Reinforcement Systems for Carbon Concrete Composites Based on Low-Cost Carbon Fibers

 ,
, 
 ,
,
Abstract
1. Introduction
2. Tailored Carbon Fibers
2.1. CF Based on Polyacrylonitrile (PAN) and Pitch
2.2. CF Based on Lignin Blended Precursor Fibers
3. Concepts for CF Rebars
3.1. Design Possibilities
3.2. Manufacturing Engineering Solutions
4. Manufacturing Studies for CF Rebars
5. Experimental Determination of the Mechanical Properties of Functionalized CF Rebars
6. Conclusions
- The manufacturing of carbon fibers is tailored to the specifications of the buildingindustry; and
- The subsequent efficient production of functionalized carbon fiber rods, manufacturing studies was conducted within this study. The study showed the following findings and results:
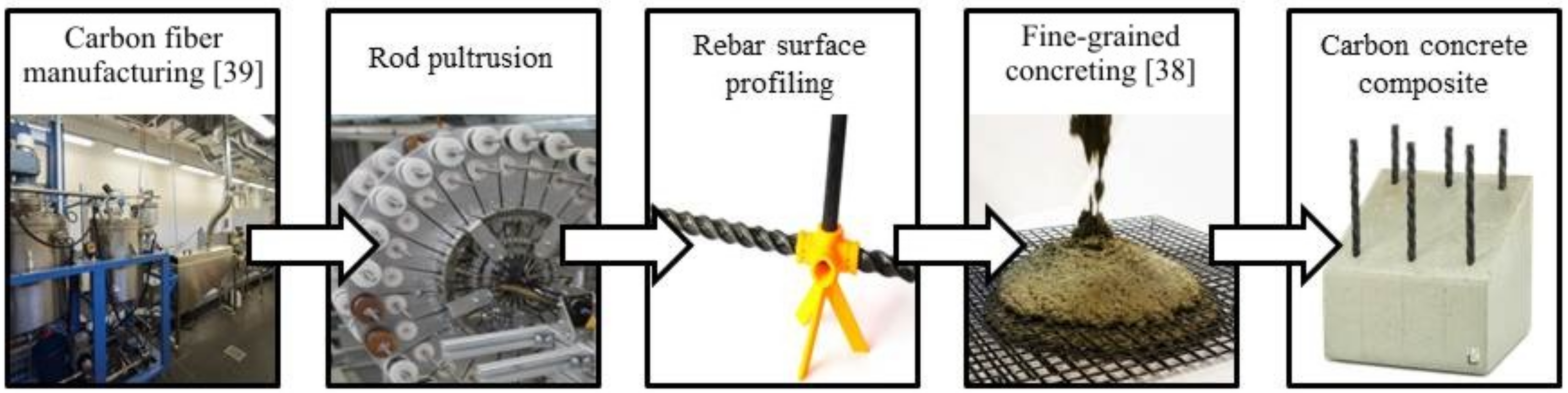
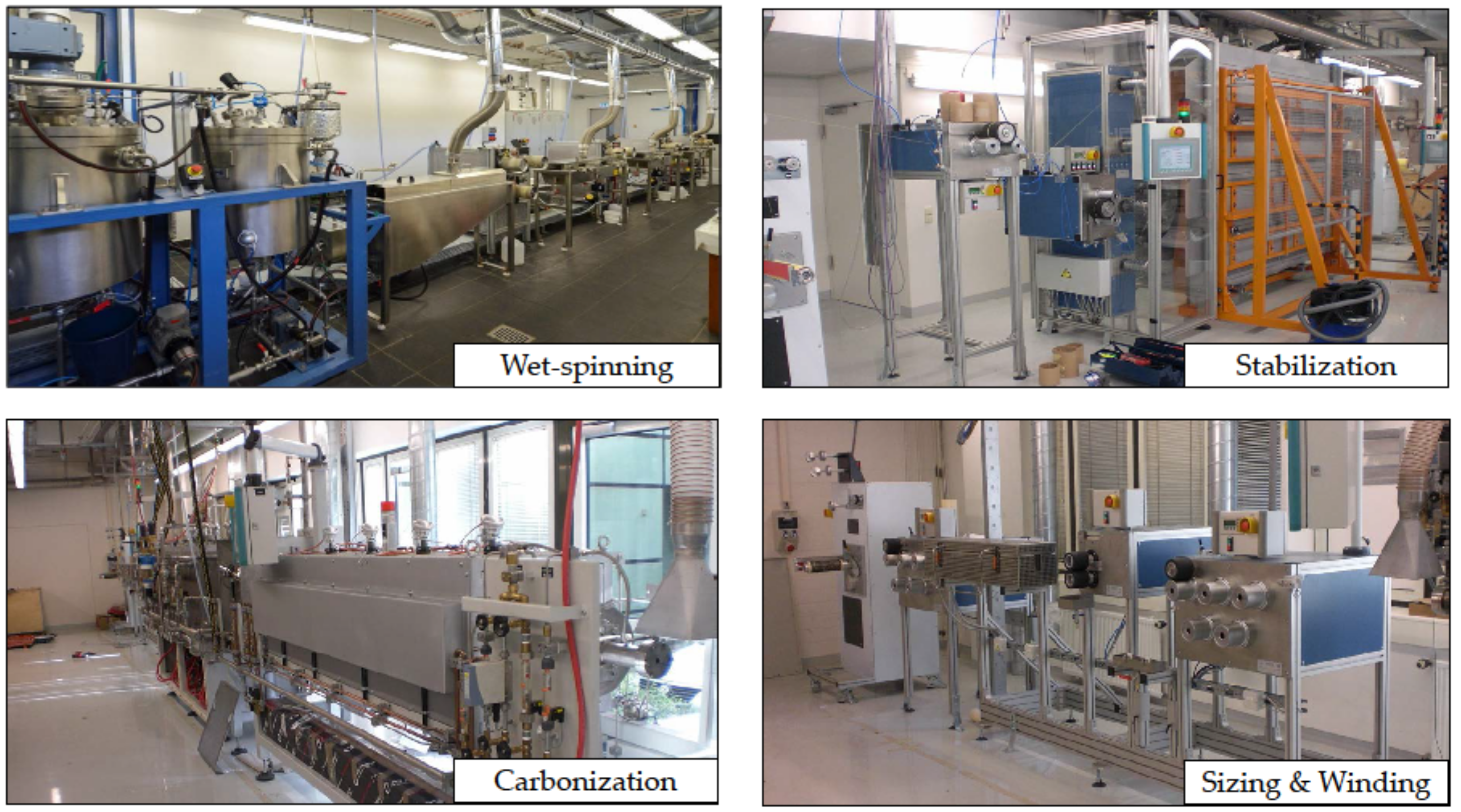
- A carbon fiber manufacturing line containing precursor development, precursor fiber spinning, stabilization, carbonization, and oxyfluorination was put into operation. This novel process will enable the development of low-cost carbon fibers, either based on lignin or lignin-blend precursor systems. Further tests have to prove that such carbon fibers fulfill all property requirements on the one hand and can be further manufactured to CF rebars at reasonable costs on the other hand.
