Abstract
The performance of adhesive-bonded joints, which are being increasingly used in the aerospace and automotive industries, under hot-humid conditions remains largely unknown. The effect of surface treatments on the strength durability of aluminum-lithium (Al-Li) alloy adhesive-bonded joints under hot-humid exposure was investigated. Varied surface characteristics were achieved by different mechanical and chemical treatments; combined mechanical and phosphoric acid anodization (PAA) treatments were also used. The adhesive-bonded joints were then exposed to a hot-humid environment. The surface morphology, strength degradation, failure modes, and corrosion resistance of the substrates were analyzed. The results indicated that the combined PAA/mechanical method improved the joint durability under hot-humid exposure. The treated surface, with a roughness of 2.85 μm, exhibited the best durability, losing only 6% of strength after exposure; the failure mode remained cohesive-failure dominant. The durability enhancement was attributed to the porous and moderate rough surface characteristics, which protected the substrate from corrosion and decreased the rate of moisture diffusion from the bonding interface, thereby reducing the degradation of the bonding interface and improving the durability of the joint.
1. Introduction
In recent years, adhesive-bonded joints have been increasingly used in the aerospace and automotive industries because of their advantage of being lightweight; however, the bonding techniques used are typically auxiliary methods of mechanical connection or hybrid connection. Adhesive bonding is primarily limited by the degradation of joint strength under hygrothermal exposure. In the automotive and aircraft industries, bonded components are typically exposed to moisture and significant temperature changes; therefore, it is necessary to study the degradation mechanisms and improve the durability of joints under hot-humid conditions. The strength degradation of adhesive-bonded joints under hygrothermal conditions has been studied by numerous researchers. Han et al. [1] reported on the moisture diffusion process in adhesives under distilled and salt water. They reported that a saltwater environment significantly accelerated water diffusion and hygroscopic swelling in joints, inducing a significant degradation in joint mechanical properties. Wu et al. [2] investigated the durability of bonded joints in a salt-spray environment, and reported that coated joints exhibited good durability after short-term exposure and significant degradation after long-term corrosion. This could be due to the corrosion resistance of aluminum substrates under short- versus long-term exposure. Zheng et al. [3] investigated the durability of aluminum bonded joints under hygrothermal conditions; they suggested that exposure decreased the joint strength and changed the failure mode, and that substrate corrosion was greatly affected by elevated temperatures. Liu et al. [4] and Mohsen et al. [5] investigated the durability of carbon fiber-reinforced plastic joints in hygrothermal environments, and reported that the strength and failure modes were both affected by moisture and temperature. Numerous studies have reported that the interaction of temperature and moisture can accelerate joint ageing rates [6,7,8], and that strength reduction is primarily related to moisture absorption, which decreases adhesive performance and increase substrate corrosion [9,10,11,12]. Qin et al. [13] investigated temperatures in the cohesive zone mode via experimental study and reported that the effects of high temperatures are more evident than those of low temperatures on the mechanical properties of bonded joints. Ashcroft et al. [14] reported on strength degradation under cyclic moisture exposure using a cohesive zone model, which combined the moisture concentration and infiltration processes. Their numerical simulation results indicated that the adhesive moisture distribution significantly affected the failure initiation region of the joint. Leger et al. [15] used a finite element model to simulate moisture diffusion in the joint and effectively predicted the degradation of mechanical properties. To improve the strength and durability of adhesive-bonded joints, surface treatments to modify the surface performance of substrates have been investigated by several researchers. Wang et al. [16] used atmospheric-pressure plasma treatment to change the surface chemical composition and wettability of AA5052 aluminum substrates, to study improvements in the adhesion performance of joints. Liu et al. [17] used a phosphate coating to improve the strength and thermal durability of adhesive-bonded magnesium joints. Xu et al. [18] studied the effects of different phosphoric acid anodization (PAA) parameters on aluminum bonding adhesion, and reported that processing under suitable parameters could enhance the surface wettability and joint strength. Tiringer et al. [19] studied the effects of mechanical and acid etching methods on the corrosion performance of aluminum sheets, reporting that different treatments generated surfaces with different compositions, wettability, and polarization curves. Previous studies have primarily discussed the effects of temperature, humidity, and adhesive material on the strength degradation of bonded joints; studies of surface treatments have focused on the improvement of joint strength before exposure. Limited research has been conducted on the effects of surface treatment on the strength and durability under hot-humid exposure. Therefore, the degradation mechanism of adhesive-bonded joint strength under hot-humid exposure and the mechanism of strength durability enhancement via surface treatment need to be systematically studied.
In this study, the effects of different surface treatments on the durability of adhesive-bonded Al-Li joints under hot-humid exposure were investigated. Substrates with different surface characteristics were generated by treatment with sandpaper, sandblasting, chemical etching, and PAA. In addition, combined mechanical/PAA treatments were studied to investigate durability improvements. The treated substrates were bonded as single-lap joints and then subjected to hot-humid exposure. The strength degradation of joints with various surface characteristics was evaluated by shear strength tests. Scanning electron microscopy (SEM), energy dispersive spectrometer (EDS), surface roughness measurements, and polarization corrosion tests were conducted to analyze the mechanism of surface treatments on the degradation of Al-Li bonded joints under hot-humid exposure.
