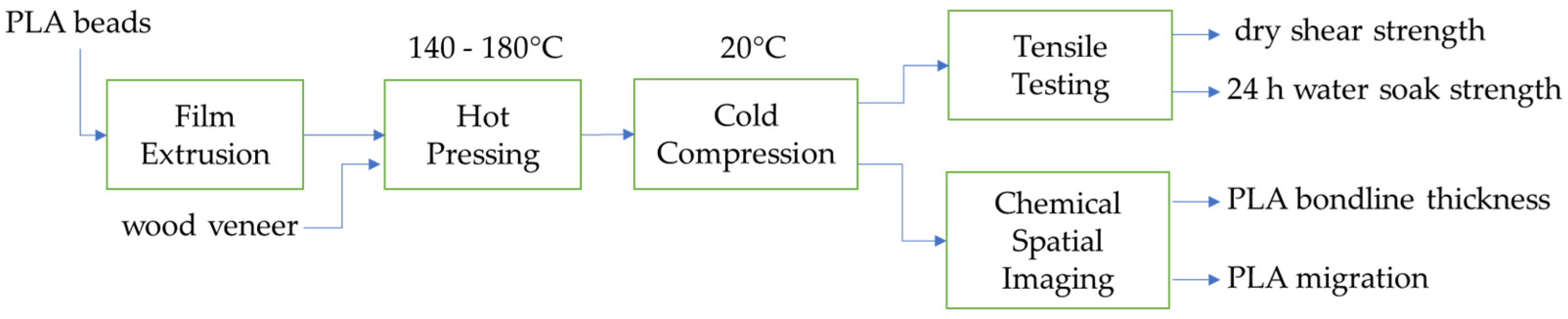
Poly(lactic acid)-bonded laminated panels varying in panel thickness were produced with radiata pine veneer using both amorphous (4060D) and semi-crystalline (3052D) PLA grades (
Table 2,
Scheme 1). In producing these laminates, a range of pressing times was used, employing press temperatures of 140 °C, 160 °C and 180 °C, which have been previously shown to produce satisfactory PLA–wood adhesion [
7,
8,
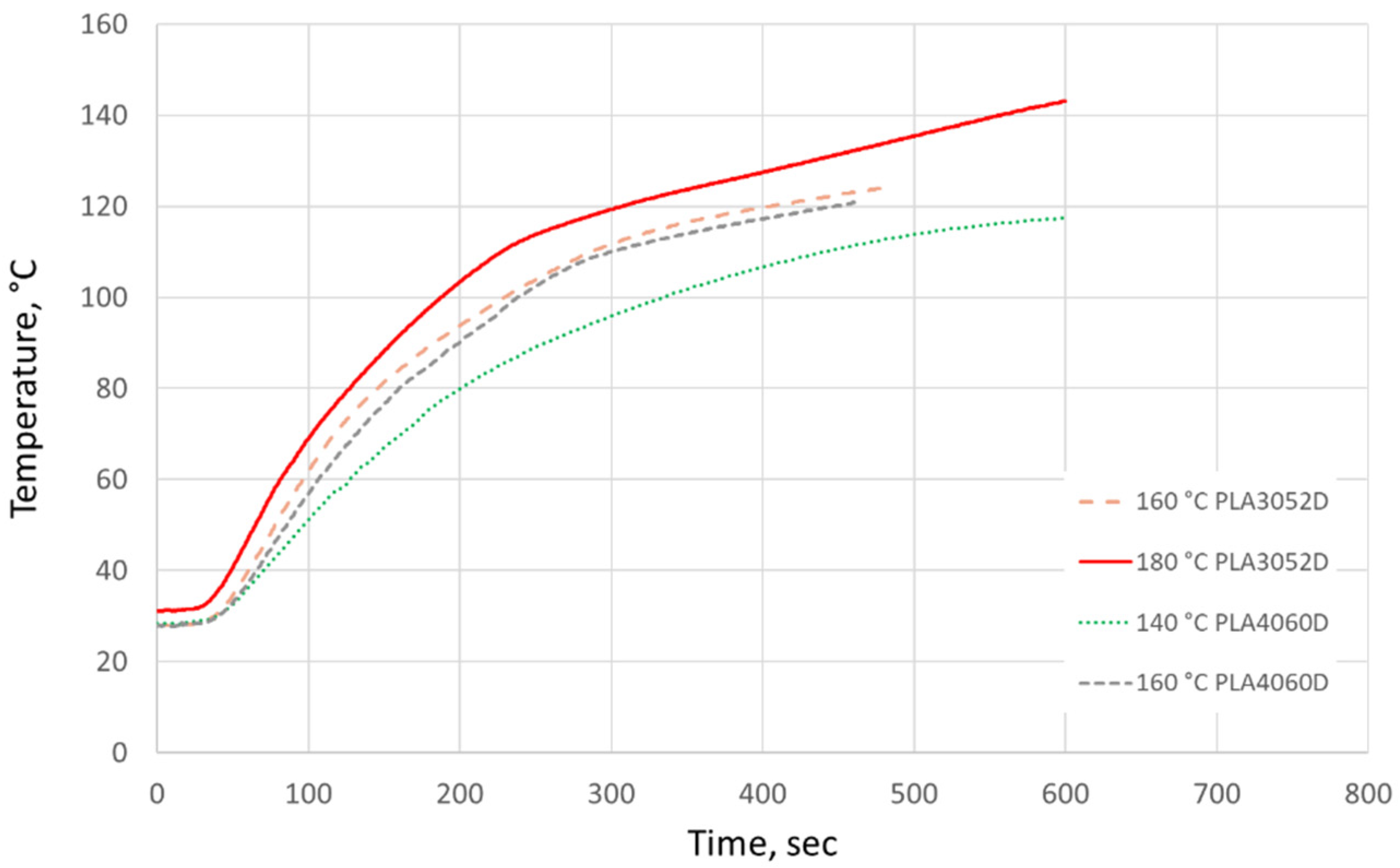
12]. These pressing regimes and PLA-veneer combinations produced a range of internal panel core temperature profiles and maximum PLA bondline temperatures during panel consolidation (
Figure 1). A range of pressing times was selected from these internal temperature profiles to develop relationships between pressing temperature and time with panel performance and PLA–wood interfacial behaviors.
3.1. PLA–Wood Adhesion Interface Using Chemical Spatial Imaging
A comprehensive analysis of the adhesion interface developed across PLA-laminate bondlines was undertaken using FTIR microscopy. This analysis evaluated both the inner, core and outer, surface PLA bondlines of the 5-ply laminate panel sets. Building on a chemical spatial imaging methodology initially used for polyester bonding of hardwood [
15], the polyester carbonyl group (νC=O, ca. 1750 cm
−1) of PLA was used to evaluate the distribution of PLA across the PLA–wood adhesion interface (
Figure 2). This included metrics for the PLA bondline thickness and the extent of the PLA interphase developed within the wood matrix. Shown in
Figure 2 is the chemical spatial imaging of a typical PLA bondline produced in this study. Evident in this image are FTIR point spectra and a PLA concentration contour plot (1750 cm
