Life Cycle Assessment of Reusable Plastic Crates (RPCs)



Abstract
:1. Introduction
2. Materials and Methods
2.1. Goal definition
- to assess the environmental and energy performances related to the life cycle of RPCs as a function of the number of deliveries;
- to identify the contribution of the reconditioning stage to the overall environmental indicators and indicate methods for a more sustainable management of RPCs.
2.2. RPCs System Description and Analyzed Scenarios
- the percentage of crates that are washed after the first inspection;
- the type and amount of chemicals used in the washing step.
2.3. Functional Unit
2.4. System Boundaries
- the production of the crates (100 input crates plus those replacing the discarded ones during the reconditioning process);
- the reconditioning process, i.e., the transportation of the crates from the users to the reconditioning plant, the consumption of electrical energy, water, fuel, and chemicals for the process (including the transport of chemicals to the facility), the wastewater treatment, and the incineration of the solid residues removed from the crates;
- the end of life of the crates through a recycling process (both the crates after n deliveries and those discarded in the reconditioning process);
- the transportation of the crates, the solid residues, and the sludge (from the wastewater treatment) to their final treatment.
- avoided production of PP primary granulate due to the recycling of the RPCs after n deliveries;
- avoided production of the electric energy from the Italian distribution grid due to the recovery of electricity in the incineration processes (incineration of sludge, solid residues, and plastic scraps from recycling);
- avoided production of heat from a domestic gas boiler due to the recovery of heat in the incineration processes.
2.5. Data Quality
2.6. Selected Indicators
- International reference life cycle data system—ILCD [26], considering 12 impact categories: climate change (CC), ozone depletion (OD), human toxicity (non-cancer effects; HTNC), human toxicity (cancer effects; HTC), particulate matter (PM), photochemical ozone formation (POF), acidification (A), terrestrial eutrophication (TE), freshwater eutrophication (FE), marine eutrophication (ME), freshwater ecotoxicity (FEC), and mineral, fossil, and renewable resources depletion (RD).
- Cumulative energy demand—CED [27], to evaluate the energy performance of the system.
2.7. Inventory
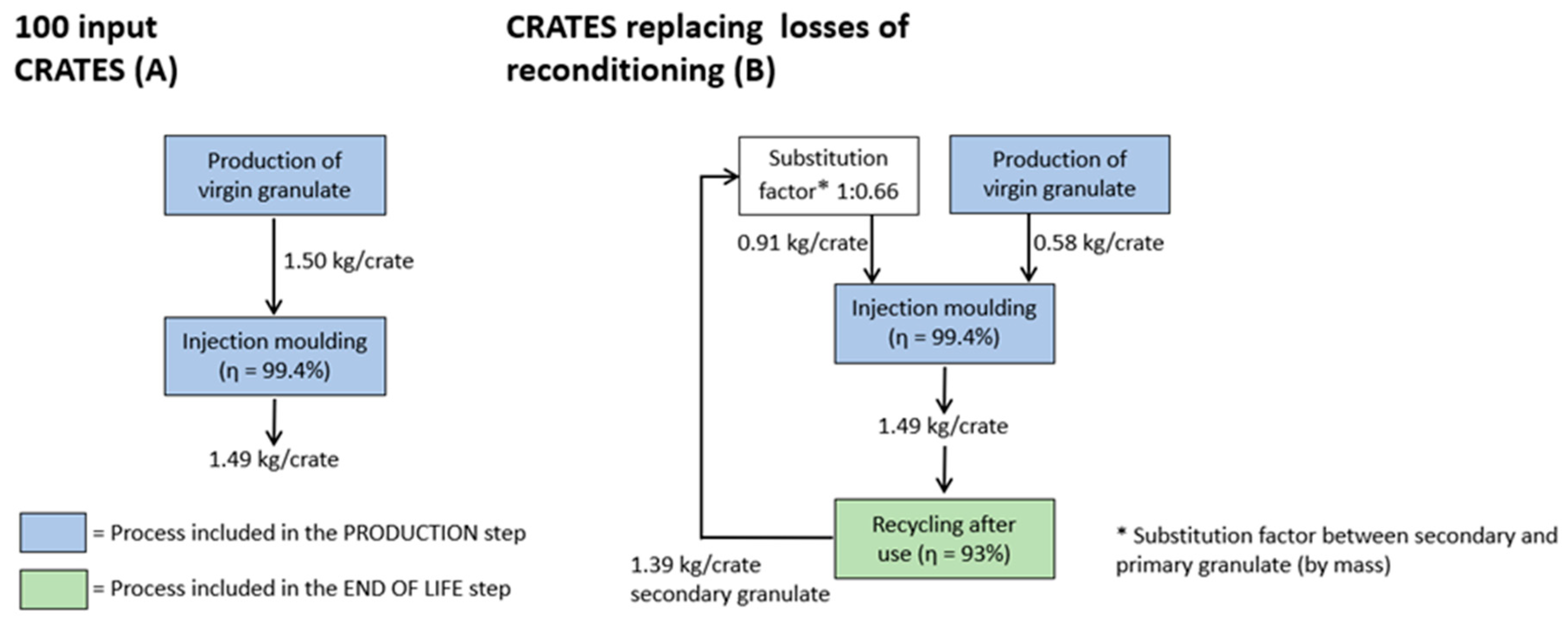
2.7.1. RPCs Production
2.7.2. Reconditioning Process
2.7.3. End of Life
3. Results
- the production step of (100 + 0.55 × (n − 1)) crates in case of the scenarios W1 and (100 + 0.46 × (n − 1)) crates for the scenarios W2;
- the reconditioning process of 100 × (n − 1) crates. This step includes the transportation of the crates from the users to the reconditioning plant, the washing step (consumption of electric energy, chemicals, and hot water), the wastewater treatment, and the incineration of the solid residues removed by the crates;
- the end of life of [100 + 0.55 × (n − 1)] crates in case of the scenarios W1 and of (100 + 0.46 × (n − 1)) crates for the scenarios W2.
