Preparation of Intumescent Fire Protective Coating for Fire Rated Timber Door





Abstract
1. Introduction
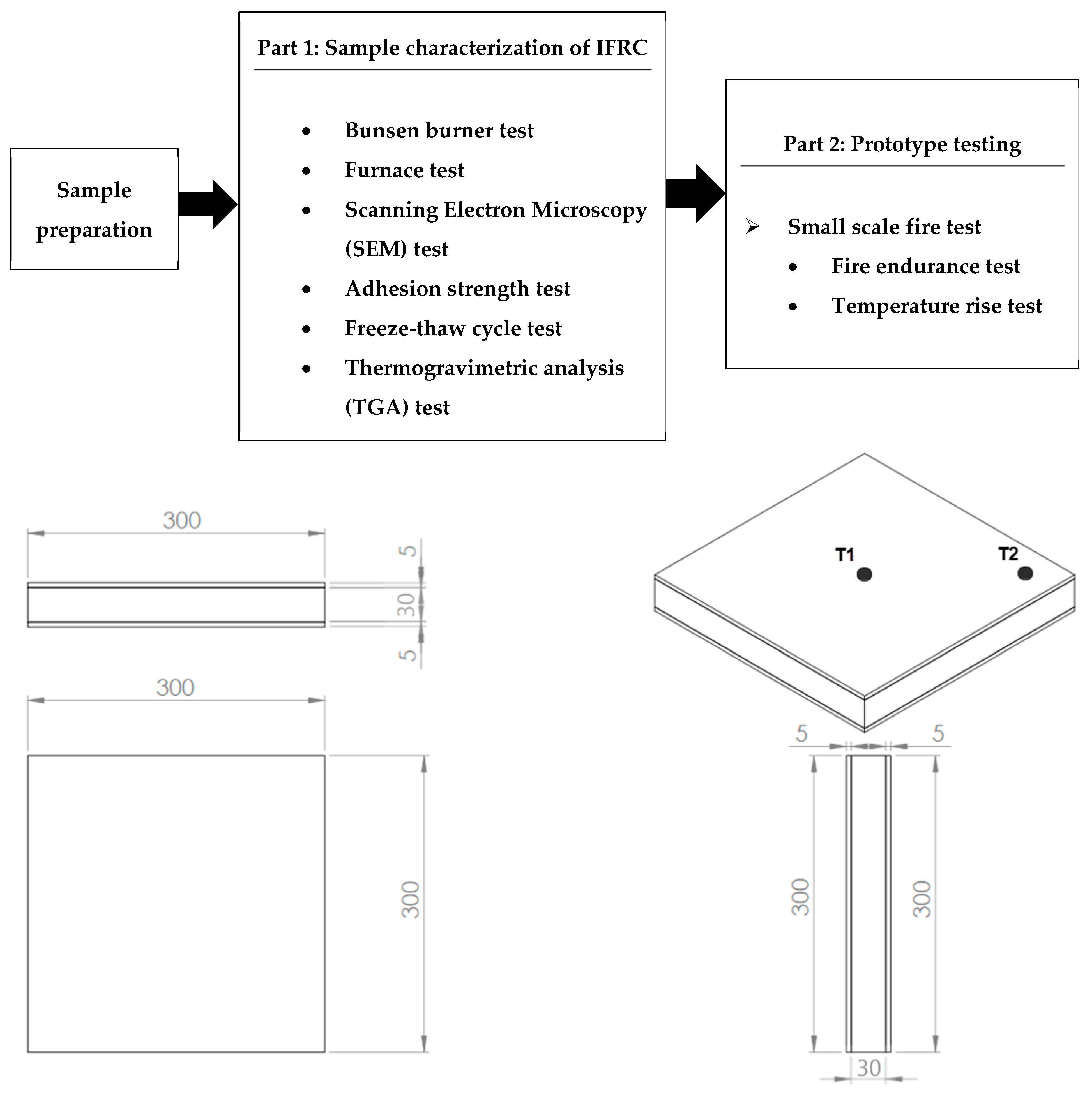
