
Bacterial Nanocellulose Derived from Banana Leaf Extract: Yield and Variation Factors

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Determination of Factors Affecting the Concentration of Reducing Sugars in Banana Leaf Extract
2.1.1. Collection and Pretreatment of the Banana Leaf
2.1.2. Banana Leaf Treatment and Reducing Sugars Estimation
2.1.3. Data Analysis
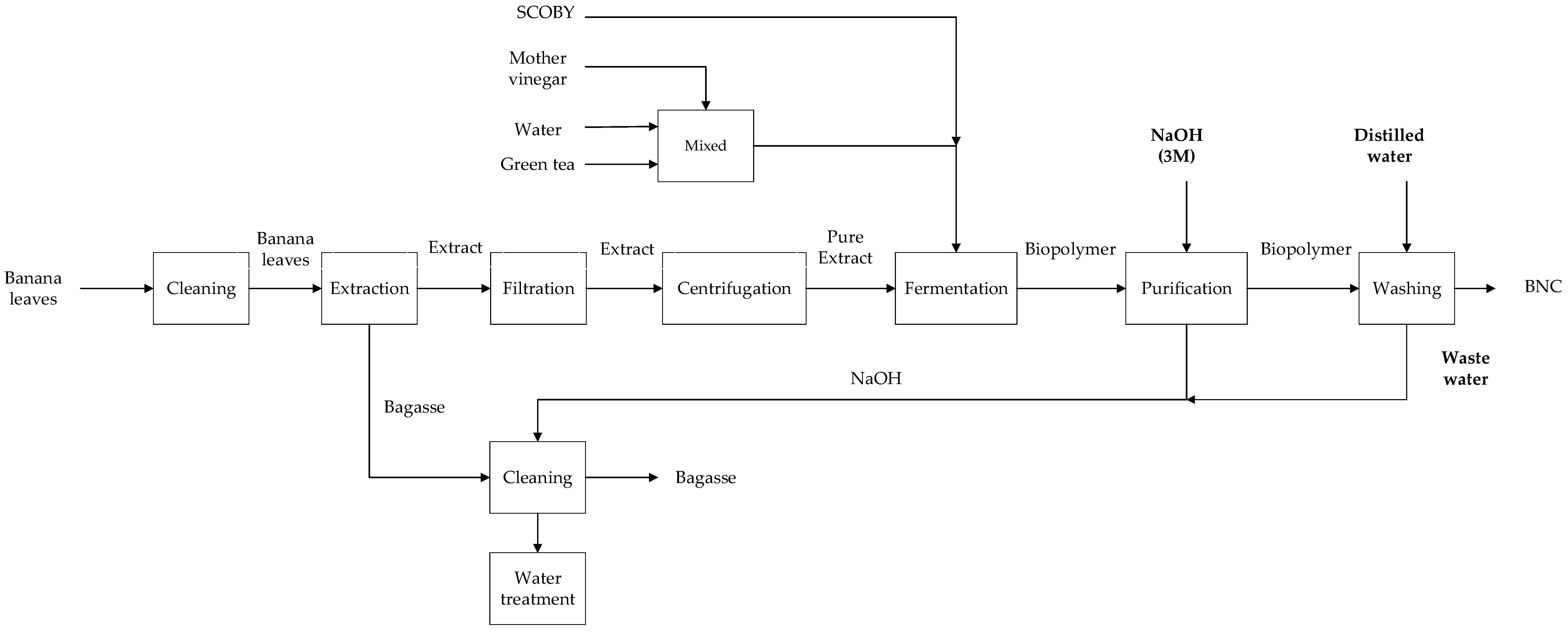
2.2. Juice Extracted from the Banana Leaf as a Means of Obtaining BNC
2.2.1. Culture Medium, Collection, and Purification of the Membrane
2.2.2. Acidity Level (pH) of Kombucha Tea Based on BLE
2.2.3. Determination of Fresh Weight and Thickness of BNC
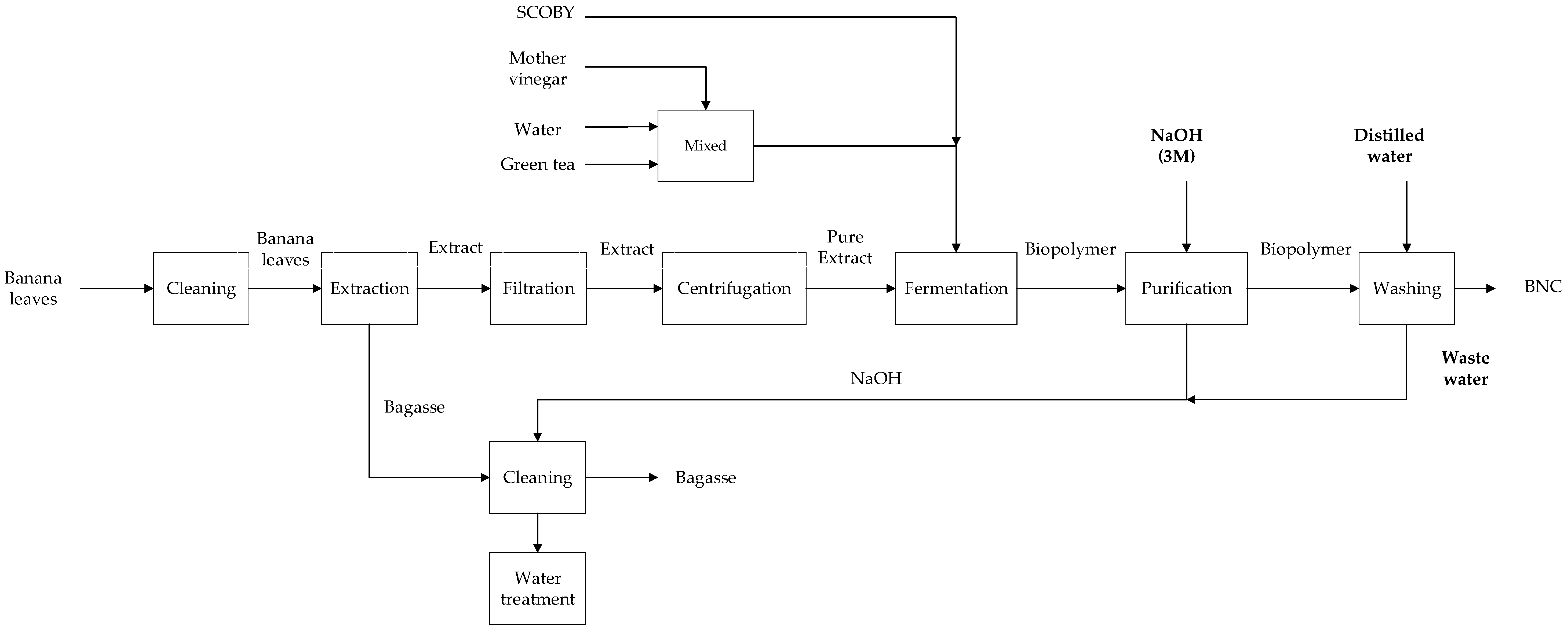
2.2.4. BNC Production
2.2.5. Fourier Transform Infrared (FTIR)
2.2.6. Thermogravimetric Analysis (TGA)
2.2.7. X-ray Diffraction (XRD)
3. Results and Discussion
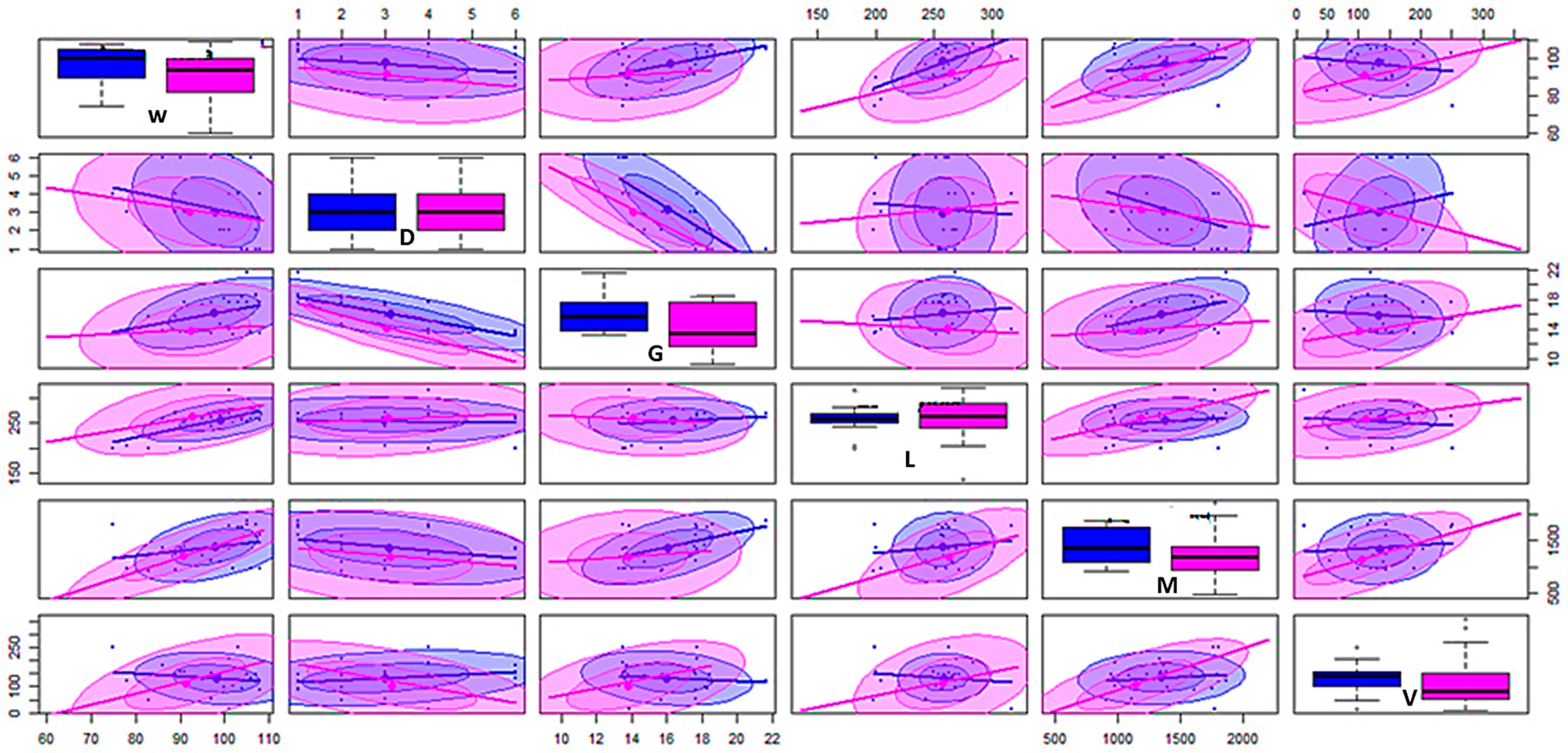
3.1. Determination of Factors Affecting the Concentration of Reducing Sugars in Banana Leaf Extract
3.2. Banana Leaf Extract as a Means to Obtain BNC
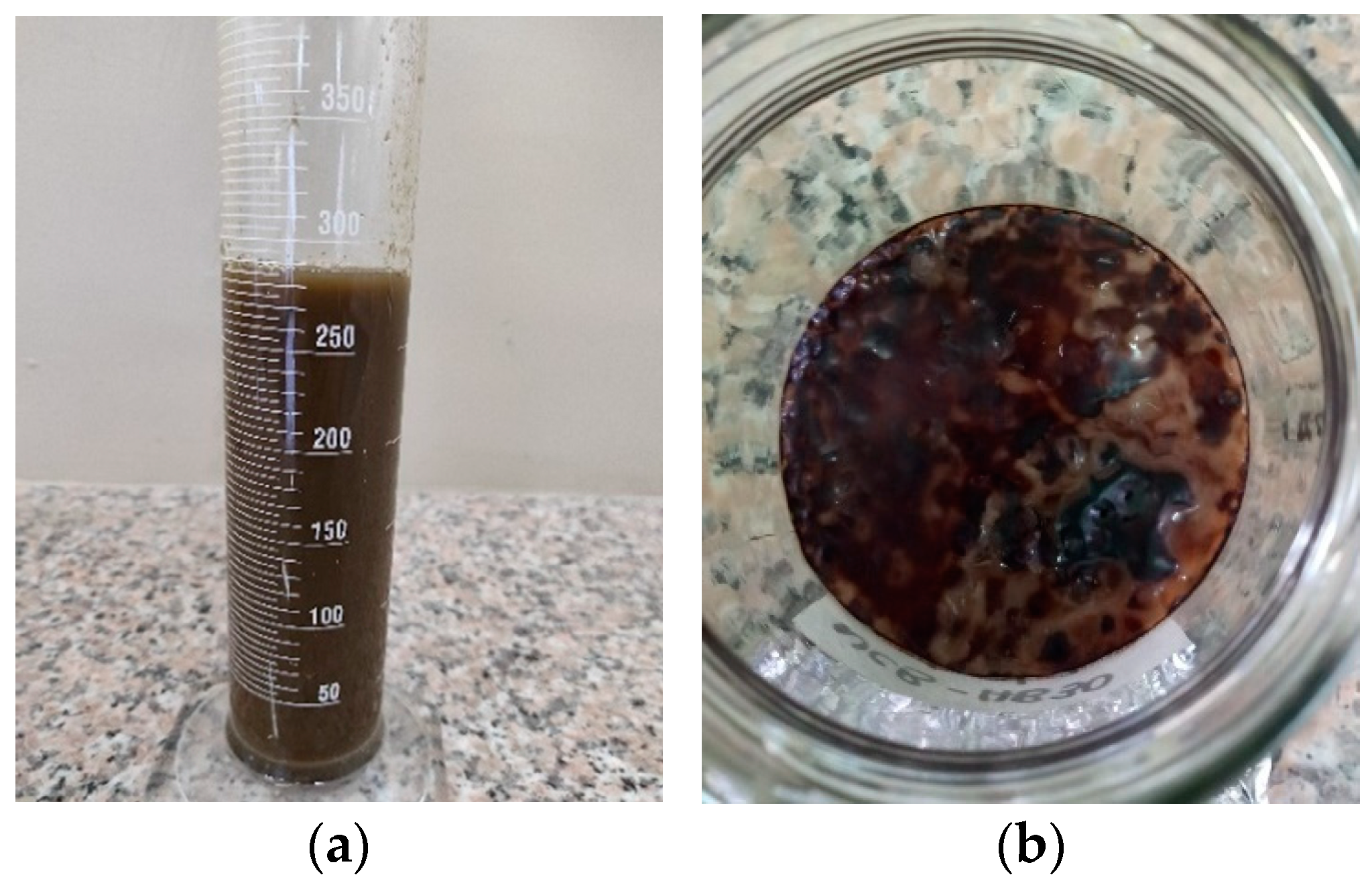
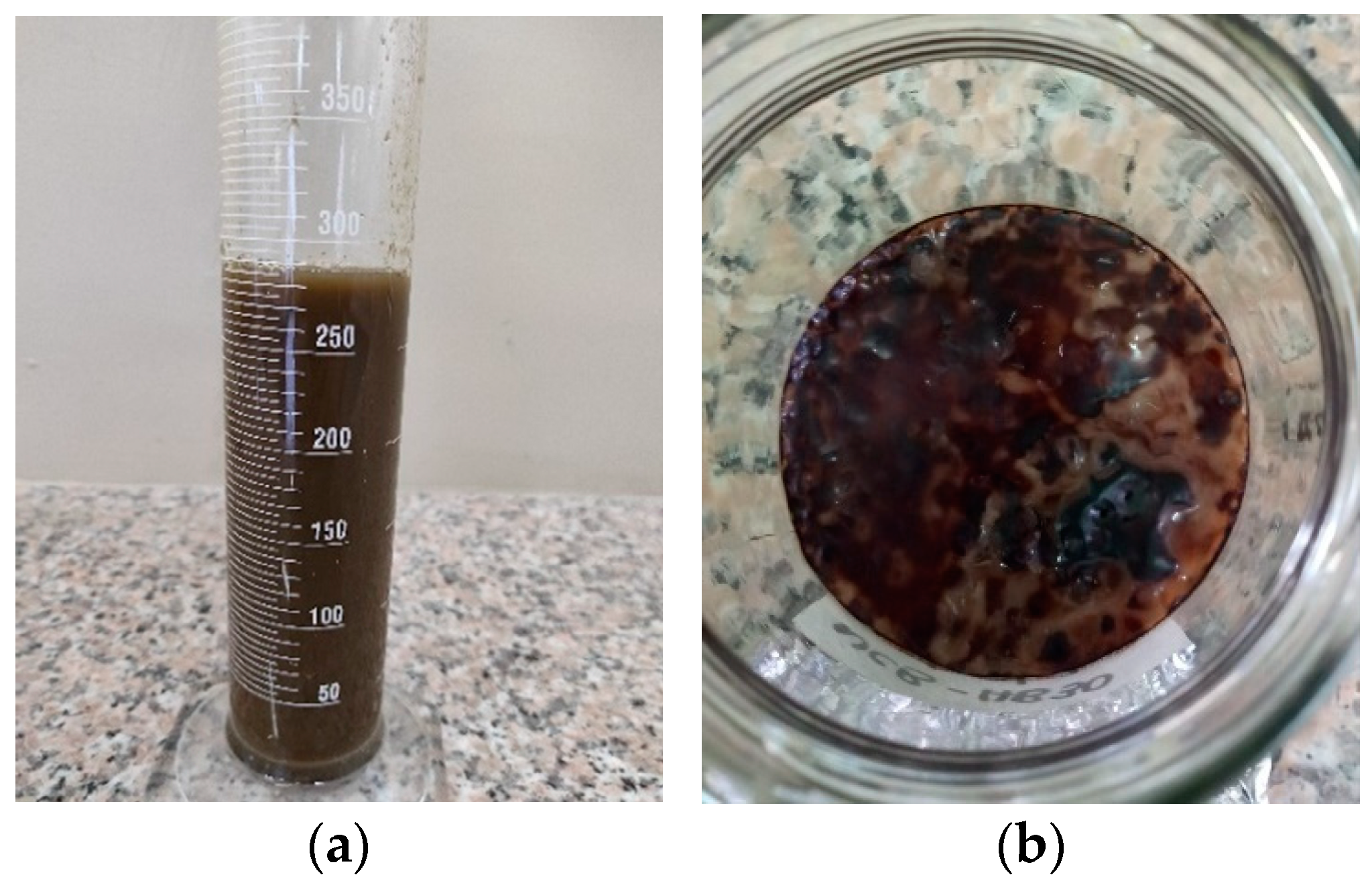
3.2.1. Culture Medium, Collection, and Purification of the Membrane
