The Effect of Air, Ar and O2 Plasmas on the Electrical Resistivity and Hand-Feel Properties of Polyester/Cotton Blend Fabric


Abstract
1. Introduction
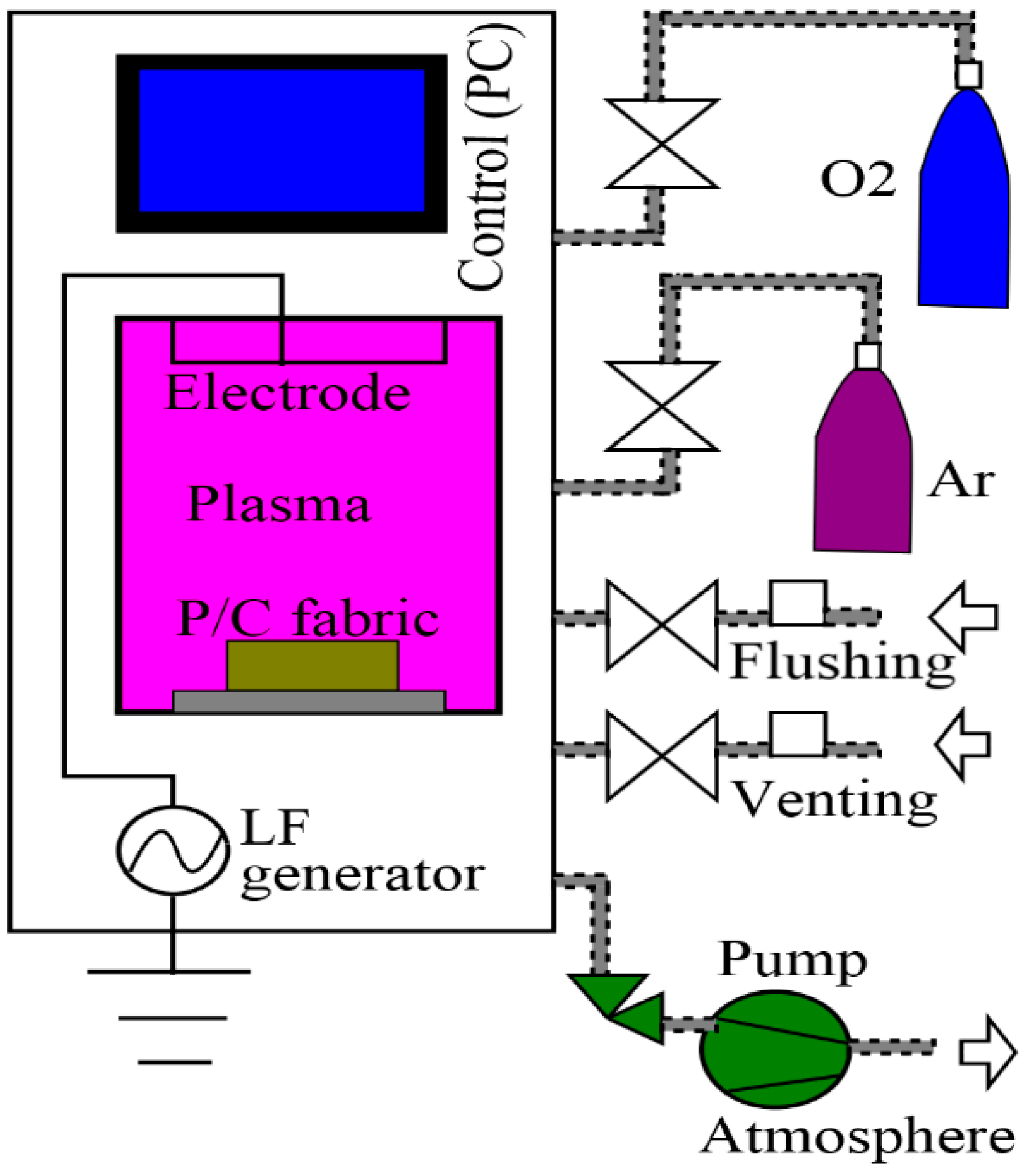
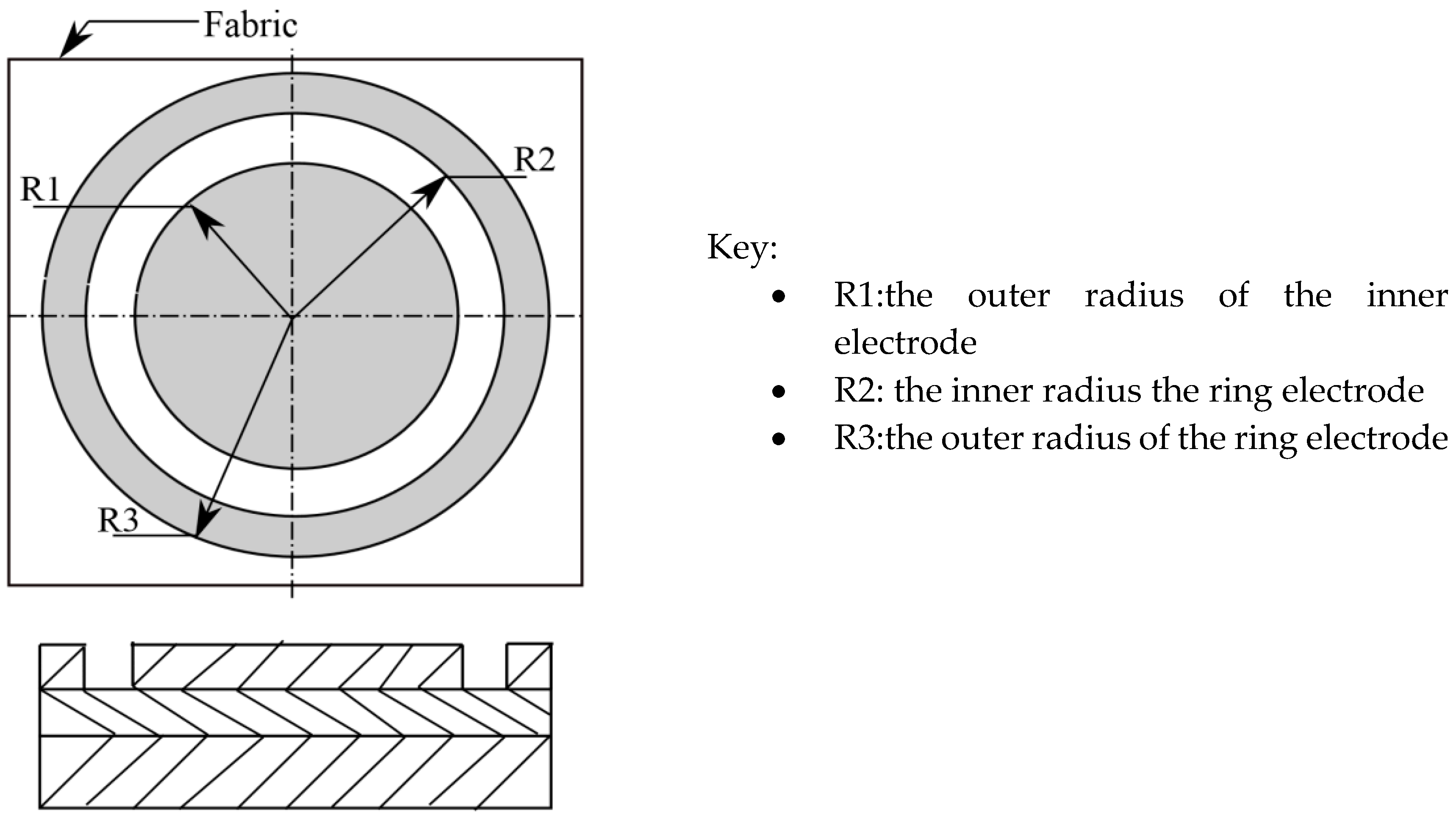
2. Materials and Methods
3. Results and Discussion
3.1. Surface and Volume Resistivity (ρs, ρv) Behavior of Plasma-treated P/C Blend Fabric
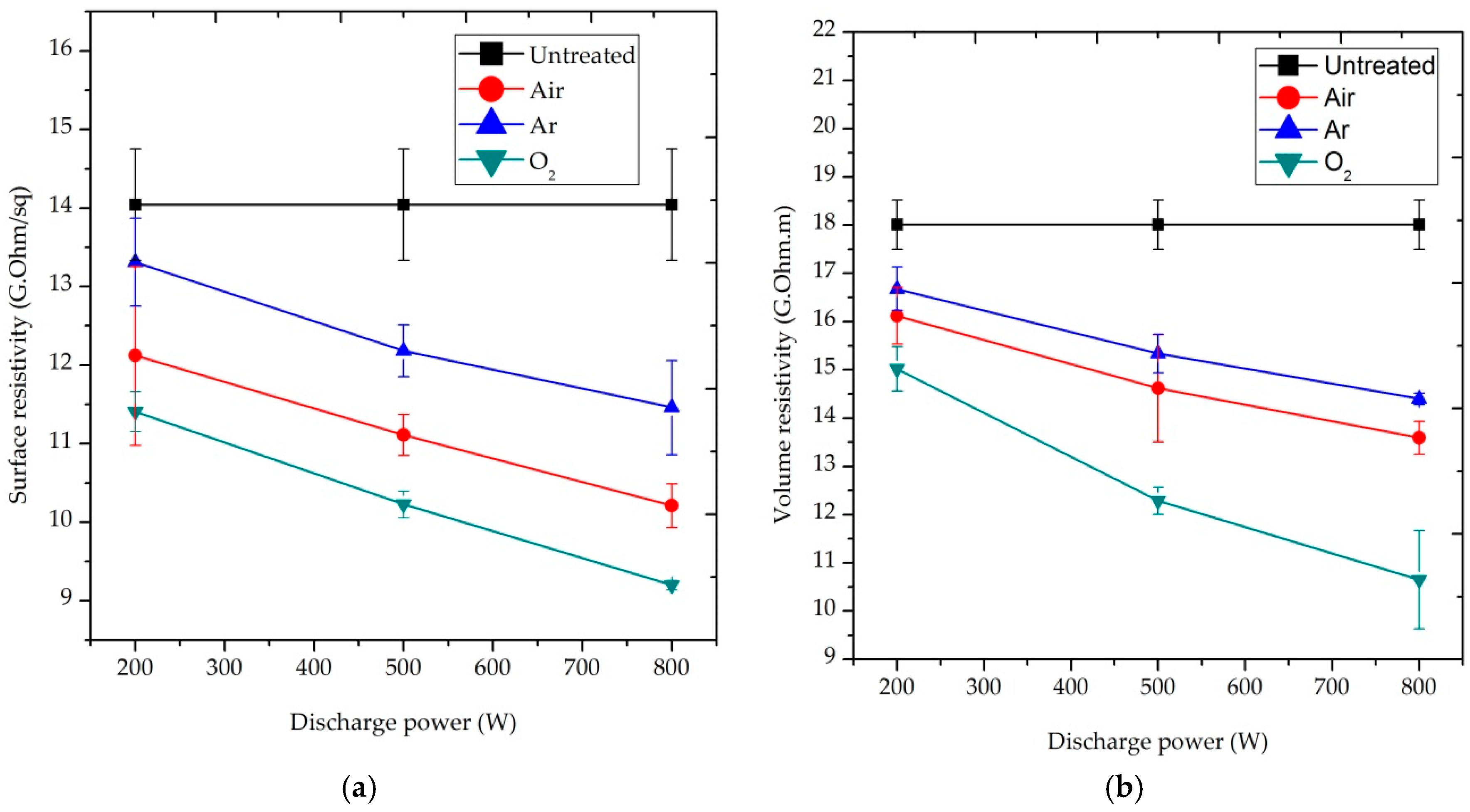
3.1.1. Effect of the Discharge Power
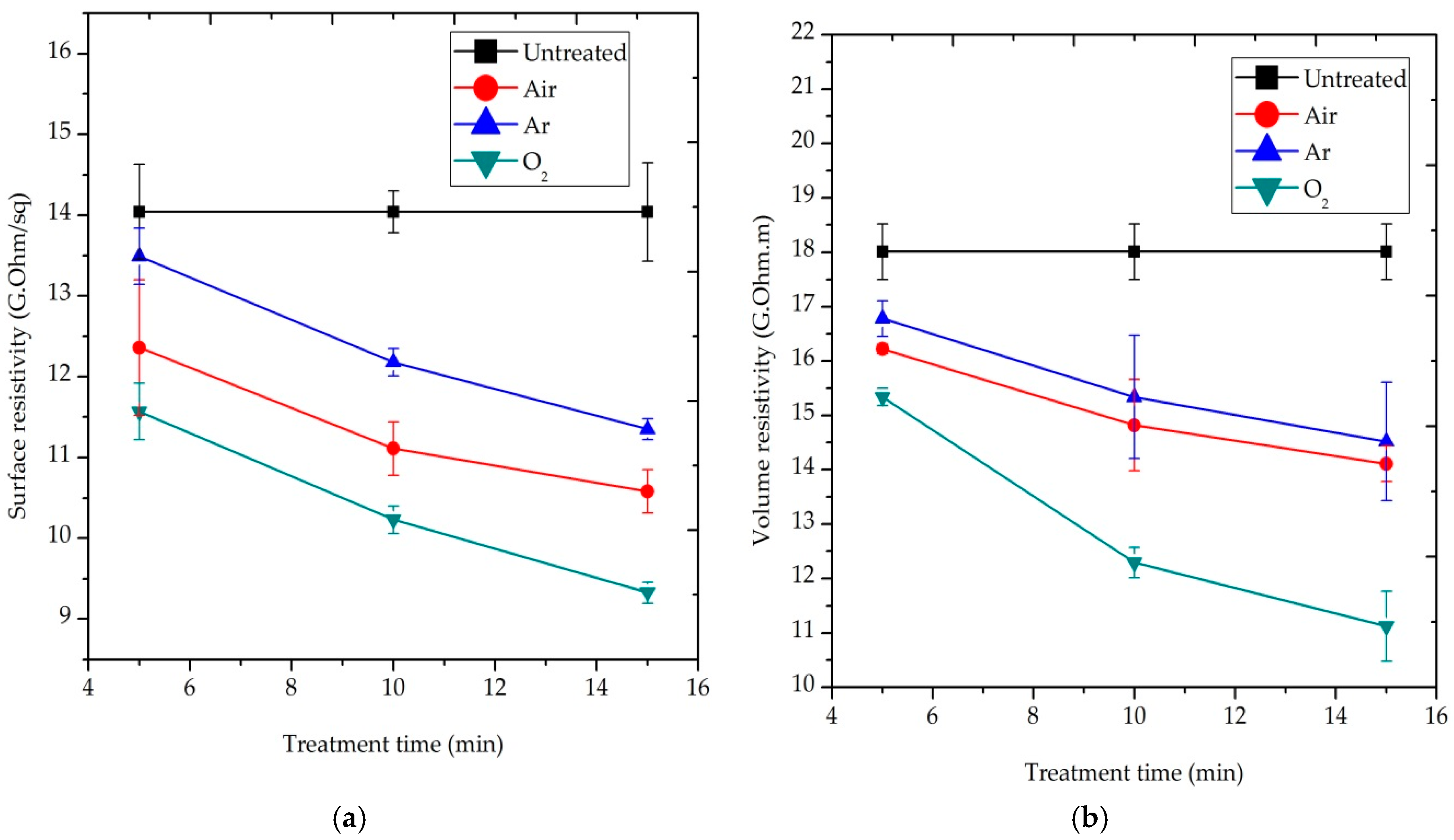
3.1.2. Effect of the Treatment Time
3.1.3. Effect of the Types of Plasma Gases
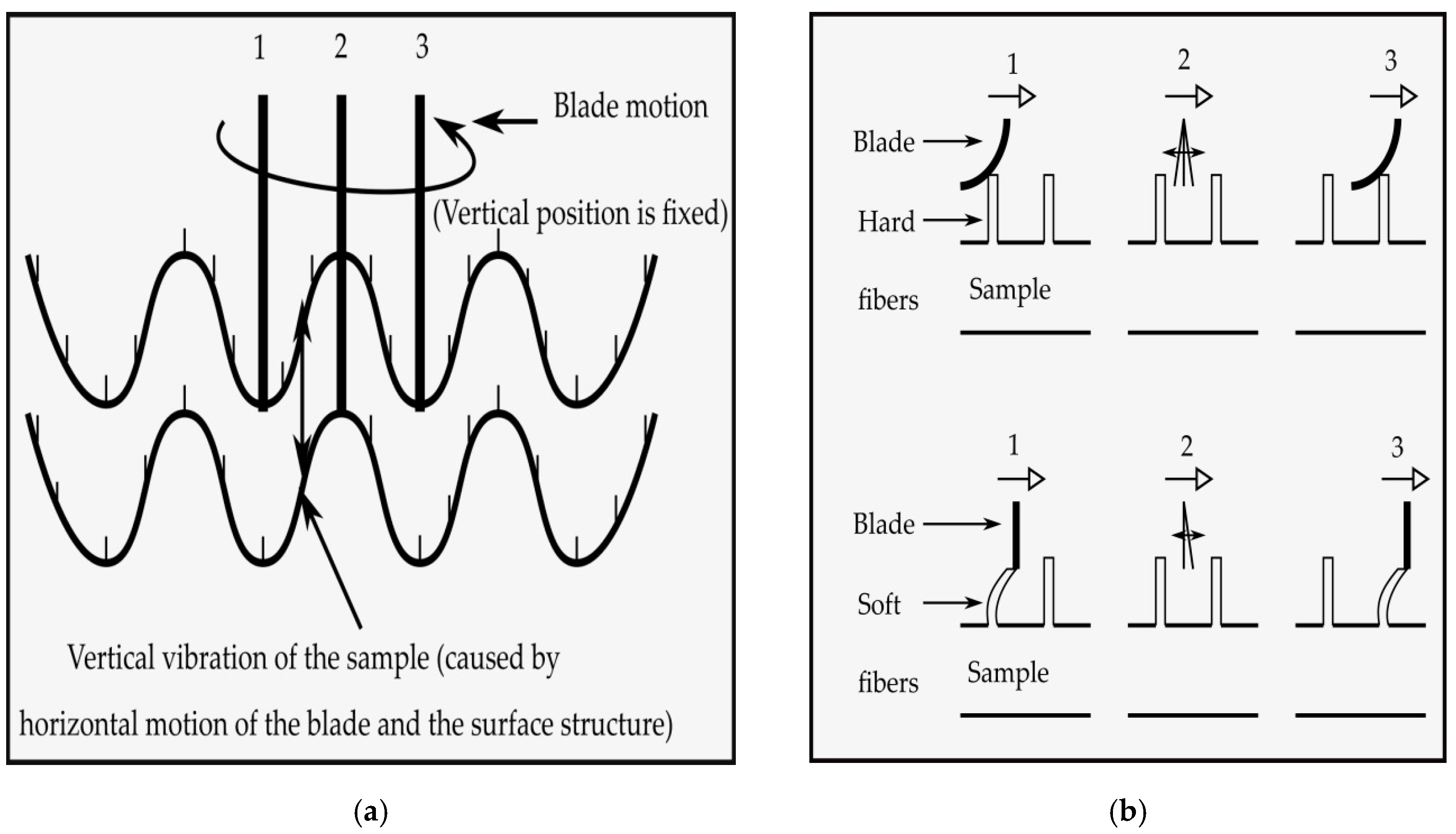
3.2. Hand-Feel Properties of Plasma-treated P/C Blend Fabric
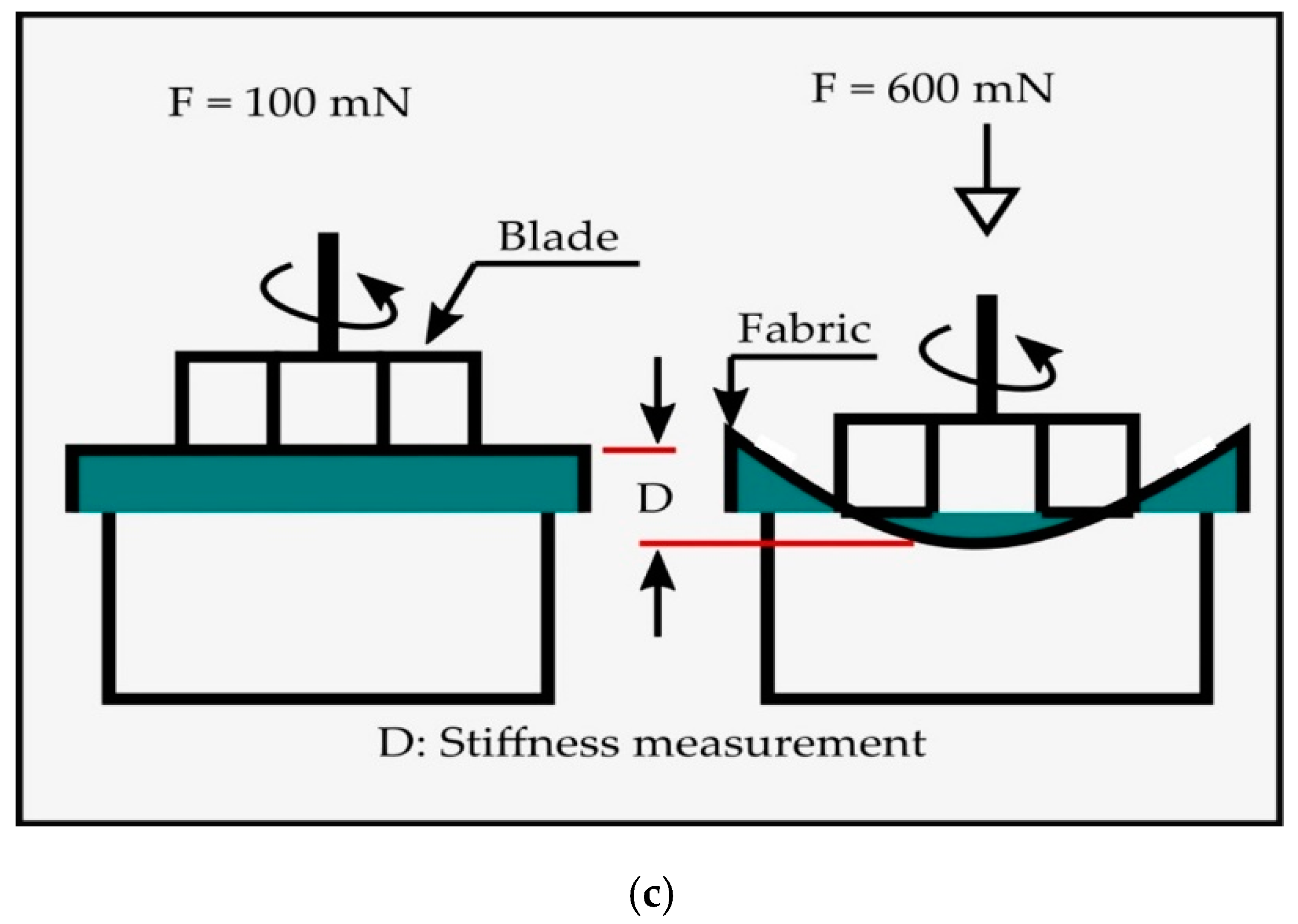
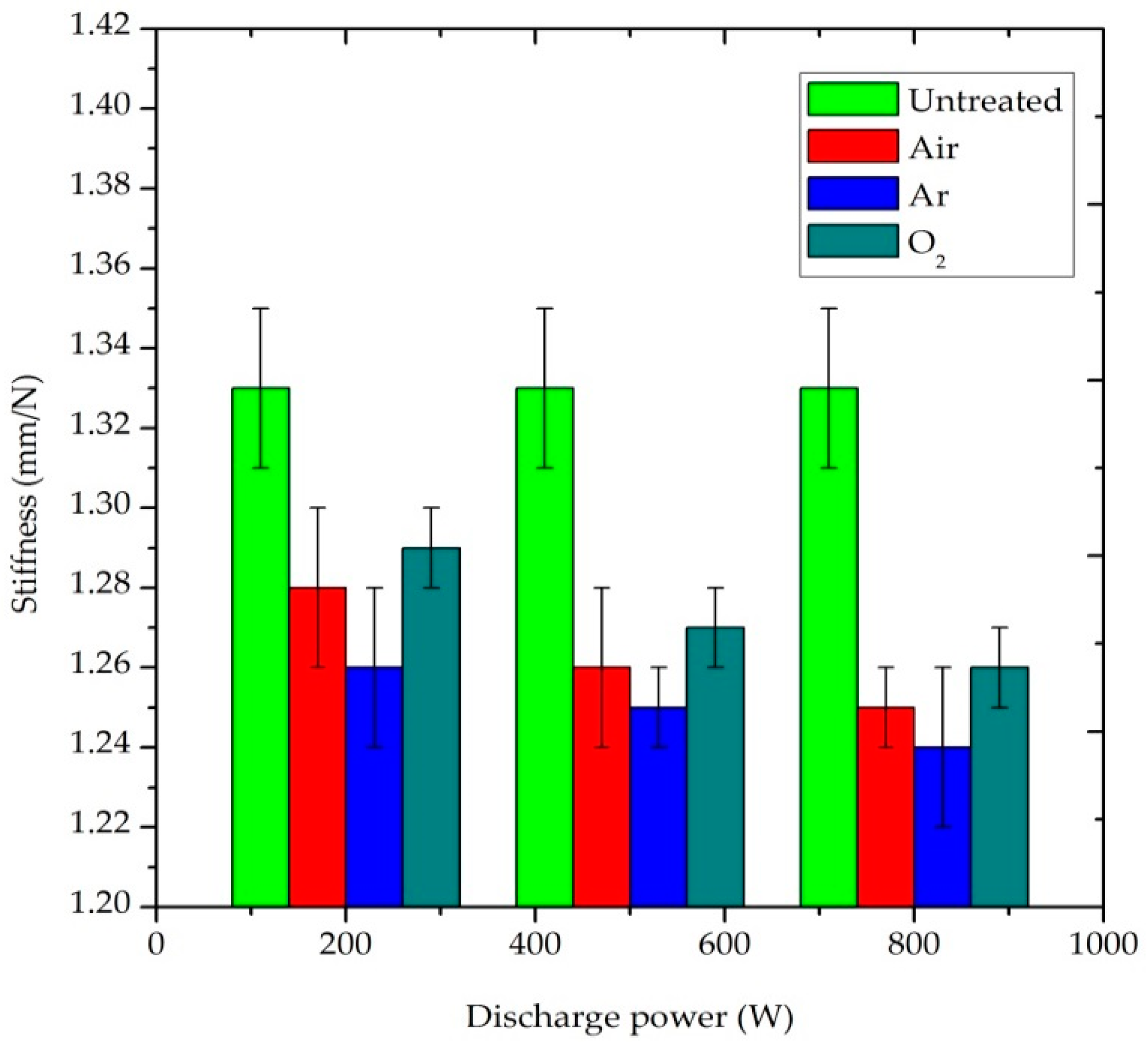
3.2.1. Stiffness (mm/N)
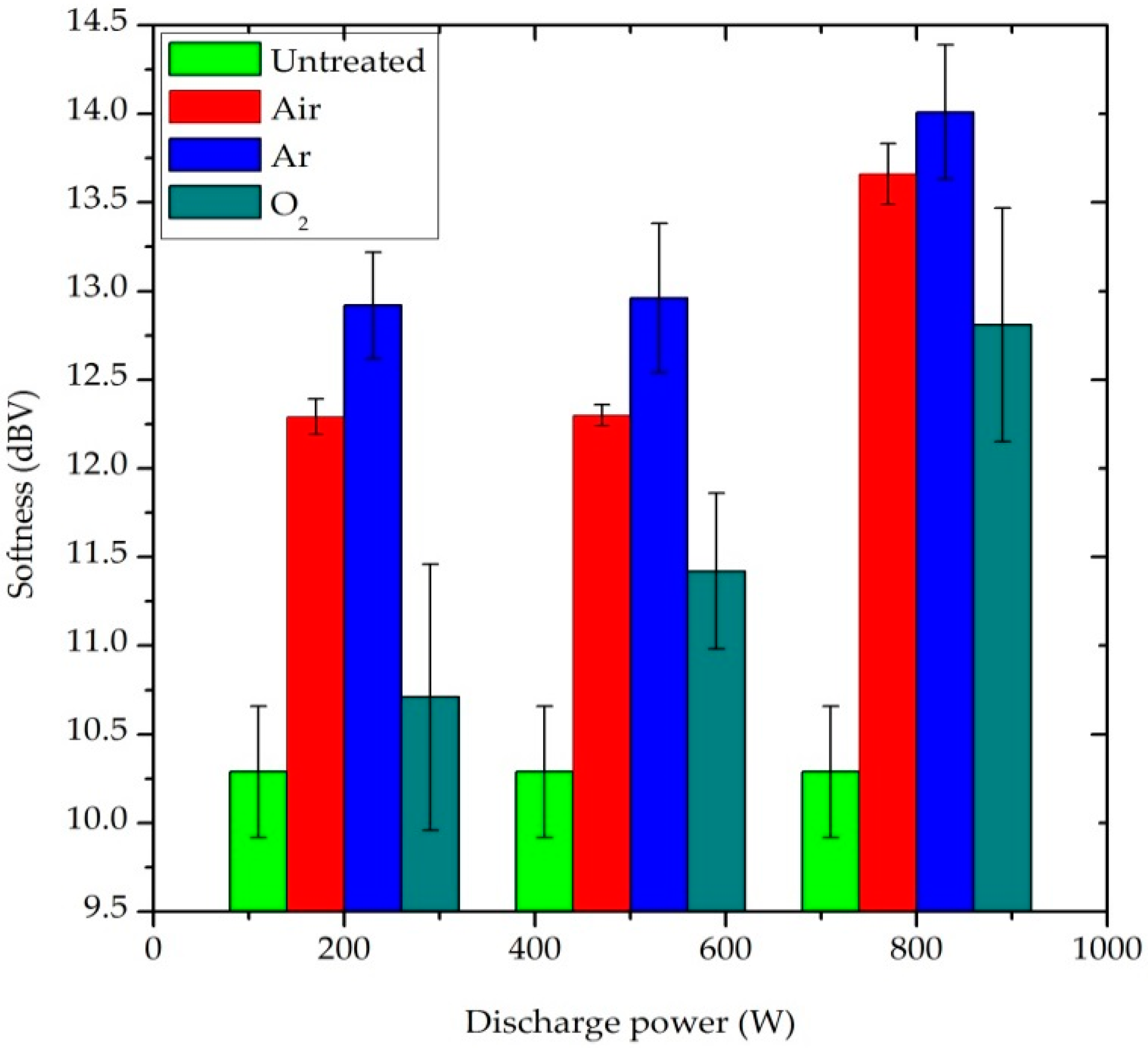
3.2.2. Softness (dBV)
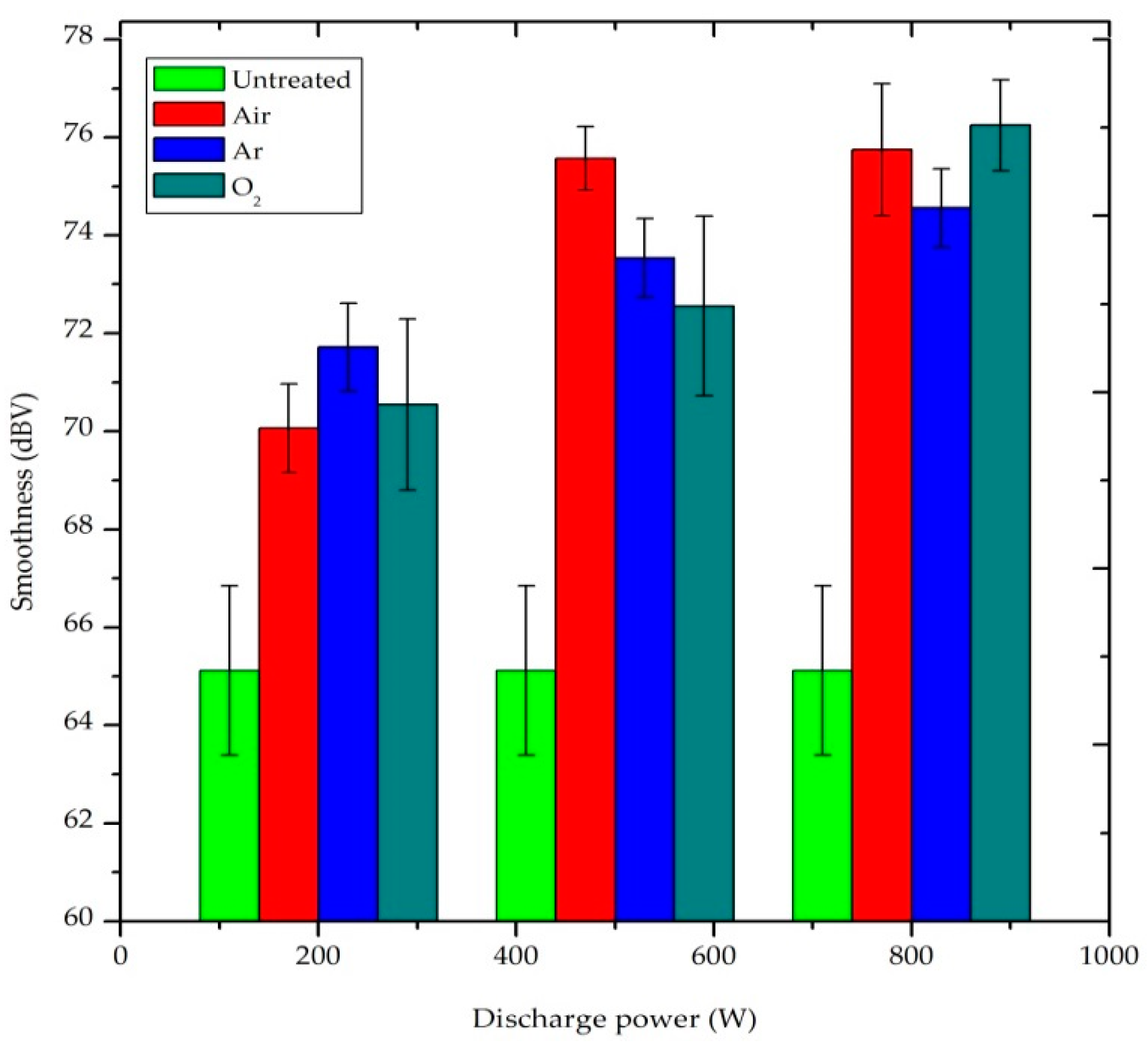
3.2.3. Smoothness (dBV)