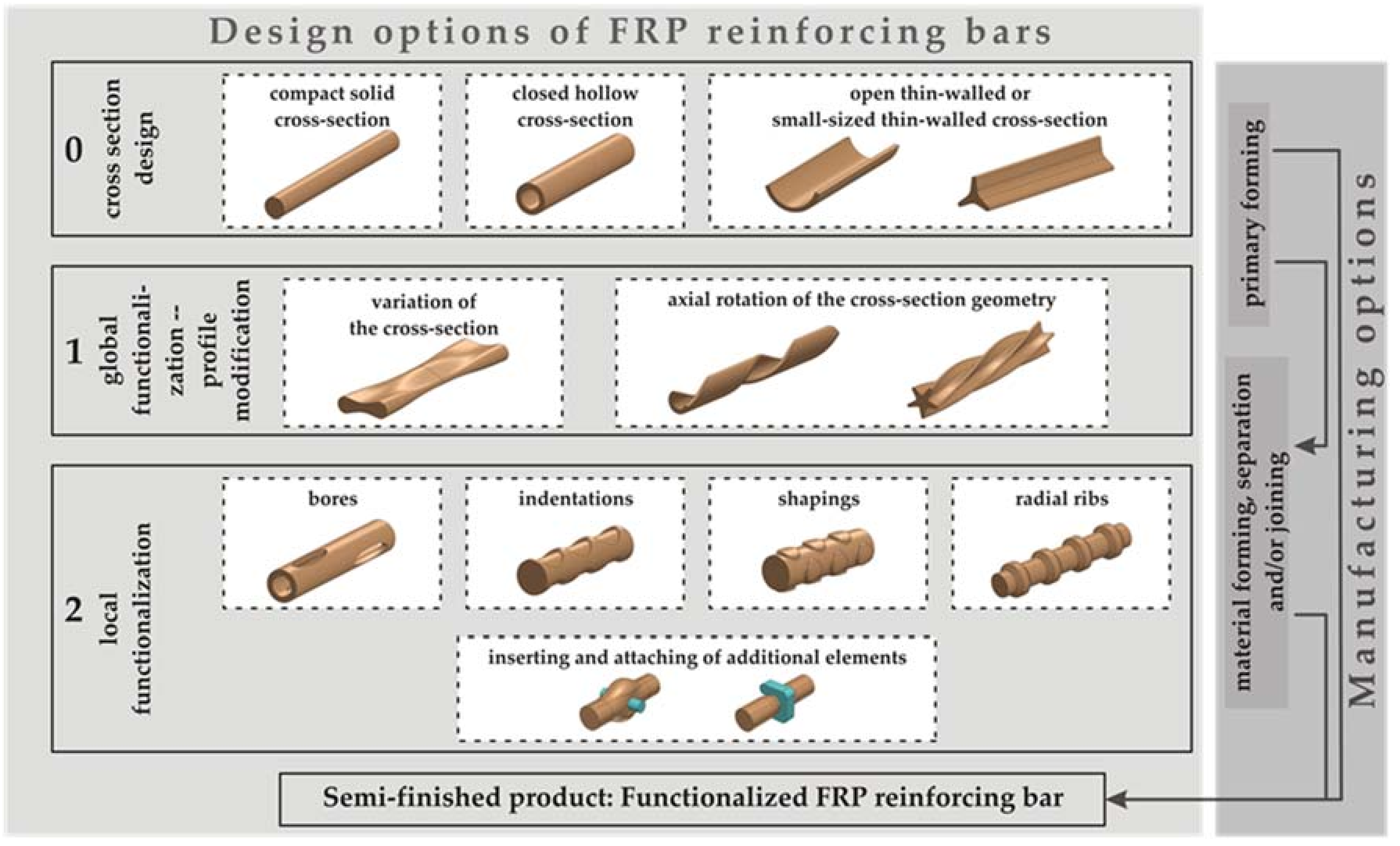
- A design system for such rebars was developed that contains a multitude of design variants which can be used for further design studies on the component level. The design system also provides an overview of possible subsequent production processes. Thus, a solid basis for a systematic rebar development as a design tool was created.
- Identified manufacturing processes were developed and implemented on a prototype level in order to realize different rebar variants. They enabled the evaluation of the production process efficiency and formed the basis for the prototypical production of a sufficient number of rebars with a different functionalization.
