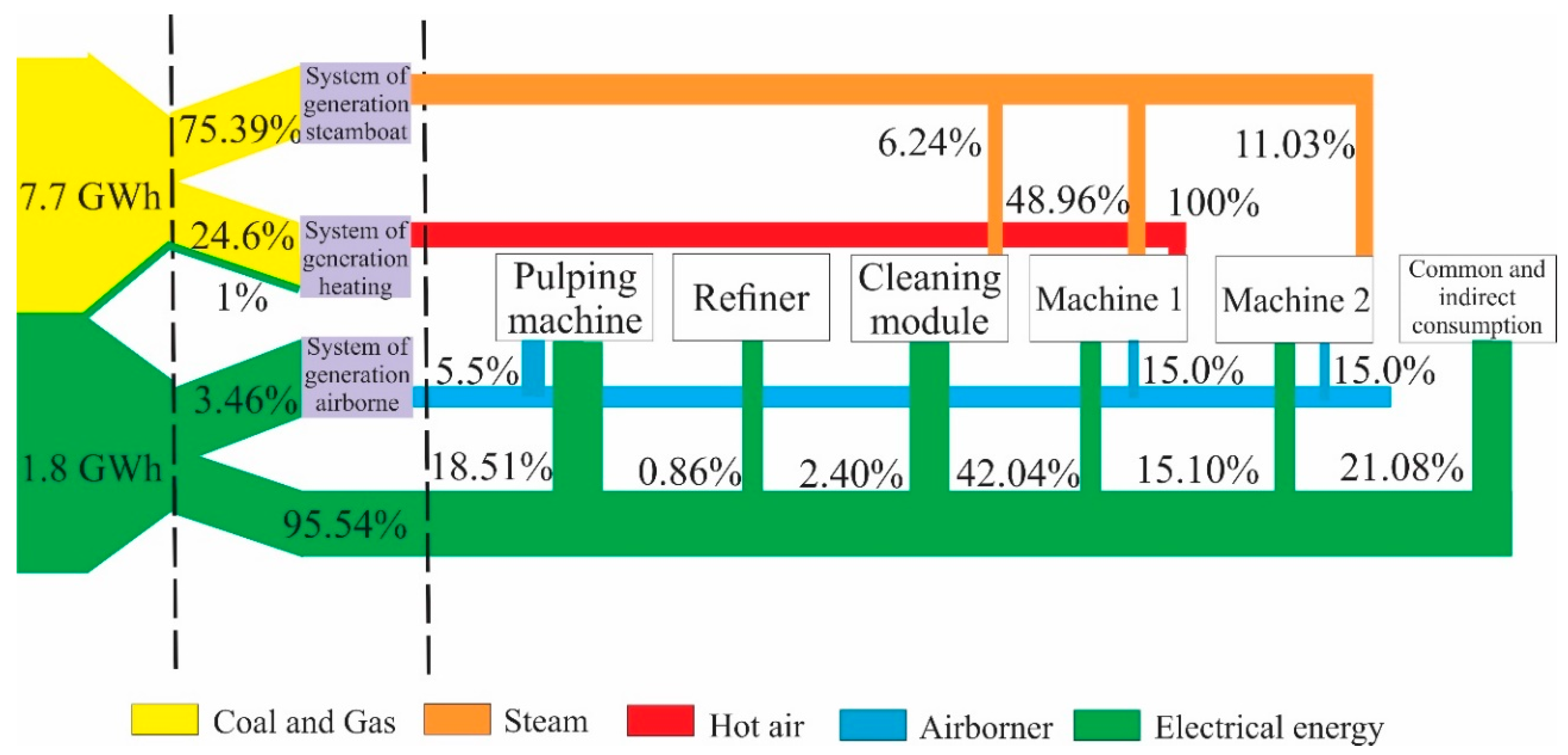
The contribution made by these three energy sources to each of the subprocesses can be determined by the measurement installed in the main equipment of the plant.
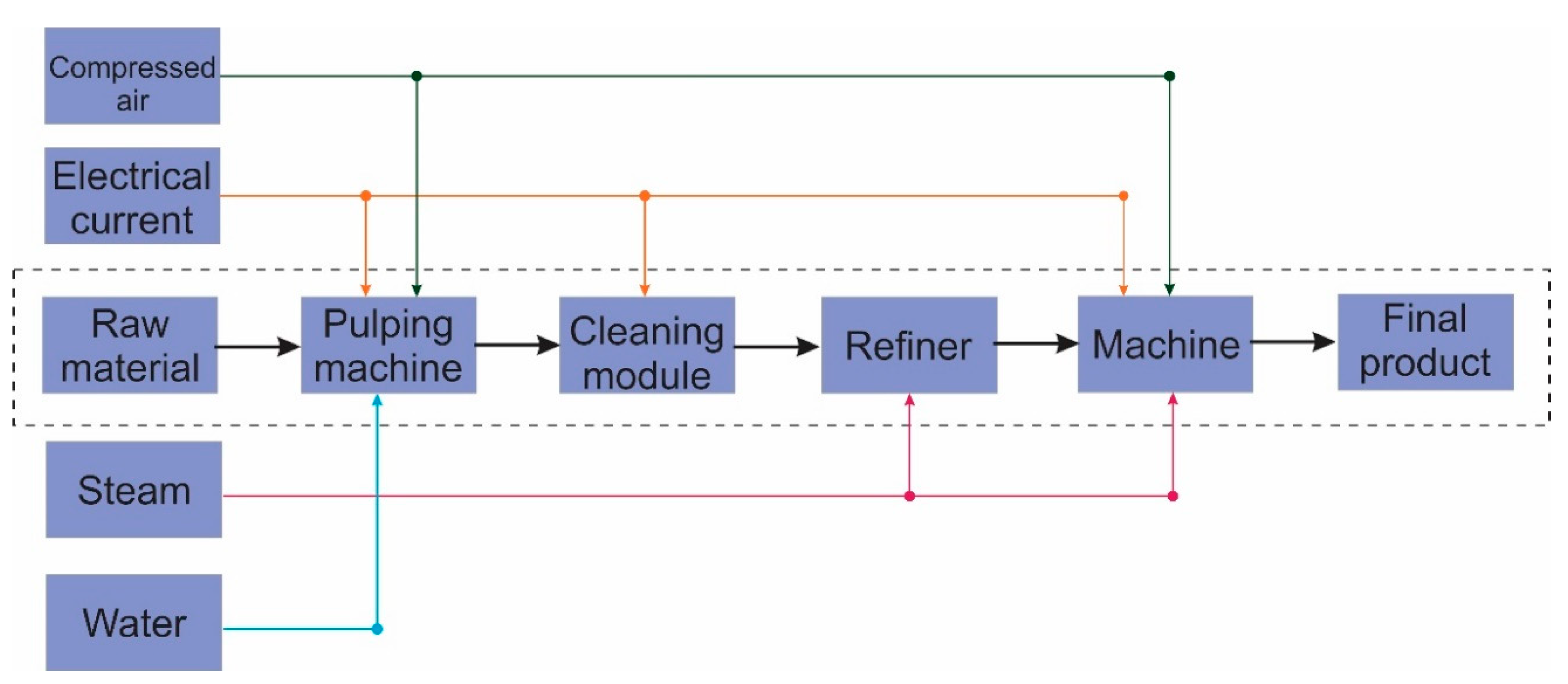
Figure 6 shows the result of the analysis of the percentage distribution and the path along the process of the energetics. In addition, the production process is presented in a clearer way, where it is important to