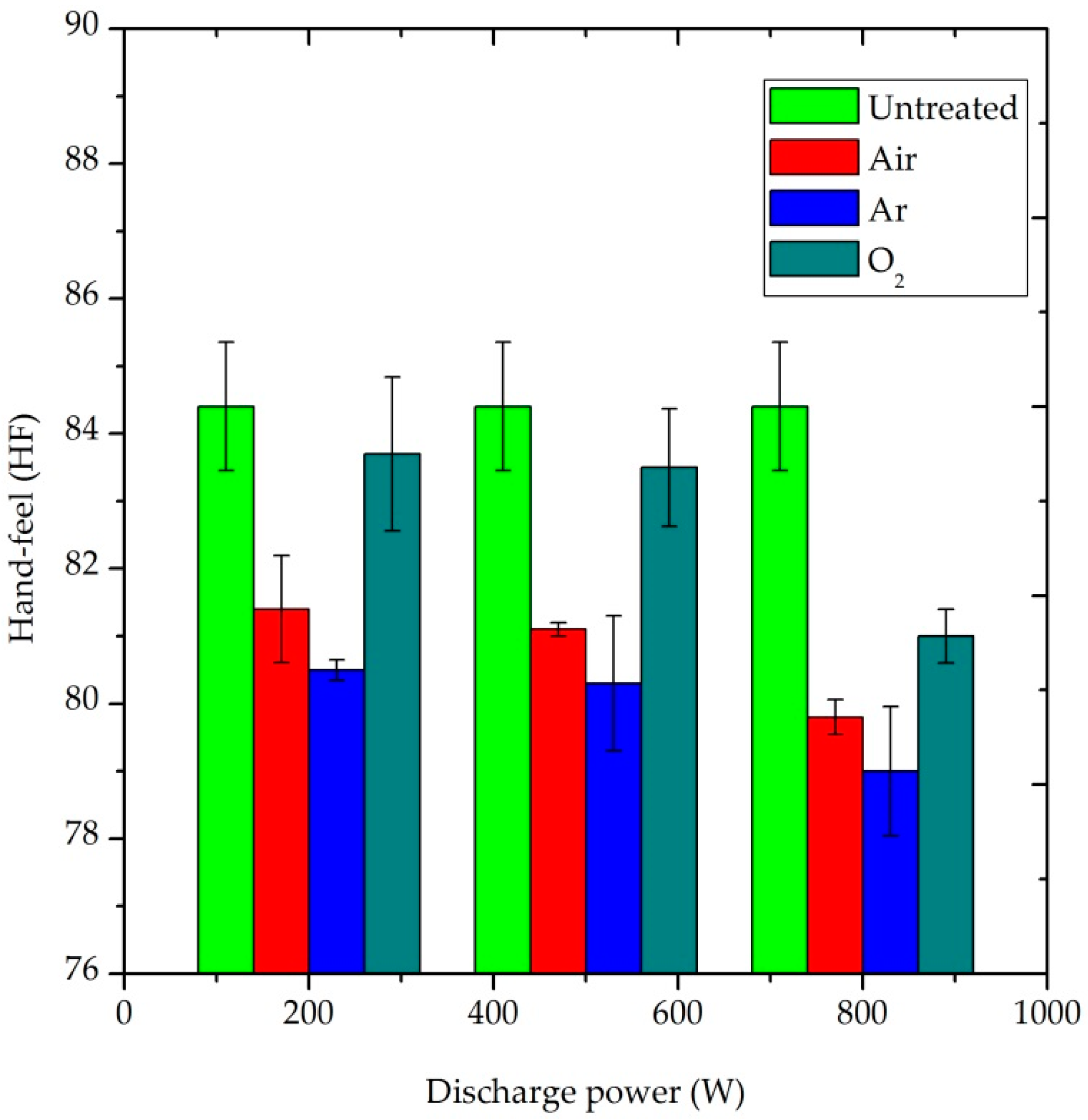
3.2.4. Hand-Feel (HF)
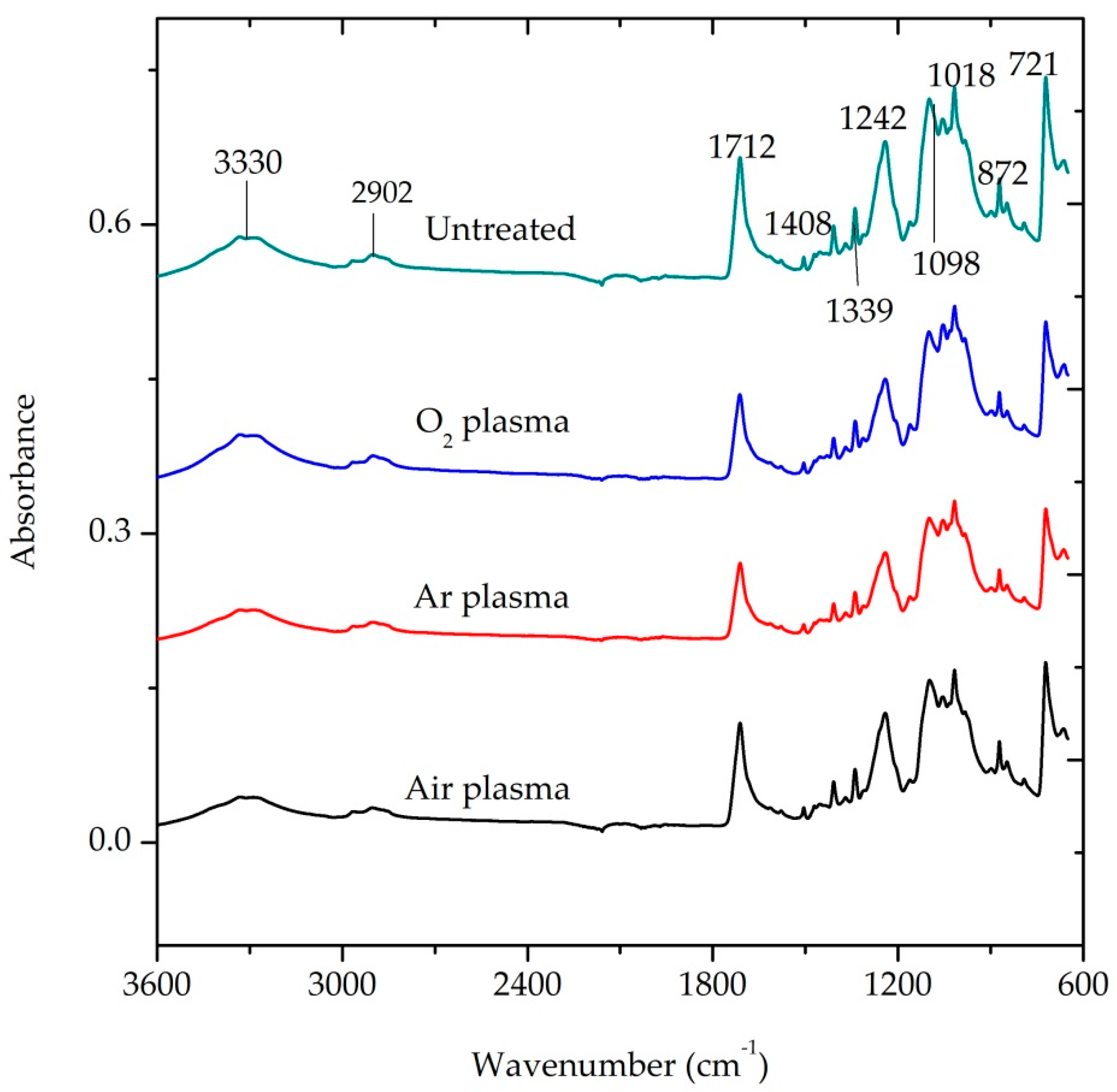
3.3. Surface Chemical Analysis
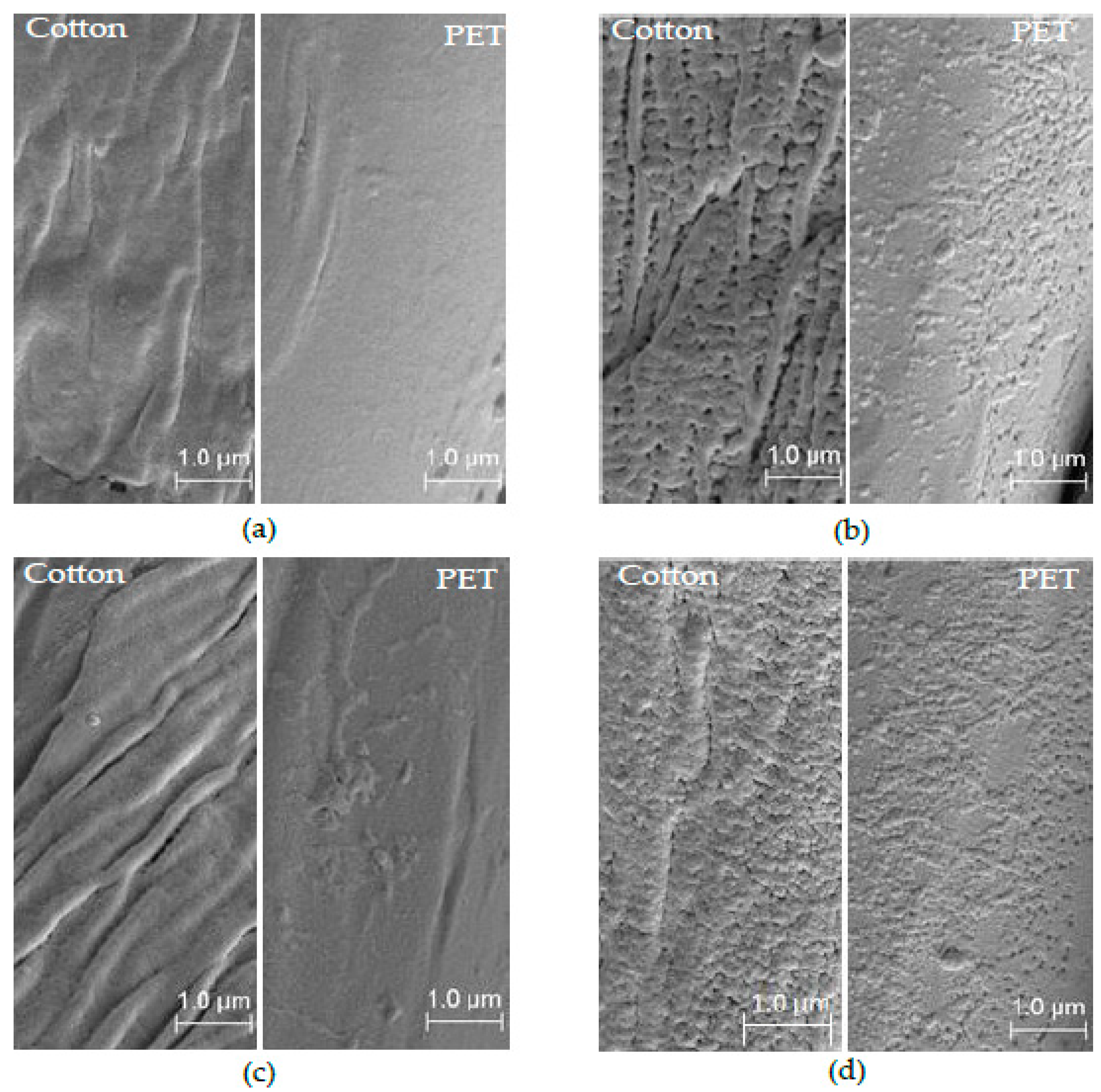
3.4. Surface Morphology Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sarker, F.; Prasad, R.K.; Howlader, M.R.; Abir, N.; Nurunnabi; Akter, R. Scope of Dyeing Polyester Cotton (PC) Blended Fabric in Single Bath Process for Water, Energy and Time Saving. IOSR J. Polym. Text. Eng. 2015, 2, 12–16. [Google Scholar] [CrossRef]
- Abou-Nassif, G.A. Blending Behavior of Cotton and Polyester Fibers on Different Spinning Systems in Relation to Physical Properties of Blended Yarns. IJSRET 2017, 6, 1–11. [Google Scholar]
- Kale, K.; Palaskar, S.; Hauser, P.J.; El-shafei, A. Atmospheric pressure glow discharge of helium-oxygen plasma treatment on polyester/cotton blended fabric. Indian J. Fibre Text. Res. 2011, 36, 137–144. [Google Scholar]
