An Experimental Investigation on Optimizing Liquid Repellency of Fluorochemical Urethane Finish and Its Effect on the Physical Properties of Polyester/Cotton Blended Fabric


Abstract
1. Introduction
1.1. Toxicology of Fluorochemical Finishes
1.2. Uses of Fluorochemical Urethane and Its Impact on Textile Properties
2. Materials and Methods
2.1. Selection of the Fabric and Pre-Finish Preparation
2.1.1. Pre-Finish Preparation of the Fabric
2.1.2. Determination of the Substrate pH
2.1.3. Determination of Silicone Presence
2.2. Preparation of Finish Solution
2.3. Finish Application on Textile Substrates
2.4. Impact of the Finish Concentration on the Selected Physical Properties of the Fabric
2.4.1. Tensile Strength
2.4.2. Bending Length and Flexural Rigidity
2.4.3. Crease Recovery
2.4.4. Air Permeability
2.5. Performance Testing of the Finished Fabrics
2.5.1. Water-Repellency (Drop Test)
2.5.2. Water-Repellency (Spray Test)
2.5.3. Oil-Repellency Test
2.5.4. Laundering Durability
3. Results
3.1. Optimization of the Finish Concentration Based on Liquid Repellency
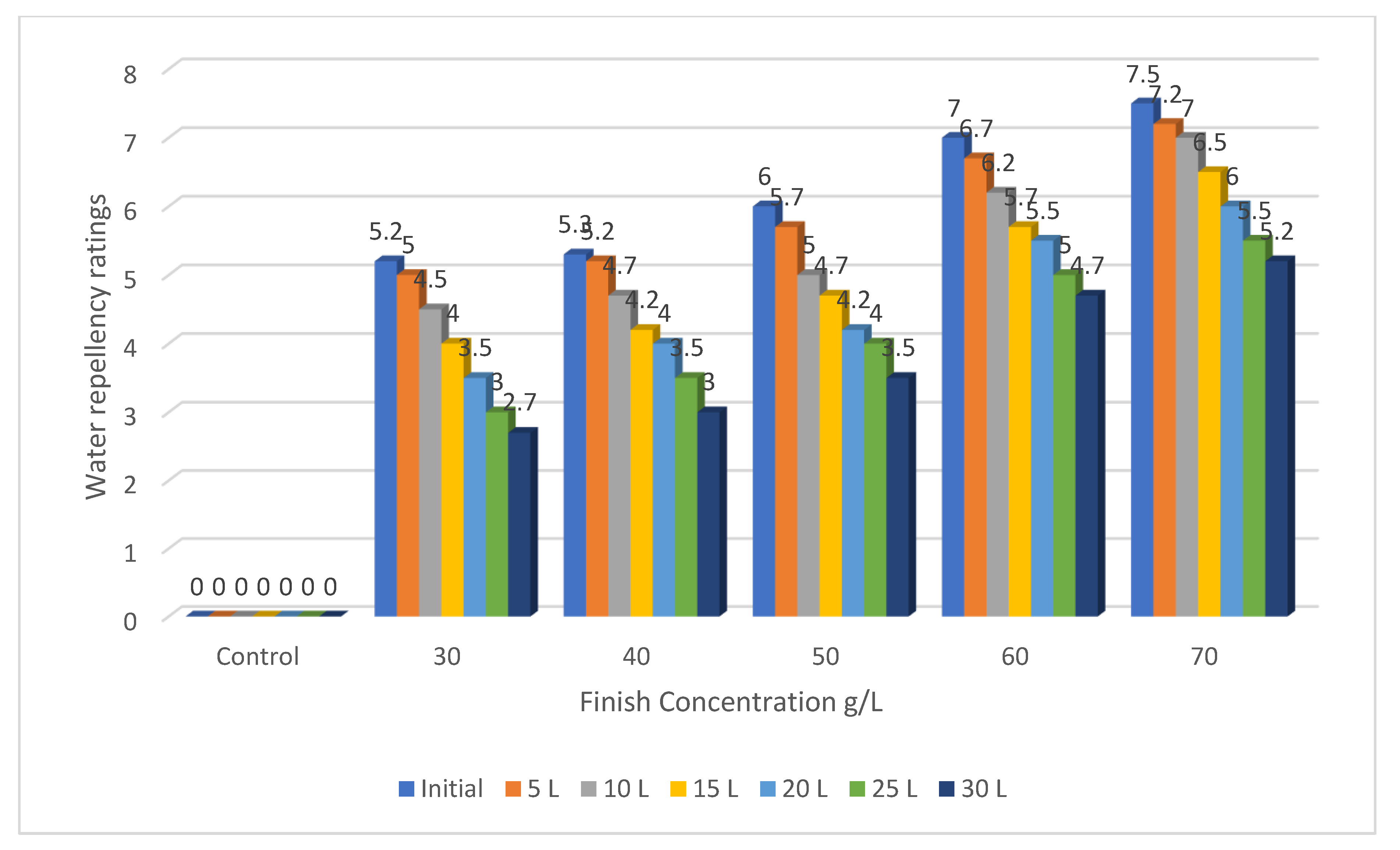
3.1.1. Water-Repellency (Drop Test) Analysis
3.1.2. Water-Repellency (Spray Test) Analysis
3.1.3. Oil-Repellency Test
3.2. Effect of Finish Concentration on Physical Properties of the Polyester/Cotton blend Fabric
3.2.1. Tensile Strength
3.2.2. Fabric Stiffness
3.2.3. Air Permeability
4. Discussion
4.1. Liquid Repellency Performance
4.2. Effect of FU Finish on Physical Properties of the Treated Fabric
4.3. Limitations and Future Research
5. Conclusions
Funding
Conflicts of Interest
References
- Hoefnagels, H.F.; Wu, D.; De With, G.B.; Ming, W.M. Biomimetic Superhydrophobic and Highly Oleophobic Cotton Textiles. Langmuir 2007, 23, 13158–13163. [Google Scholar] [CrossRef] [PubMed]
- Schindler, W.D.; Hauser, P.J. Chemical Finishing of Textiles; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Wong, W.S.Y. Surface Chemistry Enhancements for the Tunable Super-Liquid Repellency of Low-Surface-Tension Liquids. Nano Lett. 2019, 19, 1892–1901. [Google Scholar] [CrossRef] [PubMed]