highlight the high energy consumption of Machine 1, which is responsible for making the soft paper produced by the factory.
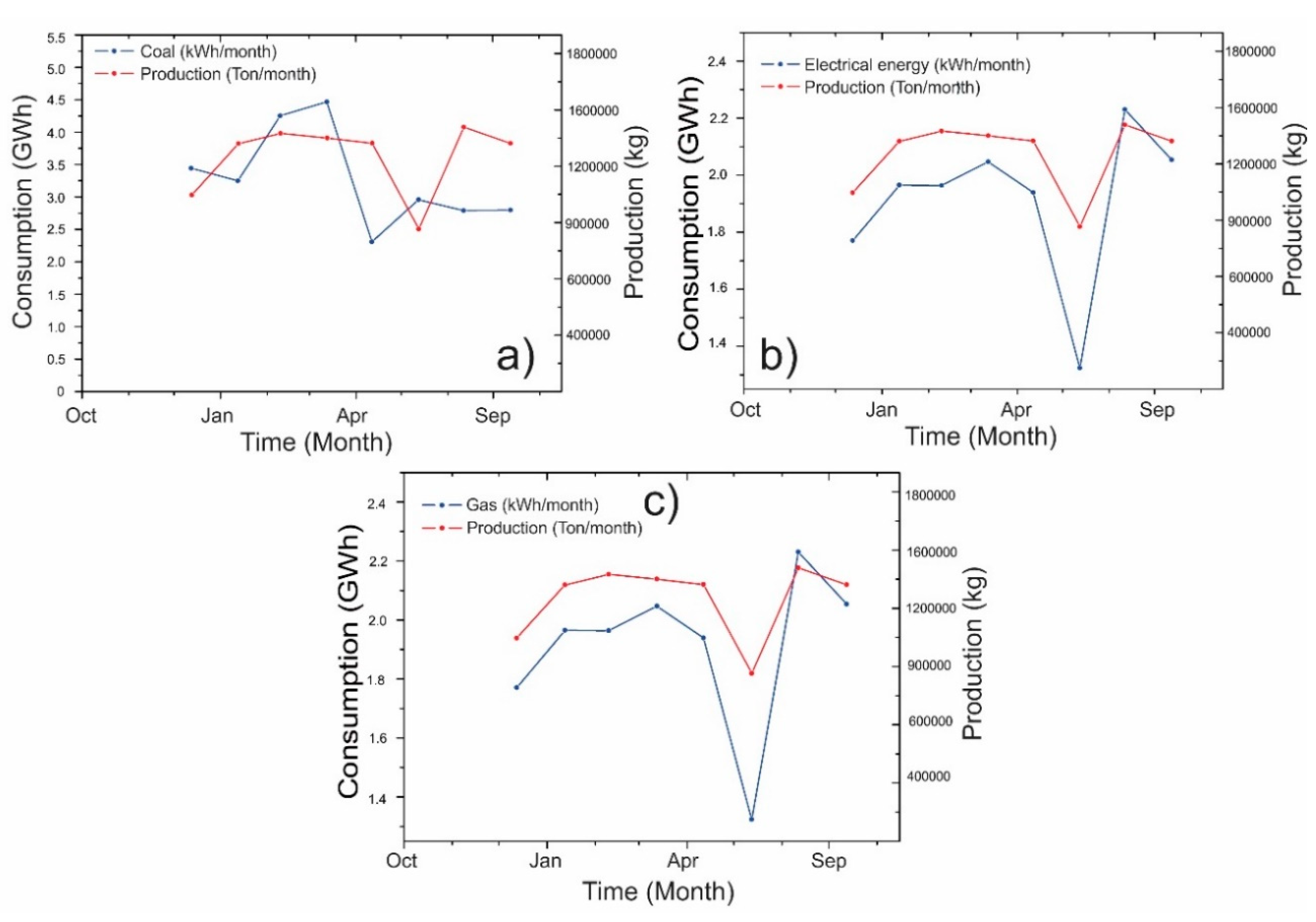
The relationship between energy consumption and monthly production is analyzed with historical data on the production and consumption of electrical energy present in the production plant. Using this information, a graph was made, showing the variation in consumption and production over time.