- Bhat, N.V.; Benjamin, Y.N. Surface Resistivity Behavior of Plasma Treated and Plasma Grafted Cotton and Polyester Fabrics. Text. Res. J. 1999, 69, 38–42. [Google Scholar] [CrossRef]
- Gonzalez, J.A. Electrostatic protection. In Textiles for Protection, 1st ed.; Scott, R.A., Ed.; Woodhead Publishing Limited: Cambridge, UK; CRC Press LLC: New york, NY, USA, 2005; pp. 503–528. [Google Scholar]
- Sello, S.B.; Stevens, C.V. Antistatic Treatment. In Handbook of Fiber Science and Technology Part B, 1st ed.; Lewin, S.B., Sello, M., Eds.; Marcel Dekker, INC.: New york, NY, USA; Basel, Switzerland, 1984; pp. 291–299. [Google Scholar]
- Bhattacharya, S.S.; Amin, H.N. Analysis of Surface resistivity behavior of Conductive Woven fabrics made from Copper Jari & SS/Polyester yarns for ESD control. IRJET 2015, 2, 1007–1012. [Google Scholar]
- Hersh, S.P. Surface Characteristics of Fibers and Textiles, Part 1; Marcel Dekker: New York, NY, USA, 1975. [Google Scholar]
- Cullough, M.; Francis, P.; Hall, J.; David, M. Nonlinear Aromatic Polyamide Fiber or Diber Assembly and Method of Preparation. Patent 4869951, 1989. [Google Scholar]
- Henry, P.S.H. Radioactive Static Eliminators for the Textile Industry. In Radioisotope Techniques. Volume II; M.H. Stationary Office: London, UK, 1952; pp. 150–161. [Google Scholar]
- Shyr, T.; Lien, C.; Lin, A. Coexisting antistatic and water-repellent properties of polyester fabric. Text. Res. J. 2011, 81, 254–263. [Google Scholar] [CrossRef]
- Samanta, K.K.; Jassal, M.; Agrawal, A.K. Antistatic effect of atmospheric pressure glow discharge cold plasma treatment on textile substrates. Fibers Polym. 2010, 11, 431–437. [Google Scholar] [CrossRef]
- Rashidi, A.; Moussavipourgharbi, H.; Mirjalili, M.; Ghoranneviss, M. Effect of low-temperature plasma treatment on surface modification of cotton and polyester fabrics. Indian J. Fibre Text. Res. 2004, 29, 74–78. [Google Scholar]