2. Materials and Methods
2.1. Materials
The 2 mm-thick bare Al-Li alloy (Al-Li-S-4, Alcoa, Pittsburgh, PA, USA) used in this study was sheared into pieces sized 100 mm × 25 mm; the chemical properties of the alloy are presented in Table 1 [20]. A 0.25-mm-thick FM 94 adhesive film (Cytec Company, Woodland Park, NJ, USA) was used to bond the substrates, and the adhesive-bonded joints were cured for 60 min at 121 ± 3 °C.

Table 1.
Chemical composition of Al-Li alloy (wt %).
2.2. Surface Treatment
Four treatments were selected to generate different surface morphologies: sandpaper abrading, sandblasting, chemical etching, and PAA. The respective process parameters are presented in Table 2. The Al-Li substrates were degreased ultrasonically in an acetone solution and then dried in air. The cleaned samples with smooth surfaces were then subjected to various surface modification treatments. The roughness of the sandpaper-treated sample was increased by the abrasion of sandpaper; the sandblasting treatment subjected the sample to intense collision with an abrasive agent, yielding a rough surface. For chemical etching in CuCl2 solution, severe chemical reactions occurred on the sample to create a rough surface; the reaction process was as follows:
Table 2.
Process parameters of four treatments.
For PAA treatment, an oxide film was formed on the sample surface during electrochemical reaction involving oxide film growth and dissolution driven by the external electric field. Porous structures were produced on the surface using the following process:
Rough surfaces are typically considered to increase bond strengths; therefore, a combined mechanical/PAA method was used in an attempt to improve joint durability. Different rough surfaces were first created mechanically and then treated with PAA. Thus, surfaces with PAA-treatment features and significant roughness levels could be obtained. The processes are presented in Table 3. Upon completion of the treatment, the samples were rinsed and dried at 60 °C for 30 min, and then fabricated as singe-lap joints, as shown in Figure 1.
Table 3.
Experimental parameters of combined processes.

Figure 1.
Form and dimensions of adhesive joints (mm).
2.3. Hot-Humid Exposure
The joints with different surface characteristics were placed in a hot-humid chamber, at 98% relative humidity and 60 °C for five weeks. The joints were strength tested after the exposure.
2.4. Electrochemical Measurement
Electrochemical experiments were conducted in 3.5% NaCl solution to analyze the corrosion resistances of the Al-Li substrates with different surface characteristics. A saturated calomel electrode and platinum electrode were used as the reference and assistant electrodes, respectively. The polarization curves were obtained by analysis software accompanying the CHI660E electrochemical workstation (Shanghai Huachen Corp., Shanghai, China). The corrosion potentials and corrosion current densities were calculated based on the Tafel extrapolation method. The tested area of the substrates was 100 mm2. The experiments were conducted at a sweeping speed of 1 mV/s, and the scanning range was set as −1.2 to 0 V.
2.5. Surface Characteristics
A three-dimensional surface white-light profilometer (WYKO NT9100, Veeco Metrology Inc., Plainview, NY, USA) was used to measure the roughness of different surfaces. Four replicate tests were conducted, and the average values were reported. Scanning electron microscopy (SEM, TESCAN, MIRA3, Brno, Czechia) was used to observe the surface morphologies of the different substrates.
2.6. Fourier Transform Infrared Spectroscopy (FTIR) Analysis
The degradation of adhesive in the hot-humid condition was analyzed by FTIR using a Nicolet iS50 spectrometer (Thermo Fisher Scientific, Waltham, MA, USA), with 32 scans and a spectral range of 400–4000 cm−1; the obtained spectrums were compared to analyze the degree of adhesive degradation.
2.7. Strength Testing
The strength tests of the adhesive-bonded joints were performed with an Instron Tensile Machine 3369 (SUST, Zhuhai, China), to determine the residual strength of the exposed joints. The tests were conducted at a displacement speed of 2 mm/min. Four sets of tests were conducted for each sample type, and the average strengths were compared. The fractured morphologies were studied, to analyze the effect of surface characteristics on the degradation performance of joints under hot-humid exposure.
3. Results and Discussion
3.1. Effect of Different Surface Treatment on Strength Degradation
3.1.1. Surface Morphologies Produced by Different Treatments
The surface morphologies of Al-Li substrates created by sandpaper, sandblasting, chemical etching, and PAA are shown in Figure 2. The sandpaper-abraded surface is covered with staggered scratches, as shown in Figure 2a. Figure 2b shows the sandblasted rough surface, which is covered with irregular ridges because of the intense impact of the abrasives. The substrate after chemical etching is shown in Figure 2c; a dense layer of “step-like” textures can be observed on the surface. After the PAA treatment, porous structures are formed on the surface, as shown in Figure 2d. The roughness profiles generated by different surface treatments are shown in Figure 3; PAA-treated surface has a uniform and deep valley profile with a low peak height; however, the sandblasted sample has large but unevenly distributed peaks and valleys. The specific roughness parameters of surfaces after different treatments are shown in Table 4.