Figure 7b shows a clear correlation between electricity production and consumption. This is because the variation in consumption is generated by changes in operations that directly affect the power demanded by production equipment.
In the same way,
Figure 7c shows a similar behavior of the gas when varying the production. It presents a good behavior, unlike the one presented in
Figure 7a, in which the consumption of coal presents a different behavior to the production, showing that these variations of consumption are not associated with production but are possibly outside the optimal parameters.
Based on Machine 1 being a significant energy consumer in the plant, the baselines for electricity, gas, and coal consumption were calculated, allowing us to calculate the energy performance indicators considered for the diagnosis of the current process behavior. The grade of association between the comparative movements of the different energy sources and the dry production rate is evidenced in the correlation coefficient of the proposed baseline: for electricity consumption (
Figure 8a) with a correlation coefficient of 0.7586; for coal (
Figure 8b) with 0.6539, which is a consequence of the low variation of the coal rate supplied to the steam boiler; for the gas consumption (
Figure 8c), which reached a coefficient of 0.8169. These results show the simultaneous use of energy from the network, the steam boiler in the drying process from coal, and the process of heating the air using the natural gas burner, whose consumption is regulated to the different operating regimes.
In the case of the electric energy consumption indicator presented in
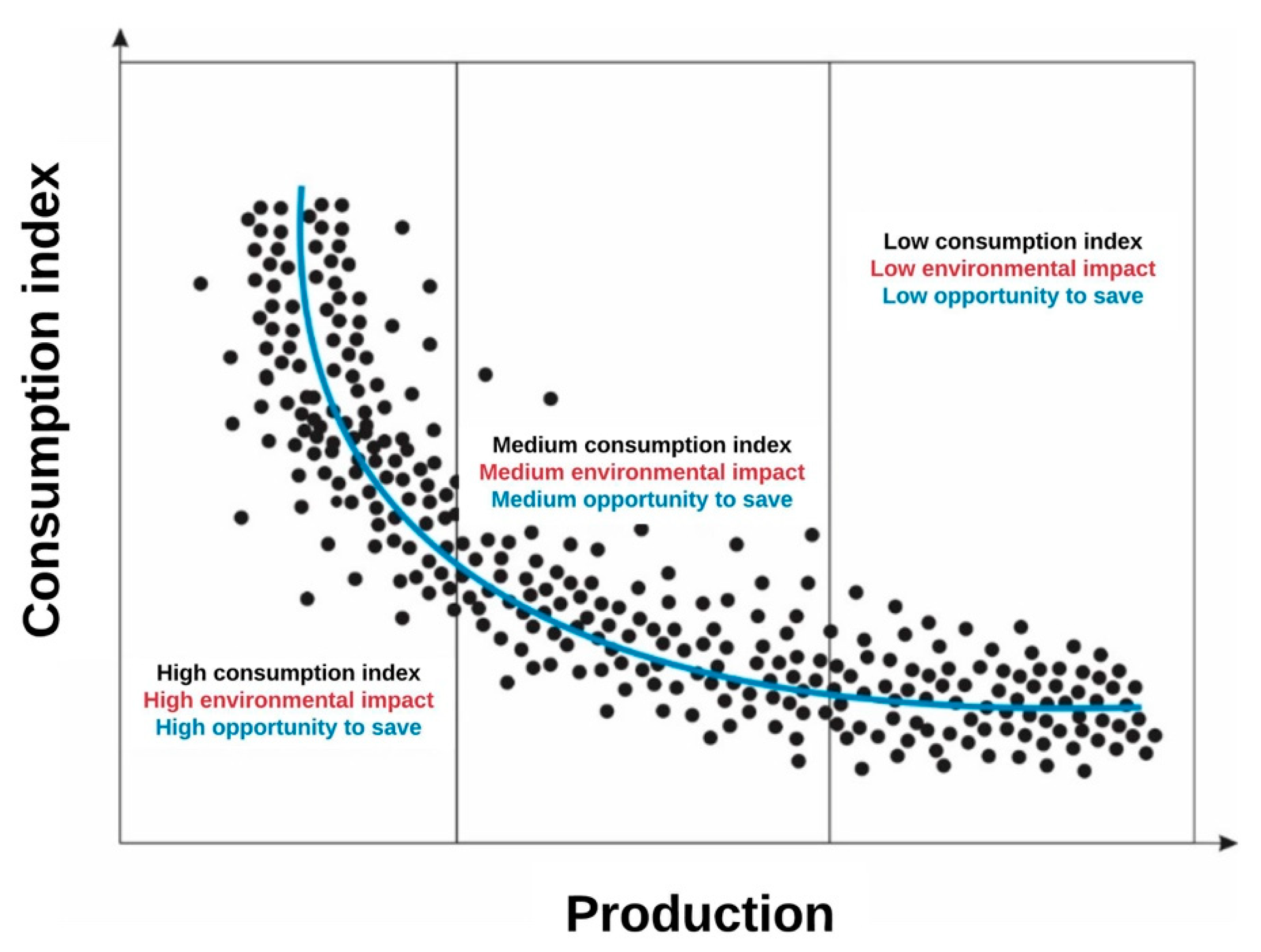
Figure 8d, the consumption index graph for electric energy is presented, where it is possible to identify the critical point of production for a consumption index of 0.9854 kWh/kg, with a load factor of 77.27%, which is above the average load factor that only reaches 65.61%, showing a wide range of opportunities for improvement that can be obtained by reducing the time lost in production and improving production planning.