- Morent, R.; Geyter, N.D.; Verschuren, J.; Clerck, K.D.; Kiekens, P.; Leys, C. Non-thermal plasma treatment of textiles. Surf. Coatings Technol. 2008, 202, 3427–3449. [Google Scholar] [CrossRef]
- Jelil, R.A. A review of low-temperature plasma treatment of textile materials. J. Mater. Sci. 2015. [Google Scholar] [CrossRef]
- Chongqi, M.; Shulin, Z.; Gu, H. Anti-static charge character of the plasma treated polyester filter fabric. J. Electrostat. 2010, 68, 111–115. [Google Scholar] [CrossRef]
- Meng, L.; Wei, Q.; Li, L. Influence of oxygen plasma treatment on properties of polyester fabrics coated with copper films. Appl. Mech. Mater. 2012, 189, 193–196. [Google Scholar] [CrossRef]
- Haji, A.; Rahbar, R.S.; Shoushtari, A.M. Plasma assisted attachment of functionalized carbon nanotubes on poly(ethylene terephthalate) fabric to improve the electrical conductivity. Polimery 2015, 60, 337–342. [Google Scholar] [CrossRef]
- Wang, C.X.; Lv, J.C.; Ren, Y.; Zhi, T.; Chen, J.Y.; Zhou, Q.Q.; Lu, Z.Q.; Gao, D.W. Surface modification of polyester fabric with plasma pretreatment and carbon nanotube coating for antistatic property improvement. Appl. Surf. Sci. 2015, 359, 196–203. [Google Scholar] [CrossRef]
- Rani, K.V.; Sarma, B.; Sarma, A. Plasma treatment on cotton fabrics to enhance the adhesion of Reduced Graphene Oxide for electro-conductive properties. Diam. Relat. Mater. 2018, 84, 77–85. [Google Scholar] [CrossRef]
- Mojtahed, F.; Shahidi, S.; Hezavehi, E. Influence of plasma treatment on CNT absorption of cotton fabric and its electrical conductivity and antibacterial activity. J. Exp. Nanosci. 2016, 11, 215–225. [Google Scholar] [CrossRef][Green Version]
- Kan, C.W. Evaluating antistatic performance of plasma-treated polyeste. Fibers Polym. 2007, 8, 629–634. [Google Scholar] [CrossRef]
- ASTM International. ASTM D1776-04: Standard Practice for Conditioning and Testing Textiles; West Conshohocken: Philadelphia, PA, USA, 2004; pp. 1–4. [Google Scholar]
- Low-pressure plasma laboratory system (Tetra 30, S. No. 114275). Operating Instructions, Diener Electron; GmbH + Co. KG: Ebhausen, Germany, 2018; pp. 1–102. [Google Scholar]
- AATCC Test Method 76. Electrical Surface Resistivity of Fabrics; AATCC Standard: Research Triangle Park, NC, USA, 2005. [Google Scholar]
- ASTM standard D 257. Standard Test Methods for DC Resistance or Conductance of Insulating Materials; West Conshohocken: Philadelphia, PA, USA, 2007. [Google Scholar]
- Emtec TSA—Textile Softness Analyzer—Techtextil & Texprocess. Available online: https://techtextil-texprocess.messefrankfurt.com/frankfurt/en.html (accessed on 18 November 2019).
