Effect of B Content on Microstructure and Wear Resistance of Fe-3Ti-4C Hardfacing Alloys Produced by Plasma-Transferred Arc Welding



Abstract
1. Introduction
2. Experimental
2.1. Materials and Methods
2.2. Characterization
3. Results and Discussion
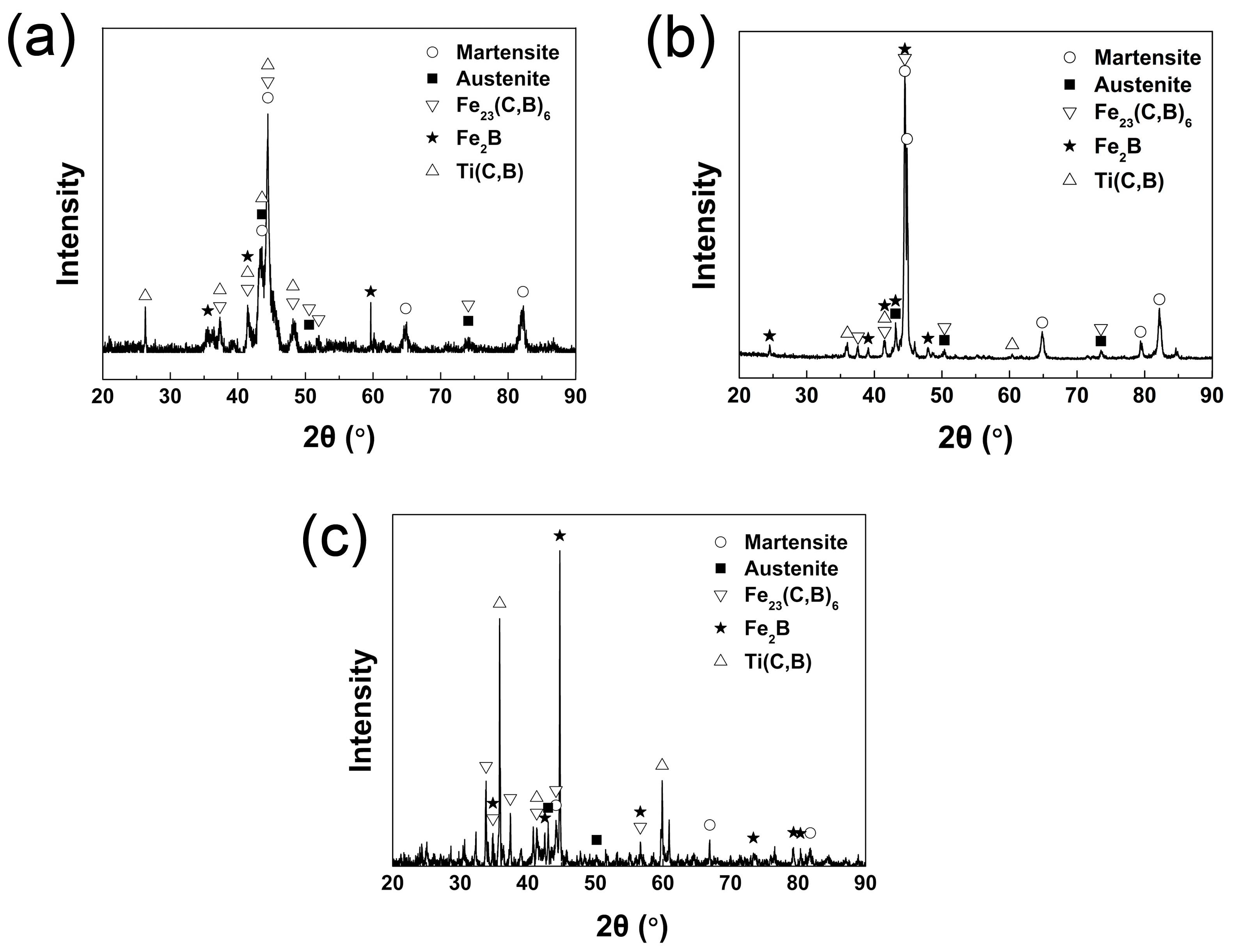
3.1. Phase Analysis of the HardFacing Layer
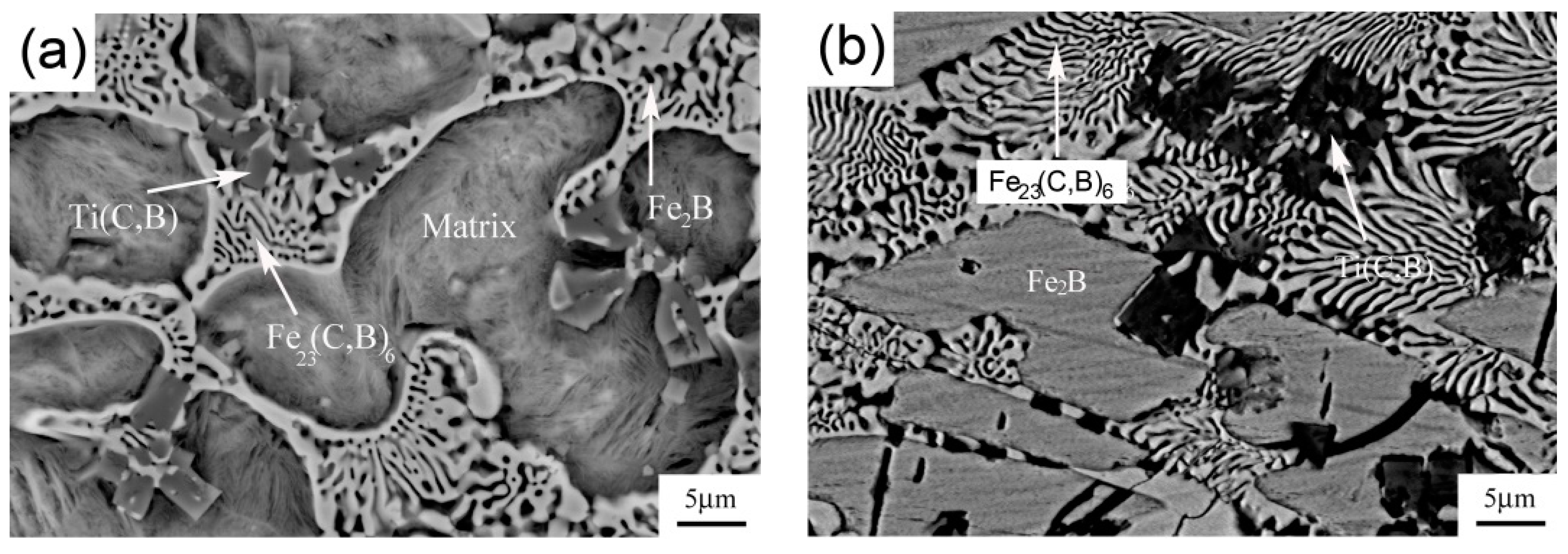
