Development and Multiscale Characterization of 3D Warp Interlock Flax Fabrics with Different Woven Architectures for Composite Applications





Abstract
1. Introduction
2. Materials and Methods
2.1. Fiber Characterization
2.2. Roving Characterization
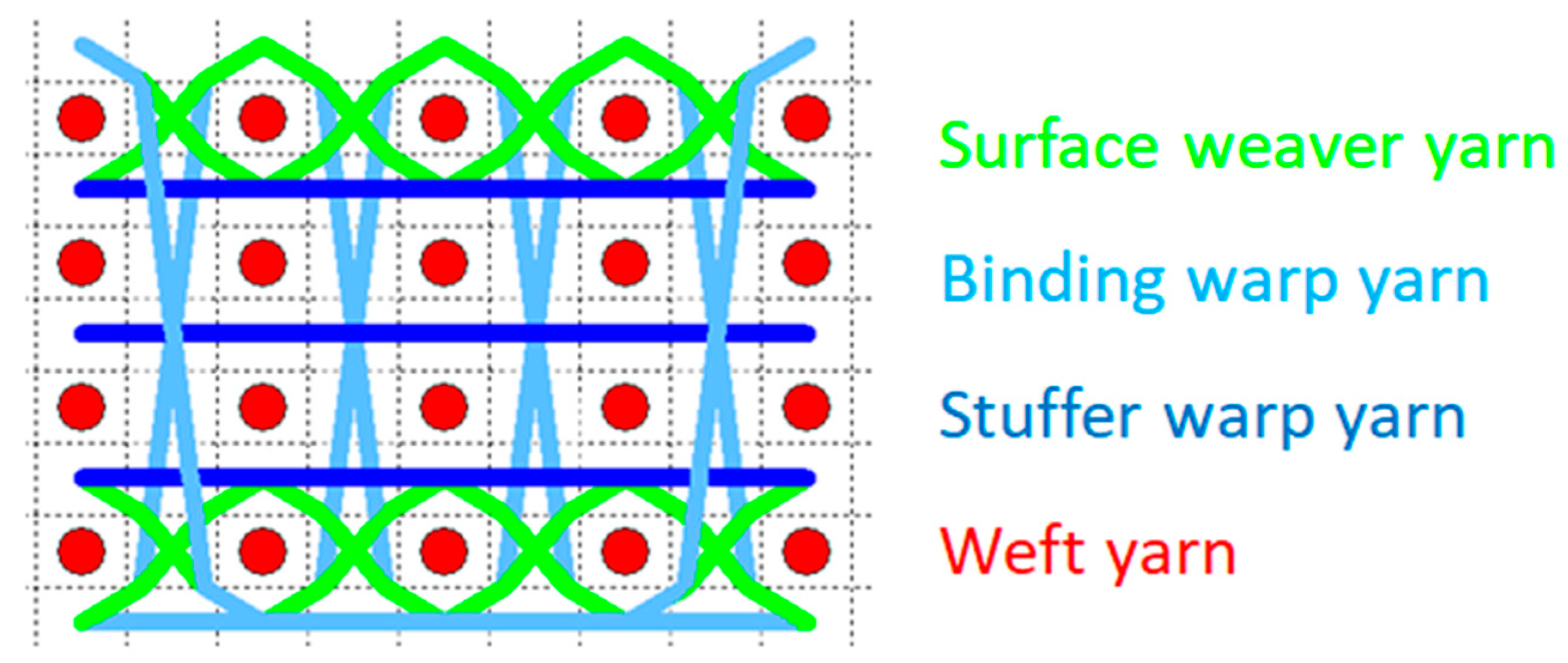
2.3. Architecture Selection
2.4. Weaving
2.5. Fabric Characterization
3. Results and Discussion
3.1. Fiber Characterization
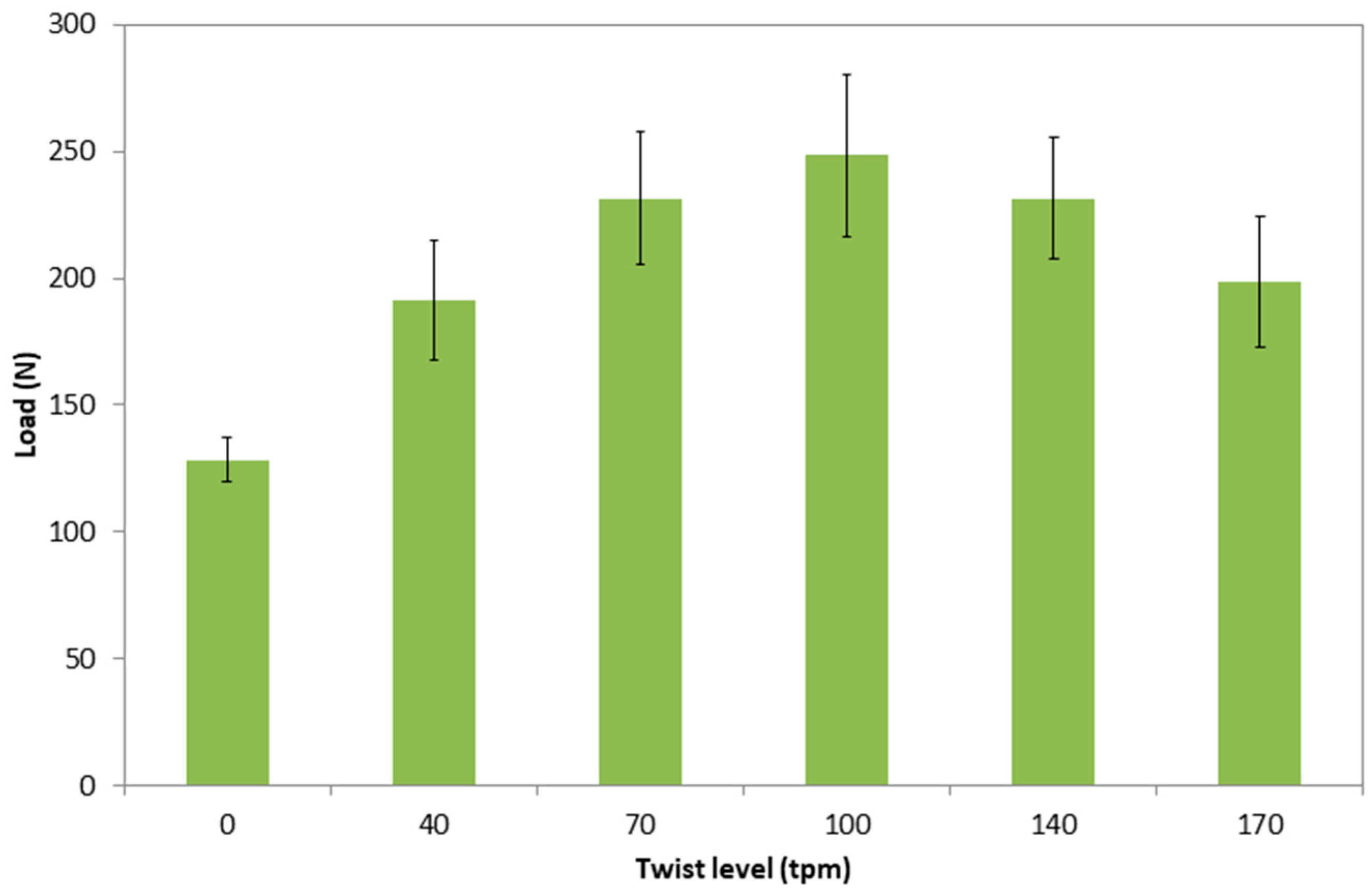
3.2. Roving Characterization
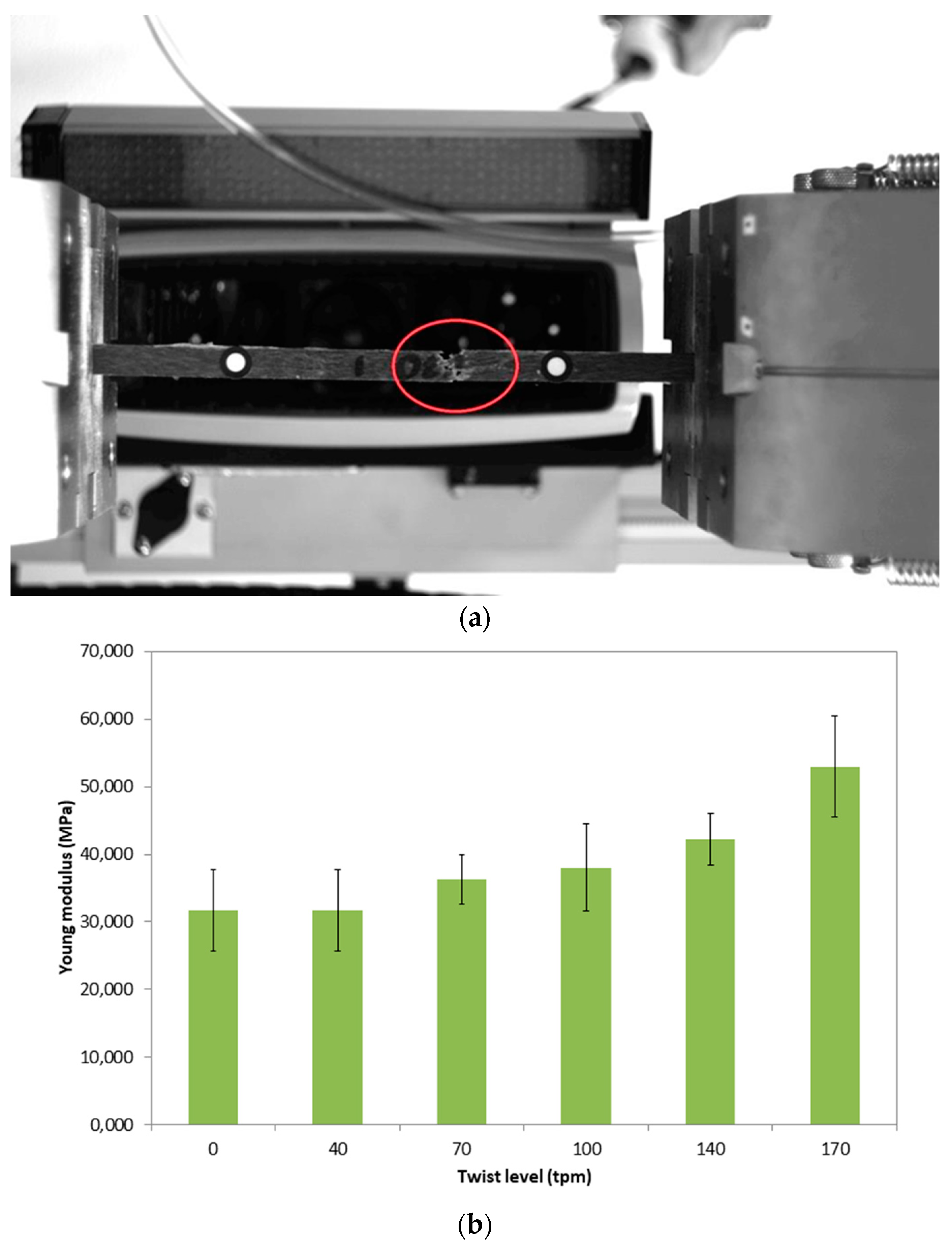
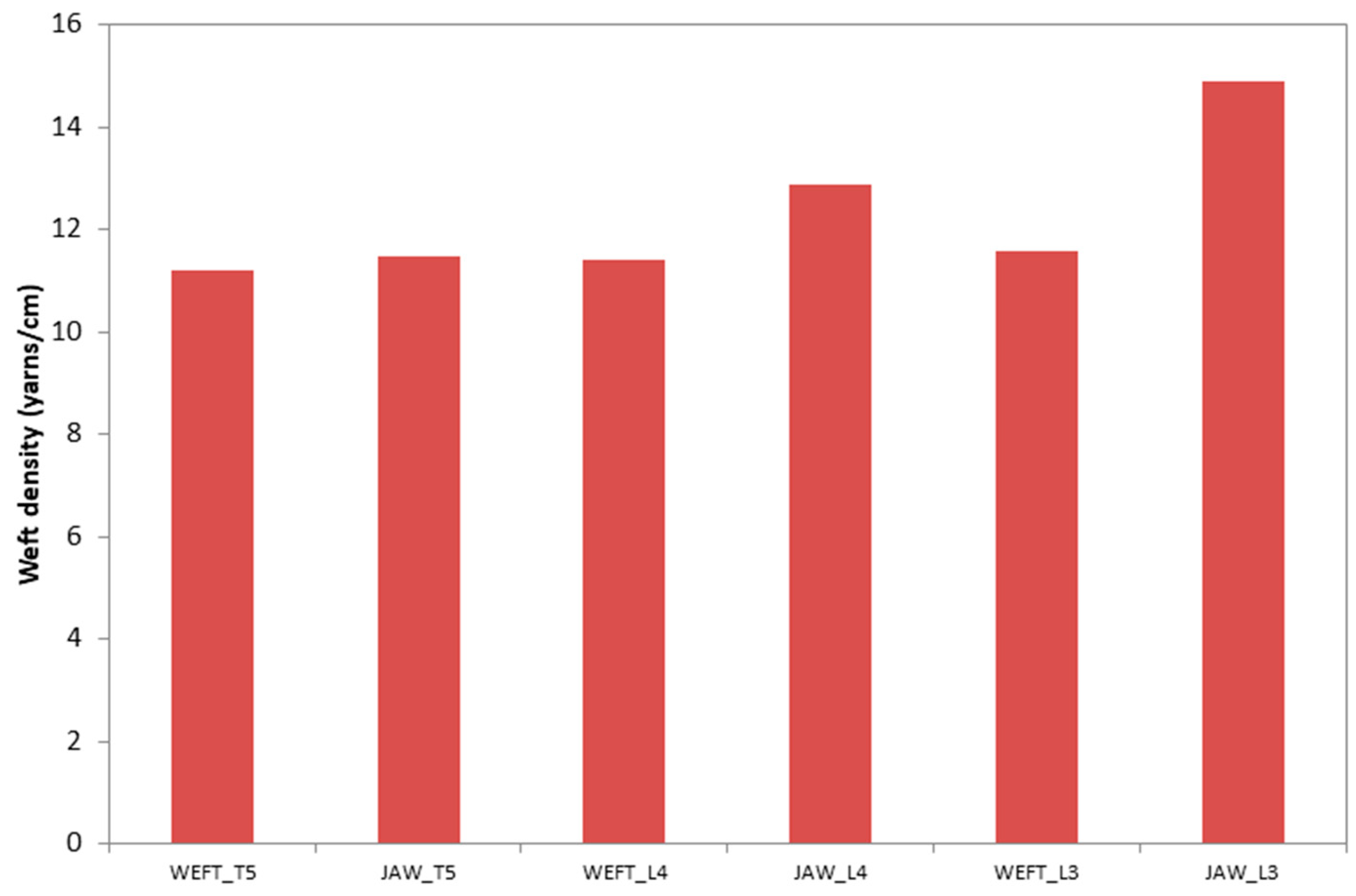
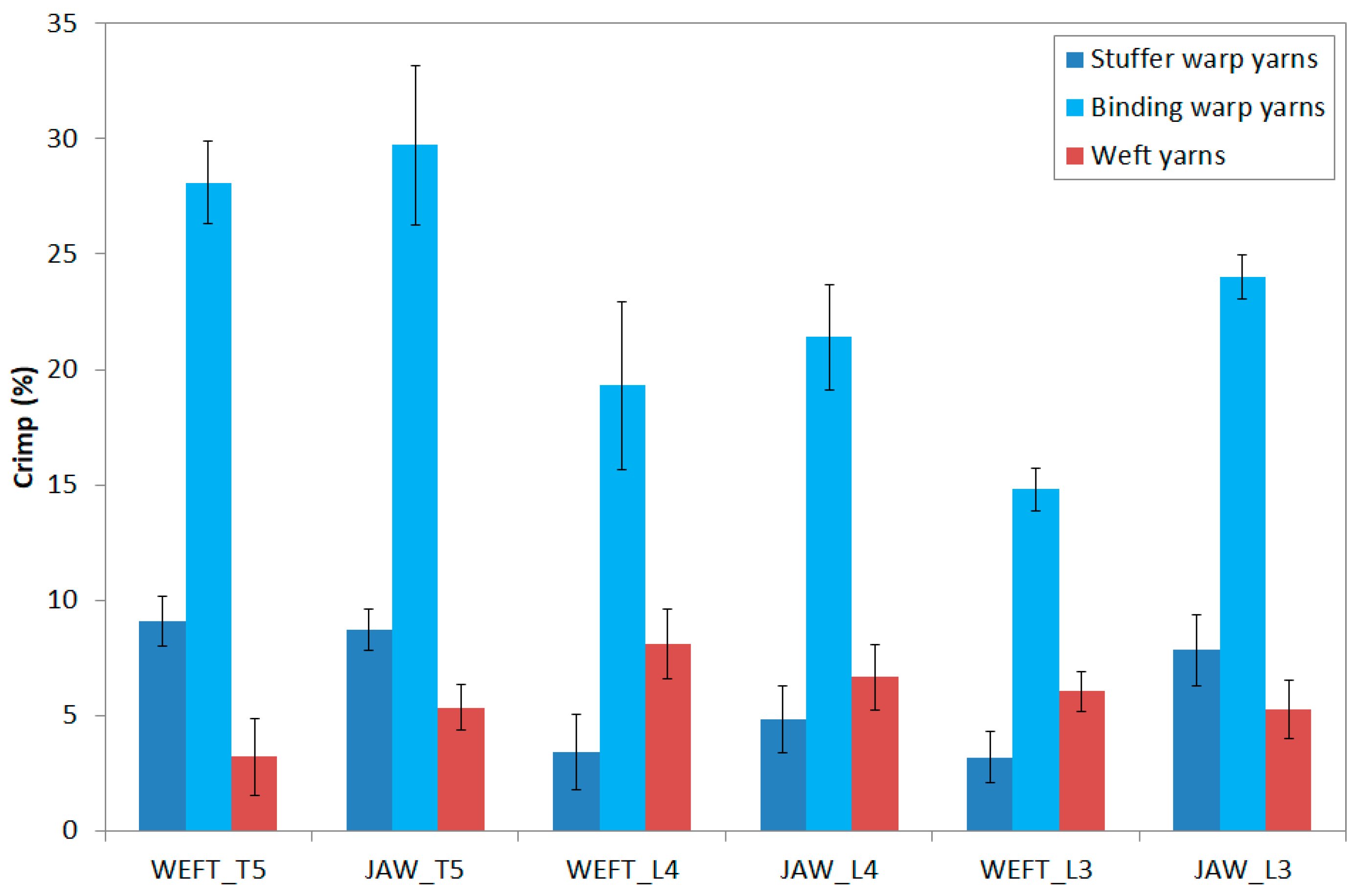
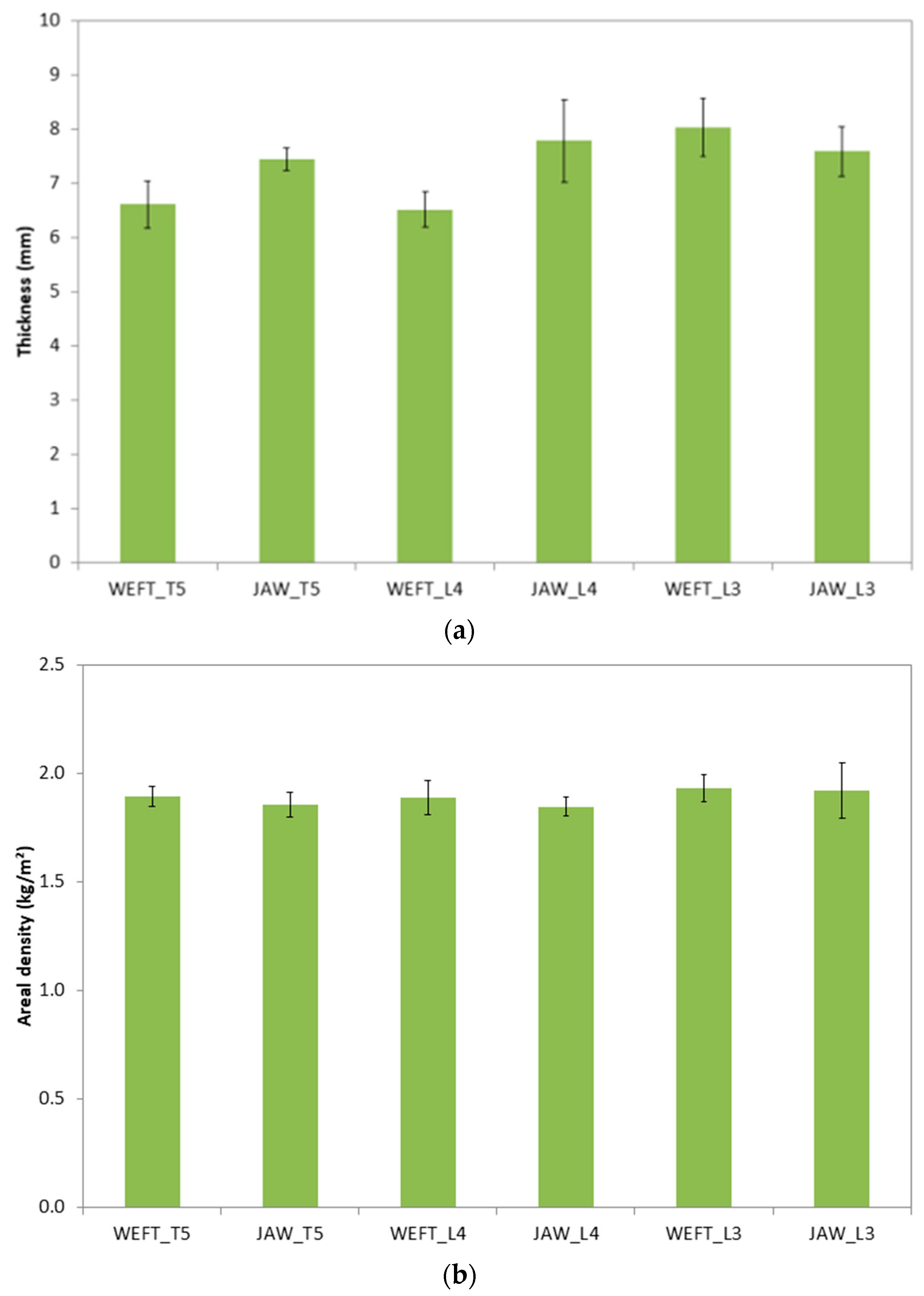
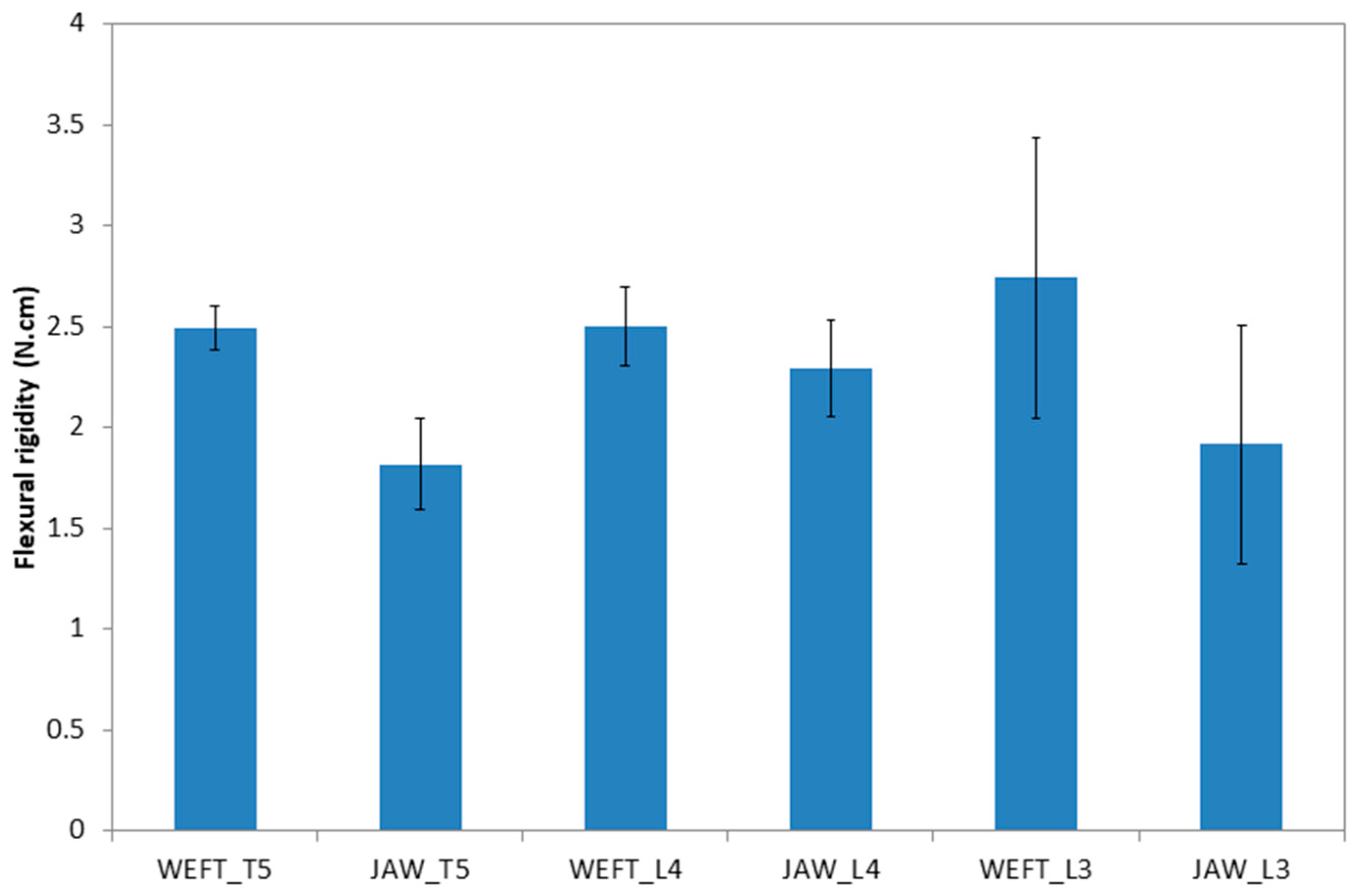
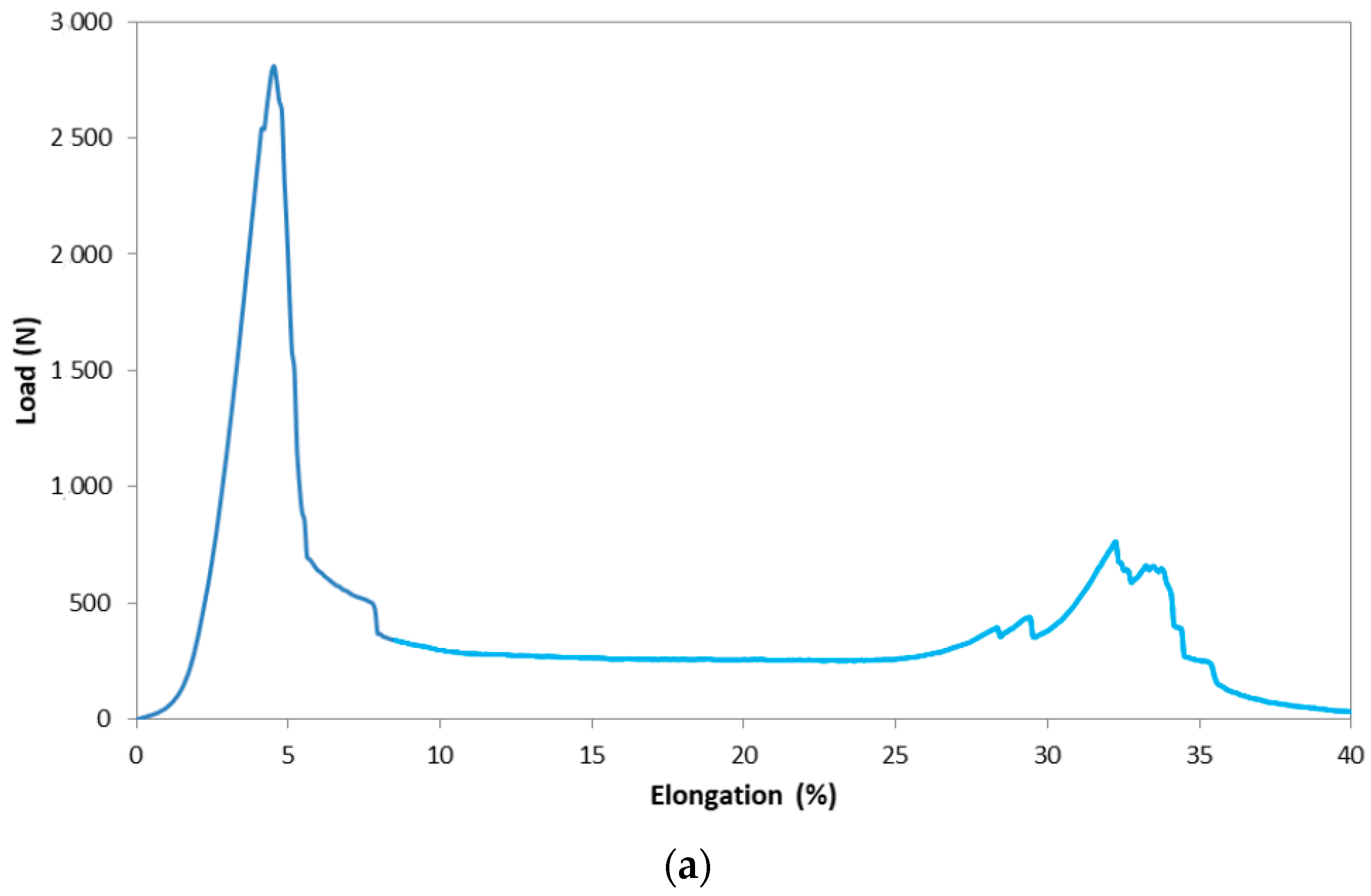
3.3. Fabric Characterization
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A
| Abbreviation | Name | ||