- Ferrero, F.; Periolatto, M.; Tempestini, L. Water and Oil Repellent Finishing of Textiles by UV Curing: Evaluation of the Influence of Scaled-Up Process Parameters. Coatings 2017, 7, 40. [Google Scholar] [CrossRef]
- Schellenberger, S.; Gillard, P.; Stare, A.; Hanning, A.; Levenstam, O.; Roos, S.; Cousins, I.T. Facing the rain after the phase out: Performance of alternative fluorinated and non-fluorinated durable water repellents for outdoor fabrics. Chemosphere 2018, 193, 675–684. [Google Scholar] [CrossRef]
- Holmquist, H.; Schellenberger, S.; Van Der Veen, I.; Peters, G.; Leonards, P.; Cousins, I. Properties, performance and associated hazards of state-of-the-art durable water repellent (DWR) chemistry for textile finishing. Environ. Int. 2016, 91, 251–264. [Google Scholar] [CrossRef]
- Midha, V.K.; Dakuri, A.; Midha, V.A. Studies on the properties of non-woven surgical gowns. J. Ind. Text. 2013, 43, 174–190. [Google Scholar] [CrossRef]
- Wu, L.; Zhang, J.; Li, B.; Fan, L.; Li, L.; Wang, A. Facile preparation of super durable superhydrophobic materials. J. Colloid Interface Sci. 2014, 432, 31–42. [Google Scholar] [CrossRef]
- Sayed, U.; Dabhi, P. Waterproof and Water Repellent Textiles and Clothing; Williams, J.T., Ed.; Woodhead Publishing: Cambridge, MA, USA, 2014; pp. 139–152. [Google Scholar]
- Mehta, S. Optimization of Fluorochemical Finish Concentration for Liquid Repellency Treatment of 100% Cotton Fabric and Resulting Physical Properties. AATCC J. Res. 2018, 5, 15–22. [Google Scholar] [CrossRef]
- Mitchell, T.J.; Larry, A.L. Method and Apparatus for Treating Perfluoroalkyl Compounds. U.S. Patent 10,352,613, 4 September 2013. [Google Scholar]
- Schellenberger, S.; Hill, P.J.; Levenstam, O.; Gillgard, P.; Cousins, I.T.; Taylor, M.; Blackburn, R.S. Highly fluorinated chemicals in functional textiles can be replaced by re-evaluating liquid repellency and end-user requirements. J. Clean. Prod. 2019, 217, 134–143. [Google Scholar] [CrossRef]
- Risk Management for Per- and Polyfluoroalkyl Substances (PFASs) under TSCA. Available online: https://www.epa.gov/assessing-and-managing-chemicals-under-tsca/risk-management-and-polyfluoroalkyl-substances-pfass (accessed on 16 June 2019).
