
Hygrothermal and Microstructural Investigation of PLA and PLA-Flax Printed Structures

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
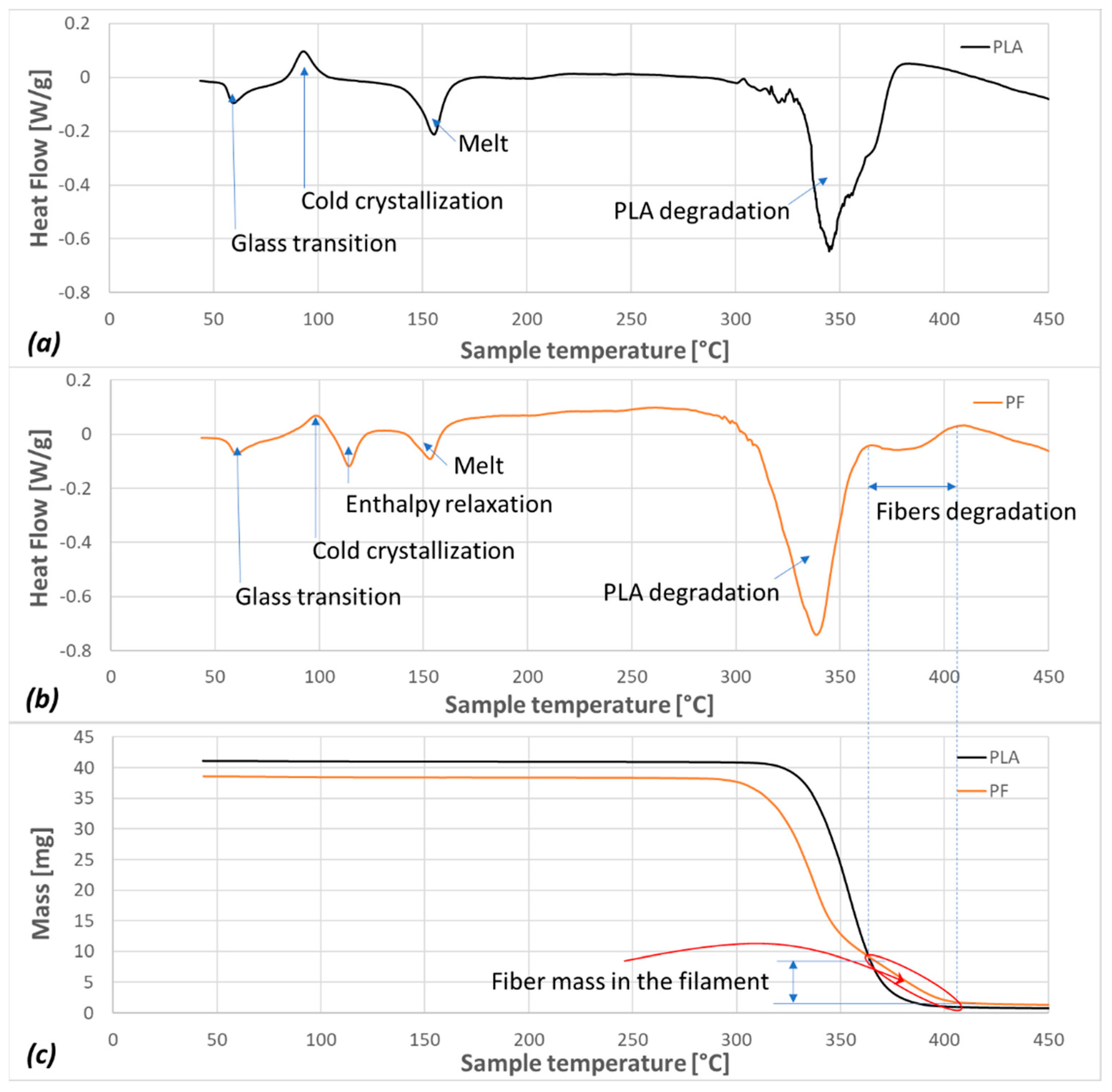
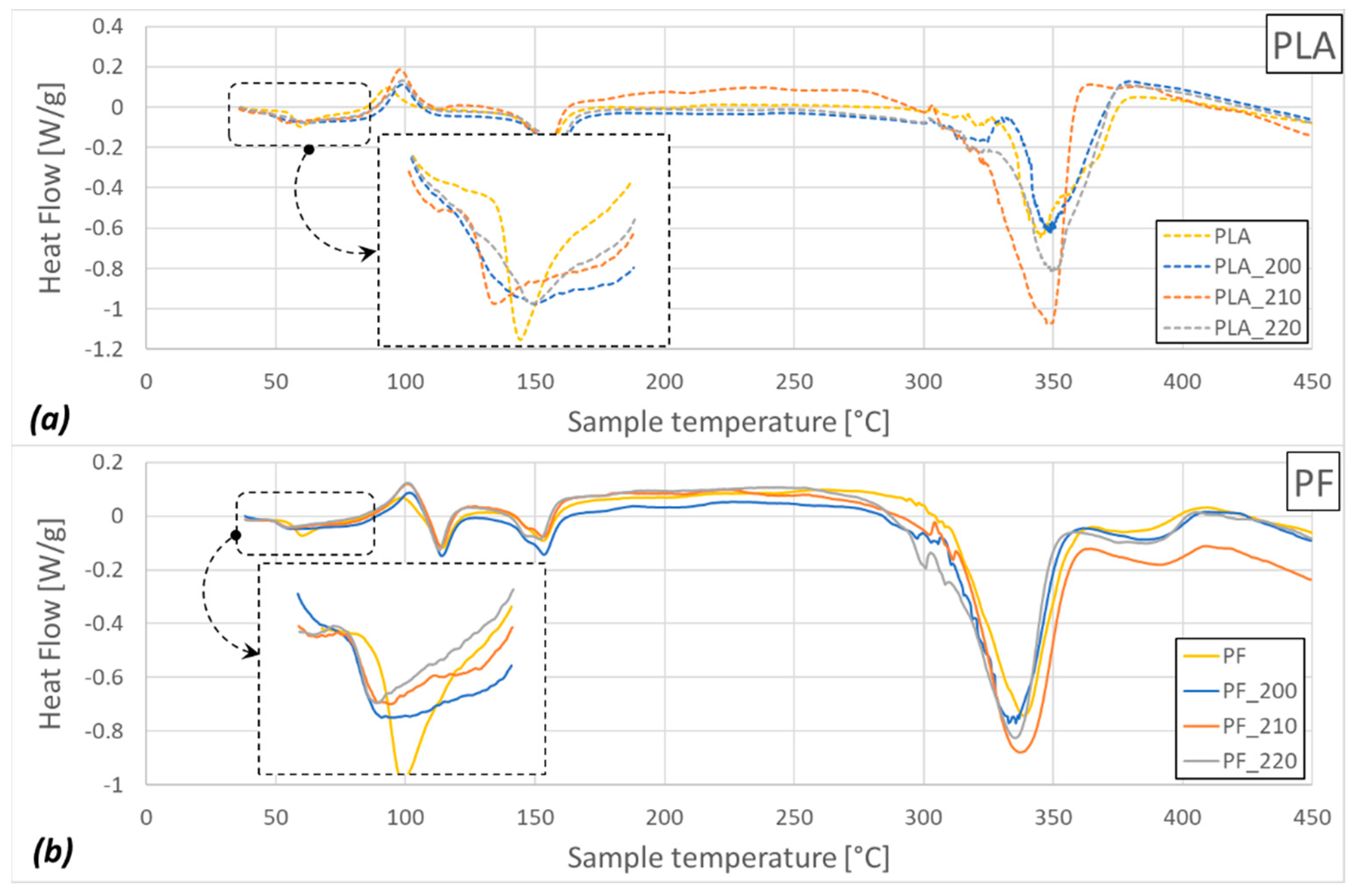
3.1. DSC-TGA Analysis and Fibre Rate Determination
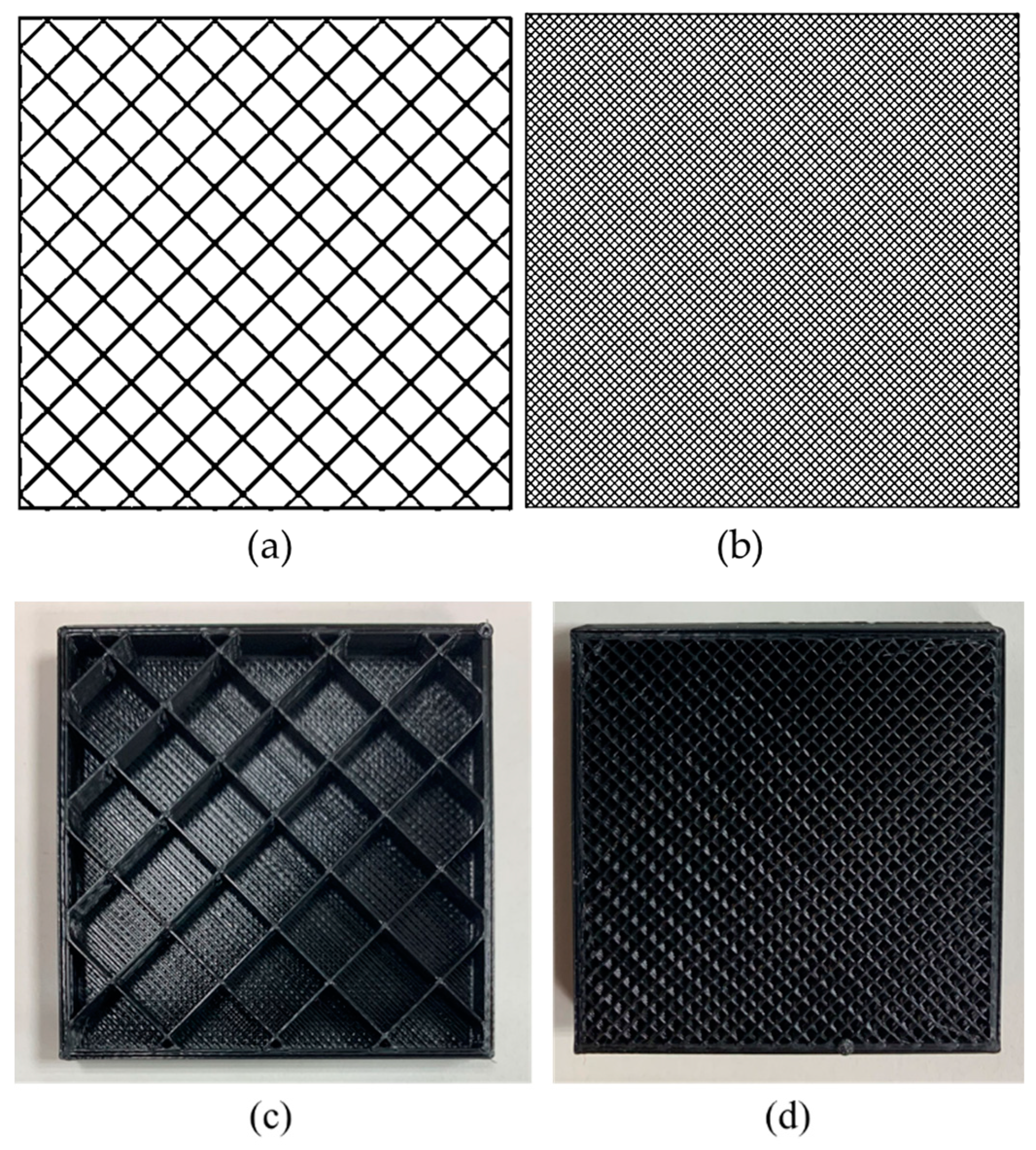
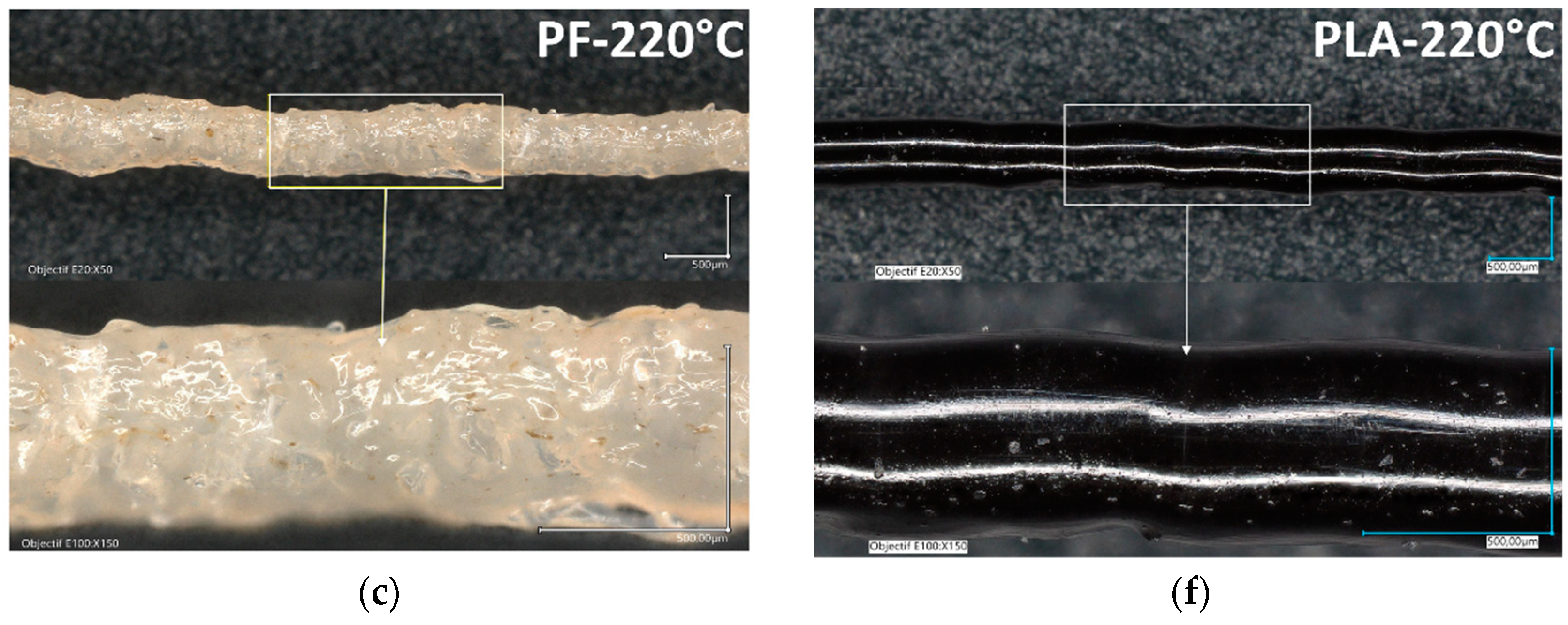
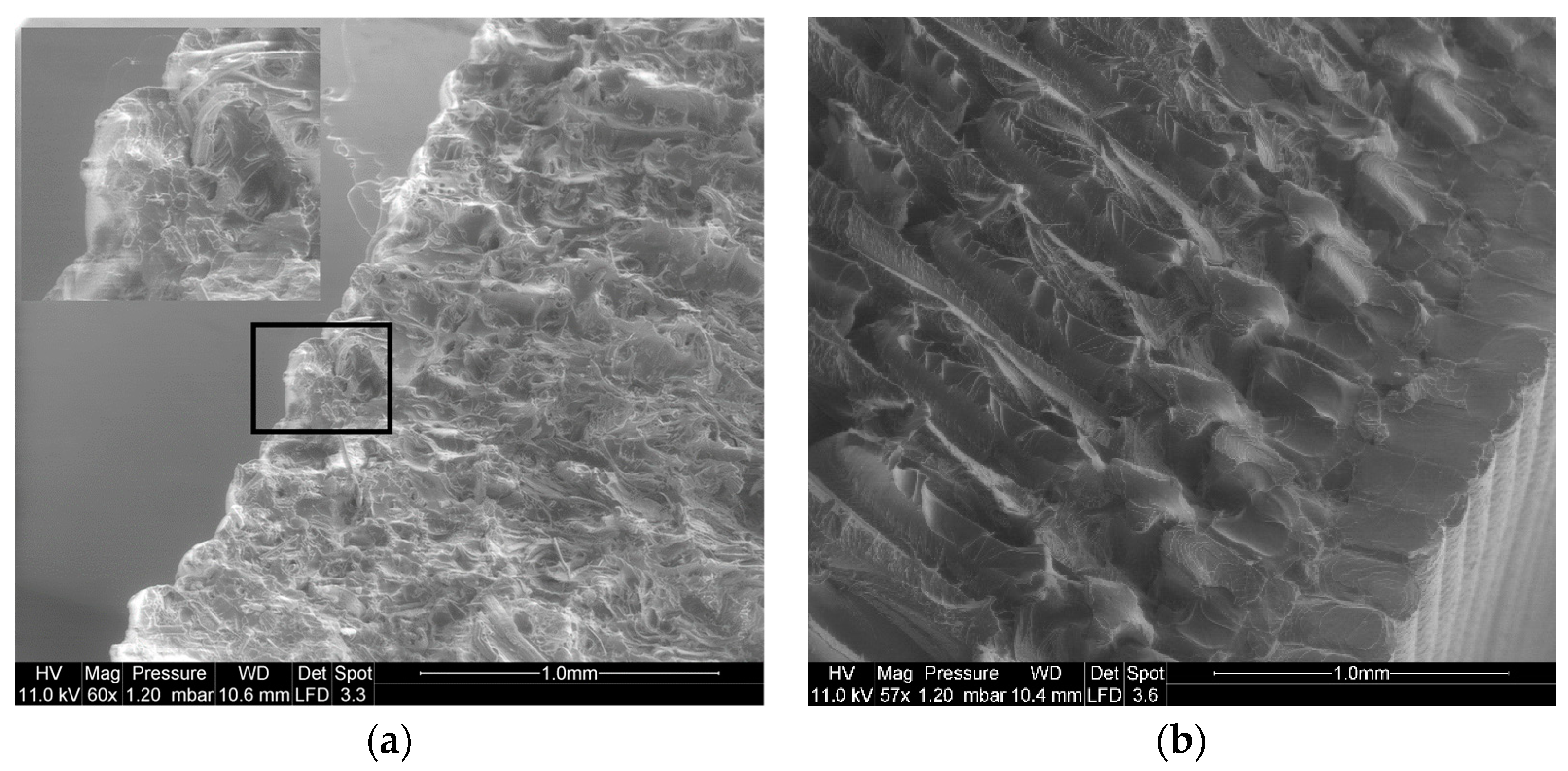
3.2. Morphology of Extruded Filaments
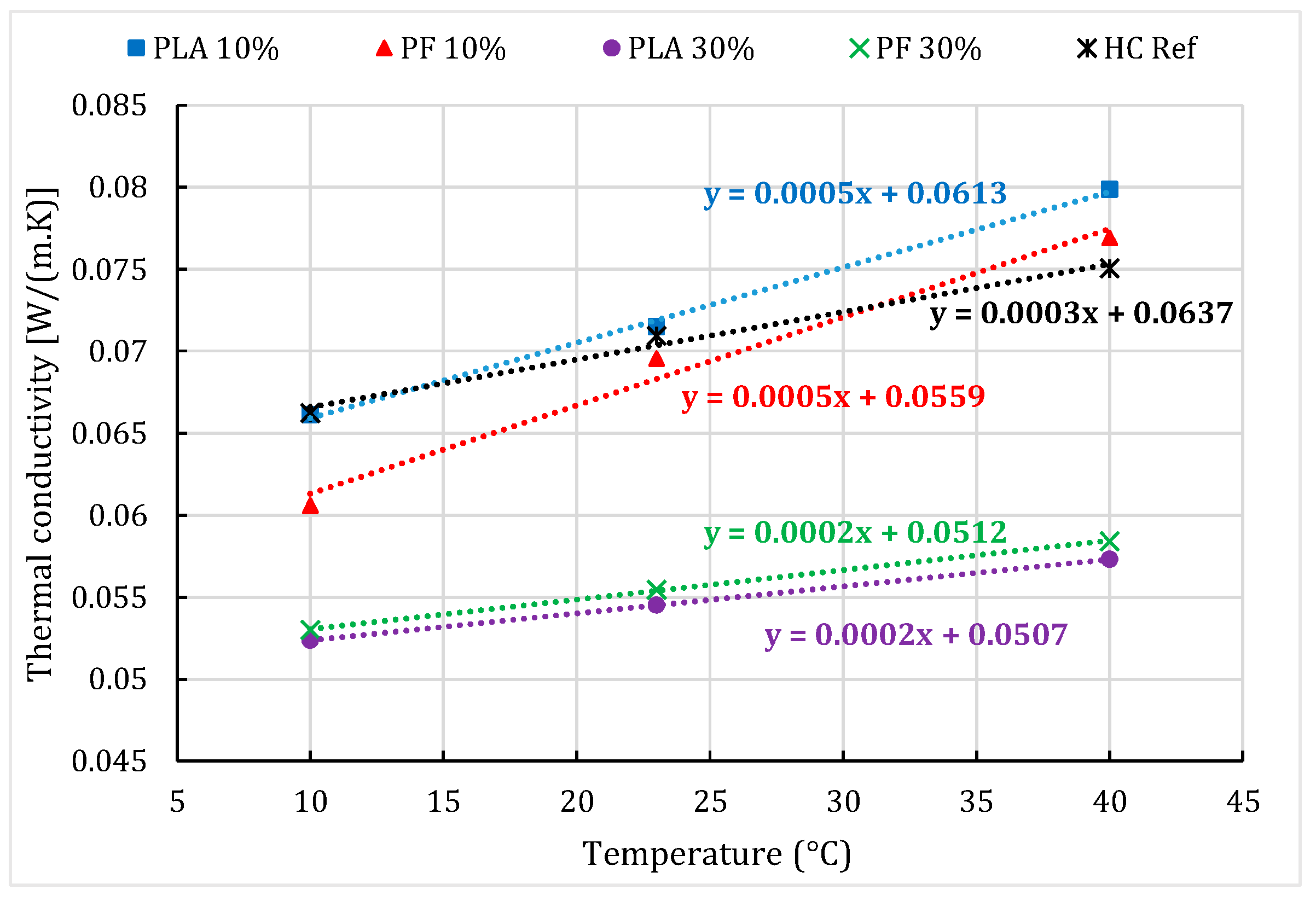
3.3. Thermal Conductivity Behaviour
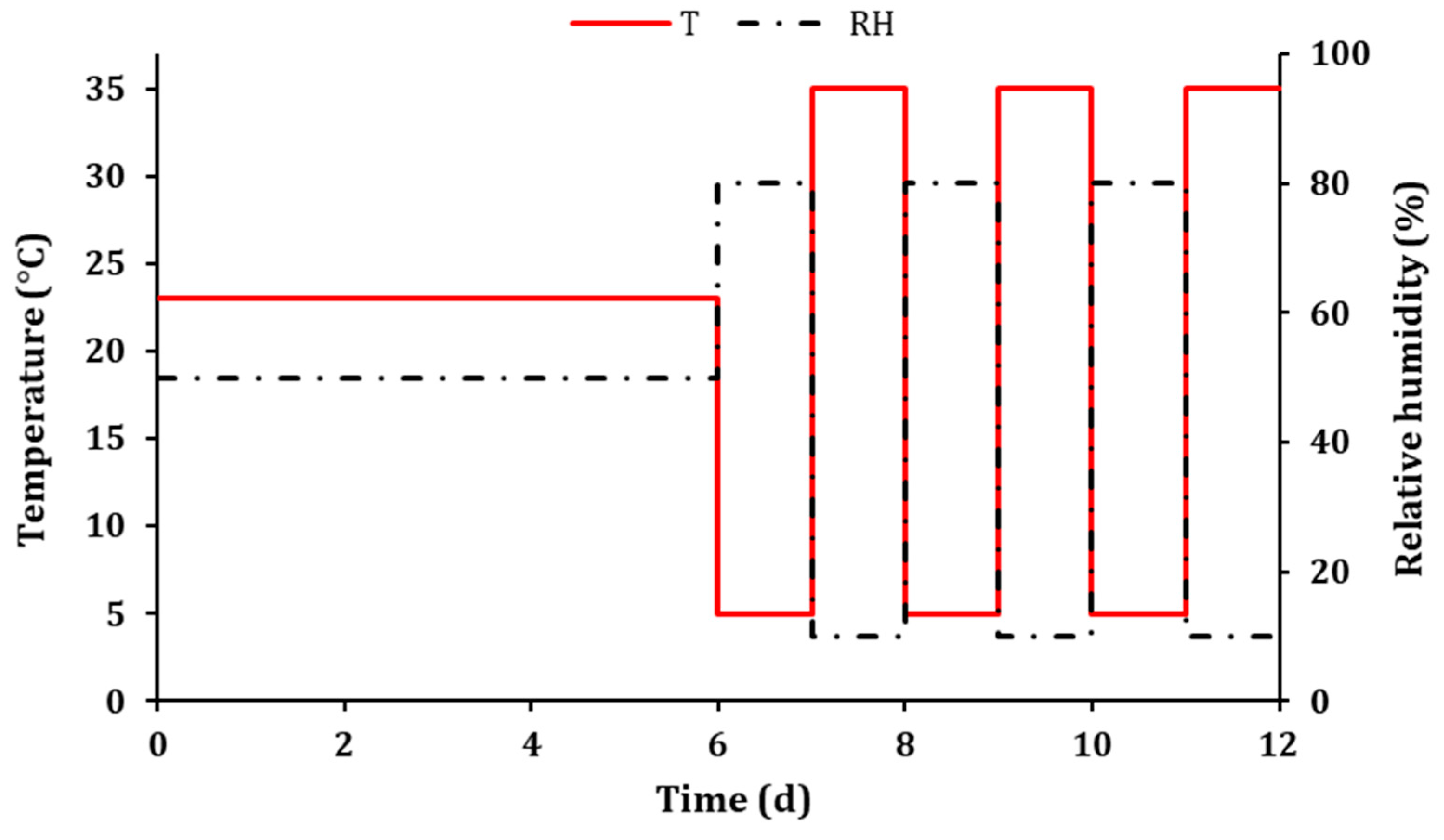
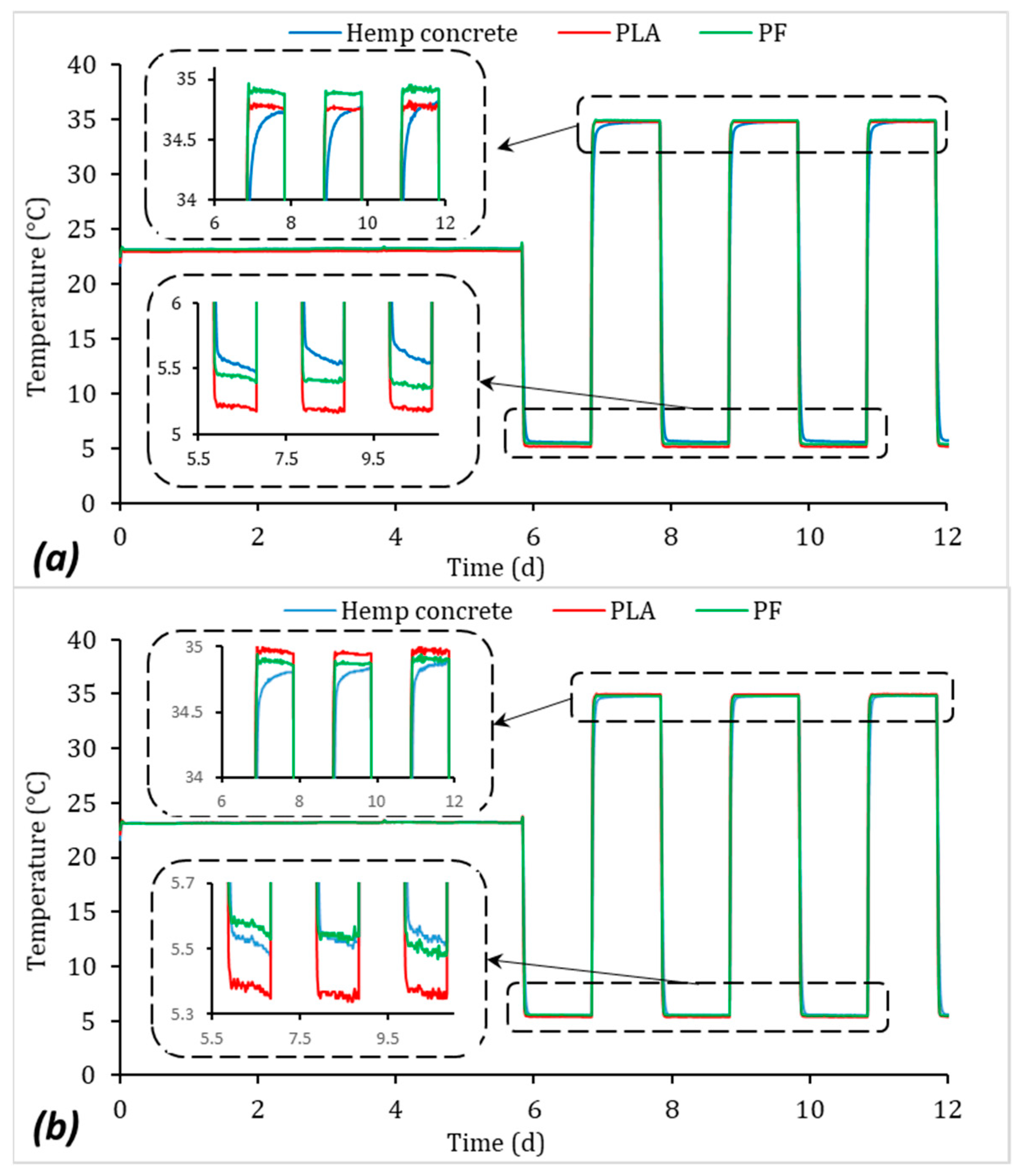
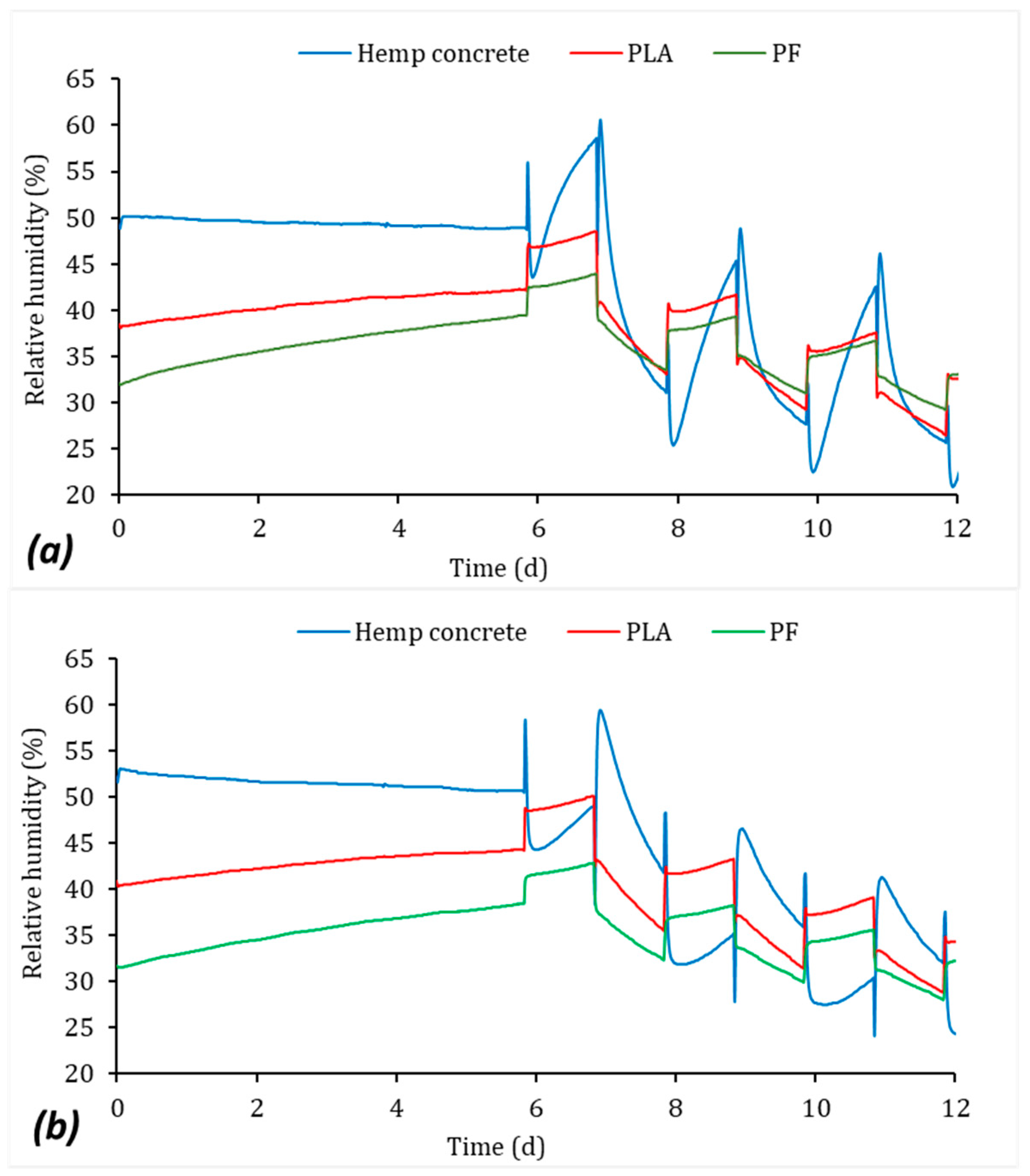
3.4. Temperature and Relative Humidity Evolutions
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pham, D.T.; Gault, R.S. A comparison of rapid prototyping technologies. Int. J. Mach. Tools Manuf. 1998, 38, 1257. [Google Scholar] [CrossRef]
- Yan, X.; Gu, P. A review of rapid prototyping technologies and systems. Comput.-Aided Des. 1996, 28, 307. [Google Scholar]
- Quan, Z.; Wu, A.; Keefe, M.; Qin, X.; Yu, J.; Suhr, J.; Byun, J.-H.; Kim, B.-S.; Chou, T.-W. Additive manufacturing of multi-directional preforms for composites: Opportunities and challenges. Mater. Today 2015, 18, 503. [Google Scholar]
