1. Introduction
With the advent of Industry 4.0, manufacturers are shifting from mass production to mass customization, designing products to meet unique customer needs [
1,
2]. This shift begins with the new product development process. Mass production typically involves high-volume, low-variety manufacturing, while mass customization necessitates a low-volume, high-variety model that produces a broad array of tailor-made products in smaller quantities [
3]. In order to meet the growing demand for bespoke products, manufacturers are transitioning from a high-volume, low-variety (HVLM) production model to a low-volume, high-variety (LVHM) model. This strategy allows manufacturers to concentrate on specific customer segments and offer a wide variety of product variations, enabling mass customization. Despite the significant challenges associated with this transition, manufacturers must be competitive and maintain a substantial market share in customized products.
Implementing a low-volume, high-variety strategy, for instance, introducing new products and managing small customer orders in a high-volume production setting without impacting overall efficiency, poses significant challenges [
4]. Manufacturers often grapple with managing diverse product designs due to the limitations and resource constraints of existing production facilities and machinery [
5]. Manufacturers typically prioritize high-volume, low-variety production orders to maximum economic benefit. As a result, the introduction of a small-scale new product and customer orders often get overlooked in favor of customers who provide a larger amount of business. This focus on large orders can lead to small orders being side-lined, which can be detrimental to new or small-scale business customers who may become large-scale business customers in the future.
Moreover, production supervisors often rely on subjective criteria, such as personal experience or customer relationships, to make decisions on job prioritization, rather than objective or strategic criteria. These decisions can be inconsistent and misaligned with corporate strategy and marketing plans, resulting in significant business impacts, both positive and negative. There is an opportunity for manufacturers to develop more systematic, data-driven methods for optimizing order scheduling. In practice, production orders arrive at the factory and are processed in a dynamic system, meaning that order priorities may shift during the job allocation process. This dynamic nature of the system makes the optimization process for job allocation and scheduling far more complex under mass personalization initiatives, with conventional optimization approaches being effective but computationally demanding in such an environment.
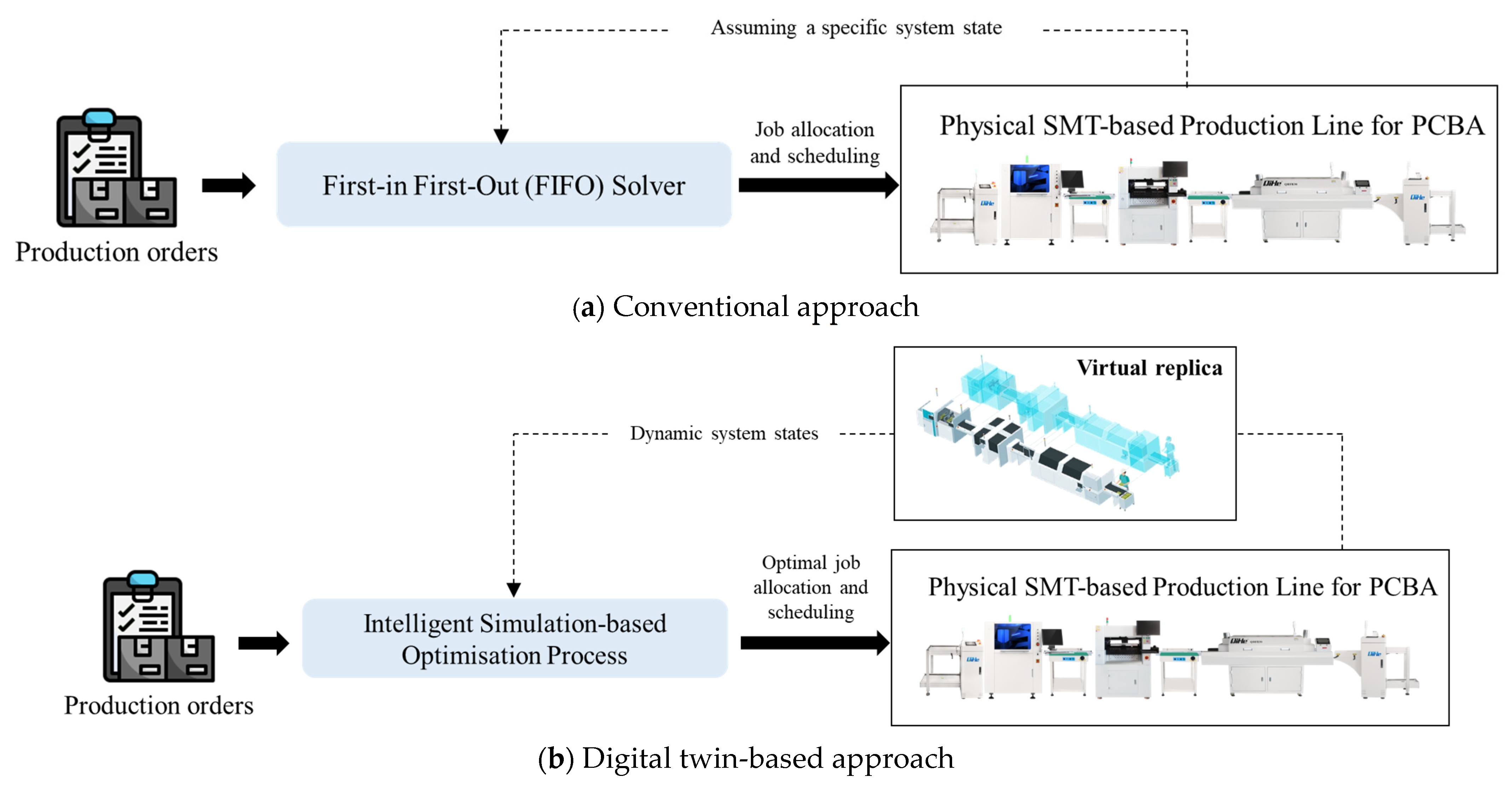
In order to address these challenges, a digital twin model featuring an intelligent simulation-based optimization model (ISOM) is proposed to improve production performance in dynamic environments with numerous interacting components and unpredictable events. As shown in
Figure 1, the typical SMT-based production lines for handling PCBA production orders are considered. In the conventional stage, production optimization was based on a specific system state assumption. Whenever the system state changed, the optimization process had to be re-run to find the best solution. However, in the era of digital twins, virtual replicas of the production lines can account for dynamic system states, while the ISOM provides optimal solutions through simulation analysis. Simulation [
6] is beneficial for analyzing dynamic systems with multiple interacting components and unpredictable events. It can help predict a range of possible outcomes from various decisions by exploring different scenarios. This research is driven by the real-world challenge of designing and building a low-volume, high-mixed (LVHM) production workshop. Such a workshop can provide low-volume manufacturing services to startups, aligning with government initiatives to commercialize research results. In order to assess the proposed concepts’ viability and performance, a case study was conducted on a surface mount technology (SMT)-based production line for the printed circuit board assembly (PCBA) process. This study allows for a comparison between traditional and digital twin-based approaches while gauging the practicality of production optimization in an LVHM environment. Through this, the feasibility of implementing mass personalization in line with Industry 5.0 can be evaluated.
With the aid of the proposed solution, the linkages between the role of humans and social sustainability in the LVHM production environment can be established. In the LVHM production environment, the digital twin solution plays a pivotal role in harmonizing human expertise with social sustainability goals. Human workers are essential to overseeing operations, monitoring machinery, and making real-time decisions based on their judgment and experience. The digital twin solution, through model-based simulations, complements human expertise by optimizing the production system across its entire life cycle, from design and planning to diagnostics and optimized operations. This collaborative approach not only enhances the efficiency and effectiveness of the LVHM production process but also contributes to social sustainability by accelerating time-to-market capability for new product introductions and fostering local innovation. By offering manufacturing design services to local start-ups, the digital twin solution helps mitigate the risks associated with scaling up, enabling these companies to focus on core propositions and market development. Ultimately, the synergy between human expertise and the digital twin solution drives both operational excellence and social sustainability in the LVHM production landscape.
The rest of the paper is organized as follows.
Section 2 provides a literature review on LVHM production, as well as advanced simulation and optimization techniques.
Section 3 elaborates on the proposed digital twin model with the ISOM. A case study involving the use of the proposed digital twin model to optimize job allocation and scheduling in the SMT production line for the PCBA process is presented in
Section 4.
Section 5 discusses the corresponding results and implementation to highlight the value of the proposed digital twin model. Finally,
Section 6 draws the conclusion of this research.
2. Literature Review
In this section, recent research studies focusing on the following three fields are reviewed: (i) the evolution of production engineering, (ii) simulation and digital twins in production, and (iii) the state-of-the-art techniques in simulation-based optimization. This review allows for the identification of research gaps.
