Abstract
The cold gas dynamic spray (CGDS) method has been considered a promising technology to produce a metallic bond coat for thermal barrier coating (TBC) systems. In this study, CoNiCrAlY bond coats produced by CGDS method were coated with yttria-stabilized zirconia (YSZ) by electron beam physical vapor deposition (EB-PVD). TBCs were subjected to 50 wt % V2O5 and 50 wt % Na2SO4 molten hot corrosion salt combinations at 1000 °C. In the case of YSZ top coat on TBCs, the reaction between Na2SO4, V2O5, and Y2O3 salts generates YVO4 crystals, and these structures cause the transformation of tetragonal ZrO2 to monoclinic ZrO2. This situation occurs under operating conditions that lead to TBC failure. Hot corrosion behavior and the related failure mechanisms of TBC systems were investigated and discussed using scanning electron microscope (SEM), energy dispersive spectroscopy (EDS) analysis, and X-ray diffractometer (XRD).
1. Introduction
Thermal barrier coatings (TBCs) have been widely used to improve the efficiency of gas turbine engines in aviation industry [1,2,3]. Mostly, aircraft engines work at elevated temperatures, and these temperatures generally damage aircraft engine parts, such as turbines and blades. TBCs have been used in gas turbine engine components, like turbine blades and vanes, to protect them from aggressive environmental effects, increase operating temperatures, and provide thermal insulation at higher operating temperatures [4,5].
Yttria-stabilized zirconia (YSZ) is widely used as a traditional TBC ceramic top coat material due to its high melting point, low thermal conductivity, and high-temperature stability. MCrAlY alloy is also used as a typical TBC bond coat material due to its excellent high-temperature strength [1,2,4]. When TBCs are exposed to oxidation with high temperature, a thermally grown oxide (TGO) layer is formed between the top coat and bond coat [6]. The ceramic top coat has a substantially low thermal conductivity and partially low thermal expansion. The metallic bond coat is deposited between the metallic substrate and ceramic top coat for improving adherence of the ceramic top coating to the substrate alloy [7].
Bond coats are an important part of TBCs, and they can be produced by a variety of methods such as atmospheric plasma spray (APS), vacuum plasma spray (VPS), high-velocity oxy-fuel (HVOF), or cold gas dynamic spray (CGDS) [8]. CGDS is a thermal spraying technique by which the powder coating materials are deposited on the surface at high speeds at considerably lower process temperatures. This high-speed process is carried out by heating and compressing gases such as air, nitrogen, and helium. The CGDS method has many advantages over other thermal spray coating methods. The products produced by this method do not cause undesirable phase structures and oxidation. There is no change in the structure of the base material. It is also possible to obtain dense and high-hardness coatings. CGDS coatings can be produced at very high speeds. The most important advantage of this method is that CGDS method is applied at lower temperatures than other thermal spray coating processes, such as HVOF, APS, and D-gun [1,8]. CGDS technique may appear to be an alternative process to obtain superior coating properties for bond coat production. CGDS coatings, commonly known as “cold spray” coatings, exhibit remarkably high density, good corrosion resistance, and high hardness with high reliability, due to their cold-worked microstructure [9]. Cold-sprayed bond coats show improved adhesion to the substrate and provide a suitable surface roughness [10].
Ceramic top coat production is the most important part of TBC production. Generally, two methods are available for this purpose, namely, APS and EB-PVD. EB-PVD coatings are deposited in a columnar structure as opposed to APS coatings which grow in a laminar manner. EB-PVD has a more complex mechanism than plasma spraying, in terms of the equipment used. EB-PVD methods need preheating for the substrate while for plasma spray methods, it is not necessary to heat the substrate and the coating rate is faster than EB-PVD. APS is a low-cost, easy, and rapid production technique compared to EB-PVD. In addition, EB-PVD TBCs have good aerodynamic properties due to their surface roughness, which is better than APS [11].
TBCs undergo a variety of failure mechanisms, such as hot corrosion, oxidation, erosion, and thermal shock. Thermal shock occurs with sudden temperature alterations. Oxidation occurs as a result of chemical reactions of metallic components at high temperatures. Hot corrosion is the most important failure mechanism in TBC. Hot corrosion takes place due to the adverse effects of molten salts at high temperature [12]. In a working gas turbine, sulfur which comes from the low-quality fuel reacts with sodium chloride and sodium sulfate forms at high temperatures. After that, sodium sulfate covers the hot-section components. This phenomenon is commonly referred to as “hot corrosion”. Turbine blade alloys that suffer hot corrosion attack have been widely found to show both oxidation and sulfidation [10]. This occurs at high temperature and in corrosive environments. However, this mechanism has not been exactly declared due to the use of low-quality fuels. Some low-quality fuels have impurities, such as Na2SO4 and V2O5 salts, covering the component surface at the high temperature. These salts reacting with the top coat cause phase transformation [1]. As a result, this transformation causes volume expansion and, accordingly, failure occurs depending on the TBC system [12].