−1 peak) across the imaged PLA bondline section. From this chemical spatial imaging, the thickness of each PLA bondline can be readily determined from both the light microscopy image as well as the PLA concentration profile evident from the PLA ester peak contour plot. Similarly, using these contour plots, the extent of PLA ingress or penetration into the wood veneer can be calculated to define the extent the PLA migration away from the bondline into the wood ultrastructure during pressing [
15].
For 5-ply laminated panels formed with semi-crystalline PLA, generally, chemical spatial imaging found these panels to have greater PLA bondline thickness values than those panel sets prepared with amorphous PLA (
Table 2). There were also distinctions in bondline thicknesses between outer surface and inner core PLA bondlines within panel sets and the pressing regime employed. In considering pressing temperature, 3052D inner bondlines were thicker on pressing at 160 °C (340 μm, 600 s) than at higher temperatures (240 μm, 180 °C, 480 s). This variation in bondline thicknesses has previously been observed within other PLA laminate panel products using microscopy analysis [
7,
12,
15]. However, in this study, the pressing time at 160 °C was also important. Thinner 3052D inner bondlines were achieved at 850 s (270 μm) than a shorter pressing time (600 s). Moreover, this bondline thickness at the longer 160 °C pressing time was comparable to that achieved at 180 °C and 480 s (240 μm). Similarly, for outer bondlines formed with 3052D, analysis revealed bondlines were statistically similar on pressing for the longer pressing time at 160 °C (155 μm, 850 s) or at 180 °C (210 mm, 480 s). The shorter pressing time at 160 °C (600 s) produced a thicker outer bondline (340 μm) similar to the inner bondline and initial PLA foil thickness. Overall, semi-crystalline PLA produced panels with outer and inner bondlines, which reduce in thickness, employing either longer press times or a higher temperature.