2.1. Evolution of Production Scheduling
Recent investigations in the field of production research have been conducted across various industries by scholars, revealing that a reduction in production unit cost and an increase in productivity rate can be attributed to the learning effect within the manufacturing industry [
7]. This learning effect arises from the transfer of knowledge or shared experience from the production of past similar items, which is then deployed into new production shipments. This phenomenon, termed by the researchers as the ‘learning effect’, helps foster self-competence in production scheduling and job allocation within a company, learning from prior assignments [
8]. However, the systematic capture of this experiential knowledge for future improvements and knowledge retention is often neglected within companies. Historically, the learning effect has been widely applicable in the field of management science. However, its application in the context of production scheduling has not been extensively explored. Existing studies often focus on isolated production processes or single production systems [
9,
10] rather than a sequence of interconnected work processes forming a comprehensive production chain environment. Consequently, the ability of these silo production systems to accommodate multi-configuration capabilities is limited.
Traditional manufacturing industries tend to optimize production output and scheduling plans based on past experiences and techniques learned from previous production activities. These optimization procedures focus on routing flexibility, concurrent multi-stage processes, a reduced makespan, and shared resources [
11]. Researchers have suggested the use of a flexible manufacturing system (FMS) and various algorithms, such as genetic algorithm, simulated annealing algorithm, memetic algorithm, and particle swarm algorithm, to solve scheduling optimization problems. To be specific, traditional scheduling and job allocation practices are often grounded in the assumptions that the shop floor is perpetually idle with limitless resources at disposal, that job allocation is limited to a single machine per operation, and that process planning and scheduling focus on optimizing single work operations rather than entire production floors. Multiple methods, including the control of production lead times through order release [
12], workload control [
13], and constant work-in-process [
14], have been proposed to manage job flow within the shop.
In the current era of short product life cycles and economic volatility, the need for agile and flexible production systems is paramount. These systems must be capable of reconfiguring to accommodate multiple product designs. The advent of the cyber-physical production system (CPPS) offers new opportunities for self-organization in production arrangements. CPPS utilizes multi-agent systems and knowledge modeling for managing multiconfiguration production, compiling various work processes for managerial decision-making [
15]. Production planning and scheduling present enduring challenges for the manufacturing industry. Many studies [
16,
17,
18] have been conducted to develop strategies for maximizing production output in the face of unpredictable and random events in continuous or batch manufacturing processes. However, many small and medium-sized enterprises (SMEs) in the manufacturing sector have struggled to incorporate the smart manufacturing paradigm into their operations over the past few decades [
19]. In response, manufacturers are seeking expedient solutions to enhance productivity, machine utilization, overall equipment effectiveness (OEE), and return on investment (ROI). With the support of academic innovations and technological advancements, SMEs hope to maintain customer satisfaction, meet shipment deadlines, and uphold high-quality standards.
Several studies [
20] have argued that production scheduling and job allocation should be treated as separate planning processes rather than a combined workstation. The manufacturing industry generally utilizes either sequential or concurrent production planning methods to estimate the start and end dates for given job assignments. This involves decomposing a single job assignment into several smaller, subsequent operations to maximize production output and optimize production floors. However, this approach is most suitable for the mass production of HVLM items and less applicable for LVHM products in the current manufacturing environment.
2.2. Simulation and Digital Twins in Production
In production management, research work [
21] has posited that the profitability of a manufacturing firm fundamentally hinges on a high-quality production scheduling and job allocation system. This system encompasses the initial stages of product design, material usage, the availability of resources, machine utilization, human resource planning, and a strategic product launch. Production planning and scheduling systems play a crucial role in maintaining cost competitiveness by streamlining raw material preparation and transformation into the final product. The entire value chain, including production systems, machine availability, and work processes, relies heavily on the effectiveness and efficiency of production scheduling and job allocation systems. However, these planning components are highly interrelated and interconnected, not only within the manufacturing firm but also with customers, business partners, material supply chains, and support vendors.
Simulation analysis [
22] enables the examination of changes in system configuration and their impacts. Production processes, order workflows, and scheduling can be tested through simulation across various scenarios, measuring key performance metrics to identify and select the optimal job allocation solution. The advancements in manufacturing technology, including industrial software, sensors, communication technology, artificial intelligence, and big data analytics, have matured and are ready for deployment. The recent development of smart manufacturing infrastructure has generated significant value in the manufacturing sector. Real-time monitoring systems offer transparency and traceability of production performance, facilitating the seamless alteration and correction of system parameters at any time and from anywhere. The growth of smart manufacturing is based on high-level digital capacity and quality for the future analysis, prediction, and self-adaptation of manufacturing systems. Due to being supported by cutting-edge information technology and the Industrial Internet of Things (IoT), production systems can be seamlessly connected for data interconnectivity and interpretability.
In the era of Industry 4.0, digital twin (DT) technology is a key driver of building industrial intelligence, having been adopted in various sectors of the manufacturing industry, including health maintenance, repair, and operations (MRO), product design, facility utilization, and live dataset collection for manufacturing processes [
23]. As a rapidly developing technology, digital twin serves as a state-of-the-art criterion for advanced manufacturing. It is a critical component for real-time simulation and decision-making in complex systems [
24]; however, the manufacturing industry often faces challenges in integrating such technologies. The authors of [
25] proposed simulation-based digital twins (SBDTs) as an online model-based application capable of generating high-fidelity predictions and accurate production forecasts for production systems. Despite the limitations and challenges associated with implementing the SBDT model, its potential benefits in job allocation and production scheduling are substantial. A digital twin can provide a virtual environment for the in-depth analysis of various scheduling options. Additionally, machine learning and optimization techniques can be applied using the digital twin to determine an optimized schedule through simulation.
2.3. State-of-the-Art Techniques in Simulation-Based Optimization
Simulation-based optimization (SBO) has emerged as a prominent approach in production optimization [
26]. It is a powerful tool that aids decision-makers in identifying and implementing operational improvements by simulating different scenarios and outcomes, thereby enabling the evaluation of a multitude of strategies under varying conditions. SBO is particularly useful in production environments characterized by complexity, uncertainty, and interdependence among variables, where mathematical modeling may not be feasible or effective. One of the significant facets of SBO is its ability to provide insights into the system dynamics and relationships that are often non-intuitive or counterintuitive. By representing real-world systems and their inherent variability, SBO can model complex interactions and dependencies, making it ideal for complex manufacturing environments where numerous variables interact in intricate and often unpredictable ways.
Metaheuristic algorithms are integral to SBO and offer flexible, robust optimization strategies. A prominent method among metaheuristic algorithms is the genetic algorithm (GA), which utilizes a population-based search technique to identify the Pareto-optimal set of solutions. Other approaches within the metaheuristic framework incorporate elements such as fuzzy logic, ant colony optimization, and particle swarm optimization [
27,
28]. The NSGA III leverages historical data as foundational information to predict production based on prior customer order trends. The model considers various scenarios by simulating the effects of diverse scheduling options, aiming to optimize in accordance with definitive business objectives, customer relationships, and the inherent trade-offs in a scheduling plan. Consequently, the NSGA model facilitates informed decision-making in the realms of job allocation and production scheduling. On the other hand, greedy algorithms form a category of algorithms that make locally optimal decisions at each stage in the pursuit of achieving a global optimum. These algorithms find widespread use in job scheduling and optimization problems due to their simplicity of implementation and their tendency to yield satisfactory results. In the realm of job scheduling, greedy algorithms operate by selecting the subsequent job to be processed based on s a specific heuristic rule, such as the shortest processing time or the highest priority.
Furthermore, advancements in technology have augmented the capabilities of SBO. The integration of machine learning and artificial intelligence can enhance the performance of SBO by improving predictive accuracy, reducing computational times, and aiding in decision-making processes [
29,
30]. As a representative machine learning algorithm, deep neural networks (DNNs) have recently gained traction in tackling scheduling problems. By possessing the ability to learn intricate patterns and associations between input and output data, DNNs prove useful in forecasting job processing durations, enhancing schedules, and curtailing the total makespan of a production line [
31]. One strategy for applying DNNs for scheduling involves reinforcement learning. In this method, the DNN refines the scheduling policy through environmental interactions and feedback received as rewards or penalties. The DNN, in turn, adapts its policy to augment rewards and curtail penalties, leading to a refined scheduling plan. Another strategy employs DNNs for predicting job processing durations. By using historical data to train the DNN, it can learn to estimate a job processing time based on its characteristics, such as its magnitude, intricacy, or priority. This information is then used to optimize the scheduling of jobs on the production line. DNNs can also be harnessed for optimizing the scheduling of jobs in a setting with multiple objectives, where the goal is to simultaneously optimize several objectives, such as minimizing the makespan and reducing energy usage. By training the DNN on historical data and optimizing for several objectives, it can learn to create scheduling plans that balance the trade-offs between different objectives. Consequently, DNNs show promise in resolving scheduling problems in production lines. With the capability to learn complex patterns and associations in datasets, DNNs contribute to the optimization of production schedules and the enhancement of production line efficiency.