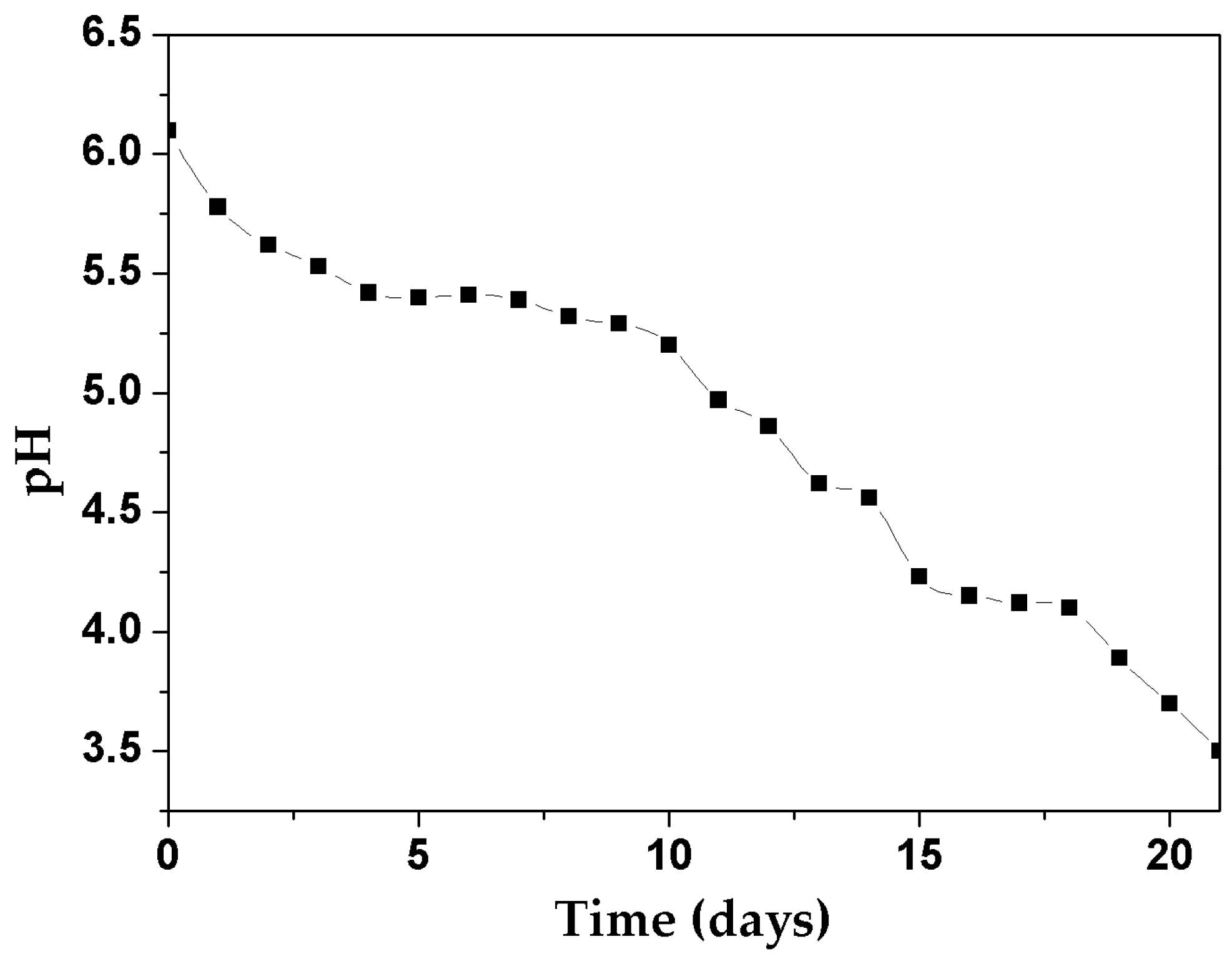
3.2.2. Acidity Level (pH) of Kombucha Tea Based on BLE
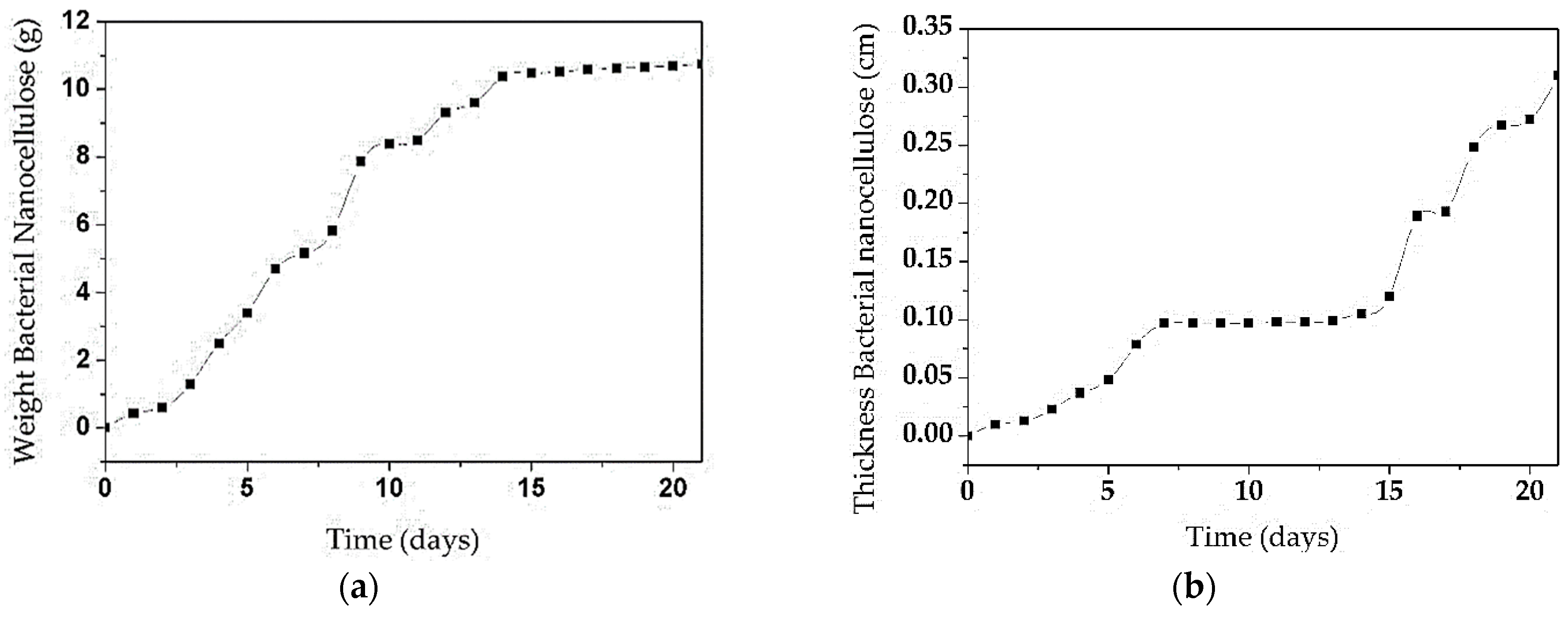
3.2.3. Determination of Fresh Weight and Thickness of BNC
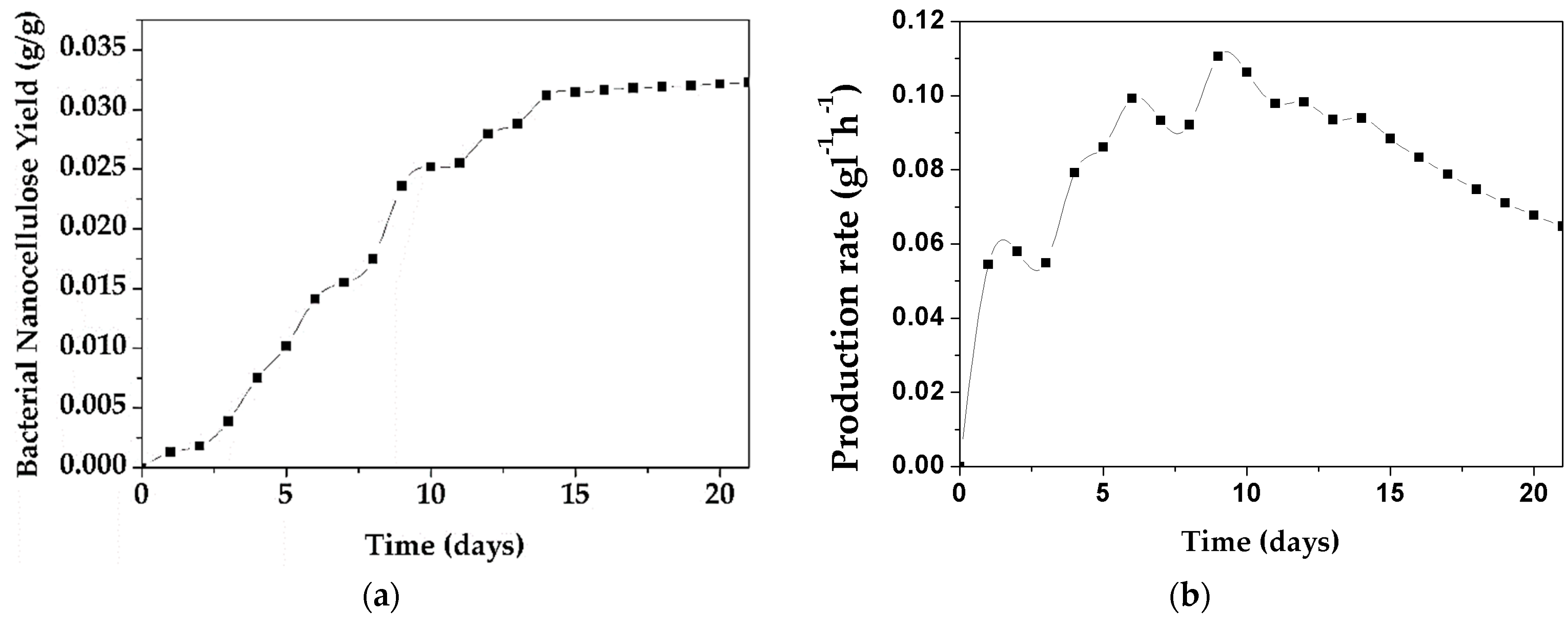
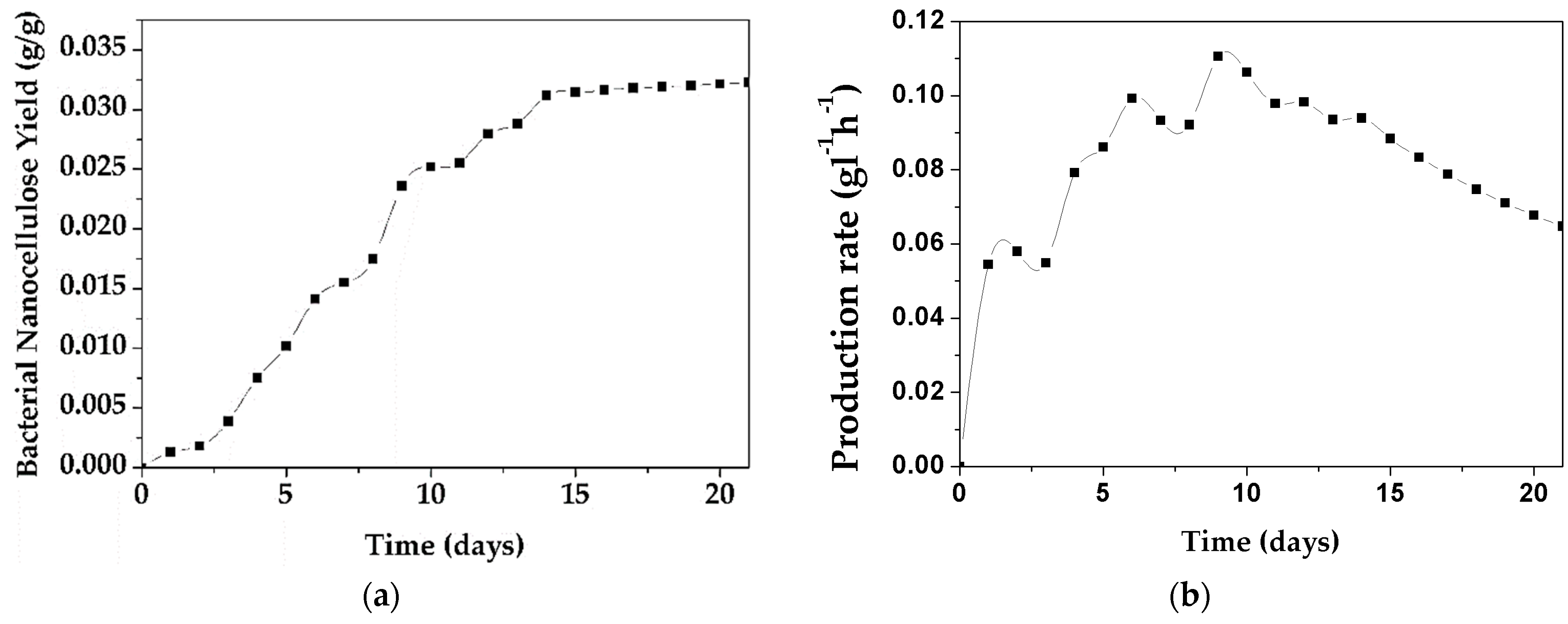
3.2.4. BNC Production
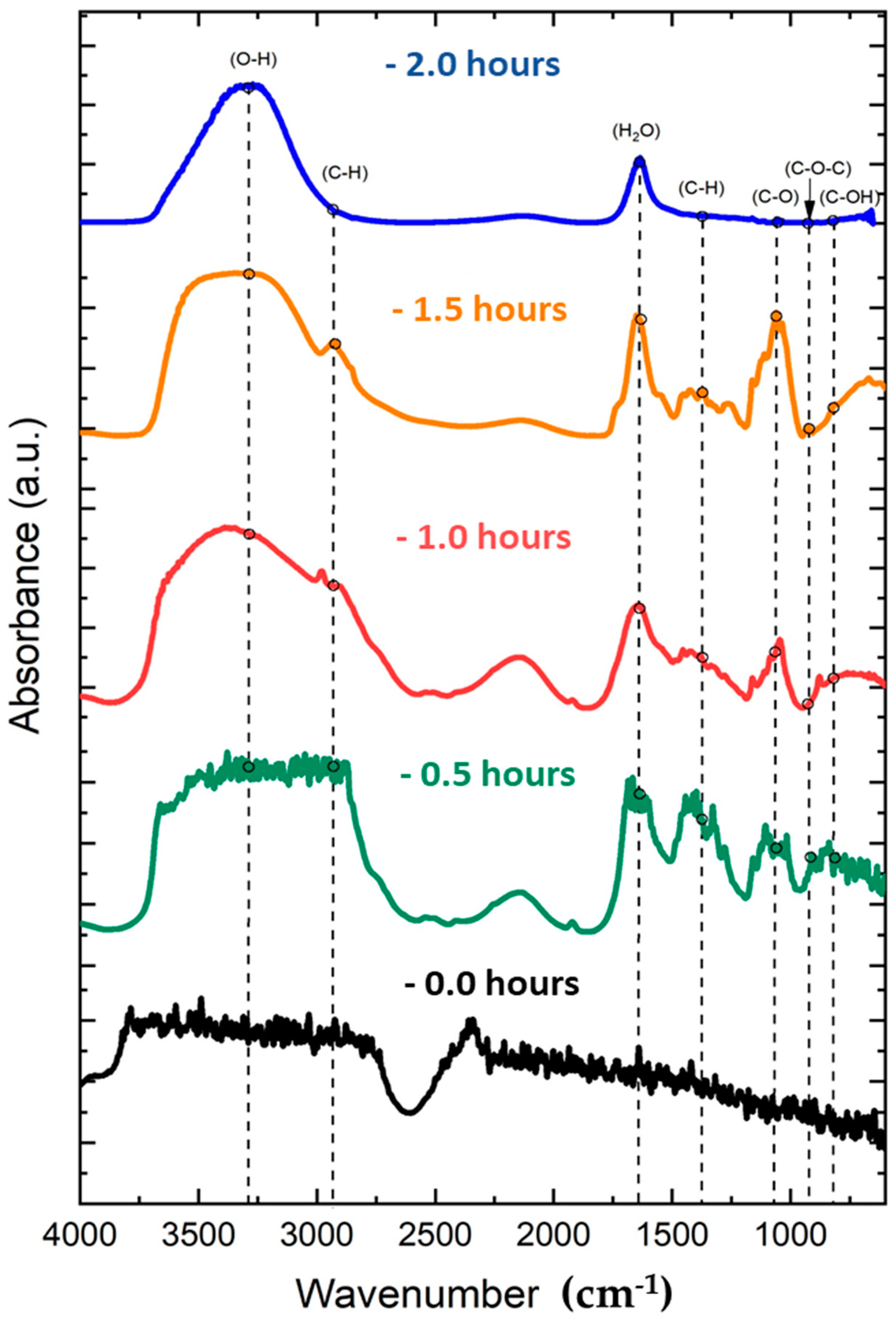
3.2.5. Fourier Transform Infrared (FTIR)
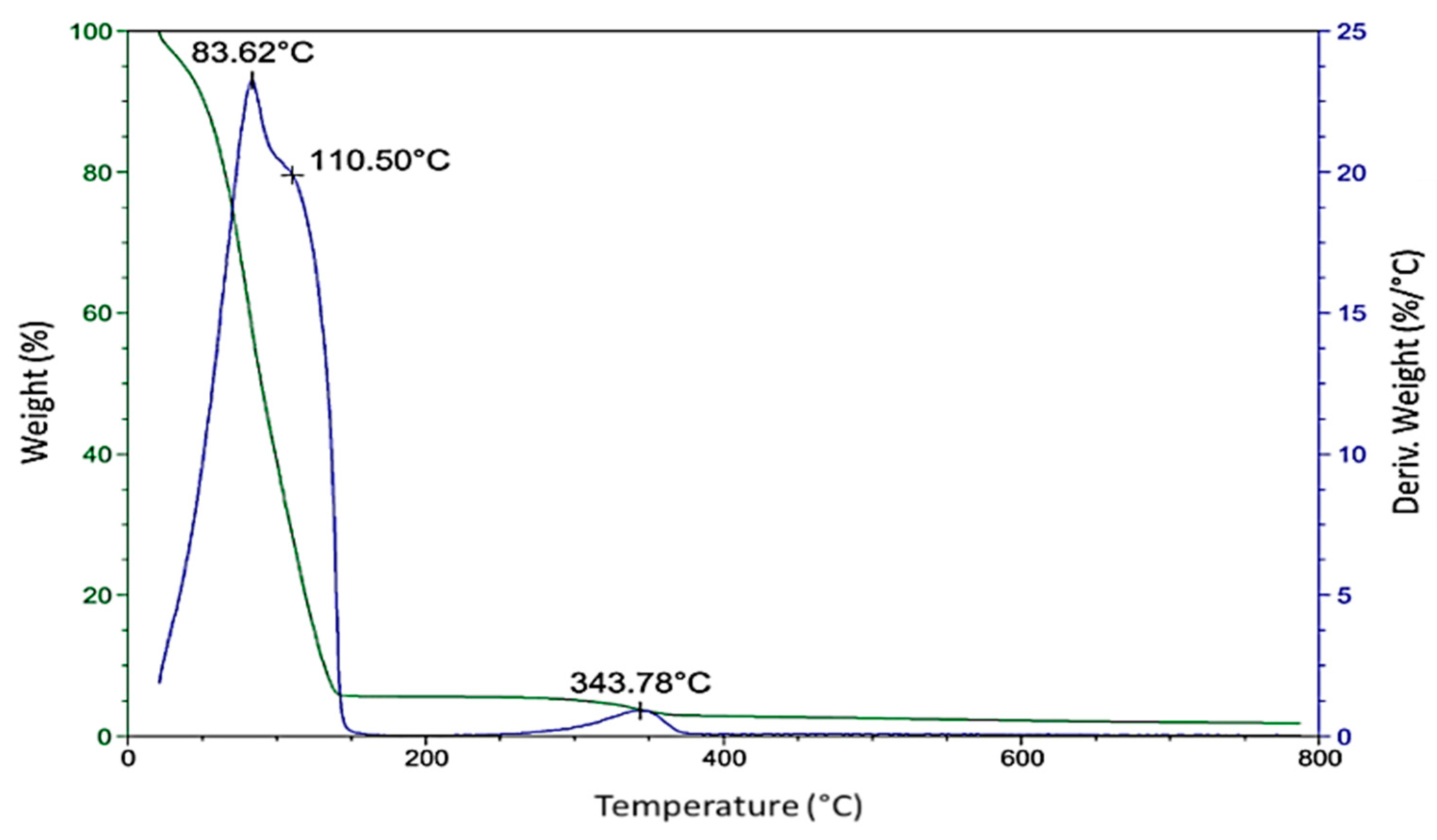
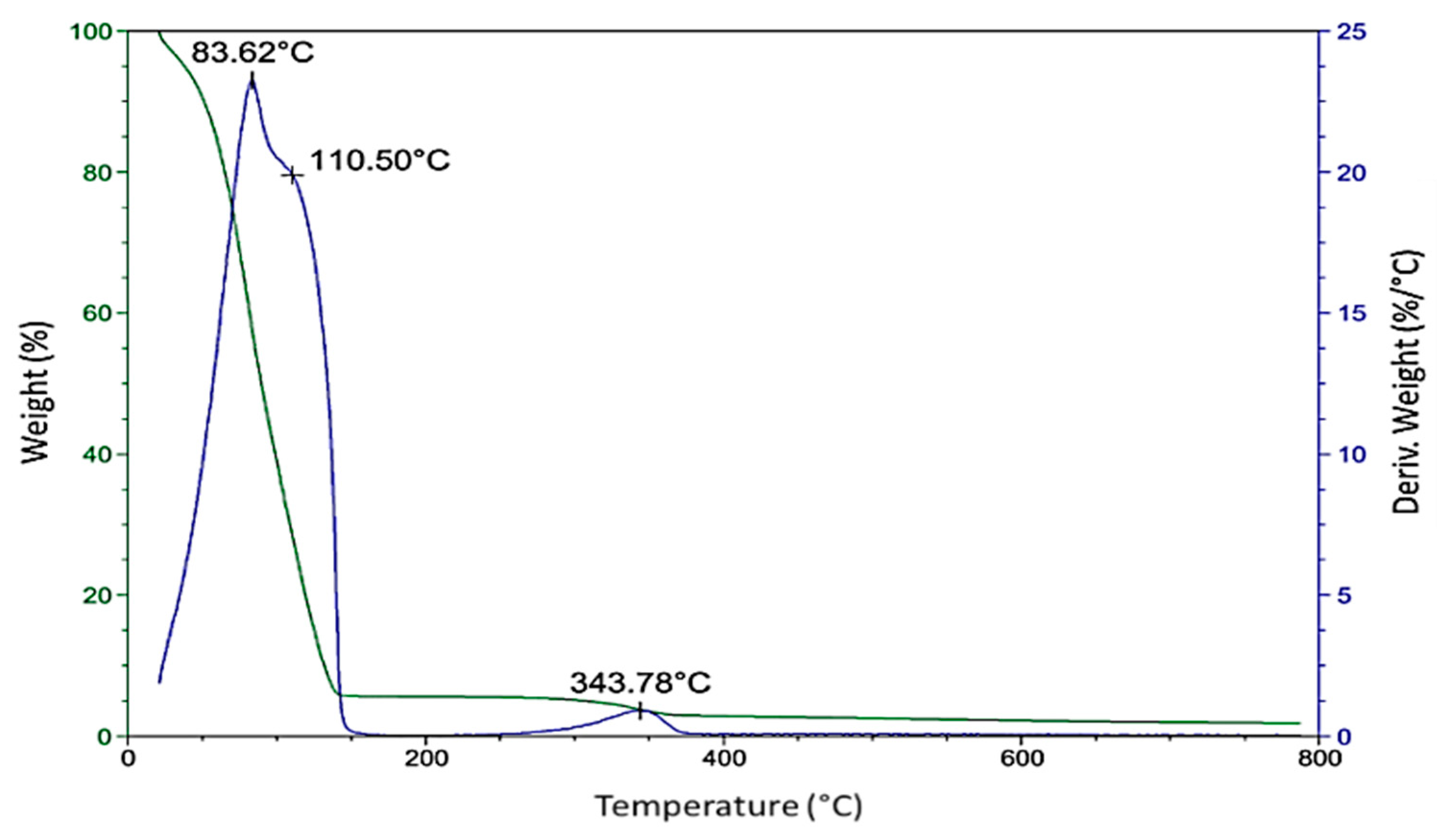
3.2.6. Thermogravimetric Analysis (TGA)
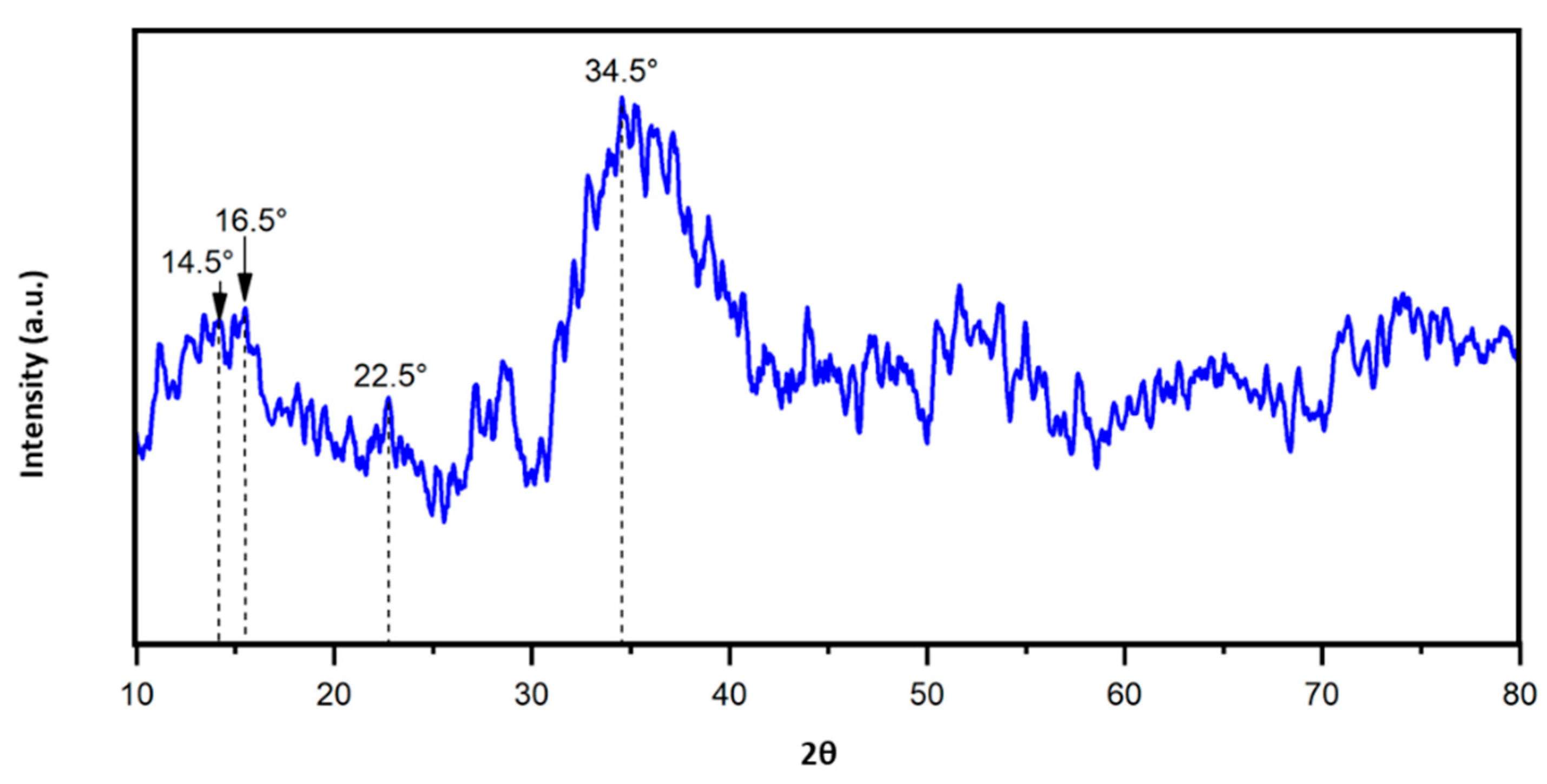
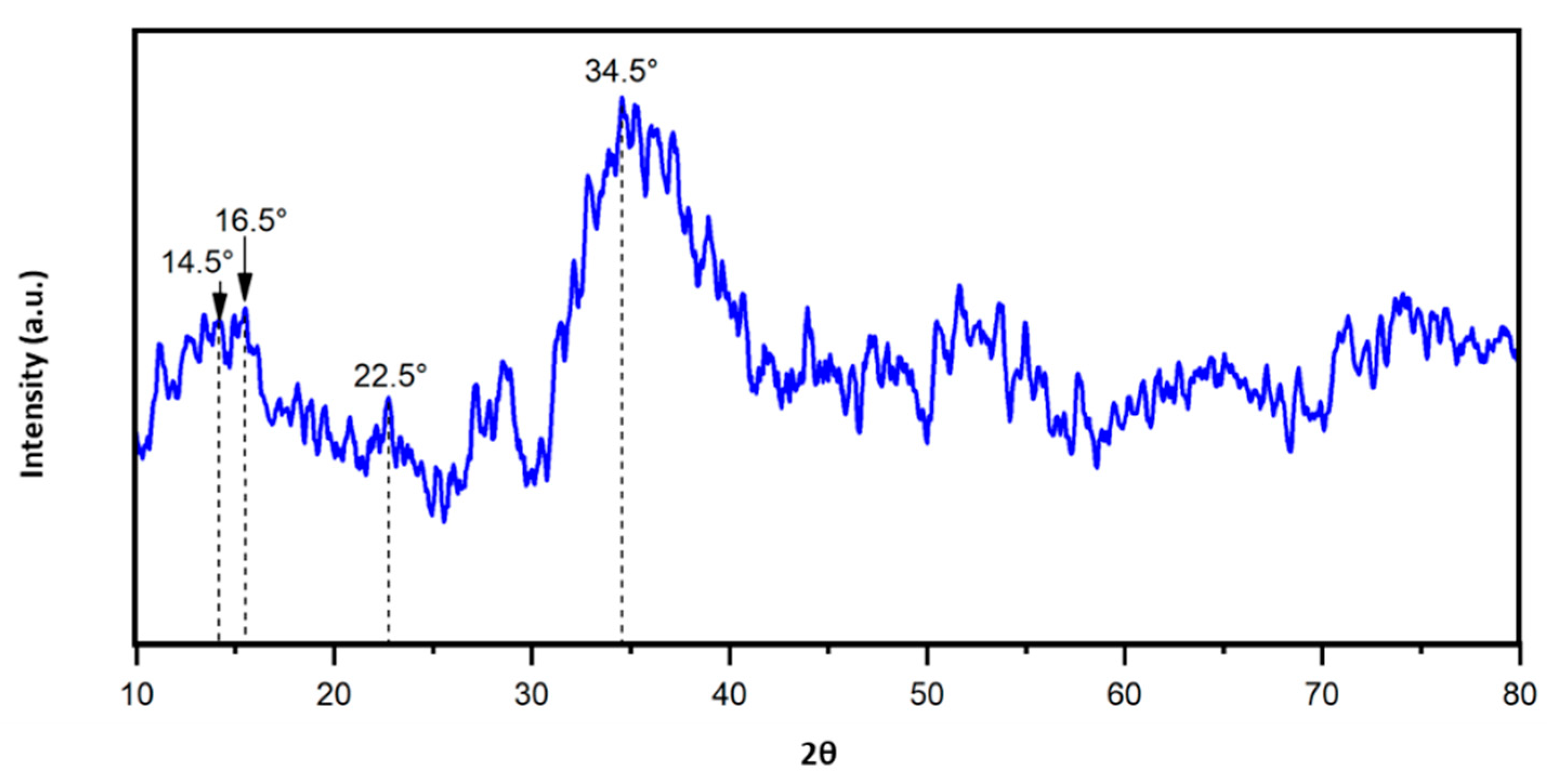
3.2.7. X-ray Diffraction (XRD)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Food and Agriculture Organization. Análisis del Mercado del Banano. Panorama General de Febrero de 2020. 2020. Available online: https://www.fao.org/3/ca9212es/ca9212es.pdf (accessed on 10 June 2021).
- Guerrero, A.B.; Muñoz, E. Life cycle assessment of second generation ethanol derived from banana agricultural waste: Environmental impacts and energy balance. J. Clean. Prod. 2018, 174, 710–717. [Google Scholar] [CrossRef]
- Lamessa, K. Performance evaluation of banana varieties, through farmer’s participatory selection. Int. J. Fruit Sci. 2021, 21, 768–778. [Google Scholar] [CrossRef]
