Laser Surface Blasting of Granite Stones Using a Laser Scanning System

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
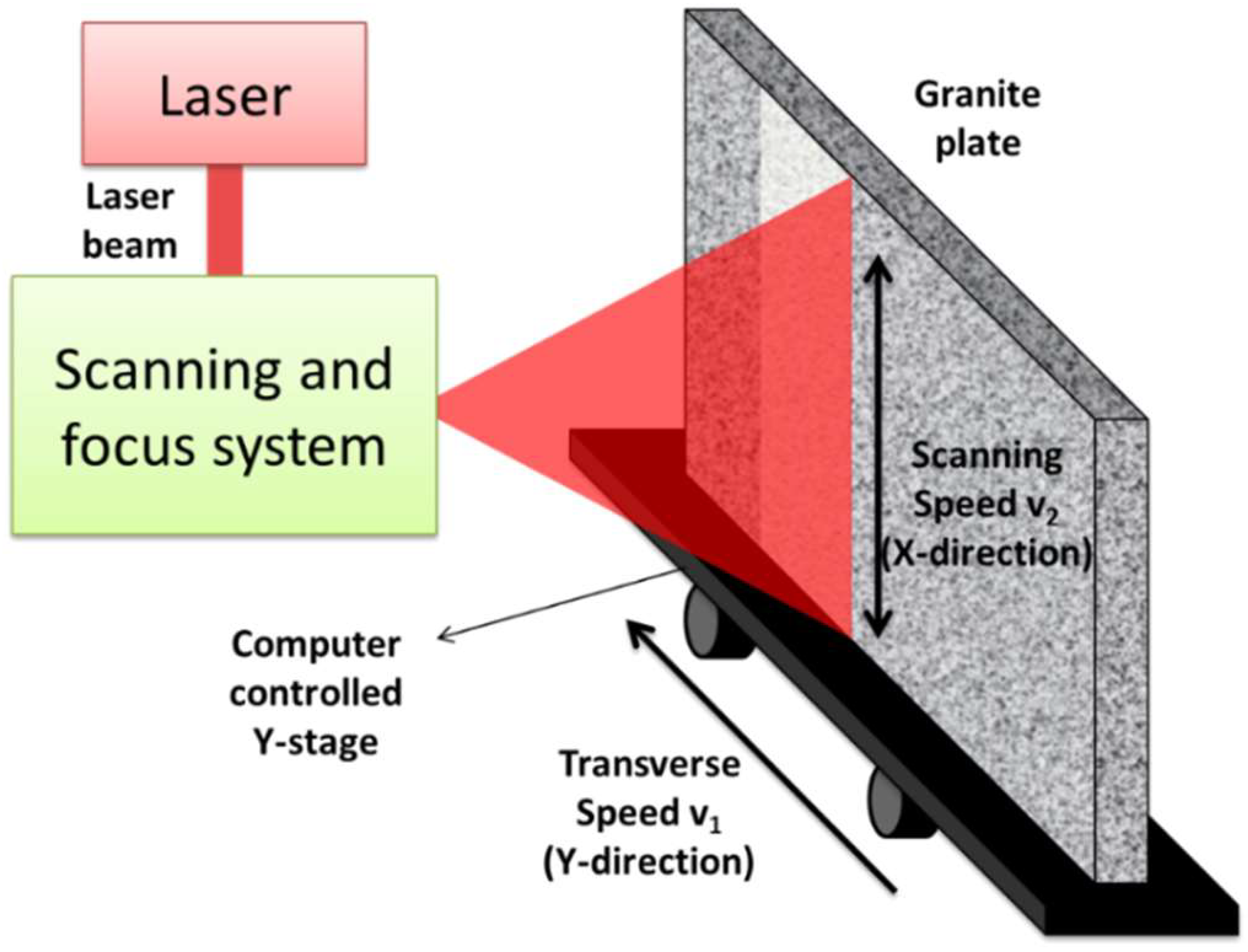