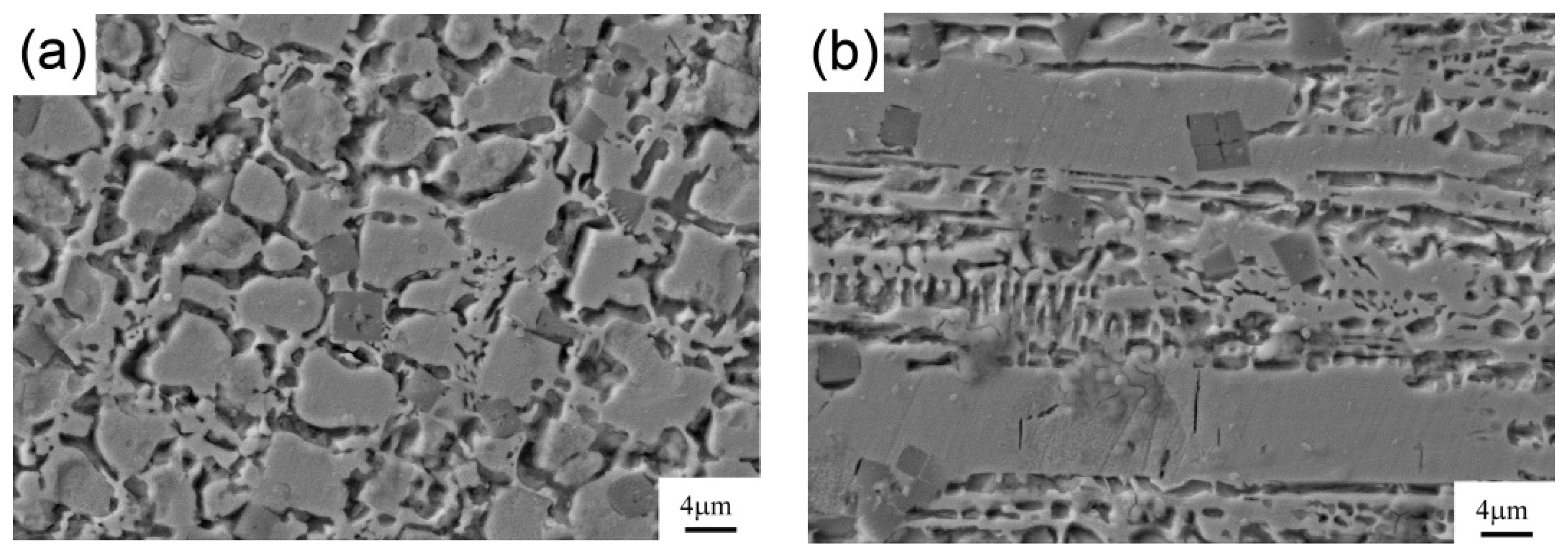
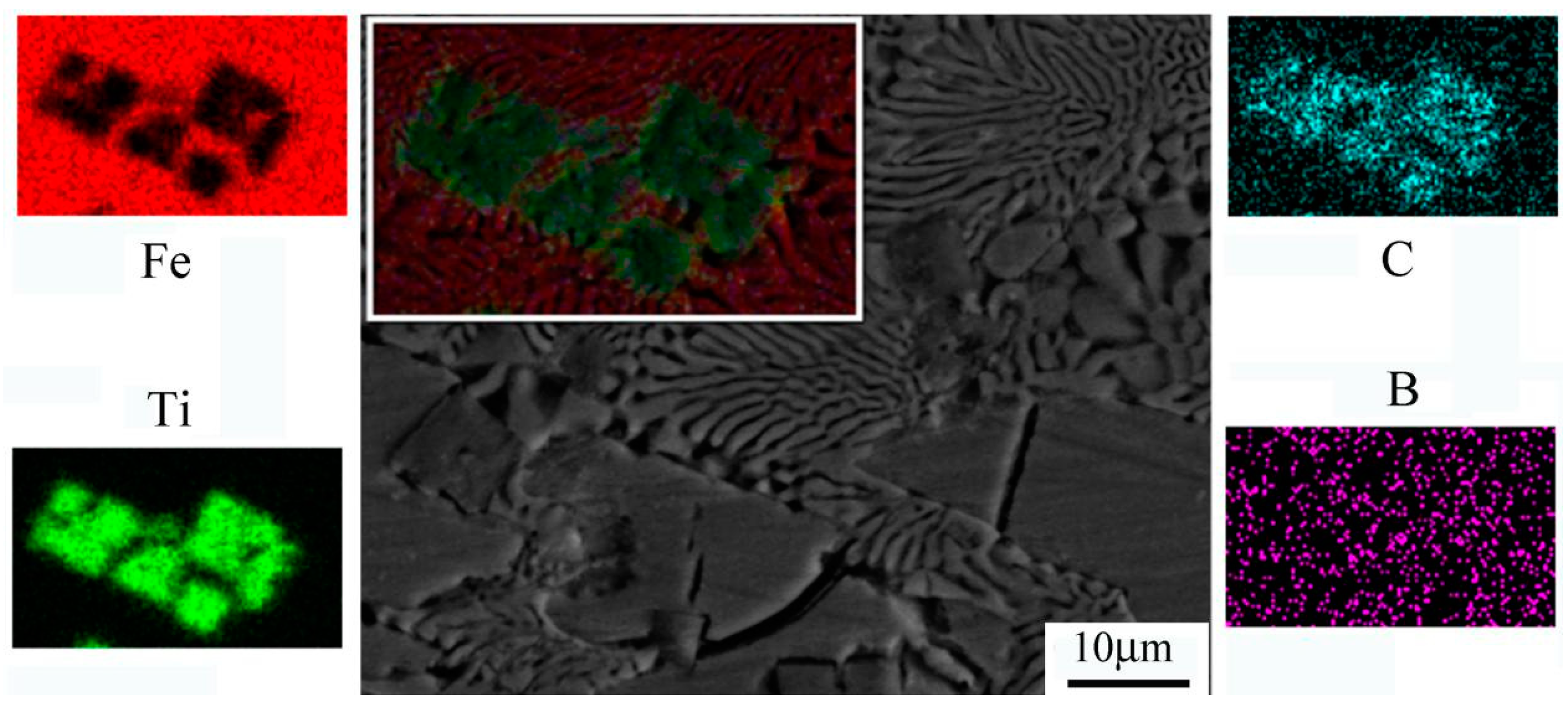
3.2. Microstructure of the Hardfacing Layer
3.3. Hardness and Wear Resistance
4. Conclusions
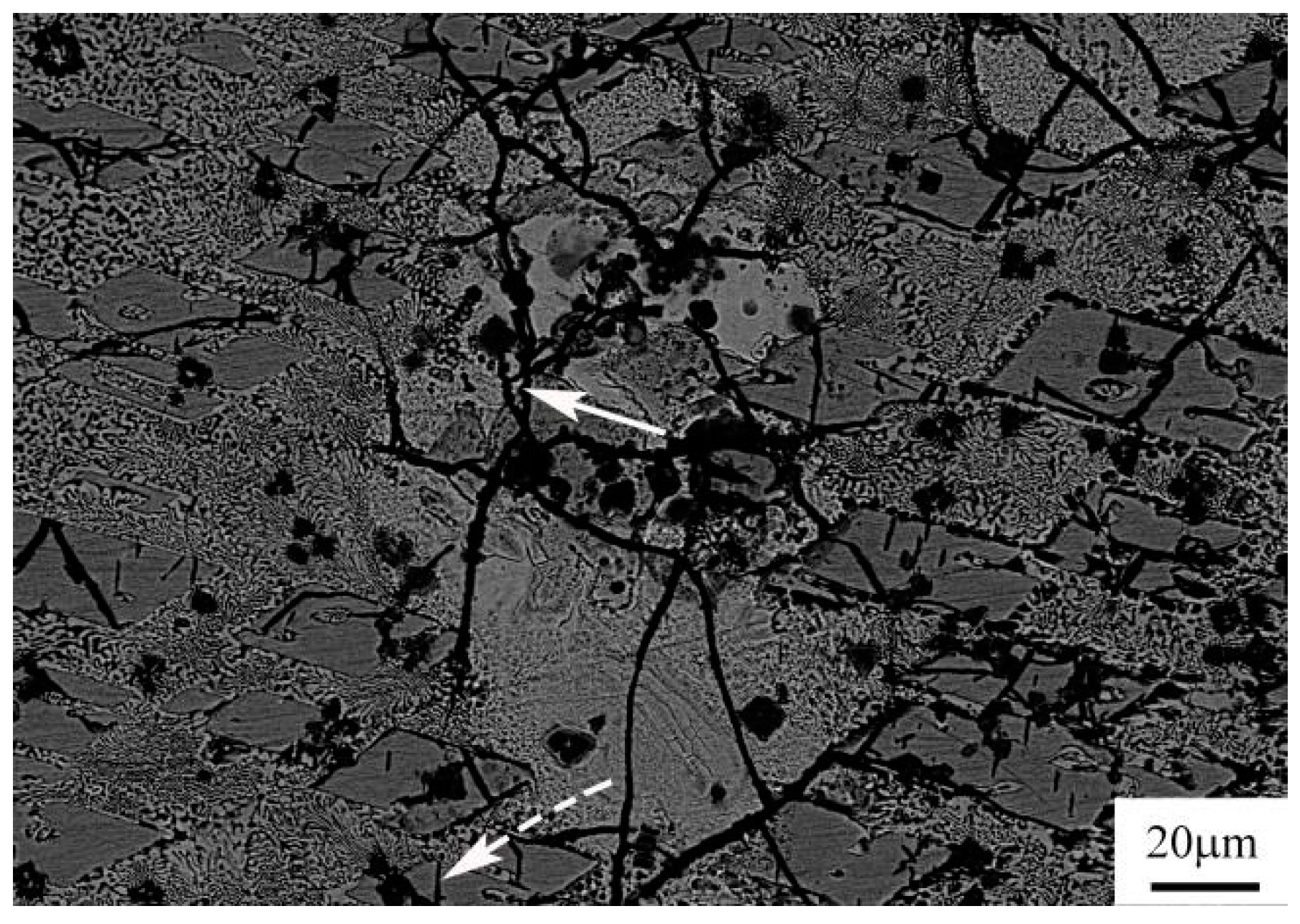
- In the Fe-3Ti-xB-4C hardfacing layers, when the B content is lower than 5.10%, the hypoeutectic structure Fe-3Ti-xB-4C hardfacing layers is composed of the cellular austenite matrix and the eutectic structure (cellular + carbo-borides) surrounding the cellular austenite, and the austenite matrix is refined markedly with increasing B content. However, when the B content is 6.85%, the hypereutectic containing the primary bulk Fe2B borides and the eutectic phase is obtained.
- The hard phases in the hardfacing layers are mainly composed of Fe23(C,B)6, Ti(C,B) and Fe2B phase. The Fe23(C,B)6 eutectic boride has a pearlite morphology and the Fe2B eutectic boride has a honeycomb shape, and amount of both eutectic boride and Ti(C,B) carbide gradually increase with increasing B content. When 6.85% B content is added in the hardfacing layer, quadrangular bulk Fe2B primary phase forms in the hard-acing layer.