- Iriarte, A.; Almeida, M.G.; Villalobos, P. Carbon footprint of premium quality export bananas: Case study in Ecuador, the world’s largest exporter. Sci. Total. Environ. 2014, 472, 1082–1088. [Google Scholar] [CrossRef]
- Velasquez-Arredondo, H.I.; Ruiz-Colorado, A.A.; Junior, S.D.O. Ethanol production process from banana fruit and its lignocellulosic residues: Energy analysis. Energy 2010, 35, 3081–3087. [Google Scholar] [CrossRef]
- Tarrés, Q.; Espinosa, E.; Domínguez-Robles, J.; Rodríguez, A.; Mutjé, P.; Delgado-Aguilar, M. The suitability of banana leaf residue as raw material for the production of high lignin content micro/nano fibers: From residue to value-added products. Ind. Crop. Prod. 2017, 99, 27–33. [Google Scholar] [CrossRef]
- Tan, J.S.; Phapugrangkul, P.; Lee, C.K.; Lai, Z.-W.; Abu Bakar, M.H.; Murugan, P. Banana frond juice as novel fermentation substrate for bioethanol production by Saccharomyces cerevisiae. Biocatal. Agric. Biotechnol. 2019, 21, 101293. [Google Scholar] [CrossRef]
- Anastopoulos, I.; Omirou, M.; Stephanou, C.; Oulas, A.; Vasiliades, M.A.; Efstathiou, A.M.; Ioannides, I.M. Valorization of agricultural wastes could improve soil fertility and mitigate soil direct N2O emissions. J. Environ. Manag. 2019, 250, 109389. [Google Scholar] [CrossRef] [PubMed]