In addition, the incorporation of Industry 4.0 technologies, such as the Internet of Things (IoT) and Digital Twins, has enhanced the accuracy and utility of SBO. Real-time data from IoT devices can be fed into simulation models to improve their accuracy, and Digital Twins can provide a high-fidelity representation of the production system for more accurate and detailed simulations [
32]. However, SBO is not without its challenges. The modeling of complex production systems can be time-consuming and computationally intensive. Moreover, the quality of the simulation results heavily depends on the accuracy of the model and the input data. Despite these challenges, the benefits of SBO in identifying optimal production strategies, reducing costs, improving efficiency, and enhancing overall system performance make it an invaluable tool in production optimization. Its ability to model complex systems, coupled with advancements in computation and technology, offers significant potential for improving production efficiency and effectiveness. As the manufacturing industry continues to evolve, SBO will undoubtedly play a pivotal role in navigating this complex landscape.
2.4. Summary of the Literature Review
The research identifies a significant gap in the transition from high-volume, low-variety (HVLM) production models to low-volume, high-variety (LVHM) models in the manufacturing industry, a shift necessitated by the increasing demand for bespoke, mass-customized products. From the extant literature, although there are a number of research studies about the job allocation and scheduling problem in the context of Industry 5.0 [
33,
34], the research on solving such problems in the LVHM production environment for promoting mass personalization is relatively limited. The challenge lies in managing new product introductions and small customer orders within high-volume production settings without impacting overall efficiency. Existing systems often overlook small-scale orders in favor of high-volume ones, leading to potential disappointment for new or smaller customers and misalignment with corporate strategies and marketing plans. The dynamic nature of the system and the complexity of the job allocation process under mass personalization initiatives further complicate the optimization process. Conventional optimization approaches, while effective, can be computationally demanding in such environments.
In response to these challenges, research on the digital twin model in the LVHM production environment is urgently needed. This model, unlike traditional production optimization approaches that rely on specific system state assumptions, accommodates dynamic system states and offers optimal solutions through simulation analysis. The research is contextualized within the practical challenge of developing a low-volume, high-variety production workshop to provide manufacturing services to start-ups, a goal that aligns with government initiatives to commercialize research results. The research, therefore, seeks to fill the gap in understanding and implementing mass personalization strategies in line with Industry 5.0 within a low-volume, high-variety production context.
3. Research Methodology
The research methodology is presented by the design of the digital twin-based production optimization system (DTPOS) for the LVHM production process in order to optimize the job allocation and scheduling between several production lines. The design of the proposed digital twin-based solution aims to get rid of several computationally expensive re-runs within the optimization problem. Instead, the inference process by leveraging machine learning and simulation techniques can be established to adapt to dynamic changes in the real-life production environment. In this section, the system architecture is first illustrated to outline the essential components of the DTPOS, and two key modules, namely (i) cyber-physical data collection and (ii) intelligent simulation-based optimization model (ISOM), are elaborated.
3.1. System Design and Architecture
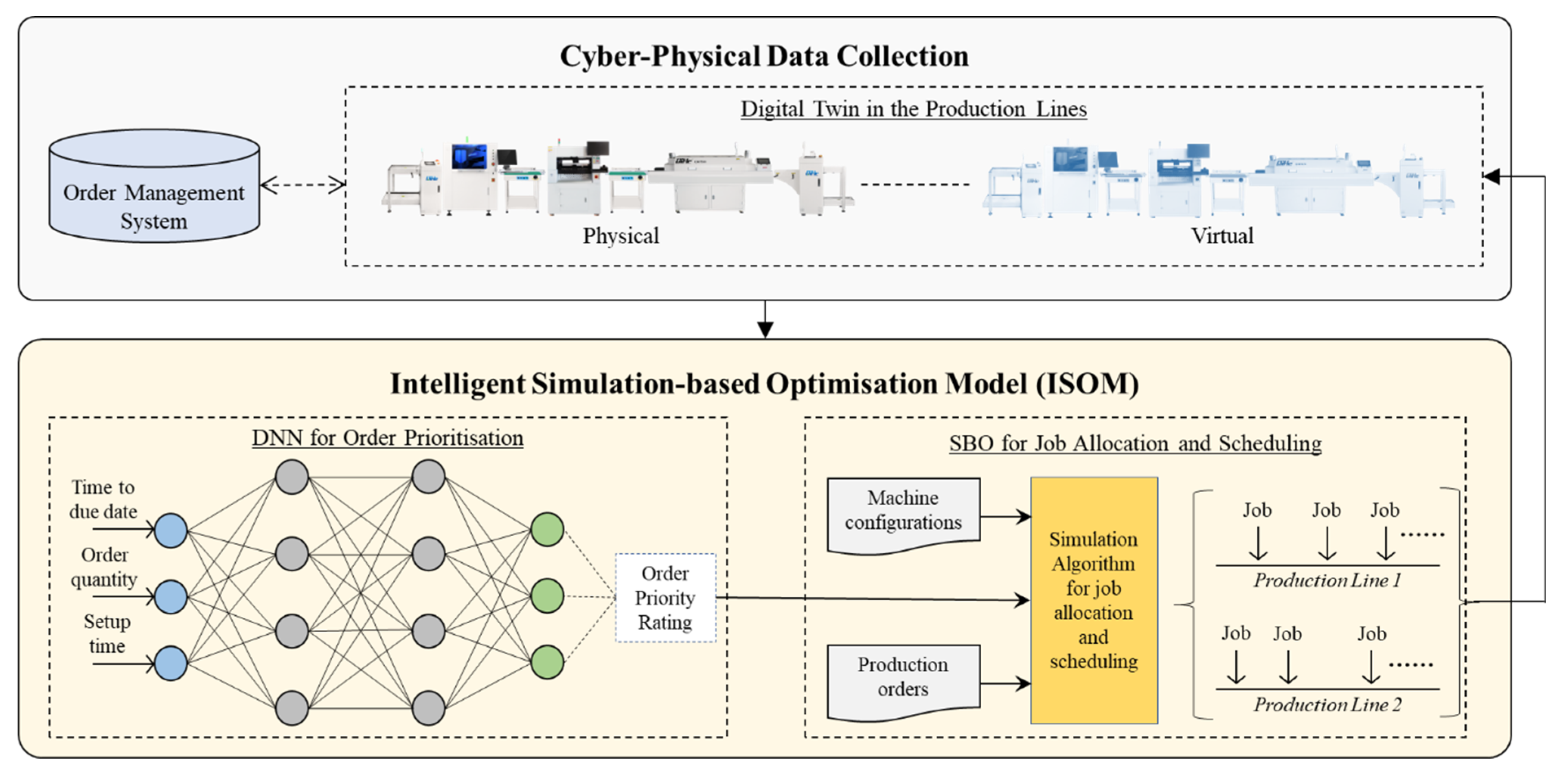
Regarding the design of the DTPOS, it consists of two major components, namely cyber-physical data collection and the intelligent simulation-based optimization model, following the digital twin paradigm, as shown in
Figure 2. In the realm of SMT-based production lines for PCBA, the implementation of a digital twin holds immense importance. In this case, a digital twin is a virtual replica of a physical production process, allowing for real-time monitoring, analysis, and optimization. In the dynamic and rapidly evolving landscape of PCBA production, where efficiency, precision, and adaptability are paramount, the digital twin concept has become a promising tool for driving intelligent optimization. In this study, the physical production environment refers to the SMT-based production lines for the PCBA operations, covering solder paste printing machines, solder paste inspection, pick and place machines, reflow ovens, and automatic optical inspection. The processing speed and capacity of the production machines are modeled in the virtual replica so as to determine the effective job allocation and scheduling for LVHM production orders. The entire design of the DTPOS follows the following design principles and ideas. Firstly, the proposed system entails capturing and modeling the entire production process, including machines, materials, components, and their interactions. This holistic representation enables a comprehensive understanding of the system’s behavior and dynamics. By integrating data from various sources, such as machine sensors, production logs, and supply chain information, the digital twin provides a rich and accurate simulation environment. Another of the core principles behind the digital twin in PCBA production lines is its ability to reflect the dynamic nature of the environment. Traditional, one-off optimization approaches are ill-suited to cope with the constantly changing conditions and uncertainties inherent in SMT-based production lines. In contrast, the digital twin offers real-time insights into the state of the production line, allowing for continuous monitoring, analysis, and adaptation. It facilitates the identification of bottlenecks, inefficiencies, or quality issues promptly, enabling swift corrective actions.