| WEFT_T5 | OT 5 3–5 | Binding | {Twill 4, weft effect}{1 7 13 19 - # - # - # - # - #} |
| {Twill 4, weft effect}{4 10 16 22 - # - # - # - # - #} | |||
| Stuffer | {# - 2 8 14 20 - 3 9 15 21 - 5 11 17 22 - 6 12 18 24 - #} | ||
| JAW_T5 | OT 5 3–5 | Binding | {Twill 4, weft effect}{1 7 13 19 - # - # - # - # - #} |
| {Twill 4, warp effect}{4 10 16 22 - # - # - # - # - #} | |||
| Stuffer | {# - 2 8 14 20 - 3 9 15 21 - 5 11 17 22 - 6 12 18 24 - #} | ||
| WEFT_L4 | OL 5 3–4 | Binding | {Twill 4, weft effect}{1 7 13 19 - # - # - # - # - #} |
| {Twill 4, weft effect}{# - 4 10 16 22 - # - # - # - #} | |||
| Stuffer | {# - 2 8 14 20 - 3 9 15 21 - 5 11 17 22 - 6 12 18 24 - #} | ||
| JAW_L4 | OL 5 3–4 | Binding | {Twill 4, weft effect}{1 7 13 19 - # - # - # - # - #} |
| {Twill 4, warp effect}{# - 4 10 16 22 - # - # - # - #} | |||