- Hashim, N.; Tai, C.W.T.W.; Wen, H.X.W.X.; Ismail, A.; Kong, K.W. Comparative evaluation of antioxidant properties and isoflavones of tempeh fermented in two different wrapping materials. Curr. Res. Nutr. Food Sci. J. 2018, 6, 307–317. [Google Scholar] [CrossRef]
- Guimarães, G.G.F.; Cantú, R.R.; Scherer, R.F.; Beltrame, A.B.; De Haro, M.M. Banana crop nutrition: Insights into different nutrient sources and soil fertilizer application strategies. Rev. Bras. Ciência Solo 2020, 44. [Google Scholar] [CrossRef]
- Gómez-García, R.; Campos, D.A.; Aguilar, C.N.; Madureira, A.R.; Pintado, M. Valorisation of food agro-industrial by-products: From the past to the present and perspectives. J. Environ. Manag. 2021, 299, 113571. [Google Scholar] [CrossRef] [PubMed]
- Jimenez-Lopez, C.; Fraga-Corral, M.; Carpena, M.; García-Oliveira, P.; Echave, J.; Pereira, A.G.; Lourenço-Lopes, C.; Prieto, M.A.; Simal-Gandara, J. Agriculture waste valorisation as a source of antioxidant phenolic compounds within a circular and sustainable bioeconomy. Food Funct. 2020, 11, 4853–4877. [Google Scholar] [CrossRef] [PubMed]