2.2. Experimental Procedures
2.3. Sample Characterization
3. Results
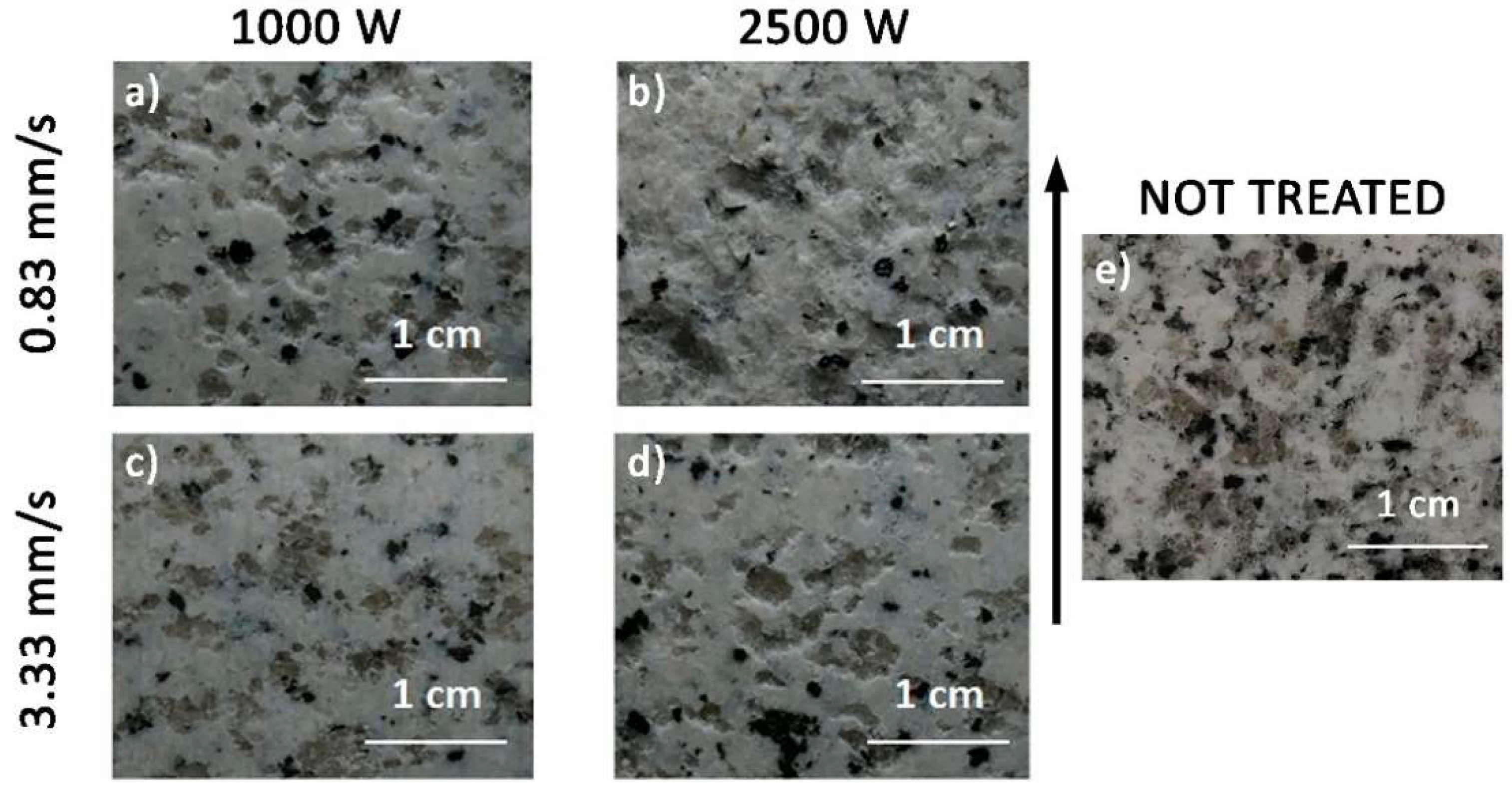
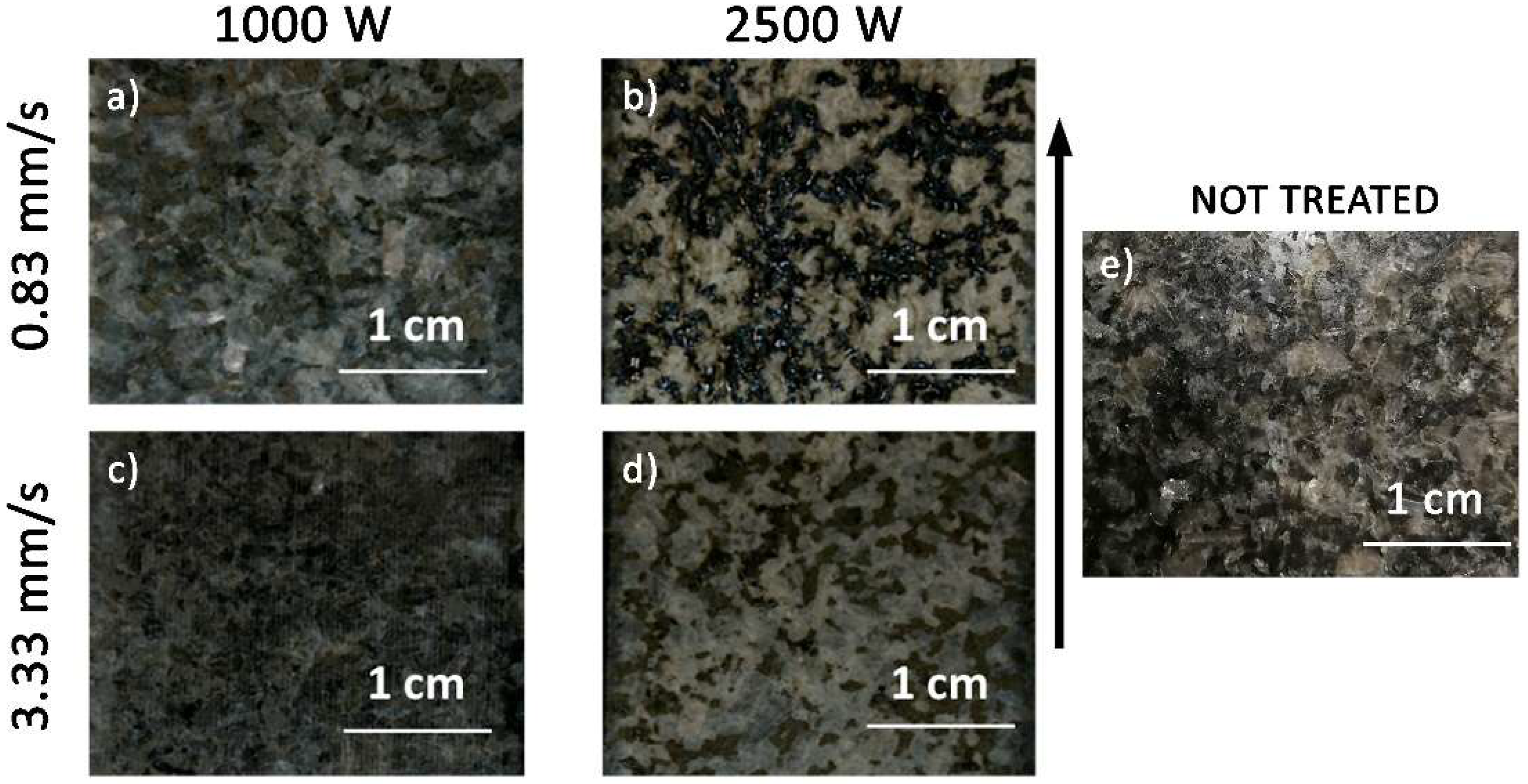