| Stuffer | {# - 2 8 14 20 - 3 9 15 21 - 5 11 17 22 - 6 12 18 24 - #} | ||
| WEFT_L3 | OL 5 3–3 | Binding | {Twill 4, weft effect}{1 7 13 19 - # - # - # - # - #} |
| {Twill 4, weft effect}{# - # - 4 10 16 22 - # - # - #} | |||
| Stuffer | {# - 2 8 14 20 - 3 9 15 21 - 5 11 17 22 - 6 12 18 24 - #} | ||
| JAW_L3 | OL 5 3–4 | Binding | {Twill 4, weft effect}{1 7 13 19 - # - # - # - # - #} |
| {Twill 4, warp effect}{# - # - 4 10 16 22 - # - # - #} | |||
| Stuffer | {# - 2 8 14 20 - 3 9 15 21 - 5 11 17 22 - 6 12 18 24 - #} | ||
References
- Komeili, M.; Milani, A. The effect of meso-level uncertainties on the mechanical response of woven fabric composites under axial loading. Comput. Struct. 2012, 90, 163–171. [Google Scholar] [CrossRef]
- Liu, T.; Fan, W.; Wu, X. Comparisons of influence of random defects on the impact compressive behavior of three different textile structural composites. Mater. Des. 2019, 181, 108073. [Google Scholar] [CrossRef]