- Roibás, L.; Elbehri, A.; Hospido, A. Evaluating the sustainability of Ecuadorian bananas: Carbon footprint, water usage and wealth distribution along the supply chain. Sustain. Prod. Consum. 2015, 2, 3–16. [Google Scholar] [CrossRef]
- Roibás, L.; Elbehri, A.; Hospido, A. Carbon footprint along the Ecuadorian banana supply chain: Methodological improvements and calculation tool. J. Clean. Prod. 2016, 112, 2441–2451. [Google Scholar] [CrossRef]
- Ortiz-Ulloa, J.A.; Abril-González, M.F.; Pelaez-Samaniego, M.R.; Zalamea-Piedra, T.S. Biomass yield and carbon abatement potential of banana crops (Musa spp.) in Ecuador. Environ. Sci. Pollut. Res. 2020, 28, 18741–18753. [Google Scholar] [CrossRef]
- Venkatramanan, V.; Shah, S.; Rai, A.K.; Prasad, R. Nexus between crop residue burning, bioeconomy and sustainable development goals over North-Western India. Front. Energy Res. 2021, 8, 392. [Google Scholar] [CrossRef]
- Romero Bonilla, H.; Tinoco Gómez, O.K.; Dávila, D. Hidrólisis Enzimática de Residuos Agroindustriales del Banano Para la Obtención de Jarabe Glucosado Aplicando Tres Pretratamientos. 2015. Available online: https://www.redalyc.org/articulo.oa?id=81642256012 (accessed on 30 October 2020).