In this study, the CGDS method, widely used as a novel technology in recent years, was used to deposit CoNiCrAlY-based metallic bond coats onto nickel-based superalloy substrate Inconel 718. EB-PVD method was used for deposition of ceramic top coatings with YSZ content, which are used for thermal insulation purposes. The primary aim of this study is the deposition of CoNiCrAlY-based metallic bond coats having a dense structure with low oxide and porosity content. Another aim is evaluation of the failure mechanisms and performances occurring under high temperature and corrosion conditions in EB-PVD TBC systems.
2. Experimental
2.1. Preparation of Substrate Material, and Bond and Top Coatings
Inconel 718, a nickel-based superalloy, was used as the substrate material. The approximate dimensions of 1 inch diameter and 4 mm thickness were obtained by cutting with wire erosion process. Sample surfaces were prepared by sandblasting for the coating process. The deposition of CoNiCrAlY metal powders was accomplished with CGDS technique. Approximately 100 µm coating thickness was achieved on nickel-based superalloy substrate material. Following the production of bond coat, the deposition of top coat was accomplished with nearly 300 µm thickness by EB-PVD technique using YSZ ceramic-based ingots. In the EB-PVD unit for deposition of top coating, YSZ ingot material of 68.5 mm diameter and 45–55 mm height was used.
2.2. Hot Corrosion Tests
Salt mixtures of Na2SO4 (99% purity) and V2O5 (98% purity) were scattered onto the surfaces of produced TBC samples. The corrosive salts were spread over the surface of specimens at a concentration of 10 mg/cm2, keeping 1.5 mm from the edge to avoid edge effects. The samples were subjected to hot corrosion tests at 1000 °С (1273 K) temperature, with periodical cycling between furnace and room temperature for 4 h periods. These cycles were continued until about 40% deterioration was observed on the samples. After each 4 h period of testing at 1000 °C, the samples were allowed to cool down inside the furnace, and the coatings were then inspected for possible crack initiation. The samples were then recoated with the Na2SO4 + V2O5 salt mixture.
2.3. Characterization
Microstructures of TBCs were evaluated using a scanning electron microscope (SEM) (SEM, Tescan, MAIA3 XMU, Brno, Czech Republic) equipped with latest technology energy dispersive spectroscopy (EDS-SEM, Tescan, MAIA3 XMU). The phases of the TBCs were analyzed using X-ray diffraction (XRD) (Rigaku Dmax 2200 PC, Cu Kα radiation, Tokyo, Japan). Surface roughness values were measured using the surface roughness tester (SJ-310, Mitutoyo, Kanagawa, Japan). Hardness values of the coatings were measured using Vickers indentation using a Struers Duramin microhardness tester (Copenhagen, Denmark) with 100 g load for 15 s periods. Corrosive product formation and degradation mechanisms were examined using surface and cross-sectional microstructural analysis. The important results of this study are presented in this paper.
3. Results and Discussion
3.1. Characterization of as-Sprayed Coatings
Substrate material, metallic bond, and ceramic top coat’s surface roughness were measured according to DIN EN ISO 3274 standard [13], and are shown in Table 1. Metallic bond coats, which were produced by CGDS methods, had dense, little porosity, and uniform structure [1,6,11].

Table 1.
Surface roughness values of substrate, and bond and top coat.
The bond coat cross-section of the as-deposited EB-PVD TBCs with cold-sprayed CoNiCrAlY bond coat is demonstrated in Figure 1. As observed in the image, the coating exhibits a columnar structure, which is a typical feature of EB-PVD coating [1,2,3,4,5,14,15,16,17]. The TBC structure produced with EB-PVD method has a lower crack content. As-deposited TBC surface image is shown in Figure 2. The top surface of the coating exhibits a pyramidal appearance and intercolumnar gaps can be observed.
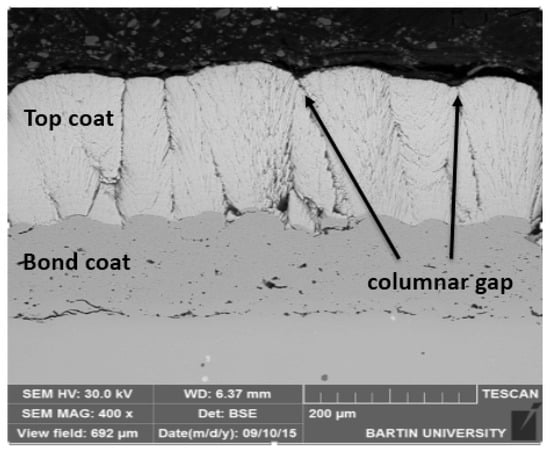
Figure 1.