- Warren, K.C.; Lopez-Anido, R.A.; Goering, J. Experimental investigation of three-dimensional woven composites. Compos. Part A Appl. Sci. Manuf. 2015, 73, 242–259. [Google Scholar] [CrossRef]
- Labanieh, A.R.; Liu, Y.; Vasiukov, D.; Soulat, D.; Panier, S. Influence of off-axis in-plane yarns on the mechanical properties of 3D composites. Compos. Part A Appl. Sci. Manuf. 2017, 98, 45–57. [Google Scholar] [CrossRef]
- Mahadik, Y.; Brown, K.R.; Hallett, S. Characterisation of 3D woven composite internal architecture and effect of compaction. Compos. Part A Appl. Sci. Manuf. 2010, 41, 872–880. [Google Scholar] [CrossRef]
- Fan, W.; Dang, W.; Liu, T.; Li, J.; Xue, L.; Yuan, L.; Dong, J. Fatigue behavior of the 3D orthogonal carbon/glass fibers hybrid composite under three-point bending load. Mater. Des. 2019, 183, 108112. [Google Scholar] [CrossRef]
- Dahale, M.; Neale, G.; Lupicini, R.; Cascone, L.; McGarrigle, C.; Kelly, J.; Archer, E.; Harkin-Jones, E.; McIlhagger, A. Effect of weave parameters on the mechanical properties of 3D woven glass composites. Compos. Struct. 2019, 223, 110947. [Google Scholar] [CrossRef]
- Mahadik, Y.; Hallett, S. Effect of fabric compaction and yarn waviness on 3D woven composite compressive properties. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1592–1600. [Google Scholar] [CrossRef]
- Behera, B.; Dash, B. Mechanical behavior of 3D woven composites. Mater. Des. 2015, 67, 261–271. [Google Scholar] [CrossRef]
- Gnaba, I.; Legrand, X.; Wang, P.; Soulat, D. Through-the-thickness reinforcement for composite structures: A review. J. Ind. Text. 2018, 49, 71–96. [Google Scholar] [CrossRef]