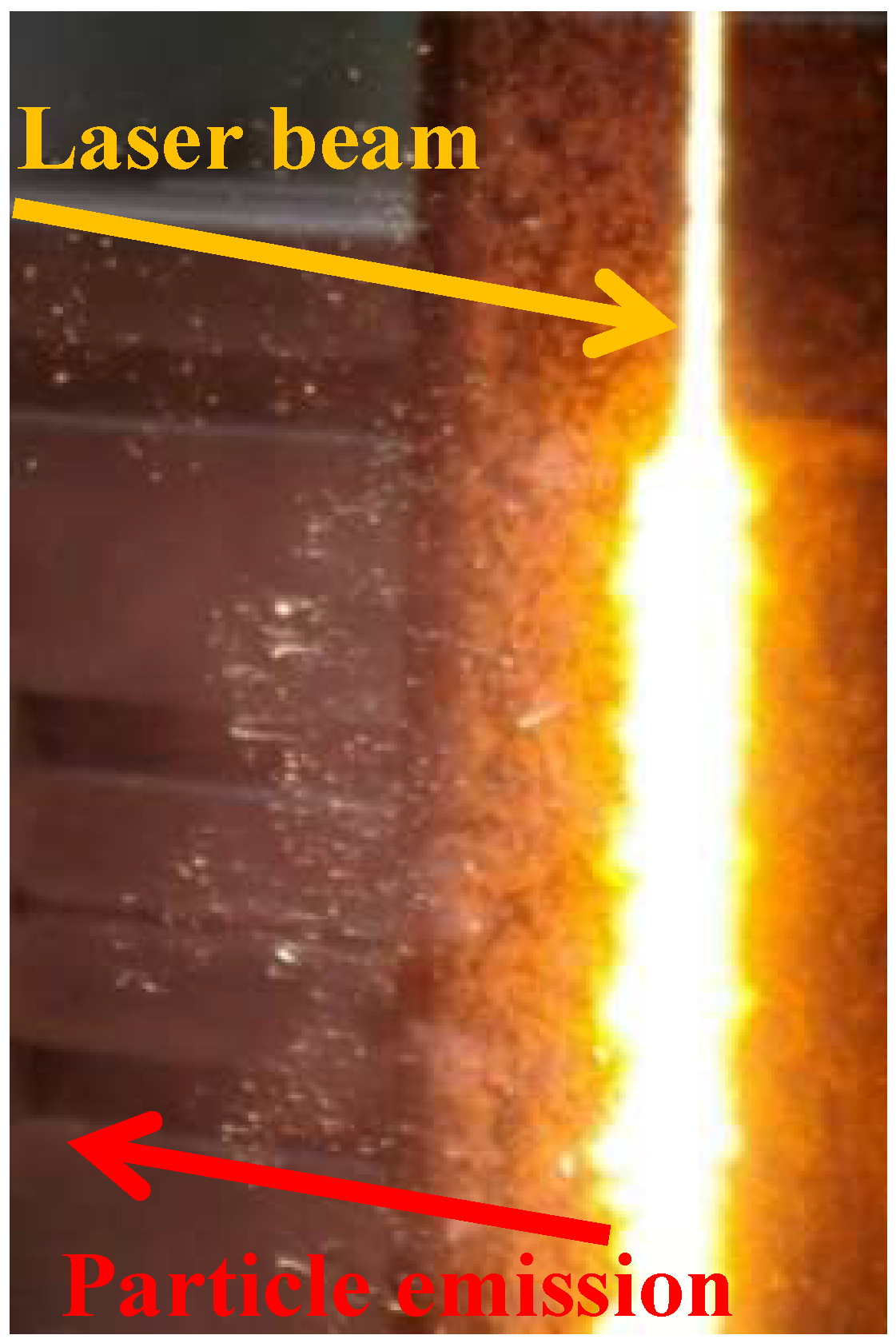
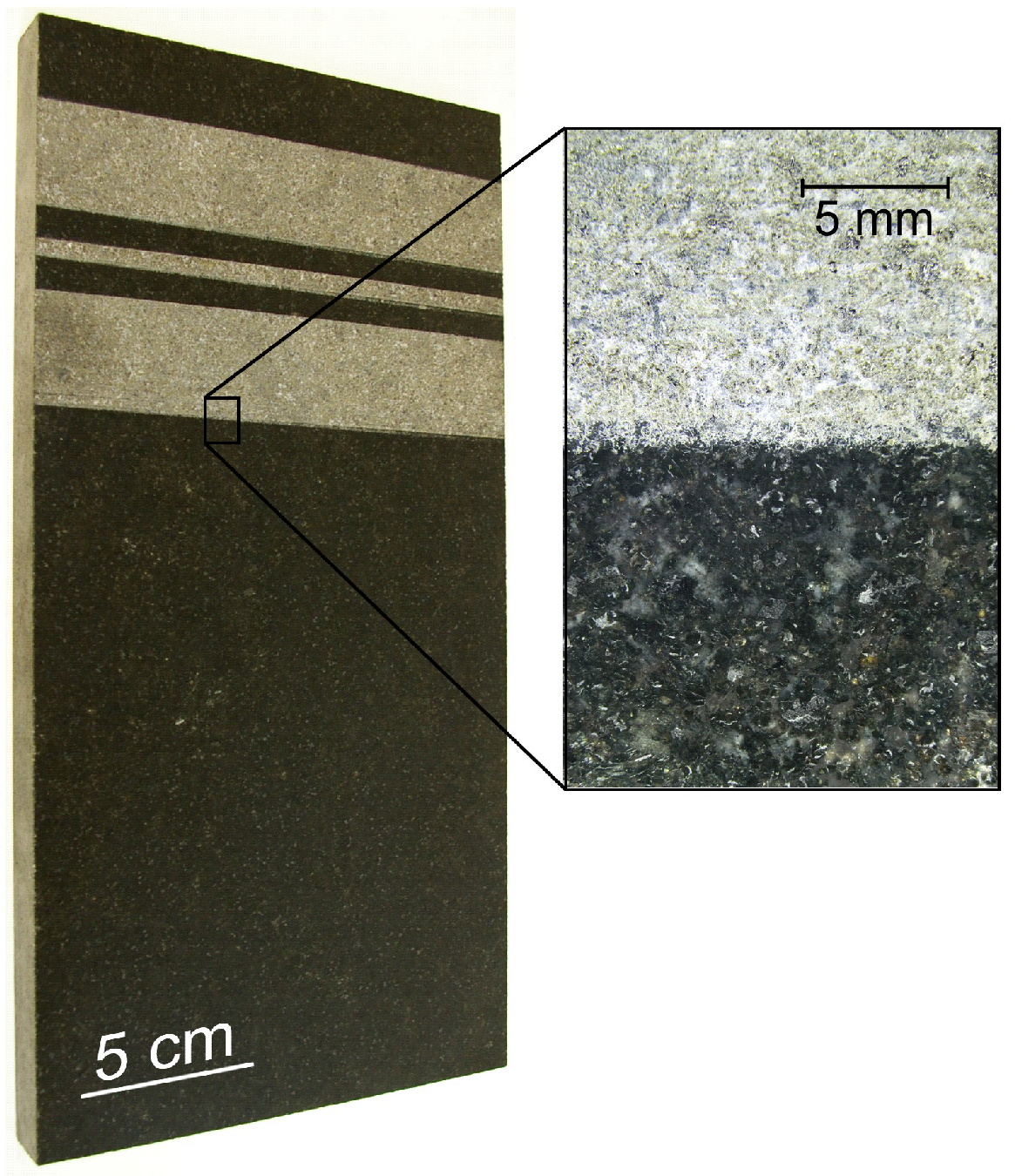
3.1. Processing Results
3.2. Roughness Results