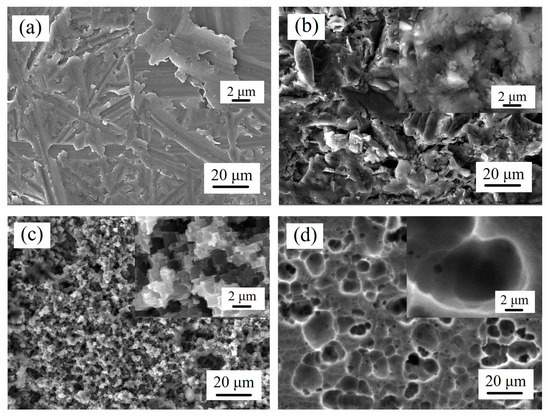
Figure 2.
Surface morphologies with different treatments: (a) sandpaper abrading, (b) sandblasting, (c) chemical etching, and (d) PAA.
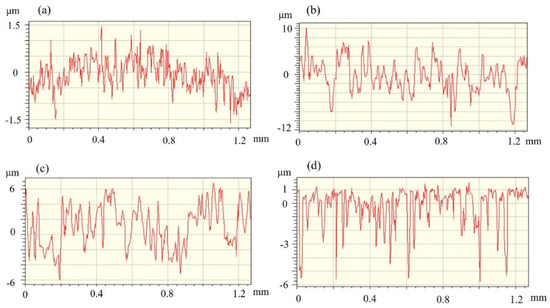
Figure 3.
Roughness profiles of surfaces with different treatments: (a) sandpaper abrading, (b) sandblasting, (c) chemical etching, and (d) PAA.
Table 4.
Values of roughness parameters with different surface treatments.
3.1.2. Contact Angles on Surfaces Created by Different Treatments
The contact angles of deionized water and FM 94 adhesive on the surfaces created by different treatments were measured, to understand the wettability of surfaces with different morphologies. As shown in Figure 4a, the PAA treated surface has the best wettability with the deionized water contact angle of 14.8°, which is far less than that on the sandpaper-treated surface. FM 94 adhesive is a room-temperature solid epoxy; the contact angles of the fully molten adhesive can be obtained stably and accurately at a high temperature of approximately 115 ± 3 °C, as shown in Figure 4b. It can be seen from Figure 4 that the difference of the adhesive contact angels is smaller than that of water contact angles, which may be attributed to the high viscosity and poor mobility of the adhesive. However, the PAA treated surface shows the best penetration of the adhesive; the adhesive contact angle is the smallest at 31.7°.
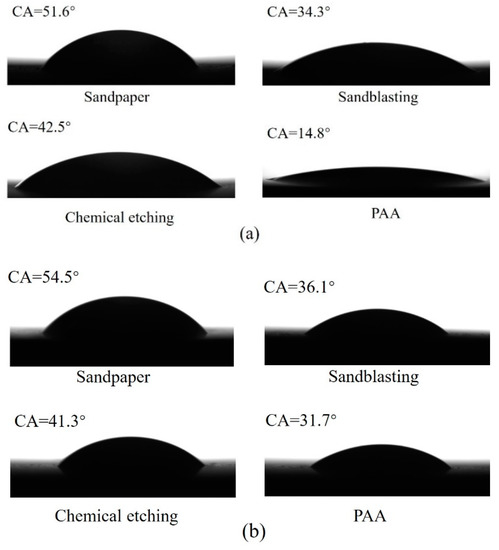
Figure 4.
Contact angles on different treated surfaces of (a) deionized water and (b) FM 94 adhesive.
3.1.3. Effect of Surface Morphologies on Strength Degradation
Figure 5 shows the strengths of joints with different surface morphologies before and after hot-humid exposure. As can be seen, the strengths of all the joints decrease after the exposure; however, the amounts of the decrease differ significantly among the various surface morphologies. The PAA-treated samples exhibit the best initial strength and environmental durability, with strength deterioration of 10.5%. The chemical etching treated samples show 20.1% strength degradation. However, the sandpaper-abraded and sandblasted samples show lower durability, with strength decreases of 25% and 26.3%, respectively. The results indicate that the initial strengths and durability of joints are both affected by the surface morphology of the substrates, and that the porous structure produced by PAA positively affects the bonding adhesion and durability. Figure 5b,c show the load-displacement curves of joints obtained before and after exposure, demonstrating that the strengths and displacements are decreased after hot-humid exposure.
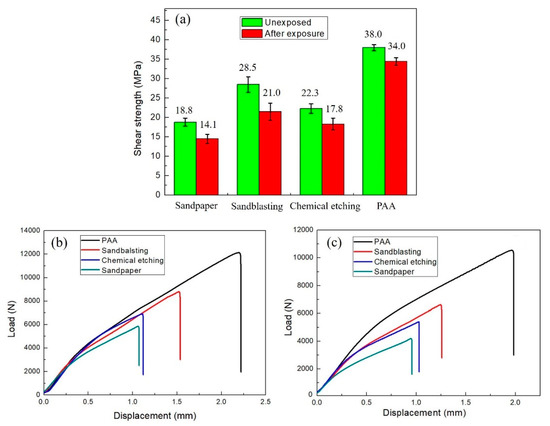
Figure 5.
Effects of hot-humid exposure on joint strength: (a) strength degradation and load-displacement curves (b) before and (c) after exposure.