As-deposited cross-sectional microstructure of yttria-stabilized zirconia (YSZ) thermal barrier coating (TBC) system.
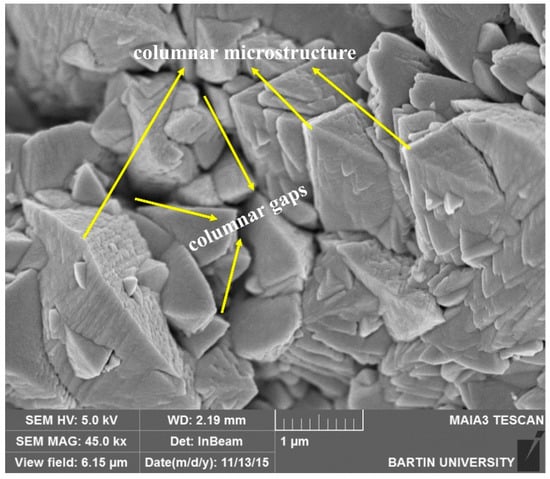
Figure 2.
As-deposited columnar surface image micrograph of microstructure of YSZ TBC.
After hot corrosion tests, a uniform and dense coating structure provided by EB-PVD technique retards the formation of hot corrosion products [1,5,8,12]. The substrate material, metallic bond, and ceramic top coat surface hardness values are given in Table 2.
Table 2.
Hardness values of the thermal barrier coating component.
3.2. Effect of Hot Corrosion on TBC Samples
Effects of hot corrosion occurred due to molten salts leaking from the microcracks and porosities in the top layer. Elements, such as sodium and vanadium, lead to a change in the phase structure of YSZ top coating layer in service conditions. If Na, S, P, V, etc. elements exist in structure due to fuel pollution, they can react with the Y2O3 phase. Tetragonal–monoclinic phase transformation in stabilized ZrO2 happens in the absence of Y2O3 phase. This transformation causes both structural integrity deterioration and volumetric change [16,17]. Reaction of melted sulfate and vanadium salts is needed to completely understand the damage mechanism of hot corrosion on YSZ [11].
The process of hot corrosion has been emphasized in several earlier studies [1,6,11,14,15]. The hot corrosion action can be expressed by the following reactions [1,6,14,18,19].
The below reaction can also directly occur [1,6,14,18].
During the hot corrosion on TBCs, yttria slowly runs out. After depletion of yttria, the transformation from tetragonal zirconia to monoclinic zirconia during the cooling step of thermal cycling occurs by 3%–5% volume expansion, leading to cracking and spallation of TBCs [1,4,6,8,20].
A cross-section SEM image of EB-PVD TBC with cold-sprayed CoNiCrAlY bond coat after 20 h hot corrosion test is shown in Figure 3. No evidence of reaction was found between YSZ and Na2SO4 in the XRD results. However, Na2SO4 shows a faster effect of chemical reaction in hot corrosion mechanism [1,10,16,21]. Moreover, the presence of NaVO3 increases the mobility of Y3+. Thus, exhaustion of yttria and growth of YVO4 crystal is enhanced [7]. It is accepted that YSZ usually stabilizes in tetragonal phase due to the presence of Y2O3. For this reason, in the case of a decrease in Y2O3, tetragonal ZrO2 phase turns into monoclinic ZrO2 phase [21,22,23]. At the interface between YSZ ceramic top coating and CoNiCrAlY metallic bond coating, TGO layer and surface cracks were formed. In addition, the EB-PVD TBCs exposed to hot corrosion salts exhibited spallation of the top coat near the bond coat/top coat interface. Monoclinic ZrO2 and YVO4 crystals caused wide crack formation in the YSZ ceramic top coating.
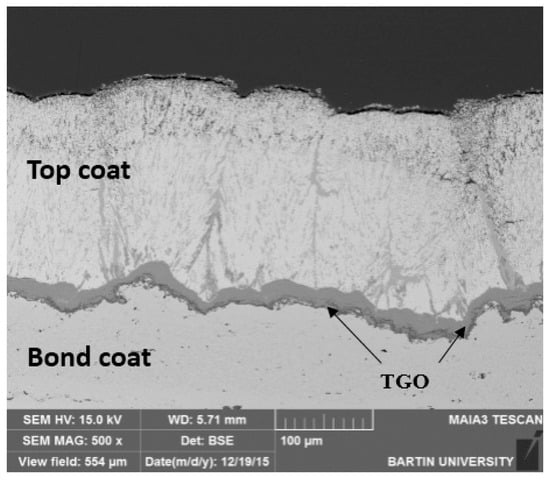
Figure 3.