On the other hand,
Figure 8e shows the consumption rate graph for coal, where the index can be seen to be slightly more dispersed than the electrical energy index, which shows that gas consumption is not adequately controlled according to the production rate. In addition, it was possible to identify that 1.6 kWh/kg is the index corresponding to the critical point of production in which low indexes are reached; with a production equivalent to 77.26% of the machine load factor, this point is reached. Therefore, the plan should be moved to produce dry paper at a new rate, and possibly increase the final processed product inventory that allows the plant to serve the market more effectively by incurring better times and better quality of service. Likewise,
Figure 8f shows the behavior of the consumption index for gas, which reaches its critical point at a production of the same value as the previous trend graphs, showing similar behavior.
These three opportunities for savings were found by calculating the critical consumption rates for each of the energy sources. These savings were consolidated in a matrix presented in
Table 3. This includes the area in which these savings are presented, the equipment in which these savings occur, the savings measure adopted, the percentage of savings in the plant, the equipment, and the amount of monthly energy saved.
3.2. Life Cycle Environmental Analysis
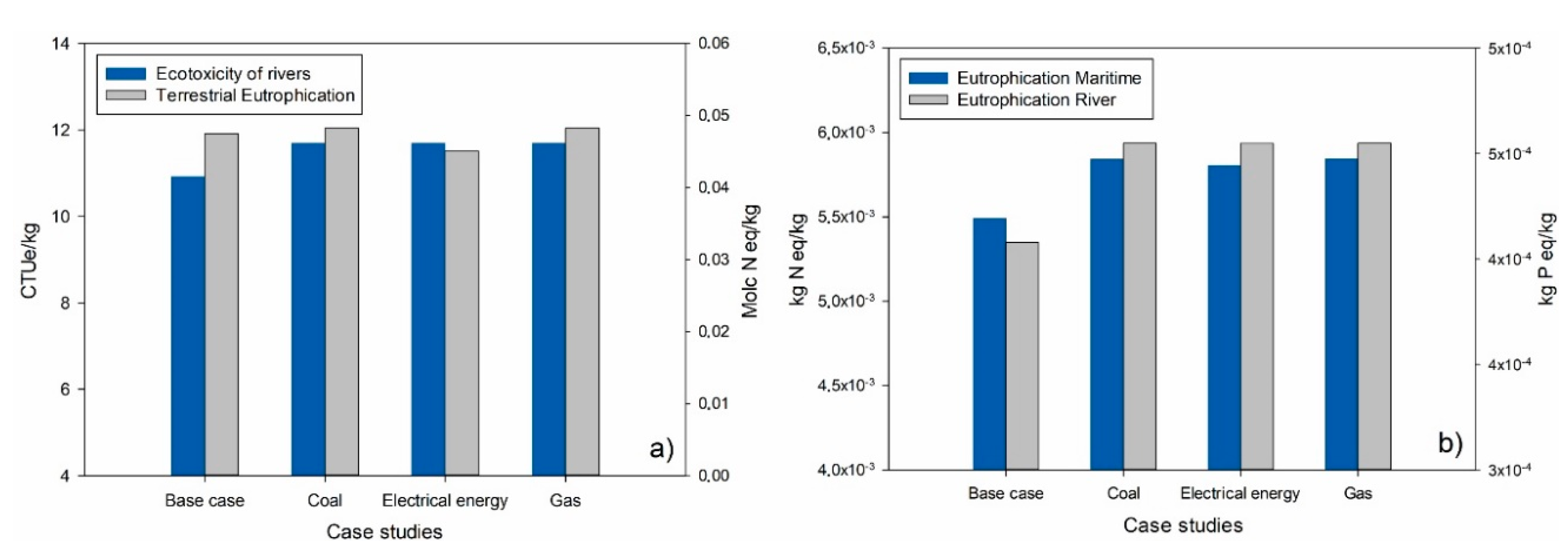
For the environmental impact assessment, the 2011 ILCD Midpoint+ V1.10 method was used. This method was applied for the base case, and all three cases derived from the results of the energy assessment. Moreover, the three saving opportunities found will be the case studies used for the life cycle analysis, in which the ecotoxicity of rivers, terrestrial and aquatic eutrophication, climate change, and human toxicity will be the categories analyzed.
Figure 9a shows the ecotoxicity of rivers, which is measured in CTUe, the comparative toxic unit for ecosystems.
For the base case, the ecotoxicity per kg produced was 10.93 CUTe. For the other three study cases, a very similar increase was presented, with differences of no more than 5% between the base case and the other three cases. This similarity in the increase is because the ecotoxicity is due to industrial organic waste and, taking that into account for all three cases, the increase of the processed raw material was the same. Therefore, the industrial wastes are proportional to the three case studies, and the way to reduce this is to design new alternatives to recycle the waste of the plant [
38] or a proposed solution based on the circular economy approach [
39] to promote sustainability in industrial processes, which attend to the energy and environmental criteria [
40].
The eutrophication of the land is also presented in
Figure 9a. This impact category represents the phenomenon that occurs due to an increase in nutrients in the ground, which causes excessive plant growth and organizes it by triggering decay. The land eutrophication is measured in moles of nitrogen equivalent, which is decreased by the measurement of electric energy saving. This is due to the decrease in emissions caused by the low demand for electricity, which is generated by thermoelectrics.