- Mouritz, A. Review of z-pinned composite laminates. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2383–2397. [Google Scholar] [CrossRef]
- Mouritz, A.; Cox, B. A mechanistic interpretation of the comparative in-plane mechanical properties of 3D woven, stitched and pinned composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 709–728. [Google Scholar] [CrossRef]
- Boussu, F.; Cristian, I.; Nauman, S. General definition of 3D warp interlock fabric architecture. Compos. Part B Eng. 2015, 81, 171–188. [Google Scholar] [CrossRef]
- Bessette, C.; Decrette, M.; Tourlonias, M.; Osselin, J.-F.; Charleux, F.; Coupé, D.; Bueno, M.-A. In-situ measurement of tension and contact forces for weaving process monitoring: Application to 3D interlock. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105604. [Google Scholar] [CrossRef]
- Lansiaux, H.; Soulat, D.; Boussu, F.; Labanieh, A.R. Manufacture and characterization of 3D warp interlock fabric made of flax roving. IOP Publ. 2018, 406, 12–40. [Google Scholar] [CrossRef]
- Lansiaux, H.; Soulat, D.; Boussu, F.; Labanieh, A. Influence of the number of layer on mechnaical properties of 3D warp interlock fabric made with flax roving. In Proceedings of the 19th World Textile Conference on Textiles at the Crossroads, Ghent, Belgium, 11–15 June 2019. [Google Scholar]
- Bourmaud, A.; Beaugrand, J.; Shah, D.; Placet, V.; Baley, C. Towards the design of high-performance plant fiber composites. Prog. Mater. Sci. 2018, 97, 347–408. [Google Scholar] [CrossRef]
- Müssig, Industrial Applications of Natural Fibers Structures: Properties and Technical Applications; Wiley: Hoboken, NJ, USA, 2010.