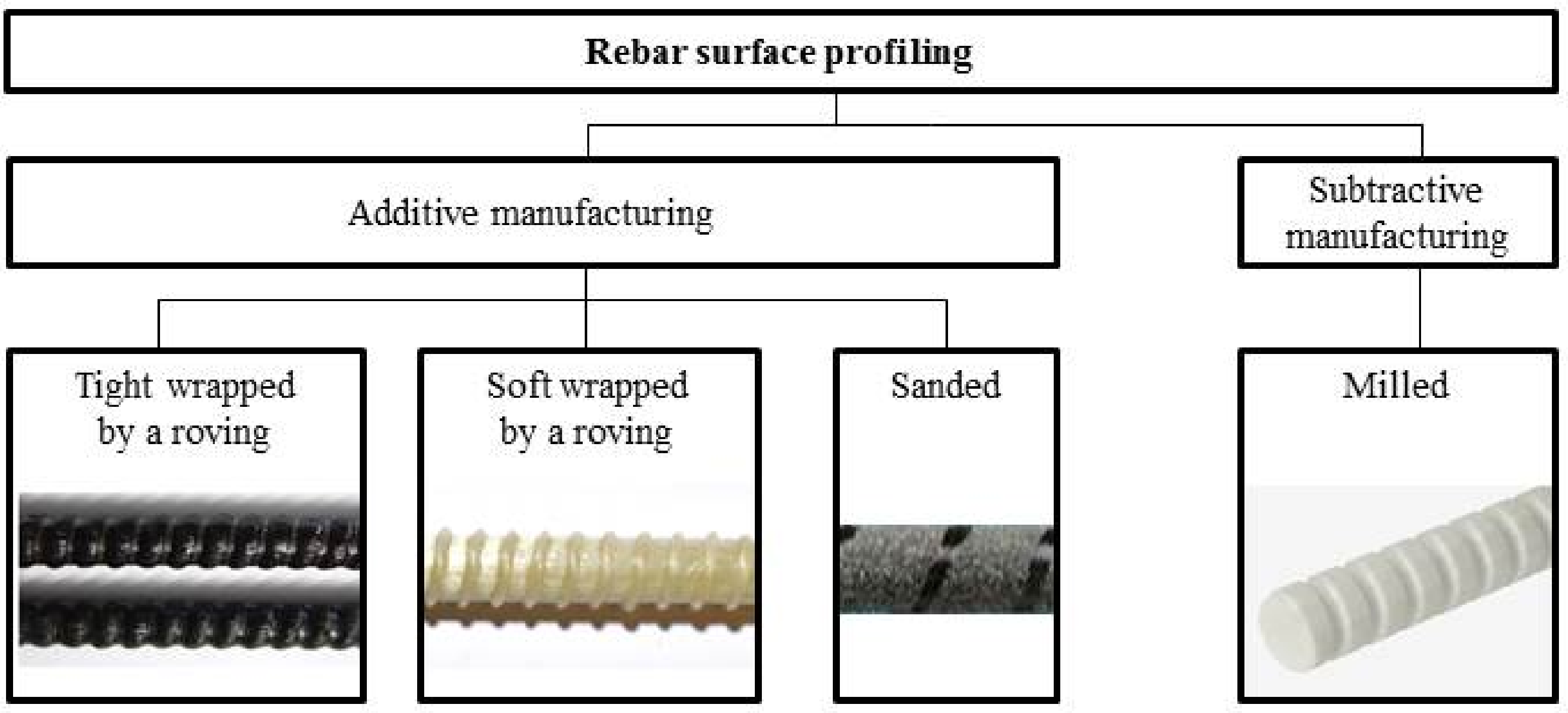
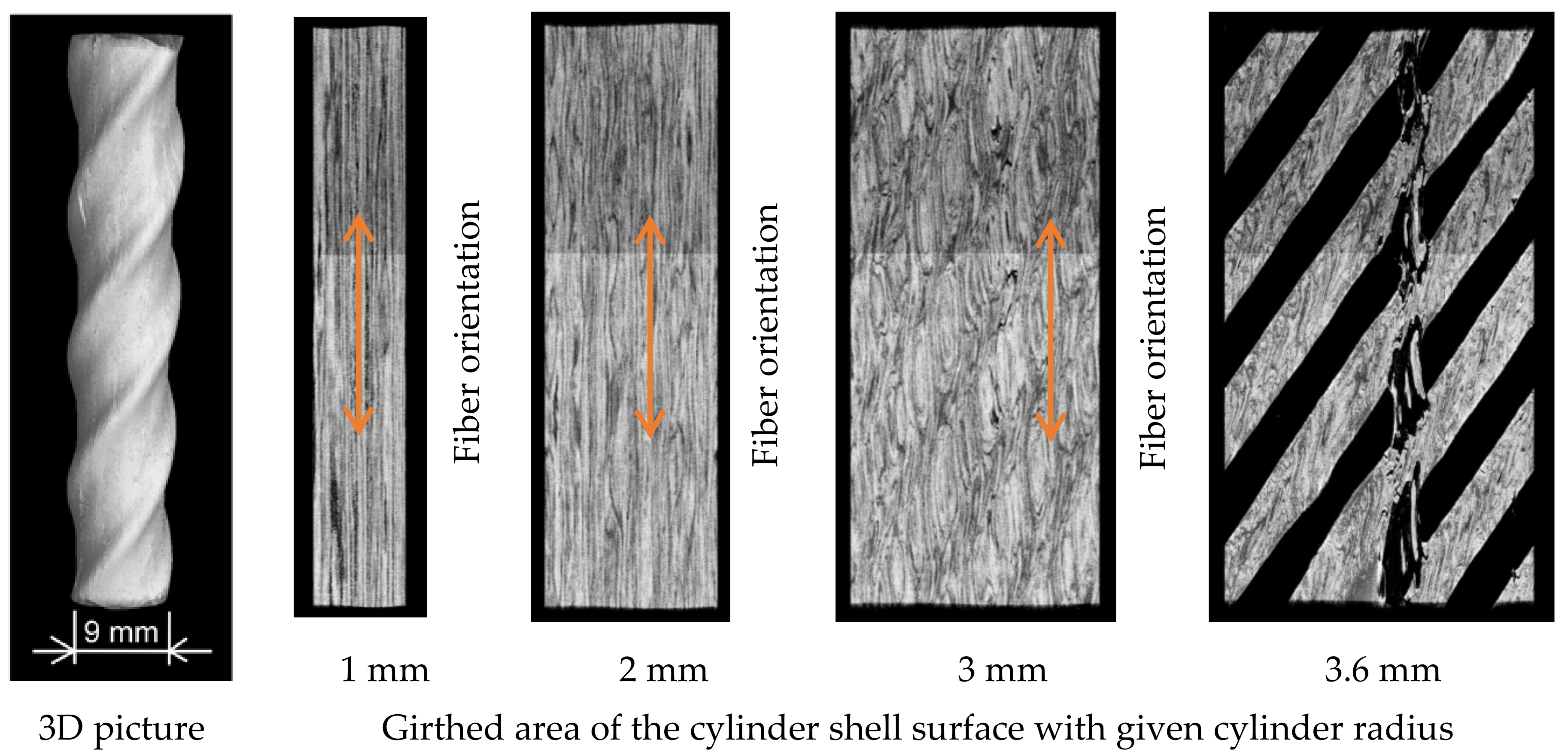
- Five different manufacturing processes to realize different surface geometry profiles were developed. Especially the so-called helix pultrusion—as a manufacturing process for the production of rebar structures with surface profiling in one single mold step—was identified to be efficient enough to be successfully integrated into an industrialized reinforcement manufacturing process. At the same time, the helix pultrusion process still offers design freedom with regard to surface contours and fiber orientation and thus enables an even greater optimization potential for the reinforcement rod design.