3.1.4. Effect of Surface Morphologies on Failure Modes
The fracture morphologies of joints with different surface treatments are shown in Figure 6. As can be seen from the images, the adhesive failure areas of the joints increase significantly after exposure. The substrates of joints treated with sandpaper and chemical etching exhibit adhesive failure modes even without exposure; after hot-humid exposure, the degrees of adhesive failure increase and the strengths decrease significantly, as shown in Figure 6a,c. Significant degradation of the failure mode of the sandblasted samples arises with exposure, as shown in Figure 6b, which causes significant strength degradation of the joints. The joints treated with the PAA method exhibit good durability under the hot-humid conditions, with mixed cohesive and adhesive failure modes; cohesive failure is dominant after exposure, as shown in Figure 6d. The experimental results indicate that the surface characteristics significantly affect the strength and durability of adhesive-bonded joints, and that the porous structure produced by PAA treatment yields the best joint strength and durability. Roughness is typically considered to benefit joint strength, and the combination of the PAA-induced surface pores with different roughnesses could be an effective way to improve the durability of joints, as discussed below.
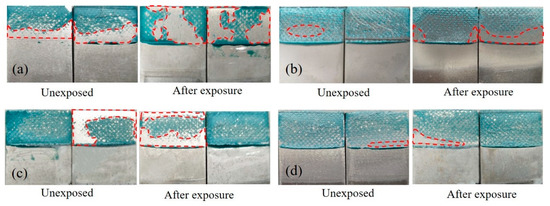
Figure 6.
Effect of surface morphologies on failure modes after exposure: (a) sandpaper abraded, (b) sandblasting, (c) chemical etching, and (d) PAA.
3.2. Effect of Combined Treatment on Joint Durability
3.2.1. Surface Characteristics Generated by Combined Mechanical/PAA Treatment
In order to generate different surface roughness levels on the Al-Li substrates, four different PAA processes were applied, as presented in Table 3. Sandpaper and sandblasting were used as the first pre-treatment to create surfaces of different roughness, these were then treated by PAA. The combined treatment generates surfaces with similar porous structures and different roughness levels, as shown in Figure 7. The rough surfaces with numerous ridges created by sandblasting increase the actual area involved in the anodization reaction, which enables the formation of increased microporous structures, as shown in Figure 7c,d. The actual area for the anodization reaction is smaller for the samples pre-treated by sandpaper abrasion, as shown in Figure 7a,b. The treated surfaces and their roughness values (Ra) are shown in Figure 8. As demonstrated, the roughness values of the samples treated with processes 1 and 2 are small at 0.85 and 1.45 μm, respectively, while the samples treated with processes 3 and 4 have larger roughness values of 2.85 and 4.21 μm, respectively.
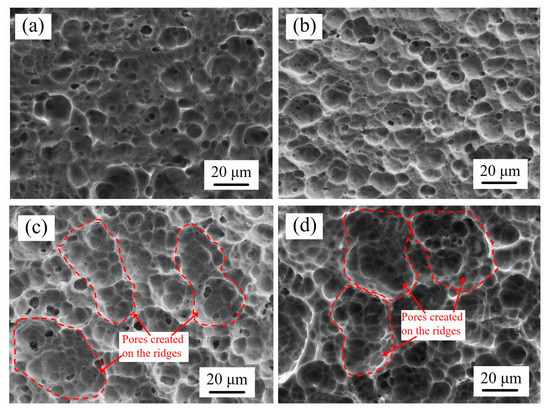
Figure 7.
Substrates treated with combined methods: (a) process 1, (b) process 2, (c) process 3, and (d) process 4.
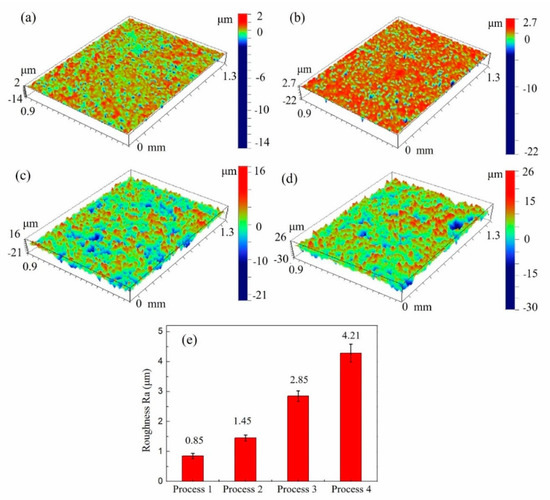
Figure 8.
Profilometry of rough surfaces created by combined methods: (a) process 1, (b) process 2, (c) process 3, (d) process 4, and (e) values of Ra.
3.2.2. Contact Angles on Surfaces Created by Different Combined Treatments
The contact angles of deionized water and FM 94 adhesive on the surfaces created by the combined processes are shown in Figure 9. The combined method treated surfaces all have good wettability with small contact angles. The surface treated by process 3 has the smallest contact angle values for both deionized water and adhesive. The contact angles of FM 94 adhesive are greater than those of deionized water; this is attributed to the high viscosity and low mobility of the adhesive. The values of contact angles indicate that the combined mechanical/PAA methods improve the wettability of the treated surfaces.