Regarding the two core system modules, cyber-physical data collection is designed to consolidate not only the production orders from the order management system but also the data of physical and virtual production lines. The virtual replica of the production lines is essential for simulating different machine conditions, which influence production efficiency and capacity. In response to the dynamic nature of the production lines, the intelligent-simulation-based optimization model is designed to evaluate the order priority through the deep neural network. The order priority weights, machine configurations, and production order details are considered in the proposed simulation algorithm to determine the job allocation and scheduling among the production lines. The optimal job allocation and scheduling plan is then deployed in the physical production lines, aiming to improve process productivity and quality.
3.2. Cyber-Physical Data Collection
In order to deploy the proposed system in the production environment, essential data from the management systems, physical production lines, and virtual production lines are needed. In order to achieve job allocation and scheduling optimization, the production order details, including order ID, product ID, order date, due date, and quantity, are extracted from the order management system. Subsequently, the production lines are operated, which aims to fulfill as many of the production orders as possible. Regarding job allocation and scheduling optimization, the machine configuration and operational constraints are considered. The former refers to the processing speed of the machines per individual production line, for example, the solder paste printer, the pick and place machine, the hot air reflow oven, and automatic optical inspection in the SMT-based production line for PCBA. The latter represents the setup time of the production line of a specific product. When it comes to the LVHM production process, being able to frequently change the product type to be manufactured cannot be neglected, and the change of the product type in the production lines may constitute a specific setup time, covering the fine-tuning of machine parameters and changes in the electronic components for autonomic replacement. Therefore, job allocation and scheduling optimization should consider reducing the impact of the set-up time, which is like the idle time in the production process. In the real-life production environment, it is difficult to deploy different scenarios in terms of machine capacities, material availability, and setup time. Therefore, a digital twin of the physical production lines is developed to perform the simulation and analysis, resulting in the optimal production practice to be implemented in the physical production lines.
3.3. Intelligent Simulation-Based Optimization Model
In the intelligent simulation-based optimization model, the DNN is hybridized into simulation-based optimization to perform job allocation and scheduling with different production parameters, resulting in enhanced performance for the LVHM production.
3.3.1. DNN for Order Prioritization
In order to perform order prioritization by means of DNN, the proximity to the due date, order quantity, and setup time of the production orders are considered to develop a priority rating. In order to leverage the power of the DNN for capturing the knowledge from domain experts in deciding the priority rating, a historical dataset about the effect of proximity to the due date (in hours), order quantity (in units), and setup time (in hours) in the priority rating is collected. Subsequently, the shallow neural network is then applied to perform fitting between the input and output parameters.
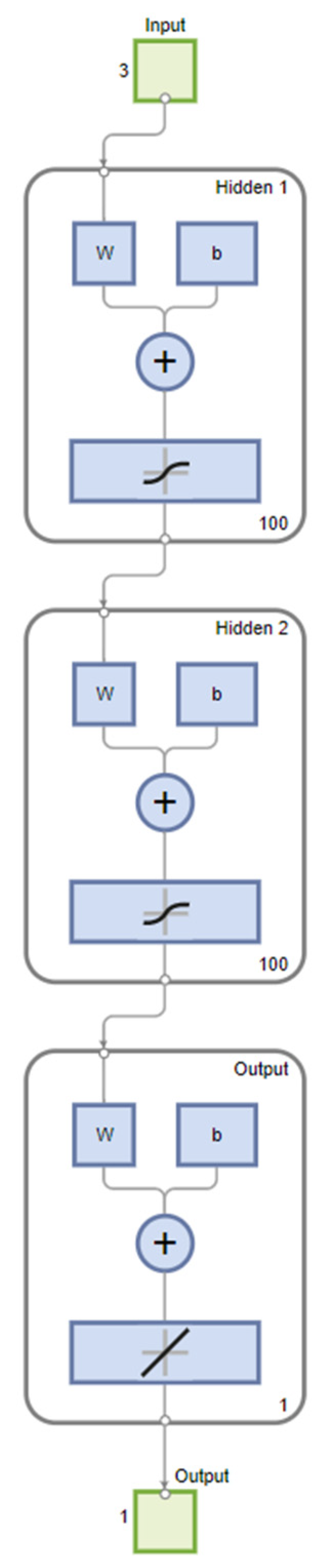
Regarding the design of the neural network, a multi-layer feedforward network with sigmoid hidden neurons and linear output neurons [
35] is built, in which the number of hidden layers and hidden neurons per layer should be investigated. The mechanism of an artificial neural network (ANN) revolves around interconnected neurons organized into input, hidden, and output layers. These neurons process input data by calculating weighted sums and applying activation functions, such as the sigmoid function. The process of passing input through the network to generate output is called forward propagation, which involves a series of matrix multiplications and activation function applications. The processes from the input layer to the first hidden layer, the first hidden layer to the second hidden layer, and the second hidden layer to the output layer are mathematically expressed as in Equations (1)–(3), where
a() denotes the activation functions, x refers to the inputs, and W and b represent the weights and biases, respectively.
Learning in ANNs occurs through backpropagation, a technique that adjusts the weights and biases in the network to minimize prediction errors. Backpropagation employs gradient descent to update the network parameters based on the gradients of the cost function [
36,
37]. Mathematically, the weights and biases are updated, as per Equations (4) and (5), where
is the loss function and
is the learning rate.
Moreover, the neural network training algorithms play an essential role in capturing the knowledge from the dataset, such that the decision in selecting the training algorithms, such as Levenberg-Marquardt, one-step secant, and variable learning rate backpropagation, in the industrial dataset should be made. In brief, the number of hidden layers, the number of hidden neurons per layer, and the training algorithms can be investigated to measure the network performance in terms of the mean square error (MSE). In brief, a sample neural network for order prioritization is illustrated in
Figure 3.
In addition, the ratios for dividing the training, validation, and testing datasets are 0.7, 0.15, and 0.15, respectively. Allocating 70% of the data to training provides the ANN model with a substantial amount of information to learn from, enabling it to capture the underlying patterns and relationships in the data. A larger training dataset helps reduce the risk of overfitting and improves the model’s generalization capabilities. Reserving 15% of the data for validation allows for effective model tuning and hyperparameter optimization. The validation set helps assess the performance of the model during training and prevents overfitting by revealing if the model is performing well on previously unseen data. Setting aside 15% of the data for testing offers a reliable and unbiased evaluation of the model’s performance on completely new data.
3.3.2. SBO for Job Allocation and Scheduling
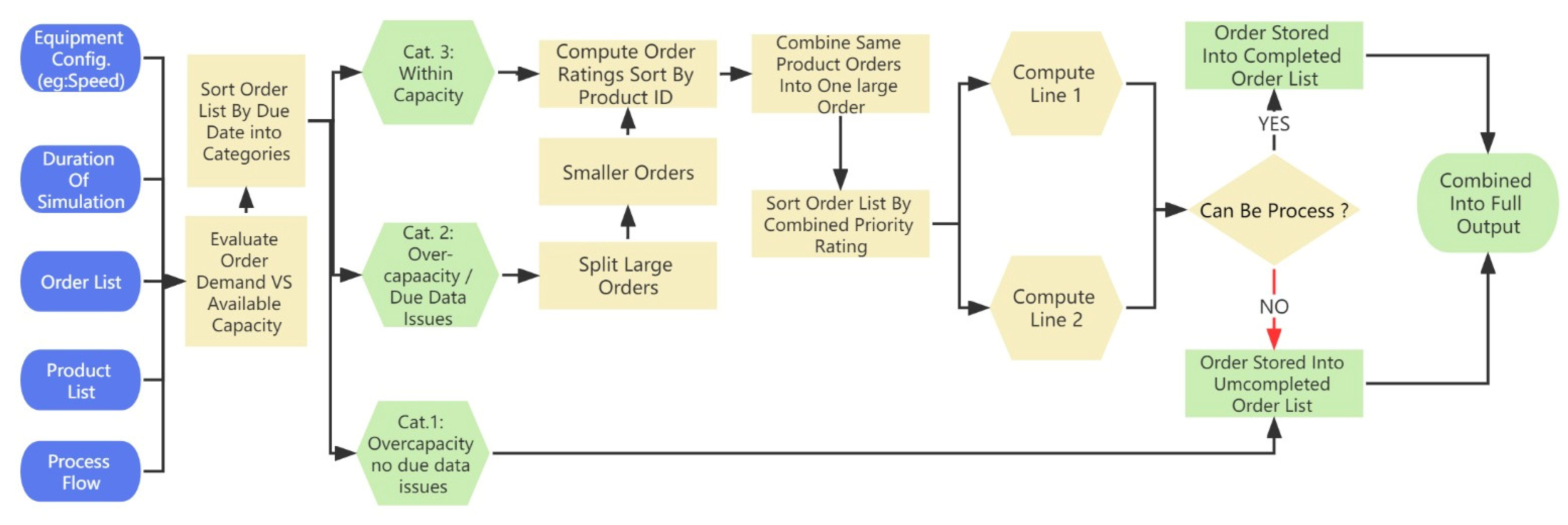
Once the production orders are prioritized, the job allocation and scheduling in the SMT production lines can be made according to the sorted production orders in terms of order quantity and priority rating sequentially, as shown in
Figure 4.