Similarly, the eutrophication of the water was measured.
Figure 9b shows the results for both marine and river eutrophication. As for marine eutrophication, it is measured in kg of nitrogen equivalent, and as with land eutrophication, the smallest increase in impact is in the case of electrical energy, reaching 0.045 kg of nitrogen equivalent. This value means an increase of 5.5%. On the other hand, for river eutrophication, it is measured in kg of phosphorus equivalent, and unlike the two previous cases, the increase was the same for the three case studies. It went from 4.078 × 10
−4 kg of phosphorus equivalent to a value of 4.54 × 10
−4 kg of phosphorus equivalent.
On the other hand, the pollutant emission with the greatest impact on climate change is
. For this reason, in the impact assessment of the paper manufacturing process, the results of the effect generated by this process are presented as
equivalent. In
Figure 10, the kg of C
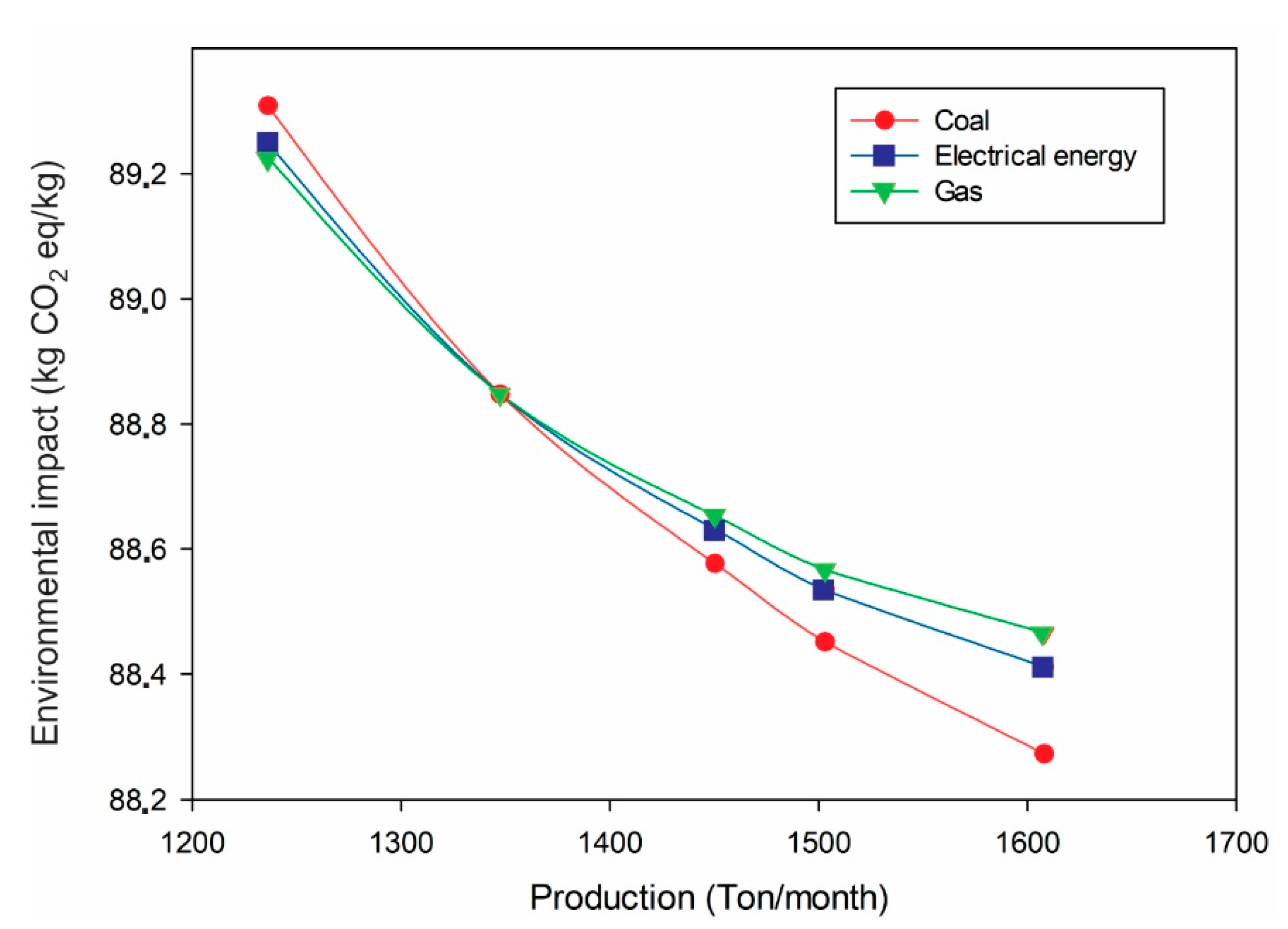
equivalent generated by the variation in paper production can be seen for each of the three case studies. This shows that for all the case studies analyzed in this work, the increase in production is a positive aspect in terms of energy, economy, and the environment for the production process.
Moreover, it can be seen how the changes in coal consumption are those that most affect the formation of CO2 equivalent to process waste. This is because coal as a fuel is a large source of CO2 generation, which is why in recent years, it has been decided by European countries to leave this fuel aside. It is expected that this path will be taken by American companies. Additionally, the effect of the increase in the plant’s operational regime on the potential environmental impacts is observed in the climate change category, where the plant manages to drop to almost 88.3 kg CO2 equivalent for Improvement Action 3 in which carbon is involved, while the impact of gas reaches values of 88.5 kg CO2 equivalent in Improvement Action 2.