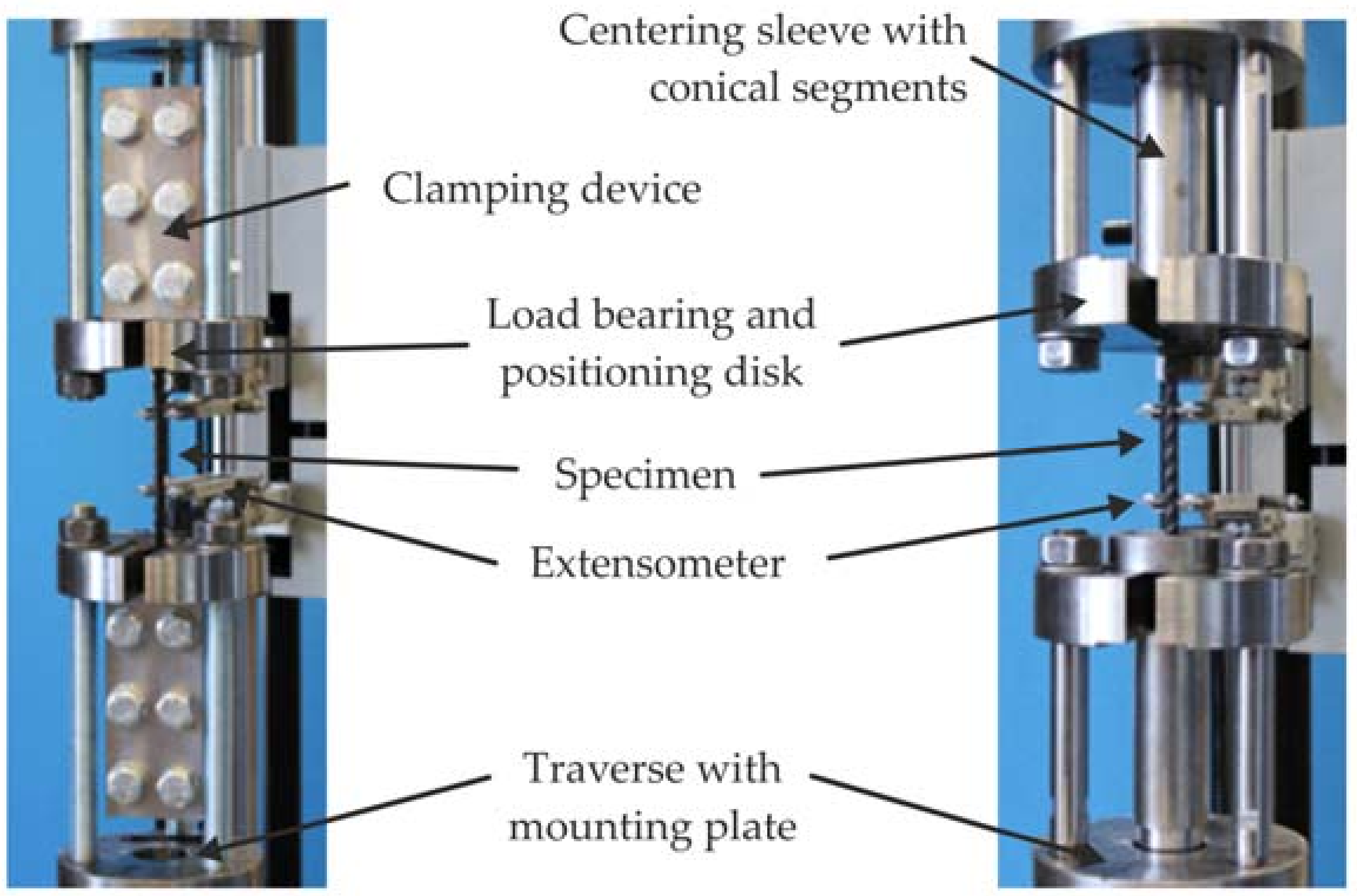
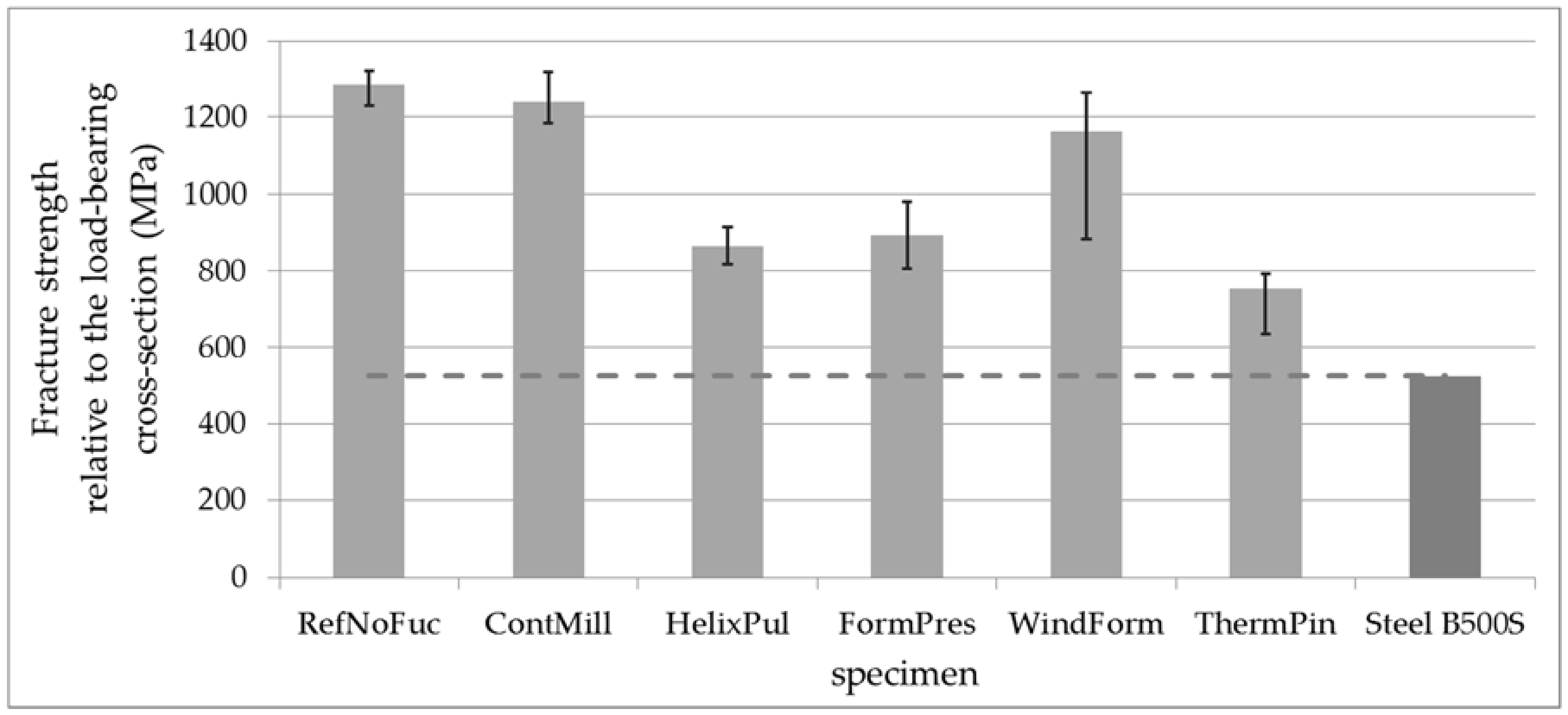
- The manufactured rebar prototypes were tested with regard to their load-bearing capacity by means of an especially developed novel clamping system. Compared to the characteristic material properties of the basic material which was experimentally characterized with standard specimens, an assessment was made as to how large the material property degradation was due to the manufacturing process. It was found that the properties of all CF-polyamide rebars with different functionalization are high enough for an immediate use as reinforcement since significantly higher strengths than conventional steel rebars were achieved.