In practical production environments, orders are received and processed concurrently, resulting in potentially fluctuating priority ratings during the job allocation process. Consequently, the decision-making process must interact with the optimization algorithm, guiding intermediate decisions towards optimal solutions. In these circumstances, simulation can offer valuable insights into potential outcomes, thereby supporting improved decision-making by considering the range of possible results for any uncontrollable factors. In order to illustrate this, the elements in the blue nodes include the product and production information, which serve as constraints for the simulation. The elements in the yellow nodes represent the computing processes to work out the optimal solutions (in this LVHM case, this means facilitating smaller orders), and this can be categorized in different steps such as sorting, comparing, splitting, and allocating. The elements in the green nodes represent the results of the computing and assigning steps; the order list of scheduling solutions has been generated and saved into the corresponding folders.
Provided that there are
production lines operating in the manufacturing site, the capacity at the current time,
, and the max capacity of the production lines are specified as
and
. In order to determine the most appropriate speed for the production machines, the SBO approach is considered to investigate the production performance over various production speeds. Although a higher production speed may increase production efficiency and capacity, the life span of the production machines, which are at full speed all the time, might be shortened. Consequently, an iterative job allocation and scheduling algorithm is thus developed, as illustrated in Algorithm 1, based on the existing research foundation [
38,
39].
Given that the production speed of is defined in advance, the production time for order can be simply determined by , where and represent order quantity and the number of PCBs per item to be produced for the order . Together with the setup time with a specific order, the production schedule among various production lines can be generated. In this algorithm, job allocation and scheduling aim to balance the workload between the production lines, and the production orders can be split in case of almost reaching the maximum production capacities. Therefore, the production orders can be allocated to the production lines in a relatively fair manner.
Consequently, there is a need to implement the proposed system for revamping the production practice, which can be favorable to LVHM production. In order to evaluate the production performance and benchmark for the traditional production approaches, three performance indicators are proposed as follows. First, the overall production output (OPO) is measured to indicate the total number of order quantities completed within a specific production period, as in Equation (6), where
and
denote the order quantity and number of PCBs to be printed for order
and product
, respectively.
Second, the order postponement tendency (OPT), which is defined as the tendency to postpone production orders for consolidation rather than executing them once confirmed, is evaluated in terms of the difference between the order placement day and the actual production day. A higher OPT value implies that the proposed algorithm intelligently consolidates the production orders into a batch such that the production activities can be centralized within a certain period of time.
Third, on-time delivery (
OTD) is evaluated to examine the number of orders that can be completed before the due date, as in Equation (7). Moreover, the number of days ahead of the due date can be summarized to examine the effectiveness of the proposed algorithm.
| Algorithm 1: Iterative Order Allocation and Scheduling |
Initialise the production speed , period and stepper
Initialise the maximum production line capacity
Extract the quantity , PCBs to be printed , production time , and setup time
for order and product sorted order list
while do
Retrieve the current capacity in the production line and time
Retrieve the order
if then
Assign in the production line with
else
Split with the quantity of and with the quantity of
Assign the production line with
end
end
end |
4. Case Analysis
Based on the proposed system, namely DTPOS, an investigation into its viability and performance, which is compared with the traditional production practice, is offered in this section. In brief, the case background, performance metrics, and results of the implementation of the DTPOS are summarized.
4.1. Case Background and Evaluation Metrics
In this case analysis, we examine the SMT-based production lines for the PCBA process, focusing on the LVHM production practice. SMT is a cutting-edge manufacturing process widely used in the electronics industry for PCBA. Effective job allocation and scheduling are crucial for profitability in electronics manufacturing due to the significant capital investment in SMT equipment and the need for high machine utilization and efficiency [
31,
40,
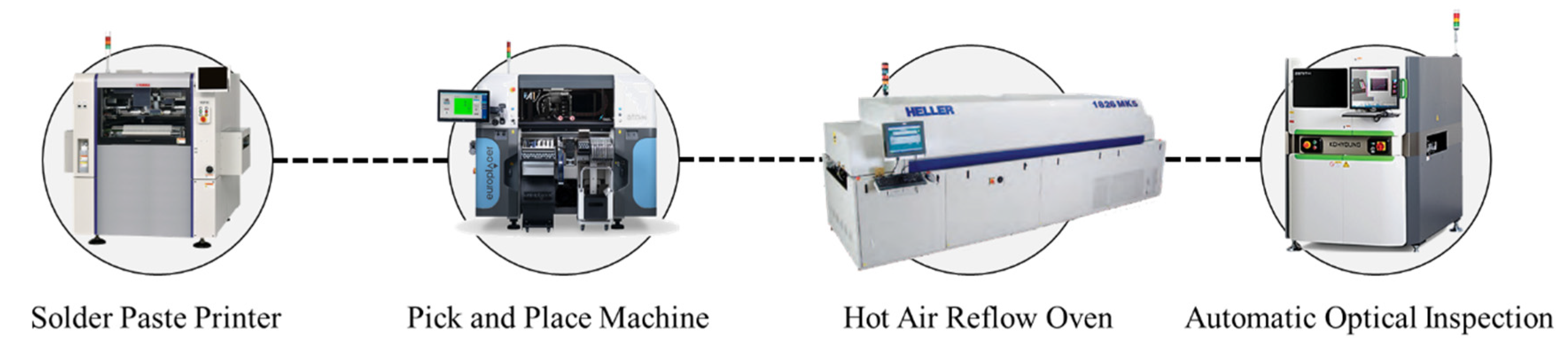
41]. However, the SMT production equipment from different vendors typically operates as separate entities, with limited data integration or co-ordination. The large volume of generated data cannot be effectively utilized to optimize end-to-end job allocation and scheduling. The SMT process involves sophisticated machines, and the key processes that significantly impact overall performance are illustrated in
Figure 5 Specifically, the following four major components are described:
Solder Paste Printer: Applies solder paste to the PCB using a stencil, creating solder deposits in desired locations;
Pick and Place Machine: Places electronic components on the PCB over the solder paste deposits using pick-and-place machines or other placement equipment;
Hot Air Reflow Oven: Subjects the PCB to an oven, where the solder paste is heated until it melts, creating the necessary solder joints as it cools and solidifies;
Automatic Optical Inspection: Inspects the PCB using automated optical inspection (AOI) systems to identify any defects in soldering or component placement and ensure all components are present and functioning correctly according to design specifications.
When considering the LVHM production practice, its dynamic nature should not be overlooked. Factors such as the arrival of orders over time with different due dates, high variations in order quantities, product complexities, and production line changeover requirements contribute to this dynamism. When optimizing job allocation and scheduling, various constraints need to be taken into account, including (i) equipment readiness, (ii) material availability, (iii) order list, (iv) operational procedures, and (v) operational capacity.
4.2. Evaluation of the DTPOS
For the case analysis, the real-life production data from the SMT-based production site were collected, and therefore ISOM could be activated to perform job allocation and scheduling optimization.
Table 1 shows the descriptive information of the LVHM production orders to be manufactured in two SMT-based production lines.
4.2.1. Prioritization of Production Orders
Through the collection of expert evaluation, a historical dataset with 295 rows on the relationship between (i) the proximity to the due date, order quantity, production setup time, and (ii) priority rating was obtained. In order to determine the appropriate neural network settings for order prioritization, the number of hidden layers in [
1,
2,
3] and the hidden neurons in [1, 10, 100] were examined, considering two training algorithms, namely, (i) the one-step secant (OSS) algorithm and (ii) the variable learning rate backpropagation (GDX) algorithm. For each combination, the network training and validation processes were run 100 times to calculate the average network performance so as to determine the appropriate network settings.