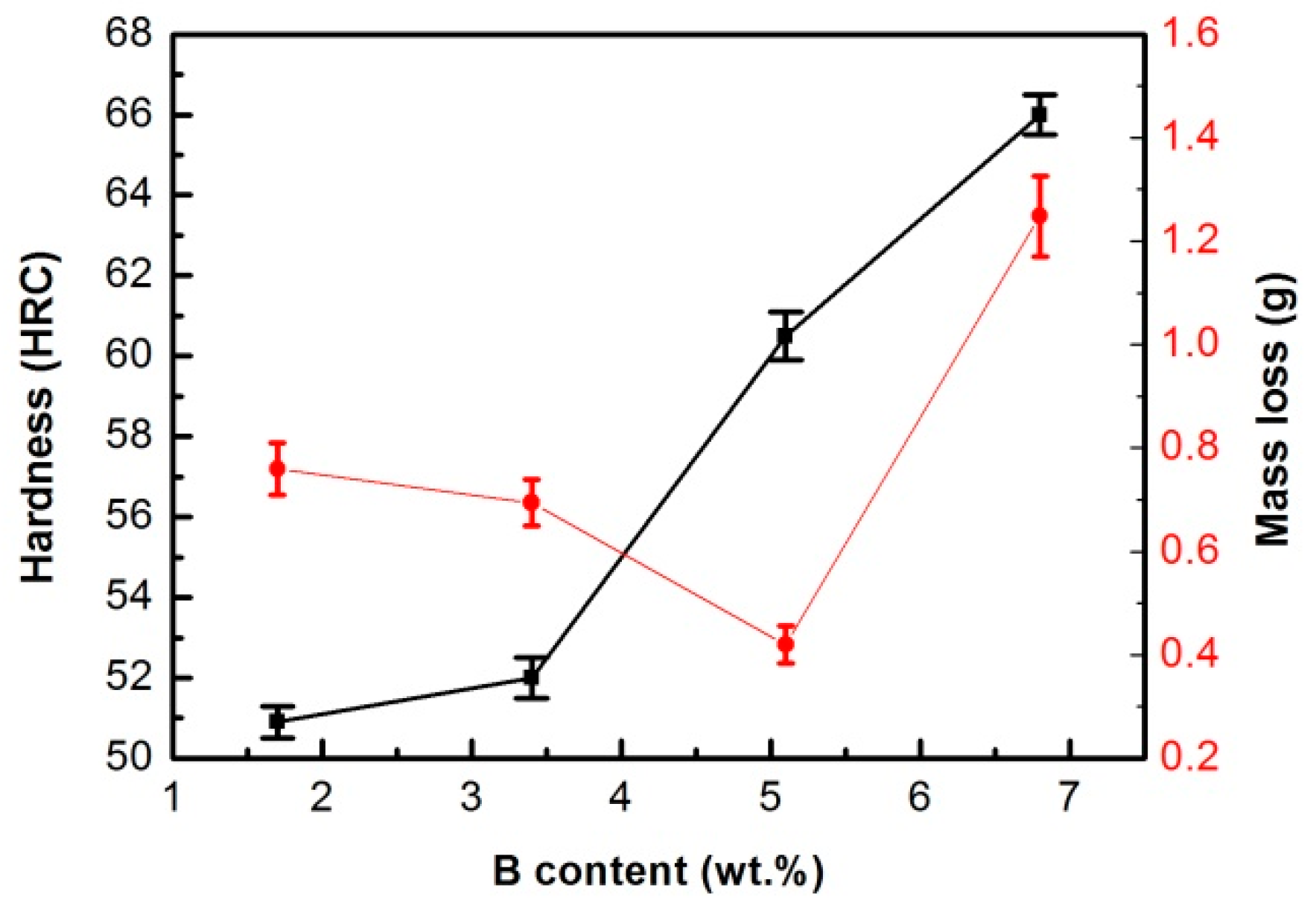
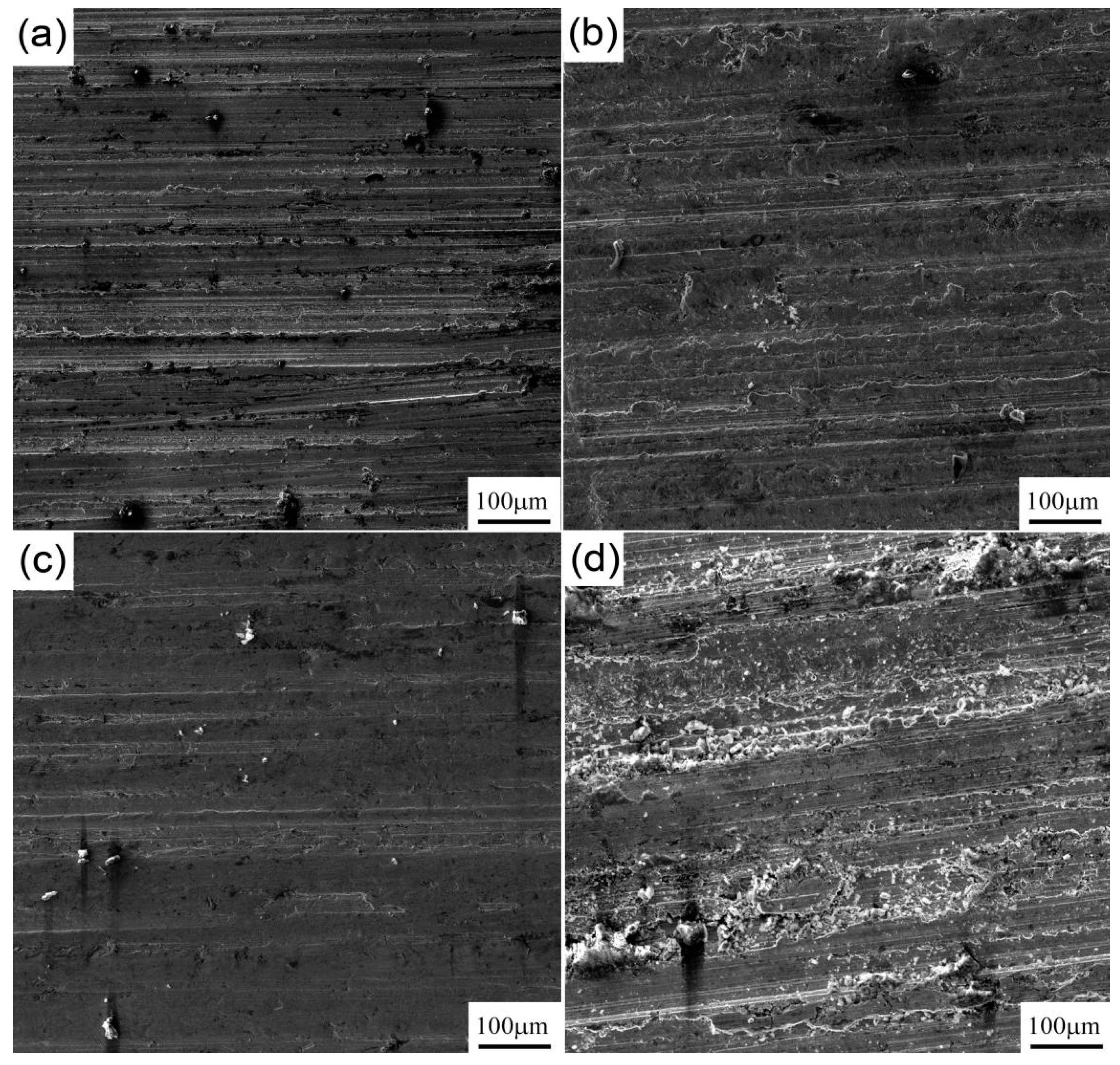
- The hardness value of the hardfacing layer increases with increasing B. The wear resistance of the hardfacing layer increases firstly and then decreases with increasing B content. The hardfacing layer with the 5.10% B content shows the best wear resistance, which is attributed to a large amount of eutectic carbo-borides combined with fine Ti(C,B) particles distributing in the fine grain austenite and the lath martensite matrix with high hardness and toughness. The wear resistance of the hardfacing layer with 6.85% B content decreases due to the formation of brittle Fe2B in the microstructure, which leads to the fracture and spalling of hard phases.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hu, J.; Zhang, Y.; Yang, X.; Li, H.; Xu, H.; Ma, C.; Dong, Q.; Guo, N.; Yao, Z. Effect of pack-chromizing temperature on microstructure and performance of AISI 5140 steel with Cr-coatings. Surf. Coat. Technol. 2018, 344, 656–663. [Google Scholar] [CrossRef]
- Hu, J.; Jiang, J.; Li, H.; Yang, X.; Xu, H.; Jin, Y.; Ma, C.; Dong, Q.; Guo, N. Effect of annealing treatment on microstructure and properties of Cr-coatings deposited on AISI 5140 steel by brush-plating. Coatings 2018, 8, 193. [Google Scholar] [CrossRef]
- Hu, J.; Ma, C.; Yang, X.; Xu, H.; Guo, N.; Yu, H. Microstructure evolution during continuous cooling in AISI 5140 steel processed by induction heating chromizing. J. Mater. Eng. Perform. 2017, 26, 5530–5537. [Google Scholar] [CrossRef]
- Kwak, S.Y.; Yun, J.G.; Lee, J.H.; Shin, D.I.; Kang, C.Y. Identification of intermetallic compounds and its formation mechanism in boron steel hot-dipped in Al-7 wt. % Mn alloy. Coatings 2017, 7, 222. [Google Scholar] [CrossRef]
- Yury, K.; Filippov, M.; Makarow, A.; Malygina, I.; Soboleva, N.; Fantozzi, D.; Andrea, M.; Koivuluoto, H.; Vuoristo, P. Arc-Sprayed Fe-based coatings from cored wires for wear and corrosion protection in power engineering. Coatings 2018, 8, 71. [Google Scholar] [CrossRef]
- Hao, W.; Sheng, F.Y.; Adnan, R.K.; An, G.H. Effects of vanadium on microstructure and wear resistance of high chromium cast iron hardfacing layer by electroslag surfacing. Metals 2018, 8, 458–473. [Google Scholar]
- Brezinová, J.; Draganovská, D.; Guzanová, A.; Balog, P.; Viááš, J. Influence of the hardfacing welds structure on their wear resistance. Metals 2016, 6, 36. [Google Scholar] [CrossRef]