- Van Der Veen, I.; Hanning, A.-C.; Stare, A.; Leonards, P.E.; De Boer, J.; Weiss, J.M. The effect of weathering on per- and polyfluoroalkyl substances (PFASs) from durable water repellent (DWR) clothing. Chemosphere 2020, 249, 126100. [Google Scholar] [CrossRef]
- Chowdhury, K.P. Impact of Different Water Repellent Finishes on Cotton Double Jersey Fabrics. J. Text. Sci. Technol. 2018, 4, 85–99. [Google Scholar] [CrossRef]
- Yun, C.; Islam, M.I.; LeHew, M.; Kim, J. Assessment of environmental and economic impacts made by the reduced laundering of self-cleaning fabrics. Fibers Polym. 2016, 17, 1296–1304. [Google Scholar] [CrossRef]
- ASTM D5035; ASTM International: West Conshohocken, PA, USA, 2002; Available online: www.astm.org (accessed on 23 April 2018).
- ASTM D1388-96; ASTM International: West Conshohocken, PA, USA, 2002; Available online: www.astm.org (accessed on 23 April 2018).
- AATCC Technical Manual; AATCC: Research Triangle Park, NC, USA, 2005; pp. 82–86.
- ASTM D737-96; ASTM International: West Conshohocken, PA, USA, 2002; Available online: www.astm.org (accessed on 23 April 2018).
- 3M Technical Data. Test Methods. In Hydrophobicity Test II—Water/Alcohol Drop Test; St. Paul, MN, USA, 2006. [Google Scholar]
- AATCC Test Method (TM) 22-2001; AATCC: Research Triangle Park, NC, USA, 2005; pp. 95–98.
- AATCC Test Method (TM) 118-2002; AATCC: Research Triangle Park, NC, USA, 2005; pp. 191–193.
- AATCC Test method (TM) 43-2003; AATCC: Research Triangle Park, NC, USA, 2005; pp. 65–67.