An assessment of panels formed with amorphous PLA (4060D) revealed all bondlines to have lower thickness values than those formed with 3052D (
Table 2). The 4060D bondline thickness values ranged between 60 and 120 μm across the differing pressing temperatures and times employed. At 140 °C, the outer bondline thickness (90 μm) was similar on pressing for 600 or 780 s. A similar outer bondline thickness was found at 160 °C, including using an extended pressing time of 920 s. For 4020D inner bondlines, measurements show these were comparable to outer bondline thickness values. For panels formed at 160 °C, there was a significant reduction in inner bondline thickness at an extended pressing time (60 μm, 920 s), a trend similarly observed for semi-crystalline PLA using a long pressing time (160 °C, 850 s). Moreover, with these 4060D lower bondline thickness values, it was evident the local surface roughness of veneers was impacting bondline measurements with greater variability observed between sample replicates.
From chemical spatial imaging assessments of PLA carbonyl peak (1750 cm
−1) concentration profiles, analysis revealed PLA migration (penetration) away from the bondline into the wood ultrastructure was more dependent on the pressing temperature and time than the PLA grade (
Table 2). Calculated PLA penetration values from PLA concentration projections of bondline cross-sections revealed PLA migration values ranged from 20 to 80 μm. With semi-crystalline PLA, PLA migration was generally greater in outer bondlines, with average penetration values of 40 to 70 μm compared to <50 μm for inner bondlines. At 160 °C, outer bondline migration increased from 40 μm (600 s) to 60 μm at the longest pressing time (850 s), with 70 μm penetration achieved on pressing at 180 °C (480 s). For 3052D inner bondlines, PLA penetration values of just 25 μm were achieved at 160 °C, with this extending to 50 μm at the highest pressing-temperature.
For amorphous PLA, the rates of PLA penetration were not distinguished by the position of bondlines within panels. Chemical spatial imaging determined 4060D PLA migration from outer bondlines (50–60 μm) was greater than inner bondlines (ca. 40 μm). Moreover, there was little distinction in average penetration values for panels formed at either 140 °C or 160 °C. This was consistent with the PLA polymer properties and flow of this PLA type in contrast with the higher melt of the semi-crystalline PLA [
7]. Overall, while distinctions in penetration values were evident across the wider panel series, collectively, the PLA migration from the bondline was considered 1–2 wood-cells deep, with this visually evident in spatial chemical images (
Supplementary Materials) and consistent with previous qualitative assessments with other visualization techniques [
7,
8]. Moreover, this imaging corroborated the assessments with PLA concentration profiles decreasing sharply away from the bondline (
Figure 3), with this qualitative assessment relatively uniform across the samples evaluated.
Employing chemical spatial imaging revealed softwood-PLA bondline thickness and PLA migration away from bondlines could be readily quantified via FTIR peak contour analysis. Poly(lactic acid) bondline thickness and penetration values could be related to the PLA mobility and migration at temperatures achieved by the pressing regime and, in some cases, further distinguished by the bondline position in the laminated panel (
Table 2). The internal temperatures achieved on panel consolidation will contribute to the melt viscosity and flow of the PLA polymer (
Figure 1, and
Supplementary Materials) [
16]. The potential for PLA to flow and ingress into the wood ultrastructure greatly increases as the viscosity is significantly reduced at higher temperatures. This was particularly evident for semi-crystalline PLA, where 5-ply panel internal temperatures exceeded the PLA melt (ca. 140 °C) more rapidly at 180 °C than 160 °C platen temperature. A comparison of bondline thicknesses shows values decreased for pressing times >600 s at 160 °C and >480 s at higher temperatures (
Table 2). This corresponded to internal panel temperatures exceeding 140 °C during pressing 3052D laminates (
Figure 1). For 7-ply 3052D panels, internal temperatures of 140 °C were achieved in 480 s, which was also suggested by their performance testing (
Figure 2,
Table 2 and
Table 3). For amorphous PLA panels, the melt flow of this PLA grade is at a lower temperature [
17] as indicated by the similar bondline thickness values across the 140 °C and 160 °C pressing regimes employed. Internal panel temperatures of 120 °C can be achieved with 140 °C platen temperatures after 480 s and ca. 300 s on pressing at 160 °C (
Figure 1). In comparison, industrially, softwood veneer laminates are typically pressed below 160 °C to achieve core temperatures <110 °C.