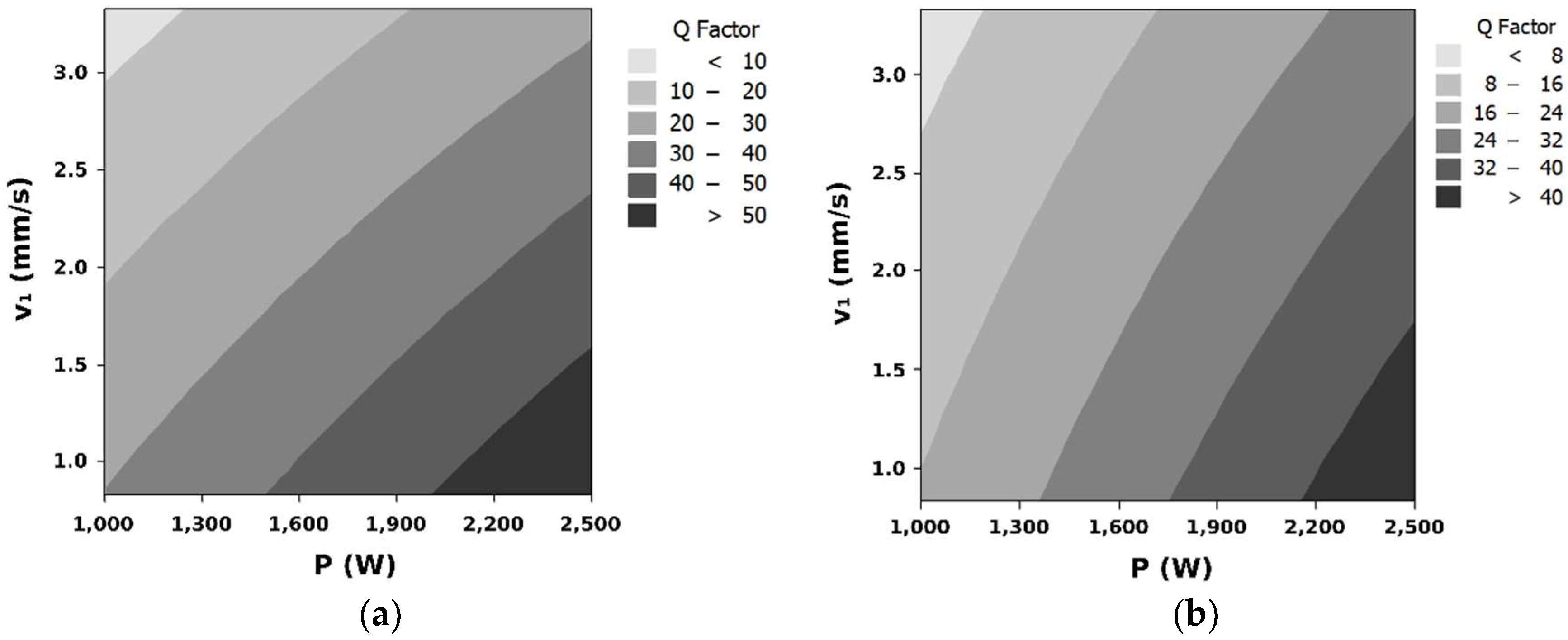
3.3. Quality Factor
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Blatt, H.; Tracy, R.; Owens, B. Petrology: Igneous, Sedimentary, and Metamorphic, 3rd ed.; W. H. Freeman: New York, NY, USA, 2005. [Google Scholar]
- Goodman, R.E. Introduction to Rock Mechanics, 2nd ed.; Wiley: New York, NY, USA, 1989. [Google Scholar]
- United Nations Comtrade Database. Available online: https://comtrade.un.org/ (accessed on 3 December 2018).