- Lee, C.-Y.; Liu, C.-Y. The influence of forced-air cooling on a 3D printed PLA part manufactured by fused filament fabrication. Addit. Manuf. 2019, 25, 196. [Google Scholar] [CrossRef]
- Hart, K.R.; Wetzel, E.D. Fracture behavior of additively manufactured acrylonitrile butadiene styrene (ABS) materials. Eng. Fract. Mech. 2017, 177, 1. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Sama, S.R.; Lynch, P.C.; Manogharan, G. Design and topology optimization of 3D-printed wax patterns for rapid investment casting. Procedia Manuf. 2019, 34, 683. [Google Scholar] [CrossRef]
- Tapia, G.; Elwany, A. A review on process monitoring and control in metal-based additive manufacturing. J. Manuf. Sci. Eng. 2014, 136, 060801. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917. [Google Scholar] [CrossRef]
- Song, L.; Jiang, Q.; Shi, Y.-E.; Feng, X.-T.; Li, Y.; Su, F.; Liu, C. Feasibility investigation of 3D printing technology for geotechnical physical models: Study of tunnels. Rock Mech. Rock Eng. 2018, 51, 2617. [Google Scholar]
- Chappell, W.J.; Reilly, C.; Halloran, J.; Katehi, L.P.B. Ceramic synthetic substrates using solid freeform fabrication. IEEE Trans. Microw. Theory Tech. 2003, 51, 752. [Google Scholar] [CrossRef]