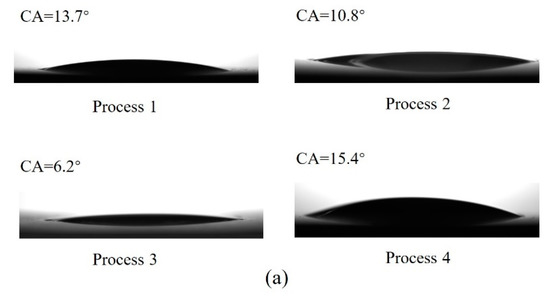
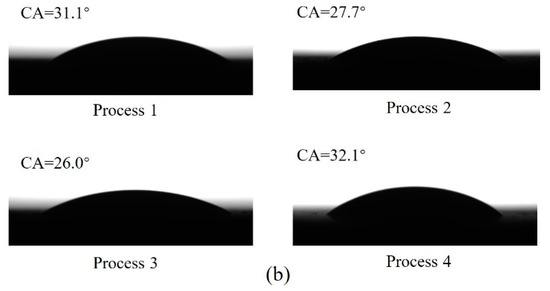
Figure 9.
Contact angles on different treated surfaces: (a) deionized water and (b) FM 94 adhesive.
3.2.3. Effect of Surface Roughness on Strength Degradation
The strengths of joints with combined surface treatments are shown in Figure 10. As can be seen, the joints exhibit high initial strengths and small degradations after exposure; however, the degree of strength reduction varies with differences in roughness. Figure 10a shows the strengths before and after hot-humid exposure, indicating that the durability increases as the roughness increases: samples treated by process 1 (Ra = 0.85 μm), process 2 (Ra = 1.45 μm), and process 3 (Ra = 2.85 μm) exhibit strength degradations of 10.9%, 8.6%, and 6%, respectively, while samples treated by process 4, with the largest roughness (Ra = 4.21 μm), lose approximately 13.2% of their strengths after five weeks of exposure. Figure 10b,c shows the load-displacement curves of joints before and after exposure. Before exposure, the joints had similar load-displacement curves; however, the strengths and displacements decreased after exposure, and the joints treated by process 4 show significant decreases, as seen in Figure 10c.
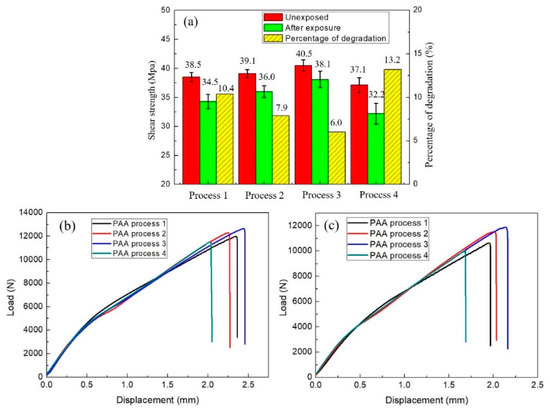
Figure 10.
Effect of hot-humid exposure on joint strength: (a) strength degradation and load-displacement curves (b) before and (c) after exposure.
3.2.4. Effect of Surface Roughness on Failure Modes
To better understand the strength degradation, the fracture morphologies of joints with different surface roughnesses induced by combined treatment are shown in Figure 11. As can be seen, the failure modes of the joints change in several manners after exposure. The adhesive-bonded joints with moderate roughness treated by processes 2 and 3 have excellent durability and exhibit cohesive failure after exposure, as shown in Figure 11b,c; their fracture morphologies remain stable after long-term exposure. The failure modes of the joints treated by processes 1 and 4, however, are changed from cohesive to mixed failure after exposure, as shown in Figure 11a,d.
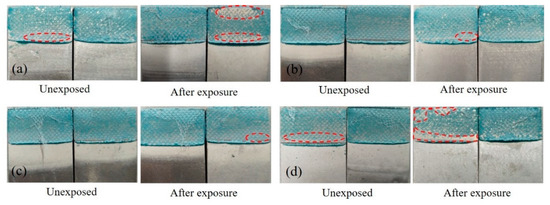
Figure 11.
Effect of surface roughness by combined treatment on failure modes after exposure: (a) process 1, (b) process 2, (c) process 3, and (d) process 4.
3.3. Degradation Mechanisms of Joints with Different Surface Treatments under Hot-Humid Exposure
The decrease in joint strength after exposure is attributed to the ageing of the adhesives and the degradation of the bonding adhesion. From previous studies, moisture diffusing into the substrate-adhesive interface could cause electrochemical reactions on the aluminum substrate, causing changes to the surface chemistry and structure, which would degrade the bonding adhesion between the adhesives and substrates [3,21]. In addition, the polar component of the work of adhesion could be decreased by the presence of stronger polar water molecules in the bonding interface, which would cause joint strength degradation without any electrochemical reaction [22,23]. Therefore, the differences in strength degradation and the mechanisms of durability improvement by surface treatment are analyzed based on the properties of adhesive, the corrosion resistances of the substrates, and the moisture diffusion along the bonding interfaces.
3.3.1. Effect of Hot-Humid Exposure on FM 94 Adhesive Properties
To understand the influence of hot-humid exposure on the adhesive properties, FM 94 adhesive was removed from the aged joints and analyzed by FTIR. The FTIR spectrums of aged and unaged adhesive are shown in Figure 12. From the image it can be found that the spectrums of aged and unaged adhesive are very similar; the main peaks appear at around the 2915 and 3430 cm−1 regions, especially in the zone from 725 to 1610 cm−1. Obvious movement of the peaks on the spectrums was not observed, and no new peaks appear on the curves, which indicates that the hot-humid exposure had little influence on the adhesive properties in this experiment. The reduction of the joint strength is mainly attributed to the degradation of the bonding adhesion between the adhesive and substrates. Therefore, the degradation of bonding adhesion is responsible for the reduction of strength under the exposure and will be analyzed next.