Cross-sectional microstructure of YSZ TBC after the hot corrosion test.
Following the hot corrosion test, closure of the porous structure was observed among the columns. This situation is attributed to the sintering effect and decreasing of spaces among the columns. When the undesirable effect of sintering appears as a damaging factor in TBC systems, decreased elongation tolerance at high temperatures due to increasing mechanical properties of the coating and consequent spallation damage occur [24,25,26,27,28,29]. After the 20 h hot corrosion test, the hot corrosion tests were stopped due to the separation of coating from the coating surface.
EB-PVD TBC surface image and EDS analysis after 20 h hot corrosion tests are respectively given in Figure 4 and Figure 5. YVO4 rod crystals in YSZ coating were revealed after hot corrosion. After the hot corrosion test, structures of rod-shaped crystals according to EDS and XRD analyses were identified with the formation of YVO4 phases [6,21]. It was revealed that YSZ ceramic top coating consisted of a porous surface and a few rod crystals. The rod-shaped structures generally form as columnar boundaries on TBC samples. Y2O3 reacted with V2O5 and after this reaction, YVO4 rod-shaped structures occurred on TBC samples [6].
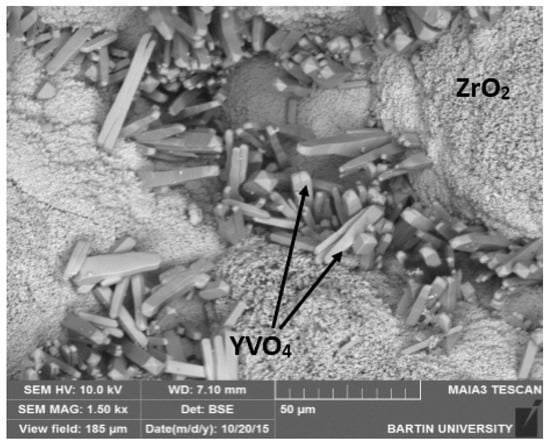
Figure 4.
Surface microstructure of TBC after the hot corrosion test.
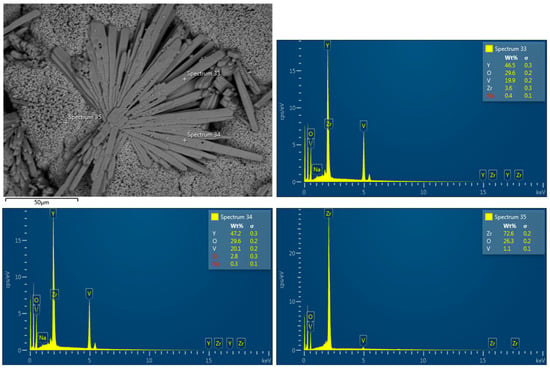
Figure 5.
Surface microstructure with EDS analysis of YSZ TBC after the hot corrosion test.
In particular, due to the fact that columnar structure is denser and has less porosity, penetration of hot corrosion molten salts hardly occurred on the columnar microstructured TBCs. When the molten salts can easily penetrate from the top coat, a hot corrosion mechanism quickly occurs. Hot corrosion molten salt products, such as vanadium, oxygen, and yttria, can be seen in the cross-sectional image and surface image after hot corrosion tests. Hot corrosion products can be seen considering the surface image of samples in EDS analysis. Moreover, hot corrosion products can be seen in elemental mapping analysis (Figure 6) after hot corrosion test. According to that figure, oxygen coincides with vanadium and yttrium. It can be understood from this analysis that rod-shaped YVO4 crystals were detected as one of the hot corrosion products. In addition to the EDS and elemental mapping analyses, the XRD phase analysis in Figure 7 demonstrates that monoclinic ZrO2 phase is also another hot corrosion product besides the YVO4 phase. Before the hot corrosion test, the top coat has only tetragonal ZrO2 phase. After the 20 h hot corrosion test, top coat spallation occurs as a result of phase transformation.