- Taylor, H.A. Compendium of World Dimension Stone Data; Marble Institute of America: Oberlin, OH, USA, 2010. [Google Scholar]
- Wignarajah, S. New horizons for high power lasers: Applications in civil engineering. In High-Power Lasers in Civil Engineering and Architecture, Proceedings of International Forum on Advanced High Power Lasers & Applications (AHPLA), Osaka, Japan, 1–5 November 1999; Nakai, S., Hackel, L.A., Solomon, W.C., Eds.; SPIE: Bellingham, WA, USA, 2000; pp. 34–44. [Google Scholar] [CrossRef]
- Dowden, J.; Lazizi, A.; Johnston, E.; Nicolas, S. A thermoelastic analysis of the laser scabbling of concrete. J. Laser Appl. 2001, 13, 159–166. [Google Scholar] [CrossRef]
- Lobo, L.M.; Williams, K.; Johnson, E.P.; Spencer, J.T. Particle size analysis of material removed during CO2 laser scabbling of concrete for filtration design. J. Laser Appl. 2002, 14, 17–23. [Google Scholar] [CrossRef]
- Peach, B.; Petkovski, M.; Blackburn, J.; Engelberg, D.L. An experimental investigation of laser scabbling of concrete. Constr. Build. Mater. 2015, 89, 76–89. [Google Scholar] [CrossRef]
- Kosyrev, F.K.; Rodin, A.V. Laser destruction and treatment of rocks. In ALT ’01 International Conference on Advanced Laser Technologies, Proceedings of Advanced Laser Technologies (ALT ’01), Constanta, Romania, 11–14 September 2001; Dumitras, D.C., Dinescu, M., Konov, V.I., Eds.; SPIE: Bellingham, WA, USA, 2002; pp. 166–171. [Google Scholar] [CrossRef]
- Hauptmann, J.; Wiedemann, G. Laser microstructuring of polished floor tiles. Key Eng. Mater. 2003, 250, 262–267. [Google Scholar] [CrossRef]
- Panzner, M.; Lenk, A.; Wiedemann, G.; Hauptmann, J.; Weiss, H.J.; Ruemenapp, T.; Morgenthal, L.; Beyer, E. Laser processing of siliceous materials. In High-Power Laser Ablation III, Proceedings of High-Power Laser Ablation, Santa Fe, NM, USA, 24–28 April 2000; Phipps, C.R., Ed.; SPIE: Bellingham, WA, USA, 2000; pp. 621–634. [Google Scholar] [CrossRef]
- Pou, J.; Trillo, C.; Soto, R.; Doval, A.F.; Boutinguiza, M.; Lusquiños, F.; Quintero, F.; Pérez-Amor, M. Laser blasting—A new method for surface treatment of dimension stones. Key Eng. Mater. 2003, 250, 247–252. [Google Scholar] [CrossRef]
- Pou, J.; Trillo, C.; Soto, R.; Doval, A.F.; Boutinguiza, M.; Lusquiños, F.; Quintero, F.; Pérez-Amor, M. Surface treatment of granite by high power diode laser. J. Laser Appl. 2003, 15, 261–266. [Google Scholar] [CrossRef]
- Bukatyj, V.I.; Perfil’ev, V.O. Effect of laser radiation on granite and marble. Fiz. Khim. Obrab. Mater. 2000, 4, 39–42. [Google Scholar]
- Breaban, F.; Coutouly, J.F.; Braud, F.; Deprez, P. Nd:YAG laser beam-material interactions for marking and engraving: Application to alumina and granite. Lasers Eng. 2015, 30, 1–13. [Google Scholar]
- Guedes Valente, L.C.; Pérez, M.A.A.; Gouvêa, P.M.P.; Martelli, C.; De Avillez, R.R.; Braga, A.M.B. Energy efficiency of drilling granite and travertine with a CO2 laser and 980 nm diode laser. Appl. Phys. Mater. Sci. Process. 2013, 110, 639–642. [Google Scholar] [CrossRef]
- Riveiro, A.; Mejías, A.; Soto, R.; Quintero, F.; Del Val, J.; Boutinguiza, M.; Lusquiños, F.; Pardo, J.; Pou, J. CO2 laser cutting of natural Granite. Opt. Laser Technol. 2016, 76, 19–28. [Google Scholar] [CrossRef]
- Kobayashi, T.; Nakamura, M.; Kubo, S.; Ichikawa, M. Drilling a hole in granite submerged in water by use of CO2 laser. J. Pet. Technol. 2010, 62, 48–51. [Google Scholar] [CrossRef]
- Lusquiños, F.; Conde, J.C.; Bonss, S.; Riveiro, A.; Quintero, F.; Comesaña, R.; Pou, J. Theoretical and experimental analysis of high power diode laser (HPDL) hardening of AISI 1045 steel. Appl. Surf. Sci. 2007, 254, 948–954. [Google Scholar] [CrossRef]
- Nogueiras, M.; Penide, J.; Comesaña, R.; Del Val, J.; Quintero, F.; Boutinguiza, M.; Lusquiños, F.; Pou, J. Feasibility study of wide band laser surface treatment. Phys. Procedia 2013, 41, 356–361. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; Wiley: New York, NY, USA, 2012. [Google Scholar]
- ISO 4288:1996 Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; International Organization for Standardization: Geneva, Switzerland, 1996.