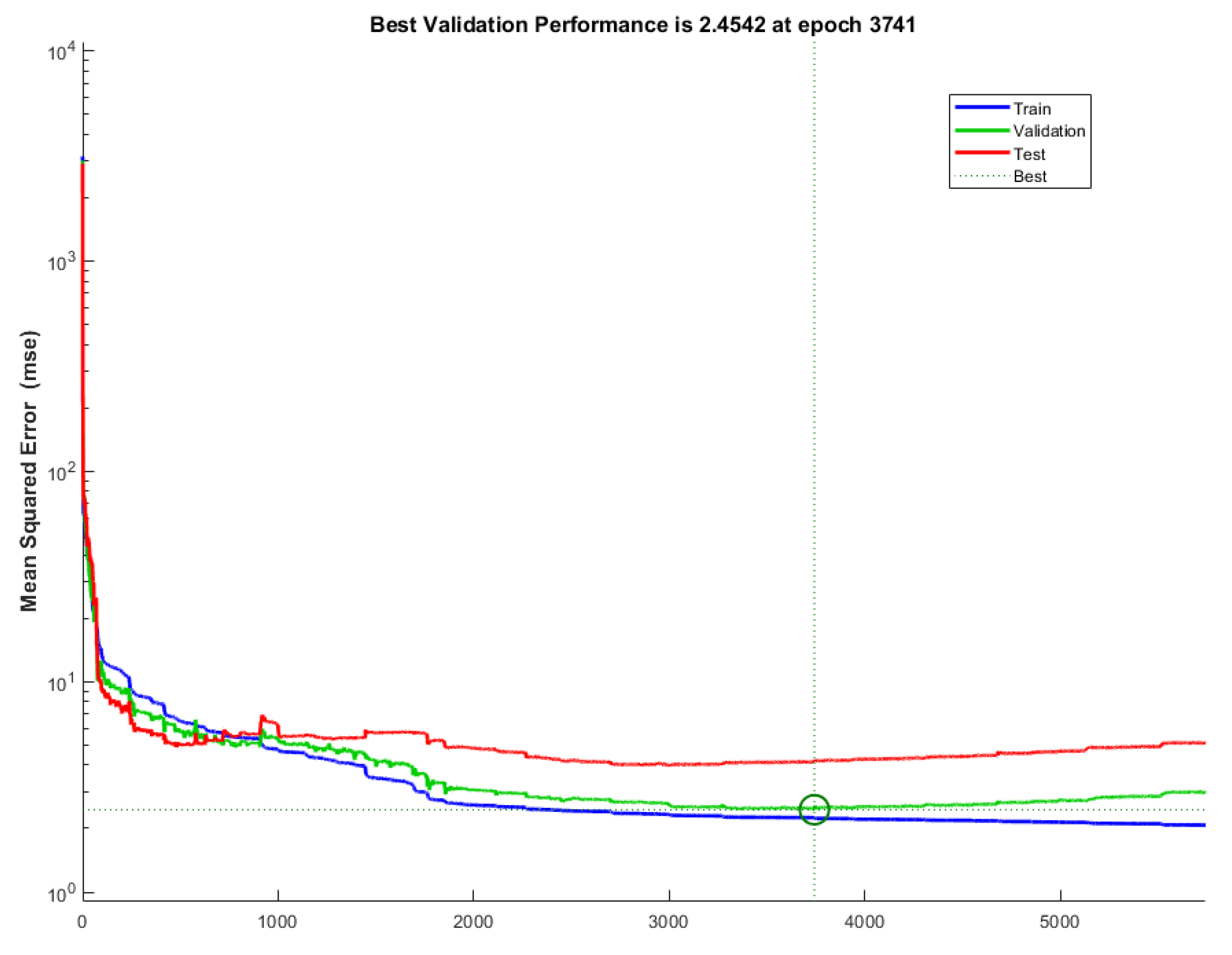
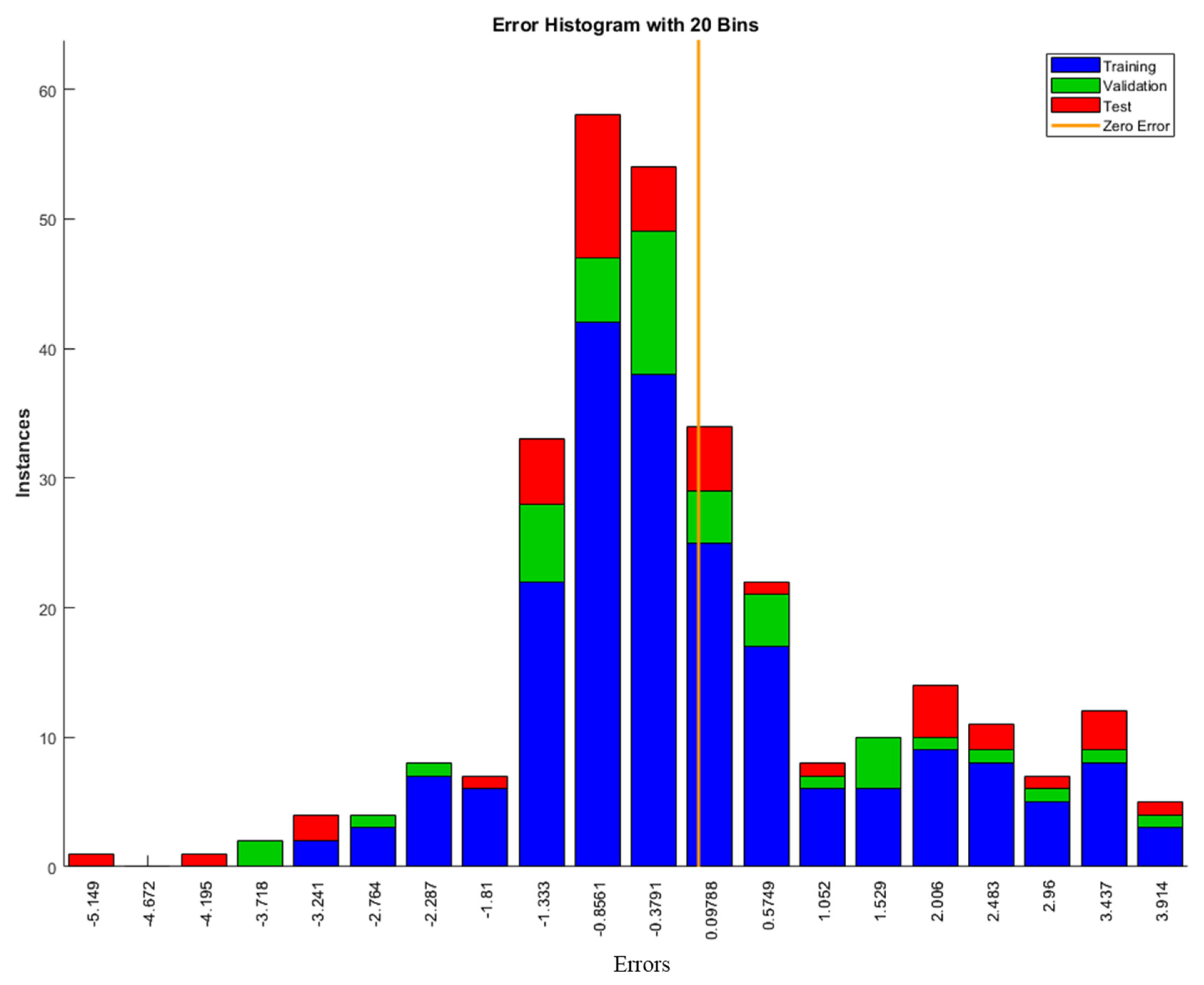
As shown in
Table 2, the average network performance with respect to different network parameters is presented. It was found that the neural network using the OSS algorithm (three hidden layers with 10 hidden neurons) could obtain the best performance in fitting the input and output parameters. By doing so, the process engine for the order prioritization was built, in which the mean square error over the epoch and the error histogram were plotted, as shown in
Figure 6 and
Figure 7. It shows that the trained neural network has successfully converged to capture the knowledge from the dataset and performs a good fit in terms of suggesting the priority rating of the production orders. To be specific, the best validation performance of the built neural network is 2.4542 at the epoch of 3741, in which the gradient is 0.80032 at the epoch of 5741.