- Dhiman, G.; Chakraborty, J.N. Soil release performance of cotton finished with oleophobol CPR and CMC-Na salt. Fash. Text. 2014, 1, 696. [Google Scholar] [CrossRef]
- Khoddami, A.; Bazanjani, S.; Gong, R. Investigating the Effects of Different Repellent Agents on the Performance of Novel Polyester/Wool Blended Fabrics. J. Eng. Fibers Fabr. 2015, 10, 216–227. [Google Scholar] [CrossRef]
- Shekar, R.I.; Yadav, A.; Kasturia, N.; Raj, H. Studies on combined flame-retardant and water-repellent treatments on cotton drill fabric. Indian J. Fiber. Text. Res. 1999, 24, 197–207. [Google Scholar]
- Mishra, R.; Militky, J.; Baheti, V.; Huang, J.; Kale, B.; Venkataraman, M.; Bele, V.; Arumugam, V.; Zhu, G.; Wang, Y. The production, characterization, and applications of nanoparticles in the textile industry. Text. Prog. 2014, 46, 1731–1742. [Google Scholar] [CrossRef]
- Norouzi, N.; Gharehaghaji, A.A.; Montazer, M. Reducing drag force on polyester fabric through superhydrophobic surface via nano-pretreatment and water repellent finishing. J. Text. Inst. 2018, 109, 92–97. [Google Scholar] [CrossRef]
- Suri, M.; Chakraborty, M. Development of protective clothing for pesticide industry: Part II—An eco-friendly approach in selection of resin Indian. J. Fiber. Text. Res. 2002, 27, 259–265. [Google Scholar]
- Tarafdar, N.; Sett, S.K.; San, T.N. An experimental study on water repellent breathable plain-woven cotton fabrics. Man Made Text. India 2003, 46, 223–227. [Google Scholar]
- Khoddami, A.; Gong, H.; Ghadimi, G. Effect of wool surface modification on fluorocarbon chain re-orientation. Fibers Polym. 2012, 13, 28–37. [Google Scholar] [CrossRef]
- Chen, L.; Cloud, R.M.; Nelson, C.N. Protective Clothing Issues and Priorities for 21st Century; Nelson, C.N., Henry, N.W., Eds.; ASTM: West Conshohocken, PA, USA, 2000. [Google Scholar]
- Bougourd, J.; McCann, J. Designing waterproof and water repellent clothing for wearer comfort—A paradigm shift. Waterproof Water Repel. Text. Cloth. 2018, 301–345. [Google Scholar] [CrossRef]
- Kothari, V.K. Textile Fibers: Development and Innovations; IAFL Publication: New Delhi, India, 2000. [Google Scholar]
- Bashari, A.; Koohestani, A.H.S.; Salamatipour, N. Eco-friendly Dual-Functional Textiles: Green Water-Repellent & Anti-Bacterial. Fibers Polym. 2020, 21, 317–323. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Finish Conc. | Water-Repellency—Drop Test | |||||||
|---|---|---|---|---|---|---|---|---|
| (g/L) | Initial | 5 L | 10 L | 15 L | 20 L | 25 L | 30 L | % Loss in Repellency |
| Control | 0 | 0 | 0 | 0 | 0 | 0 | 0 | - |
| 30 | 5.2 | 5.0 | 4.5 | 4.0 | 3.5 | 3.0 | 2.7 | 48.1% |
| 40 | 5.3 | 5.2 | 4.7 | 4.2 | 4.0 | 3.5 | 3.0 | 43.4% |
| 50 | 6.0 | 5.7 | 5.0 | 4.7 | 4.2 | 4.0 | 3.5 | 41.7% |
| 60 | 7.0 | 6.7 | 6.2 | 5.7 | 5.5 | 5.0 | 4.7 | 32.9% |
| 70 | 7.5 | 7.2 | 7.0 | 6.5 | 6.0 | 5.5 | 5.2 | 30.7% |
| Finish Conc. | Water-Repellency—Spray Ratings | |||||||
|---|---|---|---|---|---|---|---|---|
| (g/L) | Initial | 5 L | 10 L | 15 L | 20 L | 25 L | 30 L | % Loss in Repellency |