Furthermore, while bondline thickness values ranged between 60 µm and 340 mm across the sample series, the difference in calculated PLA penetration values was reduced. Penetration values were 25 µm to 70 mm representative of PLA migration 1 to 2 wood cells deep from the bondline. These PLA values from chemical spatial imaging were consistent with observations of other PLA-softwood bondlines and reported penetration rates of other hydrophobic linear polymer adhesive and paraffin wax systems [
18]. Moreover, in this study, not insignificant quantities of PLA “squeeze out” were observed for some laboratory panels, which may explain discrepancies in bondline thickness and extent of PLA migration and penetration values for some samples, as well as opportunities for application rate and processing improvements.
3.2. Bond Strength Development and Performance
Table 3 and
Table 4 show tensile testing results evaluating individual bondlines from 3-, 5- and 7-ply laminated samples. This testing was undertaken with samples either dry (
Table 3), or after 24 h cold-water soaking (
Table 4). For 5-ply samples prepared with amorphous PLA, these were found to have greater dry strength when pressed at 160 °C than those prepared at 140 °C. Generally, these 4060D samples were not distinguished by their pressing times when pressing at 160 °C. Similar tensile strength values (ca. 4 MPa) were apparent for both outer and inner bondlines at 160 °C, which was comparable across pressing times from 480 to 920 s. In contrast with 4020D, laminated 5-ply samples prepared with semi-crystalline PLA were distinguished by their pressing temperature and pressing time. For 3052D samples pressed at 160 °C, significantly greater bond strength was developed only after pressing for an extended time. Generally, samples pressed for ≤600 s had strength values of ca. 2 MPa, with this increasing to >5.5 MPa at the longest press time (850 s). Interestingly, in previous work, lower bond-strengths had been similarly observed with semi-crystalline PLA and softwood combinations [
8]. However, at 180 °C, relatively high bond strength values were developed at 480 s for 3052D samples, comparable to longer press times (920 s). Tensile testing also revealed no distinctions in performance between outer and inner bondlines of these 180 °C 3052D samples. Lastly, it is noteworthy that tensile testing exhibited high variability within some sample replicates (
Table 3). This variability is attributed to both the relatively higher strength values (>4 MPa) exhibited by PLA-bonded samples and associated high rates of wood failure (>75%) together with the potential degradation of the wood substrate introduced by the extended pressing regimes employed in this study.
For 7-ply samples, tensile testing revealed high-strength values in panels bonded with amorphous PLA, whereas lower bondline strength was evident in panels formed with semi-crystalline PLA. For 4060D samples produced with a 160 °C press temperature, bondlines were found to have strength values of ca. 4.5 MPa, which were comparable to those of the 5-ply laminated panels. Testing also revealed no distinctions between the outer and inner, core bondlines of panels produced at differing pressing times at this temperature. The combination of 3052D PLA and a 180 °C press temperature produced bondlines with tensile strength values ranging between 2 and 4 MPa. At the shorter pressing time, the bond strength of outer and inner bondlines was comparable (ca. 3 MPa). A longer pressing time produced outer bondline strength (ca. 4 MPa) similar to the 4060D samples, but inner bondlines were significantly lower in strength (ca. 2 MPa). The tensile strength values for these inner bondlines did not significantly differ to those produced at the shorter pressing time.