4.2.2. Job Allocation and Scheduling for LVHM Production
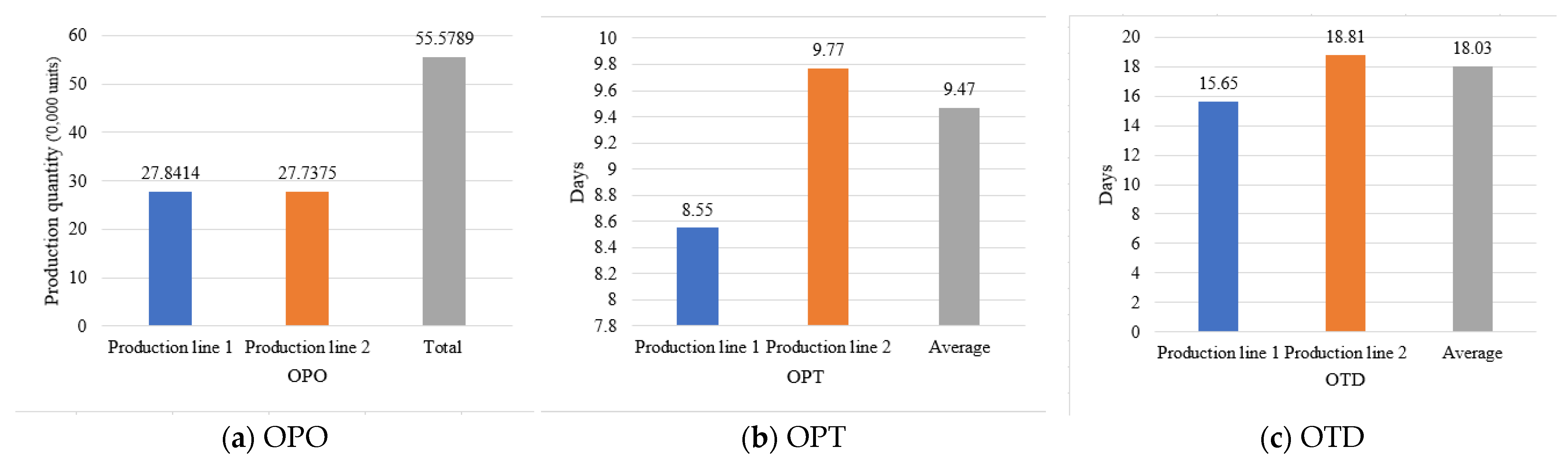
Based on the priority rating and machine configurations, the production orders can be intelligently allocated to the two production lines in a chronological sequence. Among the 106 production orders, 26 orders were assigned to production line 1, whereas the rest of the 80 orders were assigned to production line 2. In terms of the defined performance metrics, namely OPO, OPT, and OTD, the performance of LVHM production is illustrated in
Figure 8. It was found that the production orders were almost evenly assigned to the production lines, the production orders waited 9.47 days on average to start production, and the production orders could be completed 18.03 days ahead of the due date. In other words, all the production orders have been completed on time without any delay, thanks to the proposed algorithm.
5. Results and Discussion
After the case study for an LVHM production environment was conducted, this section further discusses its comparison to the traditional production practice and the implications raised from academic and industrial perspectives.
5.1. Comparison with the Traditional Production Practice
With regard to traditional production practice (mass production, i.e., high volume, low mix), it is generally preferable because of leveraging the economies of scale, but such a production practice discourages manufacturing start-ups and SMEs. Furthermore, mass personalization cannot be effectively conducted in the current production environment, and thus, this study outlines the transmission from mass production to mass personalization from the perspectives of job allocation and scheduling. Therefore, a comparison between the traditional and proposed production practices was conducted to investigate the performance metrics with respect to those orders with small-order quantities, namely less than 100. Regarding the small orders in the case study, the corresponding OPT and OTD are 9.59 days and 19.47 days. It is implied that the production lines transformed to prefer small orders, and the small orders can be completed ahead of schedule at 19.47 days, which is better than the average OTD in the entire production dataset. From the perspective of the manual approach as the traditional practice, the production orders depicted in the case analysis are completed in 19 days, in which the production orders are manufactured subject to the capacity of the production lines. By using the proposed solution, the time required for production is reduced to 9 days, with an improvement of 52.63%, as shown in
Table 3. In other words, the proposed DTPOS is effective in consolidating the production orders to fully utilize production capacity. Consequently, thanks to the proposed DTPOS, the concept of LVHM production is successfully deployed in the production lines with enhanced job allocation and scheduling to ensure smooth operational flow.
5.2. Managerial and Practical Implications for Industry 5.0
The managerial and practical implications of this research are substantial. The study contributes to the field of production optimization by introducing the concept of a digital twin-based system and demonstrates its effectiveness in improving job allocation and scheduling. The integration of machine learning, simulation, and deep neural networks provides a novel approach to addressing the dynamic nature of production lines. The research also highlights the shift from mass production to mass personalization, addressing the needs of manufacturing startups and SMEs.
Practically, the findings have direct implications for the LVHM production process. The implementation of the DTPOS can lead to an improvement in on-time delivery and the significant enhancement of productivity and efficiency, especially in handling small orders. Optimized job allocation and scheduling enable the production lines to adapt to dynamic changes and customer demands, fostering a more agile and customer-centric production environment. Furthermore, this research opens avenues for other industries to explore the benefits of digital twin-based production optimization systems, paving the way for improved operational performance and competitiveness.
In view of the research findings, this research showcases the academic and practical implications of a digital twin-based production optimization system for the LVHM production process. The findings highlight the effectiveness of the proposed system in improving job allocation, scheduling, and overall operational flow. The study contributes to the academic field by introducing novel methodologies and addressing the transition from mass production to mass personalization. Practically, the research provides insights into the LVHM industry and opens doors for other sectors to explore the potential of digital twin-based solutions for production optimization.
6. Conclusions
In conclusion, this research comprehensively explores the academic and practical implications of a digital twin-based production optimization system (DTPOS) for the LVHM production process. The study’s research methodology involves the design and implementation of the DTPOS, which leverages machine learning, simulation, and deep neural networks to improve job allocation and scheduling across multiple production lines. The research findings demonstrate the effectiveness of the proposed DTPOS in optimizing production operations. By intelligently allocating production orders based on priority ratings and machine configurations, the system achieves balanced distribution across the production lines. Moreover, the average waiting time for production orders to start is significantly reduced, resulting in improved productivity and the timely completion of orders. The comparison between the traditional mass production approach and the proposed mass personalization approach further highlights the advantages of the DTPOS. The system enables the prioritization of small order quantities, leading to faster production times and improved on-time delivery performance.
In the future, more theoretical investigations in the LVHM production environment can be explored, including mathematical problem formulation and stochastic simulation, to truly reflect the constraints and performance in real-life production practice. Furthermore, more case studies that implement the proposed system within the LVHM production environment are needed to extend the methodological value to industry, resulting in the effective transformation of the production practice. Consequently, a production practice that is friendly to LVHM concepts has thus been established, aligning with the paradigm of Industry 5.0.
Author Contributions
Conceptualization, S.K.H.S. and C.K.M.L.; methodology, S.K.H.S.; formal analysis, S.K.H.S.; data curation, S.K.H.S.; writing—original draft preparation, S.K.H.S.; writing—review and editing, C.K.M.L.; supervision, C.K.M.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data presented in this study are available upon request from the corresponding author.