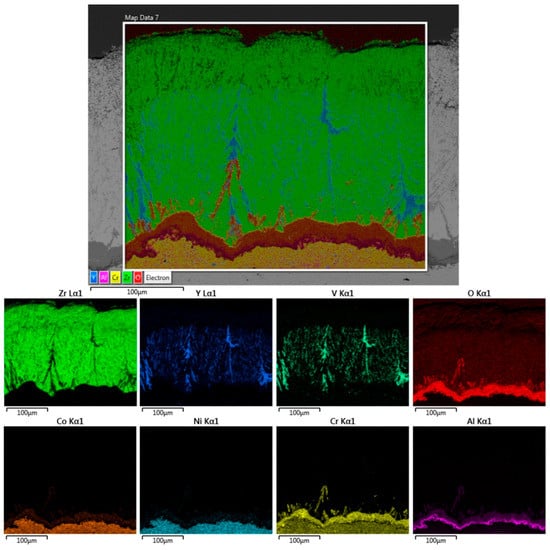
Figure 6.
Cross-sectional microstructure with elemental mapping analysis belonging to TBC system after the hot corrosion test.
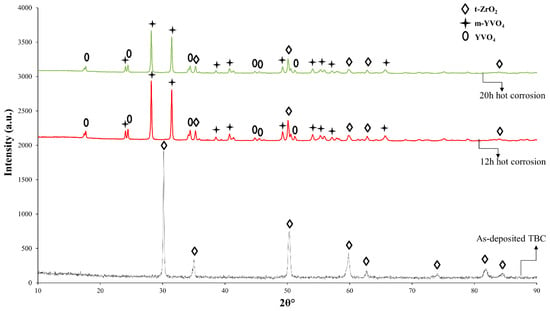
Figure 7.
XRD analysis of TBC before and after hot corrosion tests.
During 22, 42, and 100 h hot corrosion tests in Na2SO4 + V2O5 salt mixture environment, formation of YVO4 crystals were observed as hot corrosion products [5,6,16,23]. In similar studies conducted with YSZ top coating in Na2SO4 + V2O5 salt mixture environment as molten salt, phase transformation-related spallations were observed on top coatings of TBC samples, in spite of varying number and duration of cycles [1,6,16,21]. Due to the melting point of Na2SO4 + V2O5 salt mixture, about 900 °C, and that our test temperature is above this temperature, this salt mixture become molten during the test [18]. Hui et al. stated in their research [7] that after SEM, XRD, and EDS analyses, YVO4 formations with rod-shaped crystal structure were observed as a result of isothermal hot corrosion tests with 6, 12, 24, 48, and 96 h time periods that were conducted at 1100 °C in a Na2SO4–30 mol % NaVO3 environment. YVO4 phases were only observed in 48 and 96 h periods, while monoclinic ZrO2 was observed in all hot corrosion test periods according to XRD analysis. However, YVO4 phases were obtained throughout each cycle in our present study. This may be related to the presence of V2O5 in our hot corrosion salts.
Liu et al. [30] observed a volumetric increase in thermal barrier coating samples comprising of Sc2O3–Y2O3–ZrO2 (ScYSZ) subjected to hot corrosion test at 1000 °C in a Na2SO4 + V2O5 environment, which was attributed to the phase transformation of zirconium dioxide, from tetragonal to monoclinic phase [1,7,11,16,19,21]. This phase transformation caused crack formation in the coating. After the hot corrosion tests, it was determined that ScYSZ had a longer lifetime compared to YSZ. It is stated that the presence of less yttria in ScYSZ influences this situation. After corrosion tests of ScYSZ, phase transformation occurred in the coating structure, but no YVO4 phase formation was observed. The EB-PVD TBC system provides a high elongation tolerance under thermal loads. This ensures that the thermal cycle lifetime of EB-PVD TBCs is longer than APS. However, the molten corrosion salts leaking from the columnar openings progress more rapidly. For this reason, while expansion columns are closing, corrosion products that react with the surfaces found here have an accelerating effect on the damage of the coating. In solutions of precursor plasma spray (SPSS), there are similar columnar openings. Ajay et al. [18] stated that in the case of the TBC samples produced with SPSS and APS methods, and tested in 90% Na2SO4 + 5% V2O5 + 5% NaCl environment and 50% Na2SO4 + 50% V2O5 environment at 900 °C, the sample produced with APS method exhibited a higher cycle life compared to the one produced with another method in both environments [3,14,21]. In other research [1,6,16,21,26] at higher temperatures such as 1050 and 1100 °C, and lower temperatures such as 950 °C, formations of rod-shaped YVO4 were also observed in YSZ top coatings. However, in top coating materials other than YSZ, such as Gd2Zr2O7 and Ta2O5, failures were observed in the form of spallations rather than rod-shaped formations like YVO4 [1,6,16,21]. When Wang et al. [31] investigated La2Ce2O7/YSZ thermal barrier double layer coatings, hot corrosion molten salts penetrated into the microcolumnar gap and reacted with La element. After the reaction of molten salt with La element, the top coating microstructure of La2Ce2O7 deteriorated because of the formation of CeVO4 and LaVO4. In comparison with La2Ce2O7, YSZ was not affected by the chemical reaction of molten salts. La2Ce2O7 stopped the progression of corrosive salts to YSZ [31]. Xu and others [32] used rare earth zirconates La2Zr2O7 and La2(Zr0.7Ce0.3)2O7 to produce TBCs with EB-PVD method. TBC samples were subjected to hot corrosion test by holding them for 100 h in molten salt solution. In the XRD analyses performed after the hot corrosion tests, monoclinic zirconia and YVO4 phases were found to be similar to our study. In a study conducted by Xu et al. [32], La2O3 served as a stabilizer in the coating. After the hot corrosion test, La2O3 within the structure was separated from the structure due to reaction with NaVO3. Y2O3 reacted with NaVO3 formed by molten salts and formed YVO4 structure. This reaction led to tetragonal to the monoclinic phase transformation of the top coat. These reactions caused the damage in the top coat. Similar damage can be seen in this study [32].