- However, both an optimization of the manufacturing process with respect to the rebar properties and a verifying pull-out test of the rebars out of a concrete matrix may be conducted to finally prove the suitability of the novel production technologies.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kahnt, A.; Schladitz, F.; Tietze, M.; Scheerer, S.; Curbach, M. Carbon concrete—A high-performance material with great efficiency potential. Detail 2016, 4, 302–308. [Google Scholar]
- Kahnt, A.; Schladitz, F.; Tietze, M.; Lieboldt, M.; Curbach, M. C3-carbonbeton—Eine materialkombination für die zukunft des bauens artikel. BWI BetonWerk Int. 2016, 6, 22–28. [Google Scholar]
- Curbach, M.; Offermann, P.; Hankers, C.H.R. Carbon Concrete Composite: Mit Carbonbeton die Zukunft des Bauens Einleiten. Available online: http://tudalit.de/wp-content/uploads/2016/02/TUDALIT9.pdf (accessed on 24 April 2018).
- Lieboldt, M.; Schladitz, F.; Curbach, M. Mit carbon concrete composite C3 neue dimensionen des bauens gestalten. Dresdner Transferbrief 2014, 21, 4–5. [Google Scholar]
- Curbach, M.; Scheerer, S. Carbon im brückenbau. In Bauingenieur-VDI-Jahresausgabe 2014/2015; Springer: Düsseldorf, Germany, 2015; pp. 109–118. [Google Scholar]
- Ilg, P.; Hoehne, C.H.; Guenther, E. High-performance materials in infrastructure: A review of applied life cycle costing and its drivers—The case of fiber-reinforced composites. J. Clean. Prod. 2015, 112, 926–945. [Google Scholar] [CrossRef]
- Scheerer, S.; Schladitz, F.; Curbach, M. Textile reinforced concrete—From the idea to a high performance material. In Proceedings of the FERRO-11 and 3rd ICTRC in Aachen, Aachen, Germany, 7–10 June 2015; Rilem Publications S.A.R.L.: Bagneux, France, 2015. [Google Scholar]
- Frenzel, M.; Curbach, M. Designing textile-reinforced structural concrete elements under bending stress—Theoretical basics and practical application. In Proceedings of the 60th BetonTage Ulm, Neu-Ulm, Germany, 23–25 February 2016; BFT International: Neu-Ulm, Germany, 2016; pp. 180–182. [Google Scholar]
- Tietze, M.; Schladitz, F.; Kahnt, A.; Curbach, M. Modular building solutions with carbon reinforced concrete. In Proceedings of the IABSE Conference—Bridges and Structures Sustainability—Seeking Intelligent Solutions, Guangzhou, China, 8–11 May 2016; IABSE: Guangzhou, China, 2016. [Google Scholar]
- Schladitz, F.; Tietze, M.; Lieboldt, M.; Curbach, M. Carbon and concrete—The future of construction? In Proceedings of the IABSE Conference—Bridges and Structures Sustainability—Seeking Intelligent Solutions, Guangzhou, China, 8–11 May 2016; IABSE: Guangzhou, China, 2016. [Google Scholar]
- Tietze, M.; Kahnt, A.; Schladitz, F. Marktpotenzial von Carbonbeton—Prognosen zur Substitution von Stahl Durch Carbon. Available online: http://tudalit.de/wp-content/uploads/2016/02/TUDALIT13.pdf (accessed on 24 April 2018).
- Scheerer, S. Was ist textilbeton? Eine kurze einführung in das thema. In Beton-und Stahlbetonbau Spezial; Wiley Online Library: New York, NY, USA, 2015; Volume 110, pp. 4–7. [Google Scholar]
- Erhard, E.; Weiland, S.; Lorenz, E.; Schladitz, F.; Beckmann, B.; Curbach, M. Anwendungsbeispiele für textilbetonverstärkung. In Beton-und Stahlbetonbau Spezial; Wiley Online Library: New York, NY, USA, 2015; Volume 110, pp. 74–82. [Google Scholar]
- Spelter, A.; Rempel, S.; Will, N.; Hegger, J. Prüfkonzept zur untersuchung des dauerstandsverhaltens von textilbewehrtem beton. Bauingenieur 2017, 92, 364–369. [Google Scholar]
- Rempel, S.; Will, N.; Hegger, J.; Beul, P. Filigrane bauwerke aus textilbeton. In Beton-und Stahlbetonbau Spezial; Wiley Online Library: New York, NY, USA, 2015; Volume 110, pp. 83–93. [Google Scholar]
- Newhook, J.; Svecova, D. Reinforcing concrete structures with fiber reinforced polymers. In Design Manual No.3, version 2; Isis Canada Corporation: Winnipeg, MB, Canada, 2006. [Google Scholar]
- Nanni, A. ACI440.1R-03 Guide for the Design and Construction of Concrete Reinforced with FRP Bars; American Concrete Institute: Farmington Hills, MI, USA, 2003. [Google Scholar]
- Aslan, F.R.P.; Hughes Brothers Inc. Rebar Aslan 100 Series Product Data Sheet, Glass Fiber Reinforced Polymer (GFRP). Available online: http://aslanfrp.com/Aslan100/Resources/Aslan100a.pdf (accessed on 1 June 2018).