Acknowledgments
The authors would like to thank the Engineering Doctorate (EngD) Program, Faculty of Engineering, Hong Kong Polytechnic University, for inspiring the development of this research study. We would like to acknowledge Research Institute for Advanced Manufacturing for this project (Project code: 1-CD4E).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, conception and perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- Mendhurwar, S.; Mishra, R. ‘Un’-blocking the industry 4.0 value chain with cyber-physical social thinking. Enterp. Inf. Syst. 2023, 17, 1930189. [Google Scholar] [CrossRef]
- Pandian, P.; Yang, L.; Liu, X. Lean transformation for high mix low volume production: A case study. In Proceedings of the IIE Annual Conference, Cancún, Mexico, 5–9 June 2010; Proceedings (p. 1). Institute of Industrial and Systems Engineers (IISE): Peachtree Corners, GA, USA, 2010. [Google Scholar]
- Herps, K.; Dang, Q.V.; Martagan, T.; Adan, I. A simulation-based approach to design an automated high-mix low-volume manufacturing system. J. Manuf. Syst. 2022, 64, 1–18. [Google Scholar] [CrossRef]
- Zhang, Q.; Tseng, M.M. Modelling and integration of customer flexibility in the order commitment process for high mix low volume production. Int. J. Prod. Res. 2009, 47, 6397–6416. [Google Scholar] [CrossRef]
- Fayoumi, A.; Loucopoulos, P. Bridging the Strategy Execution Gap of Designing Intelligent Talent Acquisition Systems Using Enterprise Modelling and Simulation. Enterp. Inf. Syst. 2022, 17, 2005149. [Google Scholar] [CrossRef]
- Heizer, J.; Render, B.; Munson, C. Operations Management; Prentice-Hall: Hoboken, NJ, USA, 2008. [Google Scholar]
- Azzouz, A.; Ennigrou, M.; Ben Said, L. Scheduling problems under learning effects: Classification and cartography. Int. J. Prod. Res. 2018, 56, 1642–1661. [Google Scholar] [CrossRef]
- Cheng, T.E.; Wang, G. Single machine scheduling with learning effect considerations. Ann. Oper. Res. 2000, 98, 273–290. [Google Scholar] [CrossRef]
- Lee, W.C. A note on deteriorating jobs and learning in single-machine scheduling problems. Int. J. Bus. Econ. 2004, 3, 83. [Google Scholar]
- Rasmussen, S. Production Economics: The Basic Theory of Production Optimisation; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Schneckenreither, M.; Haeussler, S.; Gerhold, C. Order release planning with predictive lead times: A machine learning approach. Int. J. Prod. Res. 2021, 59, 3285–3303. [Google Scholar] [CrossRef]
- Hendry, L.; Huang, Y.; Stevenson, M. Workload control: Successful implementation taking a contingency-based view of production planning and control. Int. J. Oper. Prod. Manag. 2013, 33, 69–103. [Google Scholar] [CrossRef]
- Hopp, W.J.; Spearman, M.L. Throughput of a constant work in process manufacturing line subject to failures. Int. J. Prod. Res. 1991, 29, 635–655. [Google Scholar] [CrossRef]
- Müller, T.; Kamm, S.; Löcklin, A.; White, D.; Mellinger, M.; Jazdi, N.; Weyrich, M. Architecture and knowledge modelling for self-organized reconfiguration management of cyber-physical production systems. Int. J. Comput. Integr. Manuf. 2022, 1–22. [Google Scholar] [CrossRef]
- Messner, M.; Pauker, F.; Mauthner, G.; Frühwirth, T.; Mangler, J. Closed loop cycle time feedback to optimize high-mix/low-volume production planning. Procedia CIRP 2019, 81, 689–694. [Google Scholar] [CrossRef]
- Johansen, K.; Rao, S.; Ashourpour, M. The role of automation in complexities of high-mix in low-volume production–a literature review. Procedia CIRP 2021, 104, 1452–1457. [Google Scholar] [CrossRef]
- Lim, K.C.W.; Wong, L.P.; Chin, J.F. Hyper-heuristic for Flexible Job Shop Scheduling Problem with Stochastic Job Arrivals. Manuf. Lett. 2023, 36, 5–8. [Google Scholar] [CrossRef]
- Tsang, Y.P.; Wu, C.H.; Ip, W.H.; Lee CK, M. Federated-Learning-based Decision Support for Industrial Internet of Things (IIoT)-based Printed Circuit Board Assembly Process. J. Grid Comput. 2022, 20, 43. [Google Scholar] [CrossRef]
- Parente, M.; Figueira, G.; Amorim, P.; Marques, A. Production scheduling in the context of Industry 4.0: Review and trends. Int. J. Prod. Res. 2020, 58, 5401–5431. [Google Scholar] [CrossRef]
- Yang, Y.N.; Parsaei, H.R.; Leep, H.R. A prototype of a feature-based multiple-alternative process planning system with scheduling verification. Comput. Ind. Eng. 2001, 39, 109–124. [Google Scholar] [CrossRef]
- Guizzi, G.; Falcone, D.; De Felice, F. An integrated and parametric simulation model to improve production and maintenance processes: Towards a digital factory performance. Comput. Ind. Eng. 2019, 137, 106052. [Google Scholar] [CrossRef]
- Bao, J.; Guo, D.; Li, J.; Zhang, J. The modelling and operations for the digital twin in the context of manufacturing. Enterp. Inf. Syst. 2019, 13, 534–556. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C.; Barlow, C. Digital twin: Enabling technologies, challenges and open research. IEEE Access 2020, 8, 108952–108971. [Google Scholar] [CrossRef]
- Zhang, Z.; Guan, Z.; Gong, Y.; Luo, D.; Yue, L. Improved multi-fidelity simulation-based optimisation: Application in a digital twin shop floor. Int. J. Prod. Res. 2022, 60, 1016–1035. [Google Scholar] [CrossRef]
- Irawan, C.A.; Eskandarpour, M.; Ouelhadj, D.; Jones, D. Simulation-based optimisation for stochastic maintenance routing in an offshore wind farm. Eur. J. Oper. Res. 2021, 289, 912–926. [Google Scholar] [CrossRef]
- Yung, K.L.; Tsang, Y.P.; Wu, C.H.; Ip, W.H. An autonomous, multi-agent, IoT-empowered space logistics system for mission-critical inventory packing. ISA Trans. 2023, 132, 167–181. [Google Scholar] [CrossRef]
- Theeraviriya, C.; Ruamboon, K.; Praseeratasang, N. Solving the multi-level location routing problem considering the environmental impact using a hybrid metaheuristic. Int. J. Eng. Bus. Manag. 2021, 13, 18479790211017353. [Google Scholar] [CrossRef]
- de Sousa Junior, W.T.; Montevechi, J.A.B.; de Carvalho Miranda, R.; Campos, A.T. Discrete simulation-based optimization methods for industrial engineering problems: A systematic literature review. Comput. Ind. Eng. 2019, 128, 526–540. [Google Scholar] [CrossRef]
- Feng, K.; Chen, S.; Lu, W.; Wang, S.; Yang, B.; Sun, C.; Wang, Y. Embedding ensemble learning into simulation-based optimisation: A learning-based optimisation approach for construction planning. Eng. Constr. Archit. Manag. 2023, 30, 259–295. [Google Scholar] [CrossRef]
- Fung, V.W.; Yung, K.C. An intelligent approach for improving printed circuit board assembly process performance in smart manufacturing. Int. J. Eng. Bus. Manag. 2020, 12, 1847979020946189. [Google Scholar] [CrossRef]
- Tsang, Y.P.; Yang, T.T.; Chen, Z.S.; Wu, C.H.; Tan, K.H. How is Extended Reality Bridging Human and Cyber-Physical Systems in the IoT-Empowered Logistics and Supply Chain Management? Internet Things 2022, 2022, 100623. [Google Scholar] [CrossRef]
- Battini, D.; Berti, N.; Finco, S.; Zennaro, I.; Das, A. Towards industry 5.0: A multi-objective job rotation model for an inclusive workforce. Int. J. Prod. Econ. 2022, 250, 108619. [Google Scholar] [CrossRef]
- Destouet, C.; Tlahig, H.; Bettayeb, B.; Mazari, B. Flexible job shop scheduling problem under Industry 5.0: A survey on human reintegration, environmental consideration and resilience improvement. J. Manuf. Syst. 2023, 67, 155–173. [Google Scholar] [CrossRef]
- Svozil, D.; Kvasnicka, V.; Pospichal, J. Introduction to multi-layer feed-forward neural networks. Chemom. Intell. Lab. Syst. 1997, 39, 43–62. [Google Scholar] [CrossRef]
- Krogh, A. What are artificial neural networks? Nat. Biotechnol. 2008, 26, 195–197. [Google Scholar] [CrossRef]
- Abiodun, O.I.; Jantan, A.; Omolara, A.E.; Dada, K.V.; Umar, A.M.; Linus, O.U.; Arshad, H.; Kazaure, A.A.; Gana, U.; Kiru, M.U. Comprehensive review of artificial neural network applications to pattern recognition. IEEE Access 2019, 7, 158820–158846. [Google Scholar] [CrossRef]
- Rosen, R.; Von Wichert, G.; Lo, G.; Bettenhausen, K.D. About the importance of autonomy and digital twins for the future of manufacturing. Ifac-Pap. 2015, 48, 567–572. [Google Scholar] [CrossRef]
- Li, Y.; Tao, Z.; Wang, L.; Du, B.; Guo, J.; Pang, S. Digital twin-based job shop anomaly detection and dynamic scheduling. Robot. Comput. Integr. Manuf. 2023, 79, 102443. [Google Scholar] [CrossRef]
- Hsu, H.P. Printed circuit board assembly planning for multi-head gantry SMT machine using multi-swarm and discrete firefly algorithm. IEEE Access 2020, 9, 1642–1654. [Google Scholar] [CrossRef]
- Mokhtarzadeh, M.; Tavakkoli-Moghaddam, R.; Vahedi-Nouri, B.; Farsi, A. Scheduling of human-robot collaboration in assembly of printed circuit boards: A constraint programming approach. Int. J. Comput. Integr. Manuf. 2020, 33, 460–473. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}