Wet-strength tensile testing was undertaken to further establish performance variations between PLA grades and panel-pressing regimes (
Table 3). Previously, wet-strength performance evaluations have been a better indicator of PLA-hardwood bondline strength development than testing samples dry [
8]. This was similarly the case in this study. For the amorphous PLA, 24 h cold-water soaking revealed 4060D samples required longer pressing time (780 s) at 140 °C to achieve wet-strength bondline performance values of ca. 3 MPa. At 160 °C, this wet-strength performance of 4060D samples was achieved at 480 s with no distinction in performance at longer pressing time. At this higher pressing temperature, the wet strength of inner bondlines was similar and did not exhibit the high variability observed in dry testing. In the case of semi-crystalline PLA bondlines, wet-strength testing revealed the performance of 3052D 5-ply samples was sensitive to the pressing temperature employed. As found for dry-strength testing, a longer press time was required to develop bondline wet strength at 160 °C. Only at the longest pressing time (850 s) did 160 °C samples achieve a wet-strength value >2 MPa. However, pressing at 180 °C produced a comparable wet-strength performance on pressing for 360 or 480 s. The greatest wet-strength performance (ca. 4 MPa) in this study was achieved with 3052D PLA and an extended pressing time (920 s), producing a wet-strength value comparable to that established in dry-strength testing.
For 7-ply laminates, water-soak testing also revealed lower wet-strength performance for samples produced with shorter pressing regimes. With the amorphous PLA, pressing at 160 °C for 400 s produced a performance of <3 MPa after water soaking, a wet-strength value comparable to 5-ply 4060D samples prepared at 140 °C and 600 s. Nonetheless, a longer pressing time (600 s) produced wet-strength values of ca. 4 MPa. In the case of the semi-crystalline PLA, pressing at 180 °C led to wet-strength values of ca. 2 MPa. As above, this tensile strength value on water soaking was similar to most 5-ply panels formed with semi-crystalline PLA.
In relating the performances of PLA-bonded laminate panels, generally, the pressing regime, the PLA grade and the PLA mobility at the adhesion interface determined the PLA bonding efficacy (
Table 3). Trends are also evident for PLA laminates formed from hardwoods [
8]. For the amorphous PLA, greater tensile strength was achieved at 160 °C (ca. 4 MPa) than at 140 °C (ca. 3 MPa) and, except for a short pressing time (160 °C, 480 s), relatively uniform, thin bondlines (60 µm–90 µm) were produced at these temperatures. In all cases, calculated penetration values ranged between 40 µm and 60 µm, with outer bondlines associated with greater PLA penetration. While no relationship was evident between dry tensile strength and bondline thickness values (R
2 < 0.1), there was a correlation (R
2 = 0.86) with PLA penetration values (50–60 µm) for outer bondlines (
Supplementary Materials). This outcome was not unsurprising, as all samples formed with amorphous PLA achieved comparable dry tensile-strength values. Similarly, as most 4060D samples also exhibit comparable cold-water-soak performance (2.5 MPa–3.0 MPa) across the differing pressing regimes, only the outer bondline thickness could be correlated (R
2 = 0.96) with cold-water-soak performance. For panels bonded with semi-crystalline PLA, these had a greater range of dry and wet tensile-strength values (1 MPa–5 MPa), together with PLA thickness and penetration values of 155 µm to 340 µm and 25 µm to 70 µm, respectively. Dry tensile-strength values could be correlated with both inner and outer bondline thicknesses and outer bondline penetration values. Moreover, in this study, the greatest correlation between panel performance and the PLA adhesion interface was with 3052D wet-strength values. There was an excellent correlation between wet-strength performance and outer bondline thickness (R
2 = 0.97) and penetration (R
2 = 0.86) values. For inner bondlines, thickness and penetration values could also be related to sample tensile strength values (R
2 < 0.6) after water soaking with panel internal temperature development, likely contributing to the variability of the latter (
Figure 1).
Overall, satisfactory PLA–wood bonding was achieved by pressing panels at higher temperature or for longer pressing times. With amorphous PLA, this panel performance was achieved at a lower temperature or a reduced pressing time, which is more typical of conventional plywood manufacture. In each case, the higher tensile strength values and wood failure rates were achieved with internal panel temperatures sufficient to melt and promote PLA migration into the wood ultrastructure to reinforce bondlines (
Table 2).








{kind=link}
{kind=link}
{kind=link}
{kind=link}