- Tang, H.-H.; Yen, H.-C. Slurry-based additive manufacturing of ceramic parts by selective laser burn-out. J. Eur. Ceram. Soc. 2015, 35, 981. [Google Scholar] [CrossRef]
- Kotz, F.; Arnold, K.; Bauer, W.; Schild, D.; Keller, N.; Sachsenheimer, K.; Nargang, T.M.; Richter, C.; Helmer, D.; Rapp, B.E. Three-dimensional printing of transparent fused silica glass. Nature 2017, 544, 337. [Google Scholar] [CrossRef] [PubMed]
- Grant, A. In referees we trust. Phys. Today 2017, 70, 24. [Google Scholar] [CrossRef]
- Praveena, B.A.; Lokesh, N.; Abdulrajak, B.; Santhosh, N.; Praveena, B.L.; Vignesh, R. A comprehensive review of emerging additive manufacturing (3D printing technology): Methods, materials, applications, challenges, trends and future potential. Mater. Today Proc. 2021, in press. [Google Scholar]
- Pajonk, A.; Prieto, A.; Blum, U.; Knaack, U. Multi-material additive manufacturing in architecture and construction: A review. J. Build. Eng. 2022, 45, 103603. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in metal additive manufacturing: A review of common processes, industrial applications, and current challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Vespalec, A.; Novák, J.; Kohoutková, A.; Vosynek, P.; Podroužek, J.; Škaroupka, D.; Zikmund, T.; Kaiser, J.; Paloušek, D. Interface Behavior and Interface Tensile Strength of a Hardened Concrete Mixture with a Coarse Aggregate for Additive Manufacturing. Materials 2020, 13, 5147. [Google Scholar] [CrossRef]