- Nezhad, H.Y.; Thakur, V.K. Effect of morphological changes due to increasing carbon nanoparticles content on the quasi-static mechanical response of epoxy resin. Polymers (Basel) 2018, 10, 1106. [Google Scholar] [CrossRef]
- Yilma, B.B.; Luebben, J.F.; Nalankilli, G. The Effect of Low Pressure Oxygen Plasma Treatment on Comfort Properties of Polyester/Cotton Blend Fabric. Int. J. Text. Eng. Process. 2018, 4, 1–10. [Google Scholar]
- Vasile, S.; Ciesielska-Wróbel, I.L.; Langenhove, L.V. Wrinkle recovery of flax fabrics with embedded superelastic shape memory alloys wires. Fibres Text. East. Eur. 2012, 93, 56–61. [Google Scholar]
- Kan, C.W.; Yuen, C.W.M. Influence of Plasma Gas on the Mechanical Properties of Wool Fabric. IEEE Trans. PLASMA Sci. 2009, 37, 653–658. [Google Scholar] [CrossRef]
- Hung, O.; Kan, C. Effect of CO2 laser treatment on the fabric hand of cotton and cotton/polyester blended fabric. Polymers (Basel) 2017, 9, 609. [Google Scholar] [CrossRef] [PubMed]
- Naebe, M.; Tester, D.; Mcgregor, B.A.; Wang, X. The effect of plasma treatment and loop length on the handle of lightweight jersey fabrics as assessed by the Wool HandleMeter. Text. Res. J. 2015, 85, 1190–1197. [Google Scholar] [CrossRef]
- Mao, N.; Wang, Y.; Qu, J. Smoothness and Roughness: Characteristics of Fabric-to-Fabric Self-Friction Properties. In Proceedings of the 90th Textile Institute World Conference, Poznan, Poland, 25–28 April 2016. [Google Scholar]
- Murakami, M.; Mori, M.; Fujimoto, T.; Murata, C. Influence of Plasma Treatment on Total Hand Value and Adhesion Properties of Bi-Fabrics of Fused Interlining and Wool Fabrics. In Proceedings of the 5th Kanesi Engineering and Emotion Research, International Conference, Linköping, Sweden, 11–13 June 2014; pp. 1031–1038. [Google Scholar]
- Gore, A.V.; Venkataraman, A. Identification of polyester/cellulosic blends using FT-IR spectrometer. Indian J. Fibre Text. Res. 1998, 23, 165–169. [Google Scholar]
- Platnieks, O.; Gaidukovs, S.; Barkane, A.; Gaidukova, G.; Grase, L.; Thakur, V.K.; Filipova, I.; Fridrihsone, V.; Skute, M.; Laka, M. Highly Loaded Cellulose/Poly (butylene succinate) Sustainable Composites for Woody-Like Advanced Materials Application. Molecules 2020, 25, 121. [Google Scholar] [CrossRef] [PubMed]
- Lima da Silva, R.C.; Alves, C., Jr.; Nascimento, J.H.; Neves, J.R.O.; Teixeira, V.; Lima da Silva, R.C.; Alves, C., Jr.; Nascimento, J.H.; Neves, J.R.O.; Teixeira, V. Surface modification of polyester fabric by non-thermal plasma treatment. J. Phys. Conf. Ser. 2012, 406. [Google Scholar] [CrossRef]
- Kan, C.; Lam, C. Atmospheric Pressure Plasma Treatment for Grey Cotton Knitted Fabric. Polymers (Basel) 2018, 10, 233. [Google Scholar] [CrossRef]
- Caschera, D.; Mezzi, A.; Cerri, L.; Caro, T.D.; Riccucci, C.; Ingo, G.M.; Padeletti, G.; Biasiucci, M.; Gigli, G.; Cortese, B. Effects of plasma treatments for improving extreme wettability behavior of cotton fabrics. Cellulose 2014, 21, 741–756. [Google Scholar] [CrossRef]
- Samanta, K.; Jassal, M.; Agrawal, A.K. Atmospheric pressure glow discharge plasma and its applications in textile. Indian J. Fibre Text. Res. 2006, 31, 83–98. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Absorption Peaks (cm−1) | Functional Groups |
|---|---|
| 3330 | Hydroxyl O-H |
| 3100–3000 | Aromatic C-H |
| 2902 | Aliphatic C-H |
| 1712 | Carboxylic C=O |
| 1408 | Aromatic ring |
| 1339 | Alkane CH2 |
| 1242 | Carboxylic (C-O) |
| 1098, 1018 | Ester (O=C-O-C) |
| 872, 721 | Aromatic (C-H) |
| Sample | A1712/A721 | A1242/A721 |
|---|---|---|
| Untreated P/C | 0.62 | 0.706 |
| O2-plasma treated | 0.622 | 0.708 |
| Ar-plasma treated | 0.617 | 0.695 |
| Air-plasma treated | 0.647 | 0.717 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yilma, B.B.; Luebben, J.F.; Nalankilli, G. The Effect of Air, Ar and O2 Plasmas on the Electrical Resistivity and Hand-Feel Properties of Polyester/Cotton Blend Fabric. Fibers 2020, 8, 17. https://doi.org/10.3390/fib8020017
Yilma BB, Luebben JF, Nalankilli G. The Effect of Air, Ar and O2 Plasmas on the Electrical Resistivity and Hand-Feel Properties of Polyester/Cotton Blend Fabric. Fibers. 2020; 8(2):17. https://doi.org/10.3390/fib8020017
Chicago/Turabian StyleYilma, Baye Berhanu, Joern Felix Luebben, and Govindan Nalankilli. 2020. "The Effect of Air, Ar and O2 Plasmas on the Electrical Resistivity and Hand-Feel Properties of Polyester/Cotton Blend Fabric" Fibers 8, no. 2: 17. https://doi.org/10.3390/fib8020017
APA StyleYilma, B. B., Luebben, J. F., & Nalankilli, G. (2020). The Effect of Air, Ar and O2 Plasmas on the Electrical Resistivity and Hand-Feel Properties of Polyester/Cotton Blend Fabric. Fibers, 8(2), 17. https://doi.org/10.3390/fib8020017