Gavendova et al. [33] produced TBC coatings with CGDS and HVOF techniques, and reported that the interdendritic structure of the CGDS bond coats included more porosity as compared to those produced with HVOF method. Reportedly, the phase and chemical composition of HVOF bond coat was better than that of the CGDS bond coat. As opposed to Gavendova et al. [33], Knanna and Rathod [34] reported that CGDS coatings exhibited better wear and friction behavior than HVOF coatings. Owing to the low process temperatures of CGDS method, substrate materials do not undergo unfavorable structural changes during the deposition process. However, in their study on HVOF and CGDS, Khanna and Rathod showed that the coatings produced by the CGDS method showed better wear and friction behavior than the coatings produced by the HVOF method. As a result, the strength of the overall TBC system can be maintained by use of this method.
4. Conclusions
In the present work, the hot corrosion behavior of a new generation of TBC system, including a CoNiCrAlY bond coat and an 8YSZ top coat, was studied, and the following conclusions are drawn:
- The structure of metallic bond coat produced with CGDS technique was found to have a denser structure with lower porosity and oxide content due to the production characteristics of the process.
- Along with the hot corrosion effect, the formation of TGO was also observed on the specimens, since the furnace environment in which the hot corrosion tests were conducted was open to the atmosphere.
- The EDS analyses indicate that formations of rod crystal structures observed in the microstructural images obtained from the top surface of TBC systems belong to YVO4 crystals. Chemical reactions of NaVO3, forming as a result of the reaction of Y2O3, Na2SO4, and V2O5 salts penetrating into YSZ top coating, also contributed to the formation of YVO4 crystals.
- The molten salts that leaked from the top coating caused deterioration of the structure with the columnar openings provided by EB-PVD, which played a role in accelerating damage. At the end of the hot corrosion tests, it was determined that the columnar structure was destroyed.
- Along with the YVO4 crystals in rod form, the reasons underlying the failure of coatings in TBC systems were found to be volumetric changes and transformations at the rate of 3%–5% during the cooling process of ZrO2, which has been transformed into monoclinic phase structure from tetragonal phase structure.
Author Contributions
A.C.K., Y.O., K.M.D., H.A. and D.O. designed the experiments; A.C.K. and Y.O. performed the experiments; A.C.K., Y.O., and K.M.D. analyzed the data; A.C.K., Y.O. and K.M.D. wrote, reviewed and edited the paper.
Funding
This research was funded by The Scientific and Technological Research Council of Turkey, TUBITAK, 113R049.