- Federowicz, K.; Kaszyńska, M.; Zieliński, A.; Hoffmann, M. Effect of curing methods on shrinkage development in 3D-printed concrete. Materials 2020, 13, 2590. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Zhang, Y.; Pang, B.; Liu, Z.; Liu, G. Extrusion-based 3D printing concrete with coarse aggregate: Printability and direction-dependent mechanical performance. Constr. Build. Mater. 2021, 296, 123624. [Google Scholar] [CrossRef]
- Chen, Y.; He, S.; Gan, Y.; Çopuroğlu, O.; Veer, F.; Schlangen, E. A review of printing strategies, sustainable cementitious materials and characterization methods in the context of extrusion-based 3D concrete printing. J. Build. Eng. 2022, 45, 103599. [Google Scholar] [CrossRef]
- Amran, M.; Abdelgader, H.S.; Onaizi, A.M.; Fediuk, R.; Ozbakkaloglu, T.; Rashid, R.S.M.; Murali, G. 3D-printable alkali-activated concretes for building applications: A critical review. Constr. Build. Mater. 2022, 319, 126126. [Google Scholar] [CrossRef]
- Souza, M.T.; Ferreira, I.M.; de Moraes, E.G.; Senff, L.; de Oliveira, A.P.N. 3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects. J. Build. Eng. 2020, 32, 101833. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Microstructure and mechanical performance of 3D printed wood-PLA/PHA using fused deposition modelling: Effect of printing temperature. Polym. Test. 2019, 77, 1778. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guessasma, S.; Zhang, W.; Zhu, J.; Belhabib, S.; Nouri, H. Challenges of additive manufacturing technologies from an optimisation perspective. Int. J. Simul. Multidiscip. Des. Optim. 2016, 6, A9. [Google Scholar] [CrossRef] [Green Version]
- Belarbi, Y.E.; Guessasma, S.; Belhabib, S.; Benmahiddine, F.; Hamami, A.E.A. Effect of printing parameters on mechanical behaviour of PLA-flax printed structures by fused deposition modelling. Materials 2021, 14, 5883. [Google Scholar] [CrossRef]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Understanding the microstructural role of bio-sourced 3D printed structures on the tensile performance. Polym. Test. 2019, 77, 105924. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Effect of printing temperature on microstructure, thermal behavior and tensile properties of 3D printed nylon using fused deposition modeling. J. Appl. Polym. Sci. 2020, 138, 50162. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Significance of pore percolation to drive anisotropic effects of 3D printed polymers revealed with X-ray μ-tomography and finite element computation. Polymer 2015, 81, 29. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H.; Hassana, O.B. Anisotropic damage inferred to 3D printed polymers using fused deposition modelling and subject to severe compression. Eur. Polym. J. 2016, 85, 324. [Google Scholar] [CrossRef]
- Benmahiddine, F.; Bennai, F.; Cherif, R.; Belarbi, R.; Tahakourt, A.; Abahri, K. Experimental investigation on the influence of immersion/drying cycles on the hygrothermal and mechanical properties of hemp concrete. J. Build. Eng. 2020, 32, 101758. [Google Scholar] [CrossRef]
- Belarbi, R.; Qin, M.; Aït-Mokhtar, A.; Nilsson, L.-O. Experimental and theoretical investigation of non-isothermal transfer in hygroscopic building materials. Build. Environ. 2008, 43, 2154. [Google Scholar] [CrossRef]
- Trabelsi, A.; Belarbi, R.; Abahri, K.; Qin, M. Assessment of temperature gradient effects on moisture transfer through thermogradient coefficient. Build. Simul. 2012, 5, 107. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | PLA | PLA-Flax |
|---|---|---|
| Density, (g/cm3) | 1.24 | 1.07 |