| Control | 0 | 0 | 0 | 0 | 0 | 0 | 0 | - |
| 30 | 100 | 90.0 | 86.7 | 83.3 | 76.7 | 70.0 | 56.7 | 33.3% |
| 40 | 100 | 93.0 | 90.0 | 86.7 | 83.3 | 76.7 | 70.0 | 30.0% |
| 50 | 100 | 96.7 | 93.3 | 90.0 | 86.7 | 80.0 | 76.7 | 23.3% |
| 60 | 100 | 100.0 | 100.0 | 96.7 | 93.3 | 90.0 | 86.7 | 13.3% |
| 70 | 100 | 100.0 | 100.0 | 100.0 | 100.0 | 96.7 | 90.0 | 10.0% |
| sFinish Conc. | Oil Repellency-Drop | |||||||
|---|---|---|---|---|---|---|---|---|
| (g/L) | Initial | 5 L | 10 L | 15 L | 20 L | 25 L | 30 L | % Loss in Repellency |
| Control | 0 | 0 | 0 | 0 | 0 | 0 | 0 | - |
| 30 | 5.0 | 4.5 | 4.0 | 3.5 | 3.0 | 2.5 | 2.0 | 60.0% |
| 40 | 5.2 | 5.0 | 4.7 | 4.0 | 3.5 | 3.0 | 2.3 | 55.8% |
| 50 | 5.5 | 5.2 | 5.0 | 4.5 | 4.0 | 3.2 | 2.7 | 50.9% |
| 60 | 6.3 | 6.0 | 5.5 | 5.2 | 5.0 | 4.7 | 4.0 | 36.5% |
| 70 | 6.5 | 6.5 | 6.2 | 6.0 | 5.7 | 5.0 | 4.5 | 30.8% |
| Finish Conc. (g/L) | Elongation | Crease Recovery Angle | Bending Length | Overall Flexural Rigidity | Air Permeability | |||
|---|---|---|---|---|---|---|---|---|
| Warp | Weft | Warp | Weft | Warp | Weft | |||
| 0 (Control) | 46.12 | 48.32 | 64.0 | 62.0 | 2.10 | 2.00 | 63.99 | 22.35 |
| 30 | 43.62 | 46.6 | 62.6 | 61.2 | 2.68 | 2.49 | 65.98 | 20.32 |
| ↓(5.4%) | ↓(3.6%) | ↓(2.2%) | ↓(1.3%) | ↑(27.6%) | ↑(24.5%) | ↑(3.1%) | ↓(9.1%) | |
| 40 | 42.00 | 44.05 | 61.8 | 59.6 | 2.81 | 2.66 | 66.99 | 19.81 |
| ↓(9.1%) | ↓(8.8%) | ↓(3.4%) | ↓(3.9%) | ↑(33.8%) | ↑(33.0%) | ↑(4.7%) | ↓(11.4%) | |
| 50 | 40.12 | 42.93 | 59.6 | 57.7 | 2.98 | 2.72 | 67.89 | 18.97 |
| ↓(13.1%) | ↓(11.2%) | ↓(6.9%) | ↓(6.9%) | ↑(42.0%) | ↑(36.0%) | ↑(6.1%) | ↓(15.1%) | |
| 60 | 37.97 | 41.62 | 54.4 | 52.8 | 3.46 | 3.13 | 70.79 | 18.19 |
| ↓(17.6%) | ↓(13.9%) | ↓(15.0%) | ↓(14.8%) | ↑(64.8%) | ↑(56.5%) | ↑(10.6%) | ↓(18.6%) | |
| 70 | 35.02 | 38.83 | 50.8 | 48.9 | 3.98 | 3.77 | 74.66 | 16.47 |
| ↓(24.1%) | ↓(19.6%) | ↓(20.6%) | ↓(21.1%) | ↑(89.5%) | ↑(88.5%) | ↑(16.7%) | ↓(26.3%) | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mehta, S. An Experimental Investigation on Optimizing Liquid Repellency of Fluorochemical Urethane Finish and Its Effect on the Physical Properties of Polyester/Cotton Blended Fabric. Fibers 2020, 8, 72. https://doi.org/10.3390/fib8120072
Mehta S. An Experimental Investigation on Optimizing Liquid Repellency of Fluorochemical Urethane Finish and Its Effect on the Physical Properties of Polyester/Cotton Blended Fabric. Fibers. 2020; 8(12):72. https://doi.org/10.3390/fib8120072
Chicago/Turabian StyleMehta, Sunidhi. 2020. "An Experimental Investigation on Optimizing Liquid Repellency of Fluorochemical Urethane Finish and Its Effect on the Physical Properties of Polyester/Cotton Blended Fabric" Fibers 8, no. 12: 72. https://doi.org/10.3390/fib8120072
APA StyleMehta, S. (2020). An Experimental Investigation on Optimizing Liquid Repellency of Fluorochemical Urethane Finish and Its Effect on the Physical Properties of Polyester/Cotton Blended Fabric. Fibers, 8(12), 72. https://doi.org/10.3390/fib8120072