- Costa, S.; Rugiero, I.; Uria, C.L.; Pedrini, P.; Tamburini, E. Lignin degradation efficiency of chemical pre-treatments on banana rachis destined to bioethanol production. Biomololecules 2018, 8, 141. [Google Scholar] [CrossRef] [Green Version]
- Lin, Z.; Huang, H.; Zhang, H.; Zhang, L.; Yan, L.; Chen, J. Ball milling pretreatment of corn stover for enhancing the efficiency of enzymatic hydrolysis. Appl. Biochem. Biotechnol. 2010, 162, 1872–1880. [Google Scholar] [CrossRef]
- Świątek, K.; Gaag, S.; Klier, A.; Kruse, A.; Sauer, J.; Steinbach, D. Acid hydrolysis of Lignocellulosic Biomass: Sugars and furfurals formation. Catalysts 2020, 10, 437. [Google Scholar] [CrossRef] [Green Version]
- Jayanna, N.K.K.; Basaiah, T.; Krishnappa, P. Effectiveness of Trichoderma viride and Phanerochaete chrysosporium NCIM 1197 pretreatment for second generation ethanol production from Areca Nut (Areca catechu L.) husk by separate hydrolysis and fermentation (SHF) process. Res. J. Biotechnol. 2021, 16, 95–104. [Google Scholar]
- Alvira, P.; Tomás-Pejó, E.; Ballesteros, M.; Negro, M. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 2010, 101, 4851–4861. [Google Scholar] [CrossRef] [PubMed]
- Licari, A.; Monlau, F.; Solhy, A.; Buche, P.; Barakat, A. Comparison of various milling modes combined to the enzymatic hydrolysis of lignocellulosic biomass for bioenergy production: Glucose yield and energy efficiency. Energy 2016, 102, 335–342. [Google Scholar] [CrossRef]
- Govumoni, S.P.; Koti, S.; Kothagouni, S.Y.; Linga, V.R. Evaluation of pretreatment methods for enzymatic saccharification of wheat straw for bioethanol production. Carbohydr. Polym. 2013, 91, 646–650. [Google Scholar] [CrossRef]
- Singh, R.; Shukla, A.; Tiwari, S.; Srivastava, M. A review on delignification of lignocellulosic biomass for enhancement of ethanol production potential. Renew. Sustain. Energy Rev. 2014, 32, 713–728. [Google Scholar] [CrossRef]
- Shimizu, F.L.; Monteiro, P.Q.; Ghiraldi, P.H.C.; Melati, R.B.; Pagnocca, F.C.; de Souza, W.; Sant’Anna, C.; Brienzo, M. Acid, alkali and peroxide pretreatments increase the cellulose accessibility and glucose yield of banana pseudostem. Ind. Crop. Prod. 2018, 115, 62–68. [Google Scholar] [CrossRef] [Green Version]
- Suhag, M.; Kumar, A.; Singh, J. Saccharification and fermentation of pretreated banana leaf waste for ethanol production. SN Appl. Sci. 2020, 2, 1–9. [Google Scholar] [CrossRef]
- Damayanti, D.; Supriyadi, D.; Amelia, D.; Saputri, D.R.; Devi, Y.L.L.; Auriyani, W.A.; Wu, H.S. Conversion of Lignocellulose for bioethanol production, applied in bio-polyethylene terephthalate. Polymers 2021, 13, 2886. [Google Scholar] [CrossRef]
- Cotana, F.; Cavalaglio, G.; Gelosia, M.; Coccia, V.; Petrozzi, A.; Ingles, D.; Pompili, E. A comparison between SHF and SSSF processes from cardoon for ethanol production. Ind. Crop. Prod. 2015, 69, 424–432. [Google Scholar] [CrossRef]
- Sun, S.; Sun, S.; Cao, X.; Sun, R. The role of pretreatment in improving the enzymatic hydrolysis of lignocellulosic materials. Bioresour. Technol. 2016, 199, 49–58. [Google Scholar] [CrossRef]
- Watkins, D.; Nuruddin, M.; Hosur, M.; Tcherbi-Narteh, A.; Jeelani, S. Extraction and characterization of lignin from different biomass resources. J. Mater. Res. Technol. 2015, 4, 26–32. [Google Scholar] [CrossRef] [Green Version]
- Gonçalves Filho, L.C.; Fischer, G.A.A.; Sellin, N.; Marangoni, C.; Souza, O. Hydrolysis of banana tree pseudostem and second-generation ethanol production by saccharomyces cerevisae. J. Environ. Sci. Eng. 2013, 2, 65–69. [Google Scholar]
- Sarkar, D.; Prajapati, S.; Poddar, K.; Sarkar, A. Production of ethanol by Enterobacter sp. EtK3 during fruit waste biotransformation. Int. Biodeterior. Biodegrad. 2019, 145, 104795. [Google Scholar] [CrossRef]
- Linzmeyer, P.; Ramlow, H.; Souza, O.; Sellin, N.; Marangoni, C. Effects of by-products of fermentation of banana pseudostem on ethanol separation by pervaporation. Biotechnol. Prog. 2019, 35, e2830. [Google Scholar] [CrossRef] [PubMed]
- Guerrero, A.B.; Aguado, P.L.; Sánchez, J.; Curt, M.D. GIS-Based Assessment of banana residual biomass potential for ethanol production and power generation: A case study. Waste Biomass Valorization 2016, 7, 405–415. [Google Scholar] [CrossRef] [Green Version]
- Pazmiño-Hernandez, M.; Moreira, C.; Pullammanappallil, P. Feasibility assessment of waste banana peduncle as feedstock for biofuel production. Biofuels 2017, 10, 473–484. [Google Scholar] [CrossRef]
- Atinkut, H.B.; Yan, T.; Zhang, F.; Qin, S.; Gai, H.; Liu, Q. Cognition of agriculture waste and payments for a circular agriculture model in Central China. Sci. Rep. 2020, 10, 1–15. [Google Scholar] [CrossRef]
- Mboumboue, E.; Njomo, D. Biomass resources assessment and bioenergy generation for a clean and sustainable development in Cameroon. Biomass Bioenergy 2018, 118, 16–23. [Google Scholar] [CrossRef]
- Phirke, N.; Patil, R.; Chincholkar, S.; Kothari, R. Recycling of banana pseudostem waste for economical production of quality banana. Resour. Conserv. Recycl. 2001, 31, 347–353. [Google Scholar] [CrossRef]
- Teigiserova, D.; Hamelin, L.; Thomsen, M. Review of high-value food waste and food residues biorefineries with focus on unavoidable wastes from processing. Resour. Conserv. Recycl. 2019, 149, 413–426. [Google Scholar] [CrossRef]
- Mufidah, E.; Prihanto, A.A.; Wakayama, M. Optimization of L-lactic acid production from banana peel by multiple parallel fermentation with Bacillus licheniformis and Aspergillus awamori. Food Sci. Technol. Res. 2017, 23, 137–143. [Google Scholar] [CrossRef] [Green Version]
- Acevedo, S.A.; Carrillo, Á.J.D.; Flórez-López, E.; Grande-Tovar, C.D. Recovery of banana waste-loss from production and processing: A contribution to a circular economy. Molecules 2021, 26, 5282. [Google Scholar] [CrossRef]
- Naranjo, J.M.; Cardona, C.A.; Higuita, J.C. Use of residual banana for polyhydroxybutyrate (PHB) production: Case of study in an integrated biorefinery. Waste Manag. 2014, 34, 2634–2640. [Google Scholar] [CrossRef]
- Sijabat, E.K.; Nuruddin, A.; Aditiawati, P.; Purwasasmita, B.S. Synthesis and characterization of bacterial Nanocellulose from banana peel for water filtration membrane application. J. Phys. Conf. Ser. 2019, 1230, 012085. [Google Scholar] [CrossRef]
- Gabhane, J.; William, S.P.; Gadhe, A.; Rath, R.; Vaidya, A.N.; Wate, S. Pretreatment of banana agricultural waste for bio-ethanol production: Individual and interactive effects of acid and alkali pretreatments with autoclaving, microwave heating and ultrasonication. Waste Manag. 2014, 34, 498–503. [Google Scholar] [CrossRef]
- Fernandes, E.R.K.; Marangoni, C.; Souza, O.; Sellin, N. Thermochemical characterization of banana leaves as a potential energy source. Energy Convers. Manag. 2013, 75, 603–608. [Google Scholar] [CrossRef]
- Sagrin, M.S.; Chong, G.H. Effects of drying temperature on the chemical and physical properties of Musa acuminata Colla (AAA Group) leaves. Ind. Crop. Prod. 2013, 45, 430–434. [Google Scholar] [CrossRef]
- Rajagukguk, Y.V.; Arnold, M. Tempoyak: Fermented durian paste of Malay ethnic and its functional properties. Int. J. Gastron. Food Sci. 2021, 23, 100297. [Google Scholar] [CrossRef]
- Erdiansyah, M.; Meryandini, A.; Wijaya, M.; Suwanto, A. Microbiological quality of tempeh with different wraps: Banana leaf versus plastic. J. Food Sci. Technol. 2021, 1–8. [Google Scholar] [CrossRef]
- Chai, S.Y.; Abbasiliasi, S.; Lee, C.K.; Ibrahim, T.A.T.; Kadkhodaei, S.; Mohamed, M.S.; Hashim, R.; Tan, J.S. Extraction of fresh banana waste juice as non-cellulosic and non-food renewable feedstock for direct lipase production. Renew. Energy 2018, 126, 431–436. [Google Scholar] [CrossRef]
- D’Amato, D.; Droste, N.; Allen, B.; Kettunen, M.; Lähtinen, K.; Korhonen, J.; Leskinen, P.; Matthies, B.D.; Toppinen, A. Green, circular, bio economy: A comparative analysis of sustainability avenues. J. Clean. Prod. 2017, 168, 716–734. [Google Scholar] [CrossRef]
- Egea, F.J.; Torrente, R.G.; Aguilar, A. An efficient agro-industrial complex in Almería (Spain): Towards an integrated and sustainable bioeconomy model. New Biotechnol. 2018, 40, 103–112. [Google Scholar] [CrossRef] [PubMed]
- Waramit, N. Developing a bioeconomy in Thailand. J. Int. Soc. Southeast Asian Agric. Sci. 2012, 18, 34–44. [Google Scholar]
- Duque-Acevedo, M.; Belmonte-Ureña, L.J.; Cortés-García, F.J.; Camacho-Ferre, F. Agricultural waste: Review of the evolution, approaches and perspectives on alternative uses. Glob. Ecol. Conserv. 2020, 22, e00902. [Google Scholar] [CrossRef]
- Li, C.; Aston, J.E.; Lacey, J.A.; Thompson, V.S.; Thompson, D.N. Impact of feedstock quality and variation on biochemical and thermochemical conversion. Renew. Sustain. Energy Rev. 2016, 65, 525–536. [Google Scholar] [CrossRef] [Green Version]
- Williams, C.L.; Westover, T.; Emerson, R.M.; Tumuluru, J.S.; Li, C. Sources of biomass feedstock variability and the potential impact on biofuels production. BioEnergy Res. 2016, 9, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Ng, H.S.; Kee, P.E.; Yim, H.S.; Chen, P.-T.; Wei, Y.-H.; Lan, J.C.-W. Recent advances on the sustainable approaches for conversion and reutilization of food wastes to valuable bioproducts. Bioresour. Technol. 2020, 302, 122889. [Google Scholar] [CrossRef]
- Kapp, J.M.; Sumner, W. Kombucha: A systematic review of the empirical evidence of human health benefit. Ann. Epidemiol. 2019, 30, 66–70. [Google Scholar] [CrossRef] [PubMed]
- Villarreal-Soto, S.A.; Beaufort, S.; Bouajila, J.; Souchard, J.-P.; Taillandier, P. Understanding Kombucha tea fermentation: A review. J. Food Sci. 2018, 83, 580–588. [Google Scholar] [CrossRef]
- Amarasinghe, H.; Weerakkody, N.; Waisundara, V.Y. Evaluation of physicochemical properties and antioxidant activities of kombucha “Tea Fungus” during extended periods of fermentation. Food Sci. Nutr. 2018, 6, 659–665. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jayabalan, R.; Marimuthu, S.; Swaminathan, K. Changes in content of organic acids and tea polyphenols during kombucha tea fermentation. Food Chem. 2007, 102, 392–398. [Google Scholar] [CrossRef]
- Dima, S.-O.; Panaitescu, D.-M.; Orban, C.; Ghiurea, M.; Doncea, S.-M.; Fierascu, R.C.; Nistor, C.L.; Alexandrescu, E.; Nicolae, C.-A.; Trică, B.; et al. Bacterial nanocellulose from side-streams of Kombucha Beverages production: Preparation and physical-chemical properties. Polymers 2017, 9, 374. [Google Scholar] [CrossRef] [Green Version]
- Leal, J.M.; Suárez, L.V.; Jayabalan, R.; Oros, J.H.; Escalante-Aburto, A. A review on health benefits of kombucha nutritional compounds and metabolites. CyTA J. Food 2018, 16, 390–399. [Google Scholar] [CrossRef] [Green Version]
- Pure, A.E.; Pure, M.E. Antioxidant and antibacterial activity of Kombucha Beverages prepared using banana peel, common nettles and black tea infusions. Appl. Food Biotechnol 2016, 3, 125–130. [Google Scholar]
- Kim, J.Y.; Shin, H.J.; Kim, H.L.; Park, H.; Kim, P.K.; Park, S.; Kim, S.H. The Compositional and functional properties of Kombucha: A literature review. Food Eng. Prog. 2020, 24, 1–14. [Google Scholar] [CrossRef]
- Mercado Global de Kombucha: Informes de la Industria. Available online: https://www.360researchreports.com/-global-kombucha-market-17759175 (accessed on 22 August 2021).