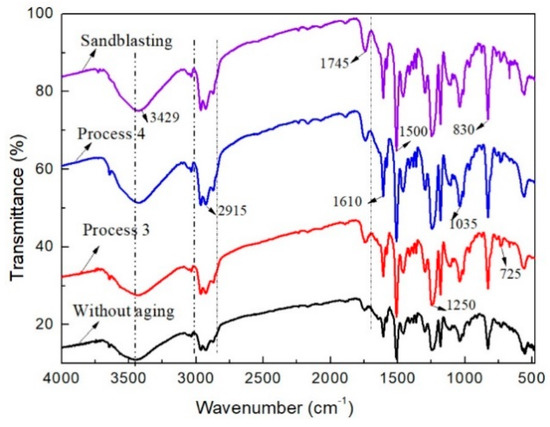
Figure 12.
Fourier Transform Infrared Spectroscopy (FTIR) spectrum of the adhesive under different conditions.
3.3.2. Effect of Surface Characteristics on Corrosion Resistance
To study the corrosion resistances of Al-Li substrates with different surface characteristics, the polarization curves of different substrates are measured, as shown in Figure 13. The corrosion potentials and corrosion current densities, presented in Table 5 and Table 6, are used to analyze the corrosion tendency and corrosion rate of the substrates. The polarization curves of Figure 13a are compared to study the corrosion resistances of substrates with the four different surface treatment processes. The curves show significant differences in corrosion resistance among the substrates. Table 6 presents the corrosion information corresponding to the curves of Figure 13a. The PAA-treated substrate shows the smallest current density value, which means that its corrosion resistance is superior to those of the other treatments. The different corrosion properties of the substrates are primarily attributable to the surface chemical compositions produced by the different treatments. The oxide layer created by PAA on the surface can physically protect the Al-Li substrate and thereby reduce the corrosion rate. However, for sandpaper, sandblasting, and chemical etching in CuCl2 solution, although the surface topographies change, no oxide layers form on the surfaces and the bare aluminum is easily corroded. The EDS results of the oxygen contents of the sandpaper and PAA treated surfaces are shown in Figure 14; the oxygen content of the PAA-treated surface is significantly higher than that of the sandpaper abraded surface. Figure 13b shows the polarization curves of substrates treated with different combined PAA/mechanical methods; the curves are similar. Table 6 presents the corrosion information corresponding to the curves of Figure 13b. The current densities are similar, indicating similar corrosion resistances of the substrates. The corrosion information and strength degradation data presented in Table 5 and Table 6 show that substrates with good corrosion resistance exhibit good durability; however, the current density trends are not completely consistent with the strength degradation trends, which indicates that the durability is also related to the characteristics of bonding interfaces between the adhesive and substrates.
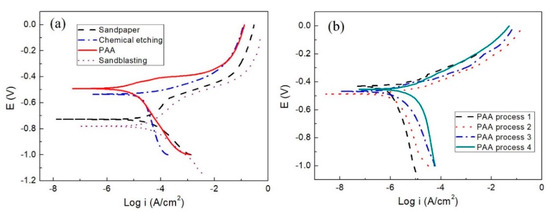
Figure 13.
Polarization curves of Al−Li substrates created by (a) different surface treatments and (b) phosphoric acid anodization (PAA) on substrates of different roughnesses.
Table 5.
Effect of surface treatments on corrosion resistant and durability.
Table 6.
Effect of surface roughness on corrosion resistant and durability.
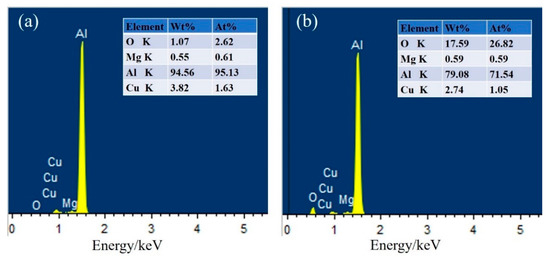
Figure 14.
Oxygen contents of different substrates: (a) sandpaper abraded and (b) PAA-treated.
3.3.3. Effect of Surface Characteristics on Moisture Diffusion
A schematic of the bonding interface and moisture diffusion process is shown in Figure 15. The complete penetration of the adhesive into porous structure can significantly increase the moisture diffusion distance along the interface, which effectively suppresses the rate of moisture diffusion into the joint, thereby improving the durability of the joint under hot-humid exposure, as shown in Figure 15a. However, irregular or excessive surface roughness can weaken the adhesive penetration and mechanical interlocking, as shown in Figure 15b,c. This degrades the bonding adhesion and mechanical interlocking between the substrate and adhesive, permitting linear penetration of moisture along the interface and readily causing joint strength degradation. Cross-sections of joints with different treatments are shown in the SEM images in Figure 16. The bonding adhesion between the adhesive and the substrates treated by sandpaper, sandblasting, and chemical etching is similar, as shown in Figure 16b. These bonding interfaces are sensitive to moisture diffusion; the absorbed moisture causes substrate corrosion, which further weakens the bonding adhesion and accelerates the rate of moisture diffusion. The porous structures formed by PAA benefit the penetration of adhesive and feature good durability. The surface roughness is considered to improve the strength by enhancing the mechanical interlocking between the adhesive and substrate. The combination of rougher surfaces and porous structures further promotes the adhesive penetration and mechanical interlocking of the bonding interfaces, thereby increasing the bonding adhesion strength and limiting the rate of moisture diffusion. The cross-section of the joint is shown in Figure 16a. However, excessive surface roughness could cause air entrapment in the pores and limit the adhesive penetration [18], thereby weakening the bonding performance, as schematically shown in Figure 15b. Therefore, the optimal durability observed in the experiments was in the joint treated by combined methods with a roughness of 2.85 μm, while the surface with a roughness of 4.21 μm showed significant degradation.