- Buchanan, V.E. Solidification and microstructural characterisation of iron-chromium based hardfaced coatings deposited by SMAW and electric arc spraying. Surf. Coat. Technol 2009, 203, 3638–3645. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B. Deposition and characterisation of Mo2N/CrN multilayer coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2015, 279, 126–133. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Beresnev, V.M.; Bondar, O.V.; Postolnyi, B.O.; Zaleski, K.; Coy, E.; Jurga, S.; Lisovenko, M.O.; Konarski, P.; Rebouta, L.; et al. Superhard CrN/MoN coatings with multilayer architecture. Mater. Des. 2018, 153, 47–59. [Google Scholar] [CrossRef]
- Veinthal, R.; Sergejev, F.; Zikin, A.; Tarbe, R.; Hornung, J. Abrasive impact wear and surface fatigue wear behaviour of Fe-Cr-C PTA overlays. Wear 2013, 301, 102–108. [Google Scholar] [CrossRef]
- Reinaldo, P.R.; D’Oliveira, A.S.C.M. NiCrSiB coatings deposited by plasma transferred arc on different steel substrates. J. Mater. Eng. Perform. 2013, 22, 590–597. [Google Scholar] [CrossRef]
- Flores, J.F.; Neville, A.; Kapur, N.; Gnanavelu, A. Erosion-corrosion degradation mechanisms of Fe-Cr-C and WC-Fe-Cr-C PTA overlays in concentrated slurries. Wear 2009, 267, 213–220. [Google Scholar] [CrossRef]
- Yuan, Y.L.; Li, Z.G. Microstructure and dry sliding wear behavior of Fe-based (Cr, Fe)7C3 composite coating fabricated by PTA welding process. J. Mater. Eng. Perform. 2013, 22, 3439–3449. [Google Scholar] [CrossRef]
- Zhang, L.M.; Sun, D.B.; Yu, H.Y. Effect of niobium on the microstructure and wear resistance of iron-based alloy coating produced by plasma cladding. Mater. Sci. Eng. A 2008, 490, 57–61. [Google Scholar] [CrossRef]
- Coronado, J.J. Effect of load and carbide orientation on abrasive wear resistance of white cast iron. Wear 2011, 270, 823–827. [Google Scholar] [CrossRef]
- Yang, J.; Tian, J.J.; Hao, F.F.; Dan, T.; Ren, X.J.; Yang, Y.L.; Yang, Q.X. Microstructure and wear resistance of the hypereutectic Fe-Cr-C alloy hardfacing metals with different La2O3 additives. Appl. Surf. Sci. 2014, 289, 437–444. [Google Scholar] [CrossRef]
- Akimov, I.V.; Sylovanyuk, V.P.; Volchok, I.P.; Ivantyshyn, N.A. Influence of the shape of graphite inclusions on the mechanical properties of iron-carbon alloys. Mater. Sci. 2013, 48, 620–627. [Google Scholar] [CrossRef]
- Zhi, X.H.; Liu, J.Z.; Xing, J.D.; Ma, S.Q. Effect of cerium modification on microstructure and properties of hypereutectic high chromium cast iron. Mater. Sci. Eng. A 2014, 603, 98–103. [Google Scholar] [CrossRef]