3.1. Impact assessment
- the transportation of the crates from the users to the reconditioning plant (this is valid especially for the impact categories particulate matter, photochemical ozone formation, terrestrial and marine eutrophication, and resource depletion);
- the electricity consumption of the reconditioning plant in case of freshwater eutrophication and ecotoxicity impact categories;
- the washing stage, especially for the climate change and ozone depletion impact categories and the CED and water depletion indicators. In this stage, the most impacting processes are the heating of the water, the consumption of the disinfectant based on peracetic acid (only for the scenario RE1), and the consumption of water.
3.2. Reconditioning System (RPCs) vs. Single-Use System (SPCs)
3.3. Sensitivity Analysis
- the production of the electricity used in the reconditioning plant;
- the production of the heat used in the reconditioning plant;
- the substitution ratio between secondary and virgin PP granulate.
3.3.1. Production of the Electricity Used in the Reconditioning Plant
3.3.2. Production of Heat Used in the Reconditioning Plant
3.3.3. Substitution Ratio between Secondary and Virgin Polypropylene Granulate
4. Discussion and Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Platt, D. European Packaging Competitive Landscape Strategic Forecasts to 2023. Smithers Pira in Association with Packaging Europe 2018. Available online: https://www.smitherspira.com/industry-market-reports/european-packaging-competitive-landscape-to-2023 (accessed on 20 May 2019).
- Markets and Markets TM INC. Returnable Packaging Market by Product Type (Pallets, Crates, Intermediate Bulk Containers, Drums & Barrels, Bottles, Dunnage), Material (Plastic, Metal, Wood, Glass, Foam), End-Use Industry, Region-Global Forecast to 2023. Market Research Report. 2018. Available online: https://www.marketsandmarkets.com/Market-Reports/returnable-packaging-market-231944920.html (accessed on 20 May 2019).
- Circular Economy, European Commission. Available online: https://ec.europa.eu/growth/industry/sustainability/circular-economy_en (accessed on 5 April 2019).
- Geueke, B.; Groh, K.; Muncke, J. Food packaging in the circular economy: Overview of chemical safety aspects for commonly used materials. J. Clean. Prod. 2018, 193, 491–505. [Google Scholar] [CrossRef]
- European Commission. Proposal for a Directive of the European Parliament and of the Council amending Directive 94/62/EC on Packaging and Packaging Waste. COM/2015/0596 final 2015. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52015PC0596 (accessed on 5 April 2019).
- Svenska Retursystem, A.B. Eurocrate, A Full-Scale Demonstration of Reusable Crates and Pallets. Report for the Life EU Project LIFE00 ENV/S/000867. 2003. Available online: http://ec.europa.eu/environment/life/project/Projects/index.cfm?fuseaction=home.showFile&rep=file&fil=LIFE00_ENV_S_000867_LAYMAN.pdf (accessed on 20 May 2019).
- Centro Servizi Ortofrutticoli-Confezioni in ortofrutta: Un elemento per creare valore? (Fruit and Vegetables Packaging. An Element to Create Value?). Available online: https://www.csoservizi.com (accessed on 20 May 2019).