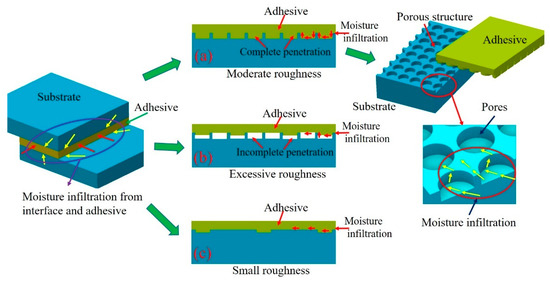
Figure 15.
Schematic of moisture infiltration process in different bonding interfaces: (a) moderate roughness, (b) excessive roughness, and (c) small roughness.
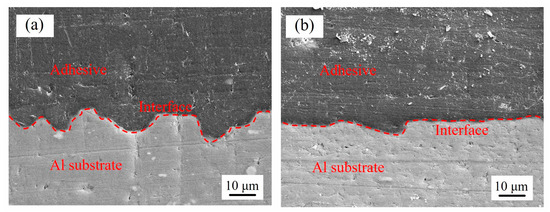
Figure 16.
Cross-sections of adhesive-bonded joints of substrate with different treatments: (a) PAA process 1 and (b) sandpaper abrasion.
4. Conclusions
The effects of different surface treatments on the hygrothermal durability of Al-Li bonded joints were investigated, and the degradation mechanism of the joint under hot-humid exposure and the mechanisms of joint durability improvement via surface treatments were analyzed. The following conclusions were drawn:
- (1)
- Hot-humid exposure resulted in the degradation of the bond strength and changes in the failure modes. PAA-treated joints with porous structures exhibited good durability after exposure, with a decrease in strength of 10.5%; however, joints treated by sandpaper abrading, sandblasting, and chemical etching exhibited less durability and strength reductions of 25%, 26.3%, and 20.1%, respectively.
- (2)
- The combination of porous structures with moderate surface roughness was observed to improve the durability after hot-humid exposure; joints treated by PAA after inducing the surface roughness of 2.85 μm exhibited the best durability, with a strength decrease of only 6% after exposure; however, PAA-treated surfaces with excessive surface roughness of 4.21 μm exhibited 13.2% strength reduction.
- (3)
- Porous and moderate rough surfaces produced by the combined mechanical/PAA method positively affected joint durability under hot-humid exposure, while the effect of excessive roughness was limited. The porous and moderate roughness structure could protect the substrate from corrosion and decrease the rate of moisture diffusion from the bonding interface, thereby both reducing the degradation of the bonding interface and improving the durability of the joint.
Author Contributions
Conceptualization, Y.L.; Methodology, J.L. and Y.X.; Formal Analysis, R.B.; Investigation, J.L., R.B., C.T., and B.W. Data Curation, J.L.; Writing—Original Draft Preparation, J.L.; Writing—Review and Editing, Y.L. and M.H.; Project Administration, Y.L.