- Yang, J.; Huang, J.H.; Fan, D.Y.; Chen, S. Microstructure and wear properties of Fe-6wt.%Cr-0.55wt.%C-Xwt.%Nb laser cladding coating and the mechanism analysis. Mater. Des. 2015, 88, 1031–1041. [Google Scholar] [CrossRef]
- Jilleh, A.; Babu, N.K.; Jilleh, A.; Babu, N.K.; Thota, V.; Harym, M.K.; Talari, M.K. Microstructural and mechanical poperties investigation of TiC reinforced hardface alloy deposited on mild steel substrate. Trans. Indian Inst. Met. 2013, 66, 433–436. [Google Scholar] [CrossRef]
- Rovatti, L.; Lemke, J.N.; Emami, A.; Stejskal, O.; Vedani, M. Effects of V addition on microstructure and hardness of Fe-C-B-Ni-V hardfacing alloys cast on steel substrates. J. Mater. Eng. Perform. 2015, 24, 4755–4763. [Google Scholar] [CrossRef]
- Maksakova, O.V.; Simoẽs, S.; Pogrebnjak, A.D.; Bondar, O.V.; Kravchenko, Y.O.; Koltunowicz, T.N.; Shaimardanov, Z.K. Multilayered ZrN/CrN coatings with enhanced thermal and mechanical properties. J. Alloy. Compd. 2019, 776, 679–690. [Google Scholar] [CrossRef]
- Pogrebnjak, A.; Maksakova, О.; Kozak, C.; Koltunowicz, T.N.; Grankin, S.; Bondar, O.; Eskermesov, D.; Drozdenko, A.; Petrov, S.; Erdybaeva, N. Physical and mechanical properties of nanostructured (Ti-Zr-Nb)N coatings obtained by vacuum-arc deposition method. Prz. Elektrotechniczny 2016, 92, 180–183. [Google Scholar] [CrossRef][Green Version]
- Liu, D.S.; Liu, R.P.; Wei, Y.H.; Yan, M.; Zhu, K. Microstructure and wear properties of Fe-15Cr-2.5Ti-2C-xBwt.% hardfacing alloys. Appl. Surf. Sci. 2013, 271, 253–259. [Google Scholar] [CrossRef]
- Jiang, S.Q.; Wang, G.; Ren, Q.W.; Yang, C.D.; Wang, Z.H.; Zhou, Z.H. In situ synthesis of Fe-based alloy clad coatings containing TiB2-TiN-(h-BN). Int. J. Miner. Metall. Mater. 2015, 22, 613–619. [Google Scholar] [CrossRef]
- Yüksel, N.; Şahin, S. Wear behavior–hardness–microstructure relation of Fe-Cr-C and Fe-Cr-C-B based hardfacing alloys. Mater. Des. 2014, 58, 491–498. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Shen, P.; Wang, Y.; Dong, Y.P.; Jiang, Q.C. Fabrication of TiC and TiB2 locally reinforced steel matrix composites using a Fe-Ti-B4C-C system by an SHS-casting route. J. Mater. Sci. 2007, 42, 8350–8356. [Google Scholar] [CrossRef]
- Berns, H.; Fischer, A. Microstructure of Fe-Cr-C hardfacing alloys with additions of Nb, Ti and B. Metallography 1987, 20, 401–429. [Google Scholar] [CrossRef]
- Kim, J.H.; Ko, K.H.; Noh, S.D.; Kim, G.G.; Kim, S.J. The effect of boron on the abrasive wear behavior of austenitic Fe-based hardfacing alloys. Wear 2009, 267, 1415–1419. [Google Scholar] [CrossRef]