- FiReP Rebar Technology Gmbh. Homepage. Available online: http://de.firepworld.com/products/firep-rebar (accessed on 1 June 2018).
- Concrete Protection Products Inc. Homepage. Available online: http://www.fiberglassrebar.com/mat_properties.html (accessed on 1 June 2018).
- Schöck Bauteile Gmbh. Technische Information Schöck ComBAR. Available online: http://www.schoeck.de/upload/documents/flashbook/de/combar_/technische_information_schoeck_combar_13-05-10_4442/index.html (accessed on 11 June 2014).
- Shanghai Xuyao Fiberglass Reinforcement Products CO., Ltd. Homepage. Available online: http://www.21frp.com/ (accessed on 11 June 2014).
- Malnati, P. A hidden revolution: FRP rebar gains strength. Compos. Technol. 2011, 12, 25–29. [Google Scholar]
- Composite Rebar Technologies. Homepage. Available online: http://www.hollowrebar.com/Technology/Technology.html (accessed on 1 June 2018).
- Dost Kimya Endüstriyel Hammaddeler San. Tic. Ltd. Şti. Homepage. Available online: http://www.dostkimya.com/en/product-browser/dost-rebar-reinforcement/32 (accessed on 11 June 2014).
- Pultrall Inc. Homepage. Available online: http://www.pultrall.com/en (accessed on 11 June 2014).
- Fortec Stabilization Systems: Datenblatt: Fortec Carbon Bars. Available online: http://www.fortecstabilization.com/datasheets/FortecCarbonBars.pdf (accessed on 11 June 2014).
- Rossi, M.; Kirmse, S. Ideas, projects and models for the first building in carbon concrete composite. In Proceedings of the International Design Workshop, Leipzig, Germany, 25–29 September 2017. [Google Scholar]
- Schladitz, F.; Ritter, S.; Kahnt, A.; Tietze, M.; Curbach, M.; Lieboldt, M. Herstellung von Fertigteilen aus Textilbeton. Patent DE201510100438, 13 January 2015. [Google Scholar]
- Hegger, J.; Geßner, S.T. Bridges with non-metallic reinforcement—International examples. In Proceedings of the 60th BetonTage Ulm, Ulm, Germany, 23–25 February 2016; BFT International: Neu-Ulm, Germany, 2016; pp. 16–18. [Google Scholar]
- Monolithic. Available online: http://www.monolithic.org/stories/basalt-fiber-rebar (accessed on 11 June 2014).
- Smarter Building Systems. Available online: http://www.smarter-building-systems.com/ (accessed on 11 June 2014).
- Sudaglass Fiber Technology Inc. Available online: http://www.sudaglass.com/rods.html (accessed on 11 June 2014).
- Vulkan Europe, BV. Available online:. Available online: http://www.vulkan-europe.com/eng (accessed on 11 June 2014).
- Solidian Gmbh. Die solidian GmbH und die CG TEC GmbH beschließen kooperation im bereich textiles bauen. Pressemitteilung, 4 July 2014. [Google Scholar]
- Böhm, R. Low-cost carbon fibres and novel carbon fibre reinforcement for carbon concrete composites. In Proceedings of the FIBRALSPEC Final Event, Athens, Greece, 29 November 2017. [Google Scholar]
- Thieme, M.; Wohlfahrt, D.; Böhm, R.; Gude, M. Design and manufacturing of novel thermoplastic CFRP rods for carbon concrete composites. In Proceedings of the 18th European Conference on Composite Materials, Athens, Greece, 24–28 June 2018. [Google Scholar]
- Schneider, K.; Butler, M.; Mechtcherine, V. Carbon concrete composites C³—Nachhaltige bindemittel und betone für die Zukunft. In Beton-und Stahlbetonbau; Wiley Online Library: New York, NY, USA, 2017; p. 112. [Google Scholar]
- Cherif, C.; Hund, R.-D. Carbon impact of chemical processing, machinery, equipment and precursor materials on customized fibres. In Proceedings of the 1th International Colloquium on Tailored Carbon Fibres, Dresden, Germany, 3–4 May 2018. [Google Scholar]
- Wang, Y.C.; Kodur, V. Variation of strength and stiffness of fibre reinforced polymer reinforcing bars with temperature. Cem. Concr. Compos. 2005, 27, 864–874. [Google Scholar] [CrossRef]
- Bisby, L.A.; Williams, B.K.; Kodur, V.K.R.; Green, M.F.; Chowdhury, E.U. Fire performance of FRP systems for infrastructure: A state of the art report. In Research Report 179 of the National Research Council Canada; Conseil National de Recherches Canada: Ottawa, ON, Canada, 2005. [Google Scholar]
- Bisby, L.A.; Kodur, V.K.R. Evaluating the fire endurance of concrete slabs reinforced with FRP bars: Considerations for a holistic approach. Compos. Part B 2007, 38, 547–558. [Google Scholar] [CrossRef]
- Max, D. Eigenschaften und Abbrandverhalten Vonfaserverbundwerkstoffen, Speziell Kohlefaserverbundwerkstoffen (CFK), Sowie Erforderliche Maßnahmen; Forschungsbericht 177; Karlsruher Institut für Technologie (KIT): Karlsruhe, Germany, 2015. [Google Scholar]
- Gil, A.S.; Visotsky, D.; Mears, L.; Summers, J.D. Cost estimation model for PAN based carbon fiber manufacturing process. J. Manuf. Sci. Eng. 2016, 139. [Google Scholar] [CrossRef]
- Ellringmann, T.; Wilms, C.H.; Warnecke, M.; Seide, G.; Gries, T.H. Carbon fiber production costing: A modular approach. Text. Res. J. 2015, 86, 178–190. [Google Scholar] [CrossRef]
- Shama, R.N.; Simha, T.G.A.; Rao, K.P.; Ravi, K.G.V.V. Carbon Composites Are Becoming Competitive and Cost Effective; Infosys: Bengaluru, India, 2017. [Google Scholar]
- Research Concepts Ltd. Homepage. Available online: https://www.stahlpreise.eu (accessed on 19 June 2018).
- U. S. Department of Commerce. Global Steel Report. Global Steel Report; International Trade Administration: Washington, DC, USA, 2016.