On the other hand, the environmental impacts calculated by the LCA can be analyzed through the standardization of the same. This normalization is done by dividing the value obtained in the LCA by the standard value provided by the method for each of the impacts under study [
41]. These normalization values are presented in
Table 4 [
42].
This normalization value is fundamental because the values of the calculated impact categories are presented in different units, and this normalization allows them to be transferred to a reference unit. This reference unit allows the analysis and comparison of each of the calculated impact categories, as well as the comparison with the values used in the normalization.
Table 5 shows the results of the environmental impact normalized in the categories available in the method.
For all the case studies considered, 15 impact categories are presented, in which each of the results is multiplied by 100 to be presented as a percentage of the reference standard value and thus evaluate the percentage of variation in each of the case studies. For the case study on coal, the impact category that presented a positive result concerning the base case was climate change, which presented a value of 0.005% lower than the reference value, this being the case study in which climate change had a greater decrease concerning the base case. On the other hand, in the case of electrical energy, the behavior was equal to that of coal, in which the only thing that was achieved was a reduction in climate change. Similarly, in the case of gas, this behavior was maintained. Demonstrating this, in the three case studies, there was a decrease in CO2 emissions, despite the increase in production. Another impact that presented a decrease in their values was acidification in the case of electricity. This impact went from 0.084% of the reference value to 0.080%, which meant a decrease of 0.004%.
The remaining 13 impact categories showed an increase in their values concerning the reference value. The category that stands out for its increase is human toxicity. This toxicity is divided into toxicity with carcinogenic effects and toxicity without carcinogenic effects. About human toxicity without carcinogenic effects, the greatest increase occurred in the case of gas, increasing by 0.033%. This represents almost three times the increase in the case of coal, which was the least increased in the three case studies. On the other hand, human toxicity with carcinogenic effects presented a higher increase than that observed in toxicity without carcinogenic effects. The greatest increase was observed in the case of gas, reaching an increase of 0.056%. On the other hand, the case study with the smallest increase for this impact category was the coal case, with 0.054%. As for the impact categories with the smallest increase, it was land use. The increase in this category reached 0.000052% for the three case studies.
3.3. Opportunities for Technological Improvement
This section presents opportunities for improvement, taking into account energy, environmental, and economic criteria. Therefore, alternatives for generating the energy demanded by Machine 1 were evaluated through three internal combustion engines (ICEs) from different manufacturers.