- Dybkov, V.I.; Lengauer, W.; Gas, P. Formation of boride layers at the Fe–25% Cr alloy–boron interface. J. Mater. Sci. 2006, 41, 4948–4960. [Google Scholar] [CrossRef]
- Chu, S.C.; Lian, S.S. Numerical analysis of temperature distribution of plasma arc with molten pool in plasma arc melting. Comp. Mater. Sci. 2004, 30, 441–447. [Google Scholar] [CrossRef]
- Azimi, G.; Shamanian, M. Effect of silicon content on the microstructure and properties of Fe-Cr-C hardfacing alloys. J. Mater. Sci. 2012, 45, 842–849. [Google Scholar] [CrossRef]
- Bourithis, L.; Papadimitriou, G.D. The effect of microstructure and wear conditions on the wear resistance of steel metal matrix composites fabricated with PTA alloying technique. Wear 2009, 266, 1155–1164. [Google Scholar] [CrossRef]
- Correa, E.O.; Alcântara, N.G.; Tecco, D.G.; Kumar, R.V. The relationship between the microstructure and abrasive resistance of a hardfacing alloy in the Fe-Cr-C-Nb-V system. Mater. Sci. Eng. A 2007, 38A, 1671–1680. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Fe |
|---|---|---|---|---|---|
| <0.18 | 0.35–0.80 | <0.3 | <0.04 | <0.04 | Bal. |
| Samples | B | Ti | C | Si | Mn | Fe |
|---|---|---|---|---|---|---|
| A | 1.71 | 2.95 | 3.91 | 0.45 | 0.93 | 90.5 |
| B | 3.42 | 2.93 | 3.45 | 0.42 | 0.97 | 88.81 |
| C | 5.10 | 3.09 | 3.98 | 0.39 | 1.02 | 86.42 |
| D | 6.85 | 3.13 | 3.76 | 0.43 | 1.01 | 84.82 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zong, L.; Guo, N.; Li, R.; Yu, H. Effect of B Content on Microstructure and Wear Resistance of Fe-3Ti-4C Hardfacing Alloys Produced by Plasma-Transferred Arc Welding. Coatings 2019, 9, 265. https://doi.org/10.3390/coatings9040265
Zong L, Guo N, Li R, Yu H. Effect of B Content on Microstructure and Wear Resistance of Fe-3Ti-4C Hardfacing Alloys Produced by Plasma-Transferred Arc Welding. Coatings. 2019; 9(4):265. https://doi.org/10.3390/coatings9040265
Chicago/Turabian StyleZong, Lin, Ning Guo, Rongguang Li, and Hongbing Yu. 2019. "Effect of B Content on Microstructure and Wear Resistance of Fe-3Ti-4C Hardfacing Alloys Produced by Plasma-Transferred Arc Welding" Coatings 9, no. 4: 265. https://doi.org/10.3390/coatings9040265
APA StyleZong, L., Guo, N., Li, R., & Yu, H. (2019). Effect of B Content on Microstructure and Wear Resistance of Fe-3Ti-4C Hardfacing Alloys Produced by Plasma-Transferred Arc Welding. Coatings, 9(4), 265. https://doi.org/10.3390/coatings9040265