- Levi, M.; Cortesi, S.; Vezzoli, C.; Salvia, G. A Comparative Life Cycle Assessment of Disposable and Reusable Packaging for the Distribution of Italian Fruit and Vegetables. Packag. Technol. Sci. 2011, 24, 387–400. [Google Scholar] [CrossRef]
- Singh, S.P.; Chonhenchob, V.; Singh, J. Life Cycle Inventory and Analysis of Re-usable Plastic Containers and Display-ready Corrugated Containers Used for Packaging Fresh Fruits and Vegetables. Packag. Technol. Sci. 2006, 19, 279–293. [Google Scholar] [CrossRef]
- Franklin Associates. A Division of Eastern Research Group. Comparative Life Cycle Assessment of Reusable Plastic Containers and Display and Non-Display-Ready Corrugated Containers Used for Fresh Produce Applications. Peer Reviewed Report 2016 Prepared for IFCO Corporation. Available online: https://scrivito-public-cdn.s3-eu-west-1.amazonaws.com/f152d078e18222739495b38742ac2b85/a05acb93a2d038b7/f8b60f8f41a4/IFCO-RPC-Life-Cycle-Assessment-March-2016---Executive-Summary.pdf (accessed on 5 April 2019).
- Albrecht, S.; Brandstetter, P.; Beck, T.; Fullana-i-Palmer, P.; Grönman, K.; Baitz, M.; Deimling, S.; Sandilands, J.; Fischer, M. An extended life cycle analysis of packaging systems for fruit and vegetable transport in Europe. Int. J. Life Cycle Assess. 2013, 18, 1549–1567. [Google Scholar] [CrossRef]
- Agence de l’Environnement et de la Maîtrise de l’Énergie. Analyse du cycle de vie des caisses en bois, carton ondulé et plastique pour pommes (LCA of Wooden Boxes, Cardboard Boxes and Plastic Crates for Apples). Final Report Prepared for ECOBILAN 2000. Available online: https://www.ademe.fr/sites/default/files/assets/documents/28246_acvs.pdf (accessed on 5 April 2019).
- Bala, A.; Fullana, P. Comparative Analysis of Different Options for Distribution of Fruit and Vegetables in Spain by Means of Life Cycle Assessment. Executive Summary of a Work Commissioned by ARECO 2017. Available online: http://www.areco.org.es/pdf/LCA_Study_ARECO_%20Executive%20Summary_ENG.pdf (accessed on 5 April 2019).
- Koskela, S.; Dahlbo, H.; Judl, J.; Korhonen, M.R.; Niininen, M. Reusable plastic crate or recyclable cardboard box? A comparison of two delivery systems. J. Clean. Prod. 2014, 69, 83–90. [Google Scholar] [CrossRef]
- Accorsi, R.; Cascini, A.; Cholette, S.; Manzini, R.; Mora, C. Economic and environmental assessment of reusable plastic containers: A food catering supply chain case study. Int. J. Prod. Econ. 2014, 152, 88–101. [Google Scholar] [CrossRef]
- Rigamonti, L.; Biganzoli, L.; Grosso, M. Packaging re-use: A starting point for its quantification. J. Mater. Cycles Waste Manag. 2019, 21, 35–43. [Google Scholar] [CrossRef]
- Biganzoli, L.; Rigamonti, L.; Grosso, M. Intermediate bulk containers re-use in the circular economy: An LCA evaluation. In Proceedings of the CIRP Life Cycle Engineering (LCE) Conference, Copenhagen, Denmark, 30 April–2 May 2018; Volume 69, pp. 827–832. [Google Scholar]
- Biganzoli, L.; Rigamonti, L.; Grosso, M. LCA evaluation of packaging re-use: The steel drums case study. J. Mater. Cycles Waste Manag. 2019, 21, 67–78. [Google Scholar] [CrossRef]
- International Organisation for Standardisation. ISO 14040: Environmental Management-Life Cycle Assessment-Principles and Framework. Edition of ISO 14040. 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 6 April 2019).
- International Organisation for Standardisation. ISO 14044: Environmental Management-Life Cycle Assessment-Requirements and Guidelines. Edition of ISO 14044. 2018. Available online: http://store.uni.com/catalogo/index.php/en-iso-14044-2006-a1-2018.html (accessed on 6 April 2019).
- European Commission. Commission Recommendation of 9 April 2013 on the Use of Common Methods to Measure and Communicate the Life Cycle Environmental Performance of Products and Organisations (2013/179/EU). Official Journal of the European Union L124/1. 2013. Available online: https://publications.europa.eu/en/publication-detail/-/publication/93cb8358-b80d-11e2-ab01-01aa75ed71a1/language-en (accessed on 6 April 2019).
- Finnveden, G.; Hauschild, M.Z.; Ekvall, T.; Guinée, J.; Heijungs, R.; Hellweg, S.; Koehler, A.; Pennington, D.; Suh, S. Recent developments in Life Cycle Assessment. J. Environ. Manag. 2009, 91, 1–21. [Google Scholar] [CrossRef] [PubMed]
- European Commission-Joint Research Centre. ILCD Handbook-General Guide for Life Cycle Assessment-Detailed Guidance, 1st ed. 2010. Available online: https://eplca.jrc.ec.europa.eu/uploads/ILCD-Handbook-General-guide-for-LCA-DETAILED-GUIDANCE-12March2010-ISBN-fin-v1.0-EN.pdf (accessed on 6 April 2019).