These high-impact alternatives in the supply of the energy network allow the decentralization of the power generation system using gas engines, which are expected to have an even higher performance in the industry, due to their high power densities, high efficiencies, and low emission levels, in addition to a high degree of availability [
43].
The importance and relevance of these generation engines are given by their versatility in application to industries in the oil, textile, cement, pharmaceutical, plastic, and paper sectors [
44]. Natural gas is one of the most successful fuels in replacing conventional liquid fuels such as diesel and gasoline worldwide since it can be extracted from large reserves of fossil fuels [
45]. Thus, natural gas engines are an attractive alternative to current diesel engine technology for heavy-duty applications due to fuel prices, less expensive after-treatment devices, and a growing network of gas service stations worldwide [
46].
The difference that the alternatives present is the investment cost, maintenance cost, and efficiencies. The variables analyzed are presented in
Table 6 and are compared for each of the three alternatives.
For the selection of the most suitable alternative, a detailed engineering study, assembly, and commissioning must be taken into account. Additionally, the nationalization of the inputs to be used and the maintenance activities to keep the equipment in optimal operation are of vital importance. This work is projected with an evolution period of 10 years, a projection of 3.7% annual average for the CPI, and a TMR of 2200 dollars/USD fixed in the project’s horizon.
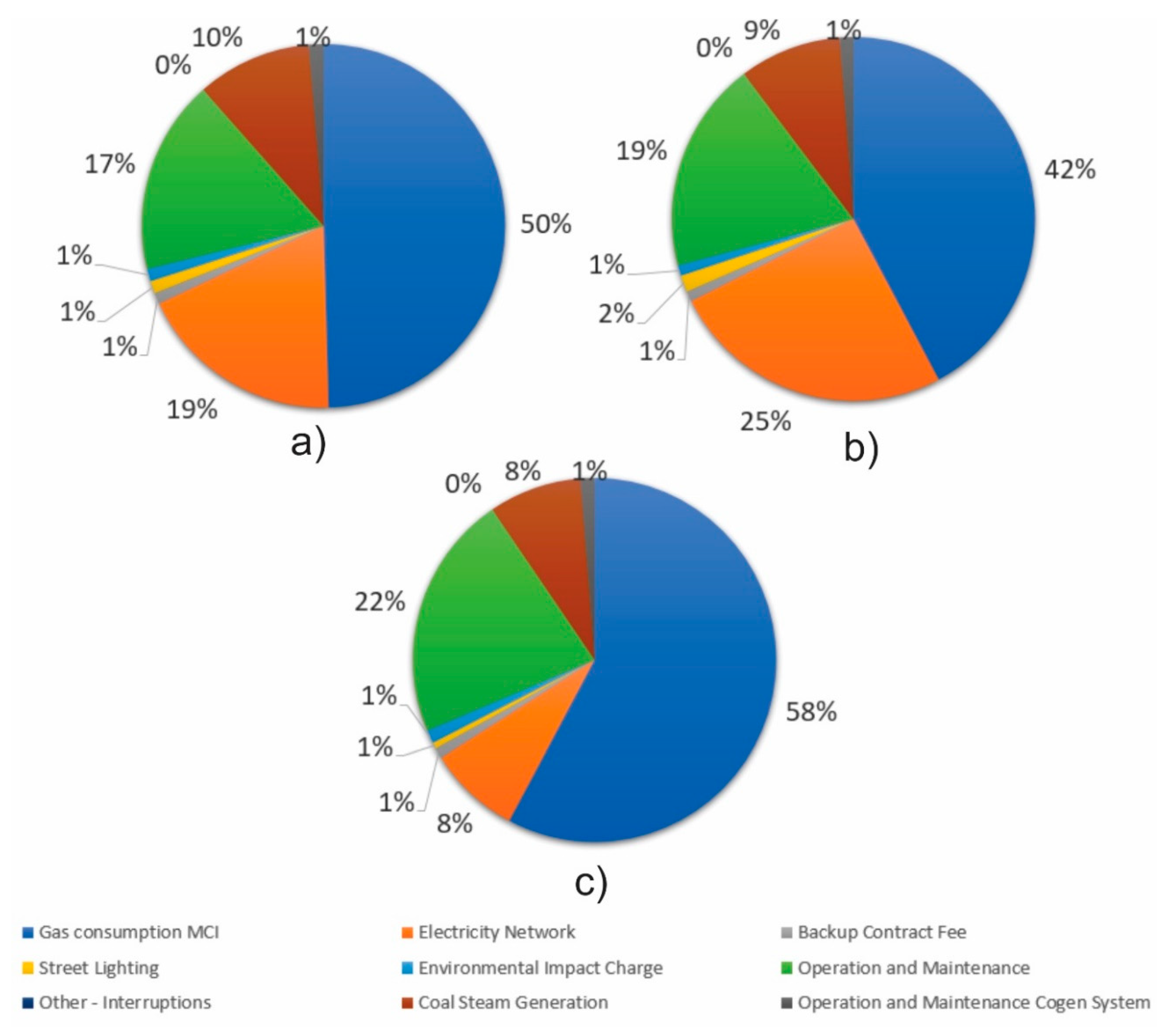
Figure 11 shows the percentages of costs of the operational variables that were taken into account for the selection of the alternatives.
Figure 11a represents Option 1, which is the APG1000 Waukesha engine and a total annual cost of USD216,777. Of this cost, 50% is for gas consumption, 19% belongs to the electricity grid, and 17% to operational and maintenance costs. On the other hand,
Figure 11b represents Option 2, the JMS 320 engine of the Jenbacher brand, which has an annual cost of USD233,398. Of this cost, 42% is spent on gas consumption, 25% on electricity and 19% on operational and maintenance costs. Finally, in
Figure 11c, Option 3 is represented. In this one, Cummins’ QSK-60G engine is used, for which 58% of the costs are destined for gas consumption, 22% to operation and maintenance costs, and 8% to the electrical network. This last alternative has an annual cost of USD227,137. The costs of Options 1–3 represent 65.4%, 70.4%, and 68.5% of the cost of the case, respectively.
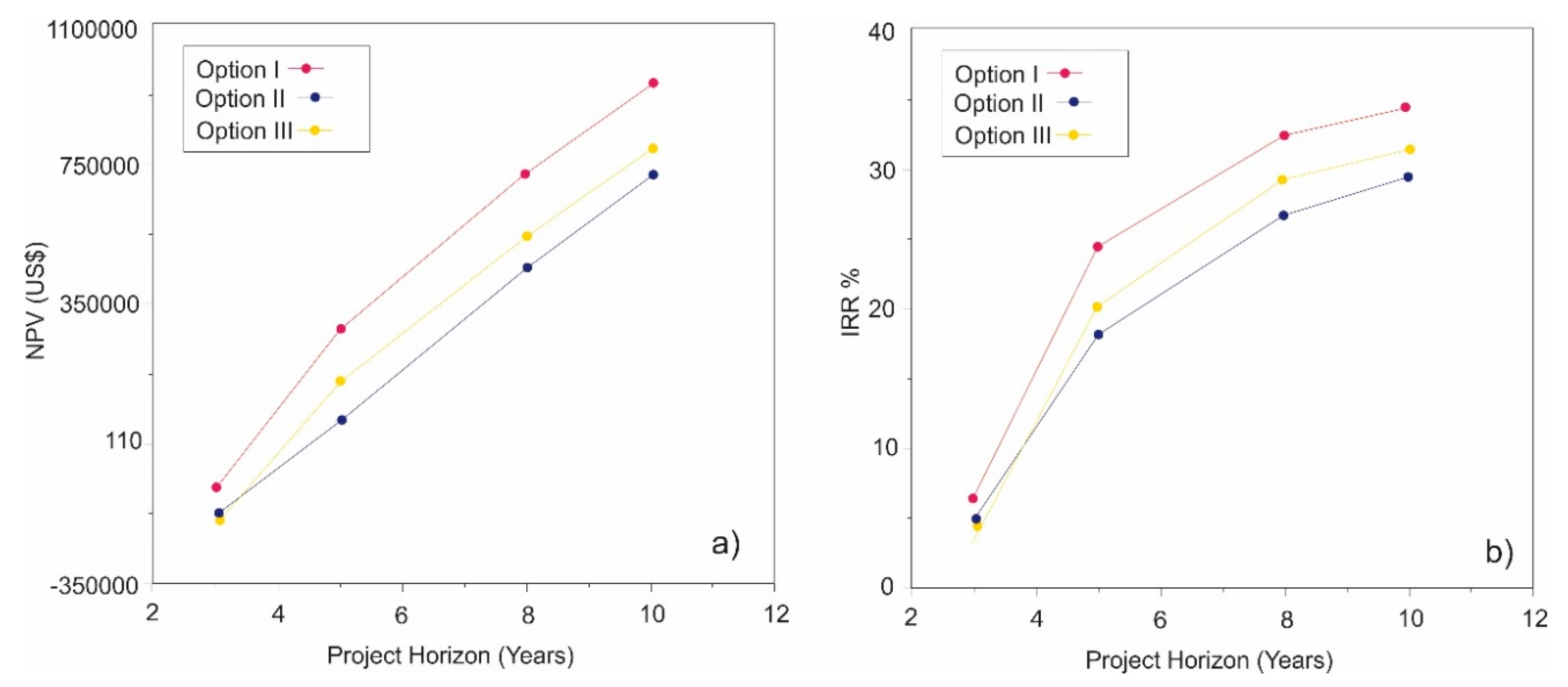
Taking into account these alternatives, a financial evaluation was made, and the result of this evaluation is presented in
Figure 12. In
Figure 12a, in which the net present value is evaluated, it can be seen that the most convenient option is the one to choose. On the other hand,
Figure 12b shows the behavior of the internal rate of return in time. This rate also shows the most suitable option for the proposed technological modification. It is recommended to evaluate new clean energy systems generation based on the energy and potential environmental impacts, such as the fuel cells, solar, or wind energy [
45].