Acknowledgments
The authors thank H.E. (from Bartin University) for his support on characterization of samples.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ozgurluk, Y.; Doleker, K.M.; Karaoglanli, A.C. Hot corrosion behavior of YSZ, Gd2Zr2O7 and YSZ/Gd2Zr2O7 thermal barrier coatings exposed to molten sulfate and vanadate salt. Appl. Surf. Sci. 2018, 438, 96–113. [Google Scholar] [CrossRef]
- Sreedhar, G.; Raja, V.S. Hot corrosion of YSZ/Al2O3 dispersed NiCrAlY plasma-sprayed coatings in Na2SO4–10 wt.% NaCl melt. Corros. Sci. 2010, 52, 2592–2602. [Google Scholar] [CrossRef]
- Eliaz, N.; Shemesh, G.; Latanision, R.M. Hot corrosion in gas turbine components. Eng. Fail. Anal. 2002, 9, 31–43. [Google Scholar] [CrossRef]
- Clarke, D.R.; Levi, C.G. Materials design for the next generation thermal barrier coatings. Annu. Rev. Mater. Res. 2003, 33, 383–417. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Doleker, K.M.; Demirel, B.; Türk, A.; Varol, R. Effect of shot peening on the oxidation behavior of thermal barrier coatings. Appl. Surf. Sci. 2015, 354, 314–322. [Google Scholar] [CrossRef]
- Habibi, M.H.; Wang, L.; Guo, S.M. Evolution of hot corrosion resistance of YSZ, Gd2Zr2O7, and Gd2Zr2O7 + YSZ composite thermal barrier coatings in Na2SO4 + V2O5 at 1050 °C. J. Eur. Ceram. Soc. 2012, 32, 1635–1642. [Google Scholar] [CrossRef]
- Hui, Y.; Zhao, S.; Xu, J.; Zou, B.; Wang, Y.; Cai, X.; Zhu, L.; Cao, X. High-temperature corrosion behavior of zirconia ceramic in molten Na2SO4 + NaVO3 salt mixture. Ceram. Int. 2016, 42, 341–350. [Google Scholar] [CrossRef]
- Moy, C.K.S.; Cairney, J.; Ranzi, G.; Jahedi, M.; Ringer, S.P. Investigating the microstructure and composition of cold gas-dynamic spray (CGDS) Ti powder deposited on Al 6063 substrate. Surf. Coat. Technol. 2010, 204, 3739–3749. [Google Scholar] [CrossRef]
- Kuzmichew, A.; Tsybulski, L. Evaporators with induction heating and their applications. In Advances in Induction and Microwave Heating of Mineral and Organic Materials; Grundas, S., Ed.; IntechOpen: London, UK, 2011; pp. 269–302. [Google Scholar]
- Burlacov, I.; Jirkovský, J.; Kavan, L.; Ballhorn, R.; Heimann, R.B. Cold gas dynamic spraying (CGDS) of TiO2 (anatase) powders onto poly(sulfone) substrates: Microstructural characterisation and photocatalytic efficiency. J. Photochem. Photobiol. A Chem. 2007, 187, 285–292. [Google Scholar] [CrossRef]
- Wahl, G.; Metz, C.; Samoilenkov, S. Thermal barrier coatings. J. Phys. IV France 2001, 11, Pr3-835–Pr3-846. [Google Scholar] [CrossRef]
- Jiang, S.M.; Peng, X.; Bao, Z.B.; Liu, S.C.; Wang, Q.M.; Gong, J.; Sun, C. Preparation and hot corrosion behaviour of a MCrAlY + AlSiY composite coating. Corros. Sci. 2008, 50, 3213–3220. [Google Scholar] [CrossRef]
- ISO 3274:1996 Geometrical Product Specifications (GPS)–Surface Texture: Profile Method–Nominal Characteristics of Contact (Stylus) Instruments; International Organization for Standardization: Geneva, Switzerland, 1996.
- Afrasiabi, A.; Saremi, M.; Kobayashi, A. A comparative study on hot corrosion resistance of three types of thermal barrier coatings: YSZ, YSZ + Al2O3 and YSZ/Al2O3. Mater. Sci. Eng. A 2008, 478, 264–269. [Google Scholar] [CrossRef]
- Habibi, M.H.; Wang, L.; Liang, J.; Guo, S.M. An investigation on hot corrosion behavior of YSZ-Ta2O5 in Na2SO4 + V2O5 salt at 1100 °C. Corros. Sci. 2013, 75, 409–414. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Yajid, M.A.M.; Yusof, N.M.; Bakhsheshi-Rad, H.R.; Hamzah, E.; Nazoktabar, M. Investigation of three steps of hot corrosion process in Y2O3 stabilized ZrO2 coatings including nano zones. J. Rare Earths 2014, 32, 989–1002. [Google Scholar] [CrossRef]
- Mensch, A.; Thole, K.A.; Craven, B.A. Conjugate heat transfer measurements and predictions of a blade endwall with a thermal barrier coating. J. Turbomach. 2014, 136, 121003. [Google Scholar] [CrossRef]