- Steel in Buildings and Infrastructure. Homepage. Available online: https://www.worldsteel.org/steel-by-topic/steel-markets/buildings-and-infrastructure.html (accessed on 19 June 2018).
- Sauer, M.; Kühnel, M.; Witten, E. Market Developments, Trends, Outlook and Challenges; Composites market report; AVK: Frankfurt, Germany, September 2017. [Google Scholar]
- Kim, S.-Y.; Lee, S.; Park, S.; Mu, J.O.S.; Lee, H.-S.; Joh, H.-I. Continuous and rapid stabilization of polyacrylonitrile fiber nundles assisted by atmospheric pressure plasma for fabricating large-tow. Carbon 2015, 94, 412–416. [Google Scholar] [CrossRef]
- Grasselli, R.K.; Trifirò, F. Acrylonitrile from biomass: Still far from being a sustainable process. Top. Catal. 2016, 59, 1651–1658. [Google Scholar] [CrossRef]
- Jäger, H.; Cherif, C.H.; Kirsten, M.; Behnisch, T.; Wolz, D.S.; Böhm, R.; Gude, M. Influence of processing parameters on the properties of carbon fibers—An overview. Materialwiss. Werkstofftech. 2016, 47, 1044–1057. [Google Scholar] [CrossRef]
- Frank, E.; Steudle, L.M.; Ingildeev, D.; Spörl, J.M.; Buchmeiser, M.R. Carbon fibers: Precursor systems, processing, structure and proberties. Angew. Chem. Int. Ed. 2014, 53, 5262–5298. [Google Scholar] [CrossRef] [PubMed]
- Chae, H.G.; Newcomb, B.A.; Gulgunje, P.V.; Liu, Y.; Gupta, K.K.; Kamath, M.G.; Lyons, K.M.; Ghoshal, S.; Pramanik, C.; Giannuzzi, L.; et al. High strength and high modulus carbon fibers. Carbon 2015, 93, 81–87. [Google Scholar] [CrossRef]
- Jäger, H.; Behnisch, T.; Wolz, D.; Gude, M.; Böhm, R. Thermal treatment of carbon fibers up to 2700 K and impact on carbon fibers and related polymer composites properties. In Proceedings of the 16th World Textile Conference AUTEX, Ljubljana, Slovenia, 8–10 June 2016. [Google Scholar]
- Mainka, H.; Täger, O.; Körner, E.; Hilfert, L.; Busse, S.; Edelmann, F.T.; Herrmann, A.S. Lignin—An alternative precursor for sustainable and cost-effective automotive carbon fiber. J. Mater. Res. Technol. 2015, 4, 283–296. [Google Scholar] [CrossRef]
- Milbrandt, A.; Boot, S. Carbon fiber from biomass. In Clean Energy Manufactoring Analysis Center (CEMAC); National Renewable Energy Laboratory: Golden, CO, USA, 2016. [Google Scholar]
- Orbis Research. Global lignin products market-segmented by product type, source, application and geography—Trends and forecasts. In Rendering Conscientious Research; Global Information Inc.: Hartford, CT, USA, 2017–2022. [Google Scholar]
- Huang, X. Fabrication and properties of carbon fibers. Materials 2009, 2, 2369–2403. [Google Scholar] [CrossRef]
- Zhang, M. Carbon Fibers Derived from Dry-Spinning of Modified Lignin Precursors. Ph.D. Thesis, Clemson University, Clemson, SC, USA, 2016. [Google Scholar]
- Richter, B.; Wolz, D.S.A.; Böhm, R.; Jäger, H.; Richter, M.; an Tran, N.H.; Cherif, C.; Härtel, P.; Boenke, T.; Dörfler, S.; et al. Thermomechanical conversion during stabilization of Lignin/PAN blended precursor and their effect on porosity. In Proceedings of the World Conference on Carbon, Madrid, Spain, 1–6 July 2018. [Google Scholar]
- Ziyu, Z. Process Method for Preparing Intermediate Phase Lignin and Carbon Fibers Thereof. Patent CN103451777A, 18 December 2013. [Google Scholar]
- Wohlmann, B.; Stüsgen, S. Schmelzbares Ligninderivat und Daraus Hergestellte Ligninderivatfaser. Patent WO2013144123A1, 3 October 2013. [Google Scholar]
- Dong, X.; Lu, C.H.; Zhou, P.; Zhang, S.H.; Wangbc, L.; Li, D. Polyacrylonitrile/lignin sulfonate blend fiber for low-cost carbon fiber. RSC Adv. 2015, 53, 42259–42265. [Google Scholar] [CrossRef]
- Liu, H.C.; Chien, A.T.; Newcomb, B.A.; Davijani, A.A.B.; Kumar, S. Stabilization kinetics of gel spun polyacrylonitrile/lignin blend fiber. Carbon 2016, 101, 382–389. [Google Scholar] [CrossRef]
- Richter, M.; Hund, R.D.; Cherif, C.; Wolz, D.S.; Böhm, R.; Jäger, H.; Romani Vazquez, A.; Shaygan Nia, A.; Lohe, M.R.; Feng, X. Polyacrylonitrile fibers containing thin-layer graphene particles as precursors for CF. In Proceedings of the World Conference on Carbon, Madrid, Spain, 1–6 July 2018. [Google Scholar]
- Kruppke, I. Entwicklung von Methoden zur Realisierung von Maßgeschneiderten Adhäsionseigenschaften von Faserbasierten Hochleistungswerkstoffen für Composites. Ph.D. Thesis, TU Dresden, Dresden, Germany, 2018. [Google Scholar]
- Gude, M. Carbon fibre research in Dresden. In Proceedings of the 1st International Colloquium on Tailored Carbon Fibres, Dresden, Germany, 3–4 May 2018. [Google Scholar]
- Hufenbach, W.; Helms, O. Konstruieren von strukturbauteilen aus faser–kunststoff–verbunden. In Pahl/Beitz Konstruktionslehre–Methoden und Anwendung Erfolgreicher Produktentwicklung, 8th ed.; Feldhusen, J., Grote, K.-H., Eds.; Springer: Berlin, Germany, 2013; pp. 648–664. [Google Scholar]
- Jansen, K. Machines for radius, curves and frames. In Proceedings of the 13th World Pultrusion Conference, Prague, Czech Republic, 3–4 March 2016. [Google Scholar]
- Christmann, B. Gekrümmte bauteile für den leichtbau. MM–Maschinenmarkt. Ind. Mag. 2016, 47, 64–65. [Google Scholar]