| Moisture absorption (ppm) | 1968 | - |
| Melting temperature (°C) | 115 ± 35 | - |
| Glass transition (°C) | 57 | 54 |
| MFR 1, (g/10 min) | 9.56 | - |
| Tensile modulus, (MPa) | 3384 | 3400 |
| Tensile strength, (MPa) | 68 | |
| Flexural modulus, (MPa) | - | 2300 |
| Flexural strength (MPa) | - | 39 |
| Impact strength 2, (kJ/m2) | 3.4 | - |
| Elongation at break, (%) | 3 | 2 |
| Hardness, (Shore D) | - | 77 |
| Thermal Conductivity | Specific Heat Capacity | T and RH Evolution | |
|---|---|---|---|
| Sample dimensions (cm) | 15 × 15 × 3 | Extruded filament | 10 × 10 × 8 |
| Infill | 10%, 30% | / | 10% |
| Layer height | 0.2 mm | 0.2 mm | 0.2 mm |
| Wall thickness | 0.4 mm | 0.4 mm | 0.4 mm |
| Top/Bottom thickness | 0.5 mm | 0.5 mm | 0.5 mm |
| Printing speed | 40 mm/s | 40 mm/s | 40 mm/s |
| Printing temperature | 200 °C | 200 °C, 210 °C, 220 °C | 210 °C |
| Bed temperature | 50 °C | / | 50 °C |
| Building sequence | +45°/−45° | / | +45°/−45° |
| Samples | PLA 10% | PF 10% | PLA 30% | PF 30% |
|---|---|---|---|---|
| Air percentage (%) | 86.63 | 86.68 | 68.15 | 69.24 |
| Density (kg/m3) | 159.3 | 158.4 | 443.3 | 426.9 |
| Sample | Enthalpy (J/g) | Onset Temperature (°C) | Endset Temperature (°C) |
|---|---|---|---|
| PLA | 6.03 | 53.01 | 73.08 |