Funding
This research was funded by National Natural Science Foundation of China (51575535), National Natural Science Foundation of China (Grant No. 11662004), National Natural Science Foundation of China (51662010), and Fundamental Research Funds for the Central Universities of Central South University (2019zzts006).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Han, X.; Jin, Y.; Zhang, W.; Hou, W.; Yu, Y. Characterisation of moisture diffusion and strength degradation in an epoxy-based structural adhesive considering a post-curing process. J. Adhes. Sci. Technol. 2018, 32, 1643–1657. [Google Scholar] [CrossRef]
- Wu, Y.; Lin, J.; Wang, P.-C.; Zheng, R.; Wu, Q. Effect of long-term neutral salt spray exposure on durability of adhesive-bonded Zr–Ti coated aluminum joint. Int. J. Adhes. Adhes. 2016, 64, 97–108. [Google Scholar] [CrossRef]
- Zheng, R.; Lin, J.P.; Wang, P.C.; Wu, Y.R. Effect of hot-humid exposure on static strength of adhesive-bonded aluminum alloys. Defence Technol. 2015, 11, 220–228. [Google Scholar] [CrossRef]
- Liu, S.; Cheng, X.; Zhang, Q.; Zhang, J.; Bao, J.; Guo, X. An investigation of hygrothermal effects on adhesive materials and double lap shear joints of CFRP composite laminates. Compos. Part. B.Eng. 2016, 91, 431–440. [Google Scholar] [CrossRef]
- Heshmati, M.; Haghani, R.; Al-Emrani, M. Durability of bonded FRP-to-steel joints: Effects of moisture, de-icing salt solution, temperature and FRP type. Compos. Part. B. Eng. 2017, 119, 153–167. [Google Scholar] [CrossRef]
- Shimizu, K.; Malmos, K.; Spiegelhauer, S.-A.; Hinke, J.; Holm, A.H.; Pedersen, S.U.; Daasbjerg, K.; Hinge, M. Durability of PEEK adhesive to stainless steel modified with aryldiazonium salts. Int. J. Adhes. Adhes. 2014, 51, 1–12. [Google Scholar] [CrossRef]
- Zhang, F.; Yang, X.; Xia, Y.; Zhou, Q.; Wang, H.P.; Yu, T.X. Experimental study of strain rate effects on the strength of adhesively bonded joints after hygrothermal exposure. Int. J. Adhes. Adhes. 2015, 56, 3–12. [Google Scholar] [CrossRef]
- Wu, Y.; Lin, J.; Carlson, B.E.; Lu, P.; Balogh, M.P.; Irish, N.P.; Mei, Y. Effect of laser ablation surface treatment on performance of adhesive-bonded aluminum alloys. Surf. Coat. Tech. 2016, 304, 340–347. [Google Scholar] [CrossRef]
- LaPlante, G.; Ouriadov, A.V.; Lee-Sullivan, P.; Balcom, B.J. Anomalous moisture diffusion in an epoxy adhesive detected by magnetic resonance imaging. J. Appl. Polym. Sci. 2008, 109, 1350–1359. [Google Scholar] [CrossRef]
- Doyle, G.; Pethrick, R.A. Environmental effects on the ageing of epoxy adhesive joints. Int. J. Adhes. Adhes. 2009, 29, 77–90. [Google Scholar] [CrossRef]
- Underhill, P.R.; DuQuesnay, D.L. The role of corrosion/oxidation in the failure of aluminum adhesive joints under hot, wet conditions. Int. J. Adhes. Adhes. 2006, 26, 88–93. [Google Scholar] [CrossRef]
- Mubashar, A.; Ashcroft, I.A.; Critchlow, G.W.; Crocombe, A.D. Moisture absorption–desorption effects in adhesive joints. Int. J. Adhes. Adhes. 2009, 29, 751–760. [Google Scholar] [CrossRef]
- Qin, G.; Na, J.; Tan, W.; Mu, W.; Ji, J. Failure prediction of adhesively bonded CFRP-Aluminum alloy joints using cohesive zone model with consideration of temperature effect. J. Adhes. 2018, 1–24. [Google Scholar] [CrossRef]
- Mubashar, A.; Ashcroft, I.A.; Critchlow, G.W.; Crocombe, A.D. Strength prediction of adhesive joints after cyclic moisture conditioning using a cohesive zone model. Eng. Fract. Mech. 2011, 78, 2746–2760. [Google Scholar] [CrossRef]
- Leger, R.; Roy, A.; Grandidier, J.C. A study of the impact of humid aging on the strength of industrial adhesive joints. Int. J. Adhes. Adhes. 2013, 44, 66–77. [Google Scholar] [CrossRef]
- Wang, X.; Lin, J.; Min, J.; Wang, P.; Sun, C. Effect of atmospheric pressure plasma treatment on strength of adhesive-bonded aluminum AA5052. J. Adhes. 2018, 94, 701–722. [Google Scholar] [CrossRef]
- Liu, Z.X.; Sun, R.N.; Mao, Z.P.; Wang, P.C. Effects of phosphate pretreatment and hot-humid environmental exposure on static strength of adhesive-bonded magnesium AZ31 sheets. Surf. Coat. Technol. 2012, 206, 3517–3525. [Google Scholar] [CrossRef]
- Xu, Y.; Li, H.; Shen, Y.; Liu, S.; Wang, W.; Tao, J. Improvement of adhesion performance between aluminum alloy sheet and epoxy based on anodizing technique. Int. J. Adhes. Adhes. 2016, 70, 74–80. [Google Scholar] [CrossRef]
- Tiringer, U.; Kovač, J.; Milošev, I. Effects of mechanical and chemical pre-treatments on the morphology and composition of surfaces of aluminium alloys 7075-T6 and 2024-T3. Corros. Sci. 2017, 119, 46–59. [Google Scholar] [CrossRef]
- Sun, Z.; Huang, M. Fatigue crack propagation of new aluminum lithium alloy bonded with titanium alloy strap. Chin. J. Aeronaut. 2013, 26, 601–605. [Google Scholar] [CrossRef]
- Zanni-Deffarges, M.P.; Shanahan, M.E.R. Diffusion of water into an epoxy adhesive: Comparison between bulk behaviour and adhesive joints. Int. J. Adhes. Adhes. 1995, 15, 137–142. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, H.P.; Hicks, C.; Yang, X.; Carlson, B.E.; Zhou, Q. Experimental study of initial strengths and hygrothermal degradation of adhesive joints between thin aluminum and steel substrates. Int. J. Adhes. Adhes. 2013, 43, 14–25. [Google Scholar] [CrossRef]
- Zhou, J.; Lucas, J.P. Hygrothermal effects of epoxy resin. Part I: the nature of water in epoxy. Polymer 1999, 40, 5505–5512. [Google Scholar] [CrossRef]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).