- Henke, M.; Fischer, O. Formoptimierte filigrane stäbe aus UHPC und korrosionsfreier CFK-bewehrung für variable räumliche stabtragwerke. In Leicht Bauen mit Beton: Forschung im Schwerpunktprogramm 1542, Förderphase 1; DFG: Bonn, Germany, 2014; pp. 48–59. [Google Scholar]
- Achillides, Z. Bond Behaviour of FRP Bars in Concrete. Ph.D. Thesis, Centre of Cement and Concrete, Department of Civil and Structural Engineering, The University of Sheffield, Sheffield, UK, 1998. [Google Scholar]
- Malvar, L.J. Tensile and bond properties of GFRP reinforcing bars. ACI Mater. J. 1995, 92, 276–285. [Google Scholar]
- Niewels, J. Zum Tragverhalten von Betonbauteilen mit Faserverbundkunststoff-Bewehrung. Ph.D. Thesis, Fakultät für Bauingenieurwesen, Rheinisch-Westfälischen Technischen Hochschule Aachen, Aachen, Germany, 2008. [Google Scholar]
- Hufenbach, W.; Böhm, H.; Kupfer, R.; Pohl, M.; Hornig, A. Thermoactivated pinning—An innovative technology for the joining of fibre-reinforced thermoplastic composites. In Joining Plastics—Fügen von Kunststoffen; DVS Media: Eltville, Germany, 2014; Volume 8, pp. 184–189. [Google Scholar]
- Bohm, R.; Stiller, J.; Behnisch, T.; Zscheyge, M.; Radloff, S.; Gude, M.; Hufenbach, W. A quantitative comparison of the capabilities of in situ computed tomography and conventional computed tomography for damage analysis of composites. Compos. Sci. Technol. 2015, 110, 62–68. [Google Scholar]
- Hufenbach, W.; Richter, H.; Langkamp, A.; Bohm, R. Application of acoustic emission analysis for damage investigations in fibre and textile reinforced composites. In Proceedings of the 1st Conference on Damage in Composite Materials, Stuttgart, Germany, 18–19 September 2006; NDT.net: Bad Breisig, Germany, December 2006; Volume 11, No. 12. ISSN 1435-4934. [Google Scholar]
- Betonstahl—Teil 3: Betonstabstahl, Prüfungen, DIN 488-3:1984-09. Available online: http://www.rosmetiz.ru/upload/files/gosts/din%20488-2.pdf (accessed on 9 May 2018).
- Schmidt, J.W.; Bennitz, A.; Täljsten, B.; Pedersen, H. Development of mechanical anchorage for CFRP tendons using integrated sleeve. J. Compos. Constr. 2010, 14, 397–405. [Google Scholar] [CrossRef]
- Ye, Y.; Guo, Z. Experimental investigation on the anchorage performance of clamping anchors for carbon fiber reinforced polymer rods. Adv. Sci. Lett. 2011, 4, 922–926. [Google Scholar] [CrossRef]
- Horvatits, J. Vergussverankerung für spannglieder mit kohlenstofffaserverbundwerkstoff, dissertation. In Fakultät für Bauingenieurwesen; Technische Universität Wien: Vienna, Austria, 2008. [Google Scholar]
- Betonstahl—Teil 1: Stahlsorten, Eigenschaften, Kennzeichnung, DIN 488-1:2009-08. Available online: http://www.rosmetiz.ru/upload/files/gosts/din%20488-2.pdf (accessed on 9 May 2018).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Primary forming and separating processing |  Contour milling |  Drilling |
| Primary forming and reforming processing |  Form-pressing |  Out-displacing and penetrating |
| Primary forming and material joining |  Injection forming |  Winding, braiding |
| Primary forming as the only process step |  In-situ rolling |  Thread forming, helix pultrusion |
| Functionalization | Manufacturing | Functionalized CF Rod |
|---|---|---|
| Reference (no Functionalization) (RefNoFuc) |  |  |
| Winding-forming by means of semi-finished tape (WindForm) |  |  |
| Contour milling of functionalization (ContMill) |  |  |
| Form-pressing of functionalization (FormPres) |  |  |
| Primary forming only with helix pultrusion (HelixPul) |  |  |
| Out-displacing and penetrating of cylindrical elements (ThermPin) |  |  |
| (RefNoFuc) | (ContMill) | (HelixPul) | (FormPres) | (WindForm) | (ThermPin) |
|---|---|---|---|---|---|
 |  |  |  |  |  |
| AS = 50.3 mm2 | AS = 32.2 mm2 | AS = 41.9 mm2 | AS = 41.3 mm2 | AS = 50.3 mm2 | AS = 34.6 mm2 |
| - | AF = 19.1 mm2 | AF = 26.1 mm2 | AF = 8.9 mm2 | AF = 19.1 mm2 | AF = 92.1 mm2 |
| Mechanical Property | SGL-CF-PA6-Tape (FVC 0.45) |
|---|---|
| Young’s modulus, E1 (GPa) | 101.6 |
| Tensile strength, R1 (MPa) | 1290 |
| Fracture strain, A1 (%) | 1.1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Böhm, R.; Thieme, M.; Wohlfahrt, D.; Wolz, D.S.; Richter, B.; Jäger, H. Reinforcement Systems for Carbon Concrete Composites Based on Low-Cost Carbon Fibers. Fibers 2018, 6, 56. https://doi.org/10.3390/fib6030056
Böhm R, Thieme M, Wohlfahrt D, Wolz DS, Richter B, Jäger H. Reinforcement Systems for Carbon Concrete Composites Based on Low-Cost Carbon Fibers. Fibers. 2018; 6(3):56. https://doi.org/10.3390/fib6030056
Chicago/Turabian StyleBöhm, Robert, Mike Thieme, Daniel Wohlfahrt, Daniel Sebastian Wolz, Benjamin Richter, and Hubert Jäger. 2018. "Reinforcement Systems for Carbon Concrete Composites Based on Low-Cost Carbon Fibers" Fibers 6, no. 3: 56. https://doi.org/10.3390/fib6030056
APA StyleBöhm, R., Thieme, M., Wohlfahrt, D., Wolz, D. S., Richter, B., & Jäger, H. (2018). Reinforcement Systems for Carbon Concrete Composites Based on Low-Cost Carbon Fibers. Fibers, 6(3), 56. https://doi.org/10.3390/fib6030056