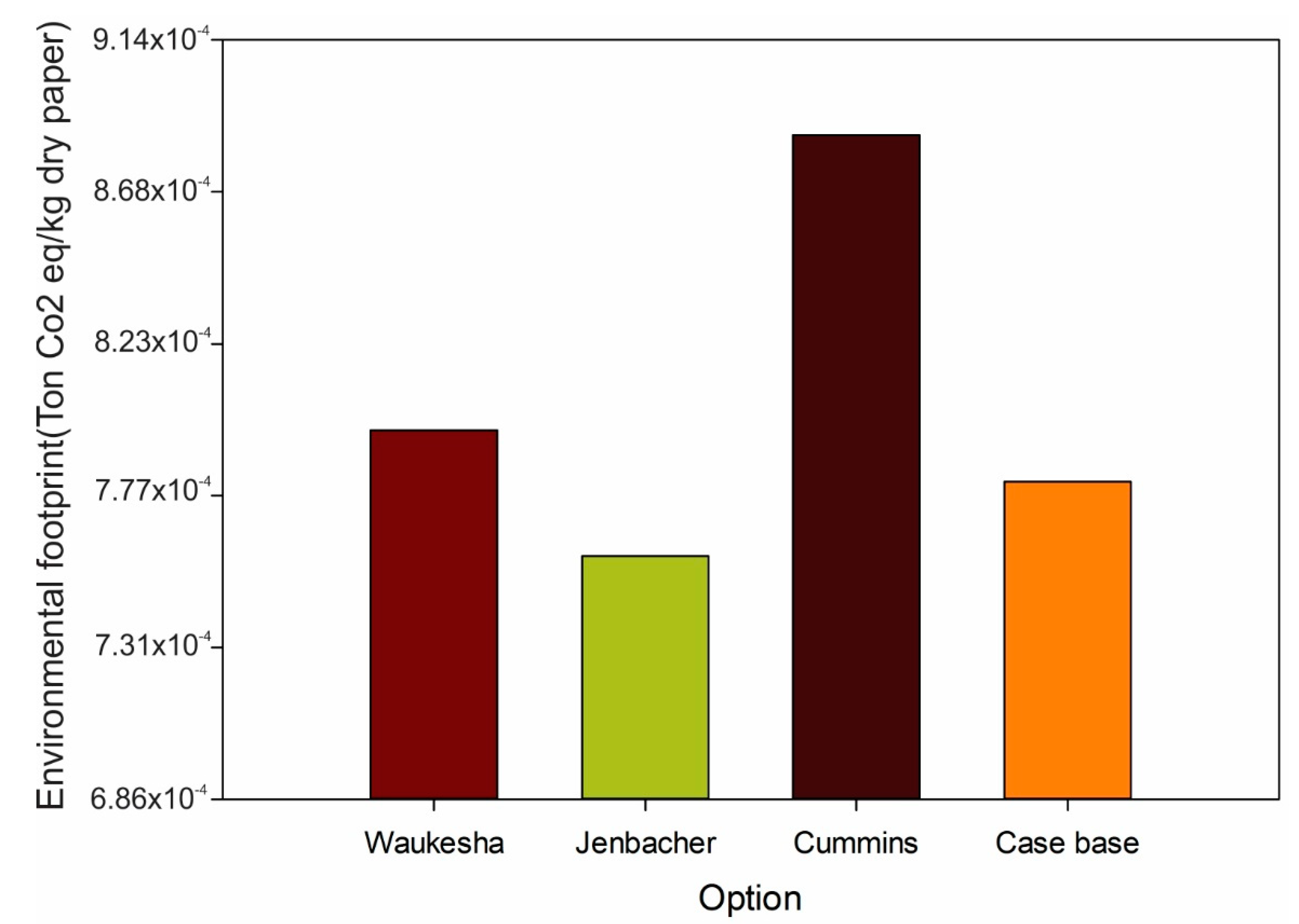
In addition to the economic factor, it is important to take into account the environmental factor. This will ensure that the actions taken are sustainable over time, given their energy, economic, and environmental benefits. For this, the environmental footprint generated by the base case and by the 3 ICE options was calculated. In
Figure 13, the environmental footprint is presented in units of a ton of CO
2 equivalent.
In this figure, we can observe the behavior of the environmental footprint in each of the engines studied. Options 1 and 3 exceed the tons of carbon equivalent produced by the plant under current conditions. On the other hand, Option 2 represents a decrease of approximately 4.57 × 10−5 ton CO2 eq/kg of dry paper, making this option the most environmentally viable.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}