- Rigamonti, L.; Grosso, M. Riciclo dei rifiuti-Analisi del ciclo di vita dei materiali da imballaggio (Waste Recycling-LCA of Packaging Materials), 1st ed.; Dario Flaccovio: Palermo, Italy, 2009. [Google Scholar]
- ecoinvent 3.3 Database. Available online: https://www.ecoinvent.org/database/ecoinvent-33/ecoinvent-33.html (accessed on 6 April 2019).
- Michael, H.; Mark, G.; Jerome, G.; Reinout, H.; Mark, H.; Olivier, J.; Manuele, M.; de An, S. ILCD Handbook-Recommendations for Life Cycle Impact Assessment in the European Context-Based on Existing Environmental Impact Assessment Models and Factors, 1st ed.; European Commission-Joint Research Centre: Ispra, Italy, 2011; ISBN 978-92-79-17451-3. [Google Scholar]
- Hischier, R.; Weidema, B.; Althaus, H.J.; Bauer, C.; Doka, G.; Dones, R.; Frischknecht, R.; Hellweg, S.; Humbert, S.; Jungbluth, N.; et al. Implementation of Life Cycle Impact Assessment Methods. Ecoinvent Report No. 3; Version 2.2; Swiss Centre for Life Cycle Inventories: Duebendorf, Switzerland, 2019. [Google Scholar]
- BORSINO RIFIUTI-Market Prices of Virgin and Secondary PP Granulate in Italy. Available online: http://www.borsinorifiuti.com/ (accessed on 6 April 2019).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Analyzed Scenarios | |
|---|---|---|
| Percentage of crates that are washed | W1: After the first inspection, all the crates are washed. The breakage rate 1 of the overall process (before and after washing) is 0.55% | W2: After the first inspection, only 55% of the crates are washed, whereas the others are considered in sufficient hygienic conditions to be re-used without being washed. The breakage rate 1 of the overall process is 0.46% |
| Chemicals used in the washing step | RE1
| RE2
|
| Input | Scenario | |||
|---|---|---|---|---|
| W1-RE1 | W1-RE2 | W2-RE1 | W2-RE2 | |
| Water for washing | 0.055 m3 | 0.030 m3 | ||
| Heating of water (gas conventional boiler) | 32.2 MJ | 17.7 MJ | ||
| Electric energy | 2.48 kWh | 1.37 kWh | ||
| Disinfectant RE1 (16% acetic acid, 15% peracetic acid, 23% hydrogen peroxide, 1% stabilizer, 45% deionized water) | 0.099 kg | - | 0.054 kg | - |
| Disinfectant RE2 (sodium hypochlorite, 14% solution) | - | 0.043 kg | - | 0.024 kg |
| Detergent RE1 (40% soda, 0.6% alkyl alcohol alkoxylate, 59.4% deionized water) | 0.523 kg | - | 0.288 kg | - |
| Detergent RE2 (soda, 30% solution) | - | 0.179 kg | - | 0.099 kg |
| Stabiliser (10% citric acid, 5% lactic acid, 0.25% potassium iodate, 84.75% deionized water) | - | 0.011 kg | - | 0.006 kg |
| Transport for the supply of chemicals (light commercial vehicle) | 0.62 kg transported for 100 km | 0.23 kg transported for 100 km | 0.34 kg transported for 100 km | 0.13 kg transported for 100 km |
| Solid residues removed from crates (sent to incineration for municipal waste—100 km distance) | 46 g | 199 g | ||
| Wastewater (sent to a physical–chemical pre-treatment and then to a wastewater treatment plant) | 0.055 m3 | 0.030 m3 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tua, C.; Biganzoli, L.; Grosso, M.; Rigamonti, L. Life Cycle Assessment of Reusable Plastic Crates (RPCs). Resources 2019, 8, 110. https://doi.org/10.3390/resources8020110
Tua C, Biganzoli L, Grosso M, Rigamonti L. Life Cycle Assessment of Reusable Plastic Crates (RPCs). Resources. 2019; 8(2):110. https://doi.org/10.3390/resources8020110
Chicago/Turabian StyleTua, Camilla, Laura Biganzoli, Mario Grosso, and Lucia Rigamonti. 2019. "Life Cycle Assessment of Reusable Plastic Crates (RPCs)" Resources 8, no. 2: 110. https://doi.org/10.3390/resources8020110
APA StyleTua, C., Biganzoli, L., Grosso, M., & Rigamonti, L. (2019). Life Cycle Assessment of Reusable Plastic Crates (RPCs). Resources, 8(2), 110. https://doi.org/10.3390/resources8020110