- Kim, J.; Adhikari, K. Current trends in Kombucha: Marketing perspectives and the need for improved sensory research. Beverages 2020, 6, 15. [Google Scholar] [CrossRef] [Green Version]
- Coelho, R.M.D.; de Almeida, A.L.; Amaral, R.Q.G.D.; da Mota, R.N.; de Sousa, P.H.M. Kombucha: Review. Int. J. Gastron. Food Sci. 2020, 22, 100272. [Google Scholar] [CrossRef]
- Gupte, Y.; Kulkarni, A.; Raut, B.; Sarkar, P.; Choudhury, R.; Chawande, A.; Kumar, G.R.K.; Bhadra, B.; Satapathy, A.; Das, G.; et al. Characterization of nanocellulose production by strains of Komagataeibacter sp. isolated from organic waste and Kombucha. Carbohydr. Polym. 2021, 266, 118176. [Google Scholar] [CrossRef]
- Semjonovs, P.; Ruklisha, M.; Paegle, L.; Saka, M.; Treimane, R.; Skute, M.; Rozenberga, L.; Vikele, L.; Sabovics, M.; Cleenwerck, I. Cellulose synthesis by Komagataeibacter rhaeticus strain P 1463 isolated from Kombucha. Appl. Microbiol. Biotechnol. 2017, 101, 1003–1012. [Google Scholar] [CrossRef] [PubMed]
- Nirmal, N.; Pillay, M.N.; Mariola, M.; Petruccione, F.; van Zyl, W.E. Formation of dialysis-free Kombucha-based bacterial nanocellulose embedded in a polypyrrole/PVA composite for bulk conductivity measurements. RSC Adv. 2020, 10, 27585–27597. [Google Scholar] [CrossRef]
- Ludwicka, K.; Kaczmarek, M.; Białkowska, A. Bacterial nanocellulose—A biobased polymer for active and intelligent food packaging applications: Recent advances and developments. Polymers 2020, 12, 2209. [Google Scholar] [CrossRef]
- Jozala, A.F.; de Lencastre-Novaes, L.C.; Lopes, A.M.; Santos-Ebinuma, V.D.C.; Mazzola, P.G.; Pessoa, A., Jr.; Grotto, D.; Gerenutti, M.; Chaud, M.V. Bacterial nanocellulose production and application: A 10-year overview. Appl. Microbiol. Biotechnol. 2016, 100, 2063–2072. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- IPIGRI—International Plant Genetic Resources Institute. Descriptors for Banana (Musa spp.). 1996. Available online: https://www.bioversityinternational.org/e-library/publications/detail/descriptors-for-banana-musa-spp/ (accessed on 16 June 2021).
- Ingale, S.; Joshi, S.J.; Gupte, A. Production of bioethanol using agricultural waste: Banana pseudo stem. Braz. J. Microbiol. 2014, 45, 885–892. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Miller, G.L. Use of Dinitrosalicylic acid reagent for determination of reducing sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Molina-Ramírez, C.; Castro, C.; Zuluaga, R.; Gañán, P. Physical characterization of bacterial cellulose produced by Komagataeibacter medellinensis using food supply chain waste and agricultural by-products as alternative low-cost feedstocks. J. Polym. Environ. 2017, 26, 830–837. [Google Scholar] [CrossRef]
- Abol-Fotouh, D.; Hassan, M.A.; Shokry, H.; Roig, A.; Azab, M.S.; Kashyout, A.E.-H.B. Bacterial nanocellulose from agro-industrial wastes: Low-cost and enhanced production by Komagataeibacter saccharivorans MD1. Sci. Rep. 2020, 10, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Sijabat, E.K.; Nuruddin, A.; Aditiawati, P.; Purwasasmita, B.S. Optimization on the synthesis of bacterial nano cellulose (BNC) from banana peel waste for water filter membrane applications. Mater. Res. Express 2020, 7, 055010. [Google Scholar] [CrossRef]
- Khan, H.; Saroha, V.; Raghuvanshi, S.; Bharti, A.K.; Dutt, D. Valorization of fruit processing waste to produce high value-added bacterial nanocellulose by a novel strain Komagataeibacter xylinus IITR DKH20. Carbohydr. Polym. 2021, 260, 117807. [Google Scholar] [CrossRef]
- Gomes, F.P.; Silva, N.H.; Trovatti, E.; Serafim, L.; Duarte, M.F.; Silvestre, A.; Neto, C.; Freire, C. Production of bacterial cellulose by Gluconacetobacter sacchari using dry olive mill residue. Biomass Bioenergy 2013, 55, 205–211. [Google Scholar] [CrossRef]
- Khan, H.; Kadam, A.; Dutt, D. Studies on bacterial cellulose produced by a novel strain of Lactobacillus genus. Carbohydr. Polym. 2020, 229, 115513. [Google Scholar] [CrossRef]
- C. Molina-Ramírez, J. C. Molina-Ramírez, J. Álvarez, R. Zuluaga, C. Castro, and P. Gañán, “A Novel Approach Using Conventional Methodologies to Scale up BNC Production Using Komagataeibacter medellinensis and Rotten Banana Waste as Alternative,” Process. 2020, Vol. 8, Page 1469, vol. 8, no. 11, p. 1469, Nov. 2020. [Google Scholar] [CrossRef]
- Suada, I.K. Short communication: The potential of various indigenous Trichoderma spp. to suppress Plasmodiophora brassicae the pathogen of clubroot disease on cabbage. Biodiversitas J. Biol. Divers. 2017, 18, 1424–1429. [Google Scholar] [CrossRef]
- Oliveira, L.; Cordeiro, N.; Evtuguin, D.; Torres, I.; Silvestre, A. Chemical composition of different morphological parts from ‘Dwarf Cavendish’ banana plant and their potential as a non-wood renewable source of natural products. Ind. Crop. Prod. 2007, 26, 163–172. [Google Scholar] [CrossRef]
- Kumar, P.; Sharma, R.; Ray, S.; Mehariya, S.; Patel, S.K.; Lee, J.-K.; Kalia, V.C. Dark fermentative bioconversion of glycerol to hydrogen by Bacillus thuringiensis. Bioresour. Technol. 2015, 182, 383–388. [Google Scholar] [CrossRef]
- Souza, E.L.D.; Liebl, G.F.; Marangoni, C.; Sellin, N.; Montagnoli, M.D.S.; Souza, O. Bioethanol from fresh and dried banana plant pseudostem. Chem. Eng. Trans. 2014, 38, 271–276. [Google Scholar]
- Solomon, S. Post-harvest deterioration of sugarcane. Sugar Tech. 2009, 11, 109–123. [Google Scholar] [CrossRef]
- Eggleston, G. Deterioration of cane juice—sources and indicators. Food Chem. 2002, 78, 95–103. [Google Scholar] [CrossRef]
- Wyse, R.E.; Dexter, S.T. Source of recoverable sugar losses in several sugarbeet varieties during storage. J. Sugarbeet Res. 1971, 16, 390–398. [Google Scholar] [CrossRef]
- Cornejo Lago, J.M.; Diagnóstico Socioeconómico y Demográfico del Recinto Tres Postes—Provincia del Guayas. Período 2012–2013. 2015. Available online: http://repositorio.ug.edu.ec/handle/redug/9160 (accessed on 14 November 2021).
- GAD. Consejo de Planificación del GAD Parroquial Rural Mariscal Sucre. Available online: http://www.gadmariscalsucre.gob.ec/media/pdot_archivos/pdyot-MariscalSucre2015-2025.pdf (accessed on 20 October 2021).