- Ajay, A.; Raja, V.S.; Sivakumar, G.; Joshi, S.V. Hot corrosion behavior of solution precursor and atmospheric plasma sprayed thermal barrier coatings. Corros. Sci. 2015, 98, 271–279. [Google Scholar] [CrossRef]
- Mifune, N.; Harada, Y.; Doi, T.; Yamasaki, R. Hot-corrosion behavior of graded thermal barrier coatings formed by plasma-spraying process. J. Therm. Spray Technol. 2004, 13, 561–569. [Google Scholar] [CrossRef]
- Mobarra, R.; Jafari, A.H.; Karaminezhaad, M. Hot corrosion behavior of MCrAlY coatings on IN738LC. Surf. Coat. Technol. 2006, 201, 2202–2207. [Google Scholar] [CrossRef]
- Levi, C.G.; Vidal-Sétif, M.H.; Johnson, C.A.; Hutchinson, J.W. Environmental degradation of thermal-barrier coatings by molten deposits. MRS Bull. 2012, 37, 932–941. [Google Scholar] [CrossRef]
- Tsai, P.C.; Lee, J.H.; Hsu, C.S. Hot corrosion behavior of laser-glazed plasma-sprayed yttria-stabilized zirconia thermal barrier coatings in the presence of V2O5. Surf. Coat. Technol. 2007, 201, 5143–5147. [Google Scholar] [CrossRef]
- Li, S.; Liu, Z.G.; Ouyang, J.H. Growth of YbVO4 crystals evolved from hot corrosion reactions of Yb2Zr2O7 against V2O5 and Na2SO4 + V2O5. Appl. Surf. Sci. 2013, 276, 653–659. [Google Scholar] [CrossRef]
- Yugeswaran, S.; Kobayashi, A.; Ananthapadmanabhan, P.V. Hot corrosion behaviors of gas tunnel type plasma sprayed La2Zr2O7 thermal barrier coatings. J. Eur. Ceram. Soc. 2012, 32, 823–834. [Google Scholar] [CrossRef]
- Feuerstein, A.; Knapp, J.; Taylor, T.; Ashary, A.; Bolcavage, A.; Hitchman, N. Technical and economical aspects of current thermal barrier coating systems for gas turbine engines by thermal spray and EBPVD: A review. J. Therm. Spray Technol. 2008, 17, 199–213. [Google Scholar] [CrossRef]
- Ghasemi, R.; Shoja-Razavi, R.; Mozafarinia, R.; Jamali, H. The influence of laser treatment on thermal shock resistance of plasma-sprayed nanostructured yttria stabilized zirconia thermal barrier coatings. Ceram. Int. 2014, 40, 347–355. [Google Scholar] [CrossRef]
- Saremi, M.; Valefi, Z.; Abaeian, N. Hot corrosion, high temperature oxidation and thermal shock behavior of nanoagglomerated YSZ–alumina composite coatings produced by plasma spray method. Surf. Coat. Technol. 2013, 221, 133–141. [Google Scholar] [CrossRef]
- Kotlan, J.; Ctibor, P.; Pala, Z.; Homola, P.; Nehasil, V. Improving dielectric properties of plasma sprayed calcium titanate (CaTiO3) coatings by thermal annealing. Ceram. Int. 2014, 40, 13049–13055. [Google Scholar] [CrossRef]
- Mohan, P. Environmental Degradation of Oxidation Resistant and Thermal Barrier Coatings for Fuel-Flexible Gas Turbine Applications. Ph.D. Thesis, University of Central Florida, Orlando, FL, USA, May 2010. [Google Scholar]
- Liu, H.F.; Xiong, X.; Li, X.B.; Wang, Y.L. Hot corrosion behavior of Sc2O3–Y2O3–ZrO2 thermal barrier coatings in presence of Na2SO4 + V2O5 molten salt. Corros. Sci. 2014, 85, 87–93. [Google Scholar] [CrossRef]
- Wang, X.; Guo, L.; Peng, H.; Zheng, L.; Guo, H.; Gong, S. Hot-corrosion behavior of a La2Ce2O7/YSZ thermal barrier coating exposed to Na2SO4 + V2O5 or V2O5 salt at 900 °C. Ceram. Int. 2015, 41, 6604–6609. [Google Scholar] [CrossRef]
- Xu, Z.; He, L.; Mu, R.; He, S.; Huang, G.; Cao, X. Hot corrosion behavior of rare earth zirconates and yttria partially stabilized zirconia thermal barrier coatings. Surf. Coat. Technol. 2010, 204, 3652–3661. [Google Scholar] [CrossRef]
- Gavendová, P.; Čížek, J.; Čupera, J.; Hasegawa, M.; Dlouhý, I. Microstructure modification of CGDS and HVOF sprayed CoNiCrAlY bond coat remelted by electron beam. Procedia Mater. Sci. 2016, 12, 89–94. [Google Scholar] [CrossRef]
- Khanna, A.S.; Rathod, W.S. Development of CoNiCrAlY oxidation resistant hard coatings using high velocity oxy fuel and cold spray techniques. Int. J. Refract. Met. Hard Mater. 2015, 49, 374–382. [Google Scholar] [CrossRef]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).