| PLA-200 °C | 3.80 | 49.07 | 59.54 |
| PLA-210 °C | 3.73 | 49.41 | 60.65 |
| PLA-220 °C | 3.57 | 49.79 | 63.20 |
| PF | 6.92 | 55.10 | 70.00 |
| PF-200 °C | 2.97 | 49.32 | 62.80 |
| PF-210 °C | 2.52 | 49.47 | 65.64 |
| PF-220 °C | 2.43 | 48.65 | 64.49 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belarbi, Y.E.; Benmahiddine, F.; Hamami, A.E.A.; Guessasma, S.; Belhabib, S. Hygrothermal and Microstructural Investigation of PLA and PLA-Flax Printed Structures. Fibers 2022, 10, 24. https://doi.org/10.3390/fib10030024
Belarbi YE, Benmahiddine F, Hamami AEA, Guessasma S, Belhabib S. Hygrothermal and Microstructural Investigation of PLA and PLA-Flax Printed Structures. Fibers. 2022; 10(3):24. https://doi.org/10.3390/fib10030024
Chicago/Turabian StyleBelarbi, Yassine Elias, Ferhat Benmahiddine, Ameur El Amine Hamami, Sofiane Guessasma, and Sofiane Belhabib. 2022. "Hygrothermal and Microstructural Investigation of PLA and PLA-Flax Printed Structures" Fibers 10, no. 3: 24. https://doi.org/10.3390/fib10030024
APA StyleBelarbi, Y. E., Benmahiddine, F., Hamami, A. E. A., Guessasma, S., & Belhabib, S. (2022). Hygrothermal and Microstructural Investigation of PLA and PLA-Flax Printed Structures. Fibers, 10(3), 24. https://doi.org/10.3390/fib10030024