- Jabbar, M.; Nawab, Y.; Karahan, M.; Ashraf, M.; Hussain, T. Mechanical Response of Novel 3D Woven Flax Composites with Variation in Z Yarn Binding. J. Nat. Fibers 2018, 10, 1–16. [Google Scholar] [CrossRef]
- Kashif, M.; Hamdani, S.T.A.; Nawab, Y.; Asghar, M.A.; Umair, M.; Shaker, K. Optimization of 3D woven preform for improved mechanical performance. J. Ind. Text. 2018, 48, 1206–1227. [Google Scholar] [CrossRef]
- Omrani, F.; Wang, P.; Soulat, D.; Ferreira, M. Mechanical properties of flax-fiber-reinforced preforms and composites: Influence of the type of yarns on multi-scale characterisations. Compos. Part A Appl. Sci. Manuf. 2017, 93, 72–81. [Google Scholar] [CrossRef]
- Corbin, A.-C.; Soulat, D.; Ferreira, M.; Labanieh, A.-R.; Gabrion, X.; Malécot, P.; Placet, V. Towards hemp fabrics for high-performance composites: Influence of weave pattern and features. Compos. Part B Eng. 2020, 181, 107582. [Google Scholar] [CrossRef]
- Baley, C.; Gomina, M.; Breard, J.; Bourmaud, A.; Davies, P. Variability of mechanical properties of flax fibers for composite reinforcement. A review. Ind. Crops Prod. 2019, 11. [Google Scholar] [CrossRef]
- Bensadoun, F.; Verpoest, I.; Baets, J.; Müssig, J.; Graupner, N.; Davies, P.; Gomina, M.; Kervoelen, A.; Baley, C. Impregnated fiber bundle test for natural fibers used in composites. J. Reinf. Plast. Compos. 2017, 36, 942–957. [Google Scholar] [CrossRef]
- Madsen, B.; Thygesen, A.; Lilholt, H. Plant fiber composites—Porosity and stiffness. Compos. Sci. Technol. 2009, 69, 1057–1069. [Google Scholar] [CrossRef]
- Shah, D.; Schubel, P.; Clifford, M. Modelling the effect of yarn twist on the tensile strength of unidirectional plant fiber yarn composites. J. Compos. Mater. 2012, 47, 425–436. [Google Scholar] [CrossRef]
- Baley, C. Analysis of the flax fibers tensile behaviour and analysis of the tensile stiffness increase. Compos. Part A Appl. Sci. Manuf. 2002, 33, 939–948. [Google Scholar] [CrossRef]
- Mahboob, Z.; el Sawi, I.; Zdero, R.; Fawaz, Z.; Bougherara, H. Tensile and compressive damaged response in Flax fiber reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2017, 92, 118–133. [Google Scholar] [CrossRef]
- Ma, H.; Li, Y.; Wang, D. Investigations of fiber twist on the mechanical properties of sisal fiber yarns and their composites. J. Reinf. Plast. Compos. 2014, 33, 687–696. [Google Scholar] [CrossRef]
- Rao, Y.S.; Mohan, N.S.; Shetty, N.; Shivamurthy, B. Drilling and structural property study of multi-layered fiber and fabric reinforced polymer composite—A review. Mater. Manuf. Process. 2019, 34, 1549–1579. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Sachan, Y.; Ahmad, S.; Alagirusamy, R.; Bhatnagar, N. On the mechanical response of 2D plain woven and 3D angle-interlock fabrics. Compos. Part B Eng. 2017, 118, 135–148. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Effect | Depth of Binding | ||
|---|---|---|---|
| T5 | L4 | L3 | |
| WEFT |  |  |  |
| JAW |  |  |  |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lansiaux, H.; Soulat, D.; Boussu, F.; Labanieh, A.R. Development and Multiscale Characterization of 3D Warp Interlock Flax Fabrics with Different Woven Architectures for Composite Applications. Fibers 2020, 8, 15. https://doi.org/10.3390/fib8020015
Lansiaux H, Soulat D, Boussu F, Labanieh AR. Development and Multiscale Characterization of 3D Warp Interlock Flax Fabrics with Different Woven Architectures for Composite Applications. Fibers. 2020; 8(2):15. https://doi.org/10.3390/fib8020015
Chicago/Turabian StyleLansiaux, Henri, Damien Soulat, François Boussu, and Ahmad Rashed Labanieh. 2020. "Development and Multiscale Characterization of 3D Warp Interlock Flax Fabrics with Different Woven Architectures for Composite Applications" Fibers 8, no. 2: 15. https://doi.org/10.3390/fib8020015
APA StyleLansiaux, H., Soulat, D., Boussu, F., & Labanieh, A. R. (2020). Development and Multiscale Characterization of 3D Warp Interlock Flax Fabrics with Different Woven Architectures for Composite Applications. Fibers, 8(2), 15. https://doi.org/10.3390/fib8020015