- Abdullah, N.A.; Rani, M.S.A.; Mohammad, M.; Sainorudin, M.H.; Asim, N.; Yaakob, Z.; Razali, H.; Emdadi, Z. Nanocellulose from agricultural waste as an emerging material for nanotechnology applications—An overview. Polimery 2021, 66, 157–168. [Google Scholar] [CrossRef]
- Ivanišová, E.; Meňhartová, K.; Terentjeva, M.; Harangozo, Ľ.; Kántor, A.; Kačániová, M. The evaluation of chemical, antioxidant, antimicrobial and sensory properties of kombucha tea beverage. J. Food Sci. Technol. 2020, 57, 1840–1846. [Google Scholar] [CrossRef] [PubMed]
- Sederavičiūtė, F.; Bekampienė, P.; Domskienė, J. Effect of pretreatment procedure on properties of Kombucha fermented bacterial cellulose membrane. Polym. Test. 2019, 78, 105941. [Google Scholar] [CrossRef]
- Dutta, H.; Paul, S.K. Kombucha drink: Production, quality, and safety aspects. Prod. Manag. Beverages 2019, 259–288. [Google Scholar] [CrossRef]
- Zou, C.; Li, R.-Y.; Chen, J.-X.; Wang, F.; Gao, Y.; Fu, Y.-Q.; Xu, Y.-Q.; Yin, J.-F. Zijuan tea-based Kombucha: Physicochemical, sensorial, and antioxidant profile. Food Chem. 2021, 363, 130322. [Google Scholar] [CrossRef]
- Lončar, E.; Djurić, M.; Malbaša, R.; Kolarov, L.; Klašnja, M. Influence of working conditions upon Kombucha conducted fermentation of black tea. Food Bioprod. Process. 2006, 84, 186–192. [Google Scholar] [CrossRef]
- Alderson, H.; Liu, C.; Mehta, A.; Gala, H.; Mazive, N.; Chen, Y.; Zhang, Y.; Wang, S.; Serventi, L. Sensory Profile of Kombucha Brewed with New Zealand Ingredients by Focus Group and Word Clouds. Fermentation 2021, 7, 100. [Google Scholar] [CrossRef]
- Motaung, T.E.; Linganiso, L.Z. Critical review on agrowaste cellulose applications for biopolymers. Int. J. Plast. Technol. 2018, 22, 185–216. [Google Scholar] [CrossRef]
- Tapias, Y.A.R.; Peltzer, M.A.; Delgado, J.F.; Salvay, A.G. Kombucha tea by-product as source of novel materials: Formulation and characterization of films. Food Bioprocess. Technol. 2020, 13, 1166–1180. [Google Scholar] [CrossRef]
- Cakar, F.; Özer, I.; Aytekin, A.; Şahin, F. Improvement production of bacterial cellulose by semi-continuous process in molasses medium. Carbohydr. Polym. 2014, 106, 7–13. [Google Scholar] [CrossRef]
- Tapias, Y.A.R.; Di Monte, M.V.; Peltzer, M.A.; Salvay, A.G. Bacterial cellulose films production by Kombucha symbiotic community cultured on different herbal infusions. Food Chem. 2021, 372, 131346. [Google Scholar] [CrossRef]
- Mandal, A.; Chakrabarty, D. Isolation of nanocellulose from waste sugarcane bagasse (SCB) and its characterization. Carbohydr. Polym. 2011, 86, 1291–1299. [Google Scholar] [CrossRef]
- Moreno, G.; Ramirez, K.; Esquivel, M.; Jimenez, G. Isolation and characterization of nanocellulose obtained from industrial crop waste resources by using mild acid hydrolysis. J. Renew. Mater. 2018, 6, 362–369. [Google Scholar] [CrossRef]
- Mukwaya, V.; Yu, W.; Asad, R.A.; Yagoub, H. An environmentally friendly method for the isolation of cellulose nano fibrils from banana rachis fibers. Text. Res. J. 2016, 87, 81–90. [Google Scholar] [CrossRef]
- Sharma, C.; Bhardwaj, N.K.; Pathak, P. Static intermittent fed-batch production of bacterial nanocellulose from black tea and its modification using chitosan to develop antibacterial green packaging material. J. Clean. Prod. 2021, 279, 123608. [Google Scholar] [CrossRef]
- Santos, S.M.; Carbajo, J.M.; Gómez, N.; Ladero, M.; Villar, J.C. Modification of bacterial cellulose biofilms with Xylan polyelectrolytes. Bioengineering 2017, 4, 93. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jozala, A.F.; Pertile, R.; Dos Santos, C.A.; Santos-Ebinuma, V.; Seckler, M.; Gama, F.M.; Pessoa, A. Bacterial cellulose production by Gluconacetobacter xylinus by employing alternative culture media. Appl. Microbiol. Biotechnol. 2015, 99, 1181–1190. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Location | Time (day) 1 | Length (cm) | Width (cm) | Weight (g) 2 | BLE (mL) | Banana Leaf Color | Canal Petiole | Yield BLE (% w/w) | Reducing Sugars (gL−1) |
|---|---|---|---|---|---|---|---|---|---|
| Mariscal Sucre | 1 | 283.00 | 102.00 | 1752.30 | 215.00 | 5e7804 | Wide | 12.52 | 18.00 |
| 291.00 | 109.00 | 2204.00 | 270.00 | 5e7804 | Wide | 12.50 | 18.40 | ||
| 299.00 | 100.00 | 1831.00 | 226.00 | 486904 | Wide | 12.59 | 17.60 | ||
| 2 | 244.00 | 100.00 | 656.56 | 83.00 | 719604 | Open | 12.89 | 13.50 | |
| 237.00 | 72.00 | 786.63 | 130.00 | 486904 | Wide | 16.86 | 17.60 | ||
| 215.00 | 81.00 | 789.79 | 63.00 | 618604 | Wide | 8.14 | 16.40 | ||
| 3 | 263.00 | 100.00 | 1392.03 | 70.00 | 6e8904 | Wide | 5.12 | 13.50 | |
| 256.00 | 100.00 | 1592.74 | 165.00 | b0dc04 | Wide | 10.57 | 13.50 | ||
| 297.00 | 104.00 | 2131.50 | 375.00 | 486904 | Open | 17.95 | 18.00 | ||
| 4 | 290.00 | 106.00 | 1802.00 | 205.00 | 486904 | Straight | 11.60 | 13.50 | |
| 242.00 | 60.00 | 473.81 | 60.00 | 5e7804 | Open | 12.92 | 5.30 | ||
| 273.00 | 82.00 | 954.00 | 75.00 | b0dc04 | Overlapping | 8.02 | 11.50 | ||
| 5 | 203.00 | 68.00 | 535.61 | 41.00 | 618604 | Wide | 7.81 | 9.80 | |
| 254.00 | 94.00 | 948.48 | 37.00 | bfd404 | Wide | 3.98 | 13.10 | ||
| 309.00 | 88.00 | 1254.01 | 20.00 | bfd404 | Wide | 1.63 | 9.40 | ||
| Tres postes | 1 | 256.00 | 108.00 | 1608.81 | 220.00 | 719604 | Open | 13.95 | 17.60 |
| 268.00 | 105.00 | 1862.38 | 210.00 | 334c04 | Open | 11.50 | 17.60 | ||
| 254.00 | 105.00 | 1790.47 | 245.00 | 3b5d04 | Wide | 13.96 | 16.00 | ||
| 2 | 286.00 | 92.00 | 1211.55 | 136.00 | b0dc04 | Open | 11.45 | 15.60 | |
| 269.00 | 101.00 | 1334.91 | 205.00 | 9bba04 | Open | 15.66 | 13.50 | ||
| 266.00 | 99.00 | 1094.56 | 140.00 | dfeb04 | Wide | 13.05 | 17.60 | ||
| 3 | 258.00 | 95.00 | 1220.18 | 125.00 | 719604 | Wide | 10.45 | 17.20 | |
| 250.00 | 91.00 | 1384.55 | 155.00 | 9bba04 | Wide | 11.42 | 17.60 | ||
| 205.00 | 78.00 | 971.91 | 120.00 | bfd404 | Open | 12.59 | 13.90 | ||
| 4 | 268.00 | 89.00 | 1232.00 | 145.00 | 3b5d04 | Straight | 12.01 | 13.90 | |
| 263.00 | 103.00 | 1763.00 | 250.00 | 5e7804 | Open | 14.46 | 17.60 | ||
| 316.00 | 101.00 | 1774.00 | 130.00 | 486904 | Straight | 7.47 | 13.90 | ||
| 5 | 262.00 | 97.00 | 1340.25 | 150.00 | 6e8904 | Open | 11.42 | 13.50 | |
| 260.00 | 106.00 | 970.60 | 90.00 | dfeb04 | Open | 9.46 | 13.50 | ||
| 200.00 | 90.00 | 1350.37 | 95.00 | dfeb04 | Open | 7.18 | 13.50 |
| Sum Sq | Df | F Value | Pr(>F) | ||
|---|---|---|---|---|---|
| Time | 81.421 | 1 | 38.0784 | 0.0000007555 | *** |
| Banana leaf Length | 0.663 | 1 | 0.3099 | 0.5817536 | |
| Location | 29.662 | 1 | 13.8719 | 0.0007806 | *** |
| Weight of Banana leaf | 2.365 | 1 | 1.1062 | 0.3010395 | |
| Banana leaf width | 2.050 | 1 | 0.9586 | 0.3351280 | |
| Cod_color banana leaf | 39.652 | 10 | 1.8544 | 0.0917887 | . |
| Canal_petiole | 23.151 | 3 | 3.6090 | 0.0240843 | * |
| Residue | 66.286 | 31 |
| Estimate | Std. Error | T Value | Pr(>|t|) | ||
|---|---|---|---|---|---|
| Intercepto | 22.705961 | 2.686999 | 8.450 | 0.00000000152 | *** |
| Time | −1.134597 | 0.183866 | −6.171 | 0.00000075549 | *** |
| Banana leaf length | −0.004871 | 0.008750 | −0.557 | 0.581754 | |
| Location (Mariscal Sucre) | −2.077652 | 0.557834 | −3.724 | 0.000781 | *** |
| Weight of banana leaf | −0.001057 | 0.001005 | −1.052 | 0.301039 | |
| Banana leaf width | 0.032122 | 0.032809 | 0.979 | 0.335128 | |
| Cod_color[T.3b5d04] | −4.107568 | 1.623970 | −2.529 | 0.016729 | * |
| Cod_color[T.486904] | −2.459556 | 1.830761 | −1.343 | 0.188875 | |
| Cod_color[T.5e7804] | −2.711858 | 1.657470 | −1.636 | 0.111924 | |
| Cod_color[T.618604] | −4.695788 | 1.965974 | −2.389 | 0.023190 | * |
| Cod_color[T.6e8904] | −6.070761 | 1.946733 | −3.118 | 0.003908 | ** |
| Cod_color[T.719604] | −4.512197 | 1.706995 | −2.643 | 0.012760 | * |
| Cod_color[T.9bba04] | −3.166541 | 1.755115 | −1.804 | 0.080928 | . |
| Cod_color[T.b0dc04] | −1.468817 | 2.420680 | −0.607 | 0.548416 | |
| Cod_color[T.bfd404] | −4.646796 | 1.903255 | −2.441 | 0.020531 | * |
| Cod_color[T.dfeb04] | −4.025819 | 1.792450 | −2.246 | 0.031973 | * |
| Canal_petiole[Wide range] | 1.178651 | 0.589376 | 2.000 | 0.054347 | . |
| Canal_petiole[Overlapping] | −1.495045 | 1.319143 | −1.133 | 0.265759 | |
| Canal_petiole[Straight] | −0.963140 | 1.001189 | −0.962 | 0.343496 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fiallos-Cárdenas, M.; Ramirez, A.D.; Pérez-Martínez, S.; Romero Bonilla, H.; Ordoñez-Viñan, M.; Ruiz-Barzola, O.; Reinoso, M.A. Bacterial Nanocellulose Derived from Banana Leaf Extract: Yield and Variation Factors. Resources 2021, 10, 121. https://doi.org/10.3390/resources10120121
Fiallos-Cárdenas M, Ramirez AD, Pérez-Martínez S, Romero Bonilla H, Ordoñez-Viñan M, Ruiz-Barzola O, Reinoso MA. Bacterial Nanocellulose Derived from Banana Leaf Extract: Yield and Variation Factors. Resources. 2021; 10(12):121. https://doi.org/10.3390/resources10120121
Chicago/Turabian StyleFiallos-Cárdenas, Manuel, Angel D. Ramirez, Simón Pérez-Martínez, Hugo Romero Bonilla, Marco Ordoñez-Viñan, Omar Ruiz-Barzola, and Miguel A. Reinoso. 2021. "Bacterial Nanocellulose Derived from Banana Leaf Extract: Yield and Variation Factors" Resources 10, no. 12: 121. https://doi.org/10.3390/resources10120121
APA StyleFiallos-Cárdenas, M., Ramirez, A. D., Pérez-Martínez, S., Romero Bonilla, H., Ordoñez-Viñan, M., Ruiz-Barzola, O., & Reinoso, M. A. (2021). Bacterial Nanocellulose Derived from Banana Leaf Extract: Yield and Variation Factors. Resources, 10(12), 121. https://doi.org/10.3390/resources10120121