- Xu, Z.; Reed, C.B.; Konercki, G.; Parker, R.A.; Gahan, B.C.; Batarseh, S.; Graves, R.M.; Figueroa, H.; Skinner, N. Specific energy for pulsed laser rock drilling. J. Laser Appl. 2003, 15, 25–30. [Google Scholar] [CrossRef]
- Eagar, T.W.; Tsai, N.S. Temperature fields produced by traveling distributed heat sources. Weld. J. 1983, 62, 346–355. [Google Scholar]
- Callister, W.D.; Rethwisch, D.G. Materials Science and Engineering: An Introduction, 8th ed.; Wiley: New York, NY, USA, 2011. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power, P (W) | Transverse Speed, v1 (mm/s) | Scanning Speed, v2 (mm/s) | |||
|---|---|---|---|---|---|
| − | + | − | + | − | + |
| 1000 | 2500 | 0.83 | 3.33 | 100,000 | 200,000 |
| Parameters | Possible Values | ||
|---|---|---|---|
| High | Intermediate | Low | |
| Blast (X0) | 1 | 0.5 | 0.1 |
| Melting (X1) | 0.1 | 0.5 | 1 |
| Processing speed (X2) | 1 | 0.5 | 0.1 |
| Processing power (X3) | 1 | 0.5 | 0.1 |
| Residues (X4) | 0.1 | 0.5 | 1 |
| Removed material (X5) | 0.1 | 0.5 | 1 |
| Roughness (X6) | 1 | 0.5 | 0.1 |
| Appearance (X7) | 1 | 0.5 | 0.1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Penide, J.; del Val, J.; Riveiro, A.; Soto, R.; Comesaña, R.; Quintero, F.; Boutinguiza, M.; Lusquiños, F.; Pou, J. Laser Surface Blasting of Granite Stones Using a Laser Scanning System. Coatings 2019, 9, 131. https://doi.org/10.3390/coatings9020131
Penide J, del Val J, Riveiro A, Soto R, Comesaña R, Quintero F, Boutinguiza M, Lusquiños F, Pou J. Laser Surface Blasting of Granite Stones Using a Laser Scanning System. Coatings. 2019; 9(2):131. https://doi.org/10.3390/coatings9020131
Chicago/Turabian StylePenide, Joaquín, Jesús del Val, Antonio Riveiro, Ramón Soto, Rafael Comesaña, Félix Quintero, Mohamed Boutinguiza, Fernando Lusquiños, and Juan Pou. 2019. "Laser Surface Blasting of Granite Stones Using a Laser Scanning System" Coatings 9, no. 2: 131. https://doi.org/10.3390/coatings9020131
APA StylePenide, J., del Val, J., Riveiro, A., Soto, R., Comesaña, R., Quintero, F., Boutinguiza, M., Lusquiños, F., & Pou, J. (2019). Laser Surface Blasting of Granite Stones Using a Laser Scanning System. Coatings, 9(2), 131. https://doi.org/10.3390/coatings9020131