2. Experimental Program
2.1. Materials and Sample Preparation
2.2. Testing for Coated Samples
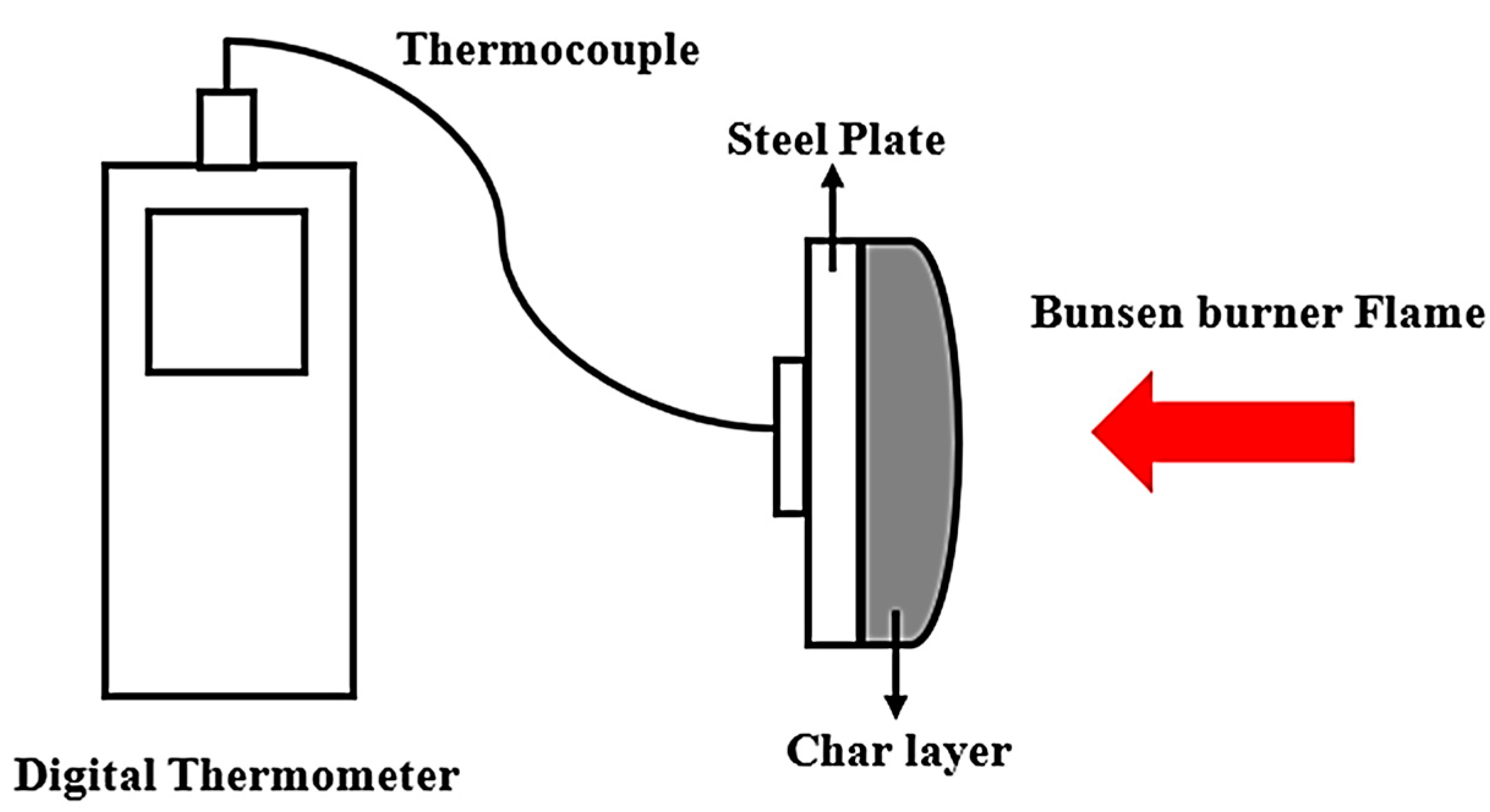
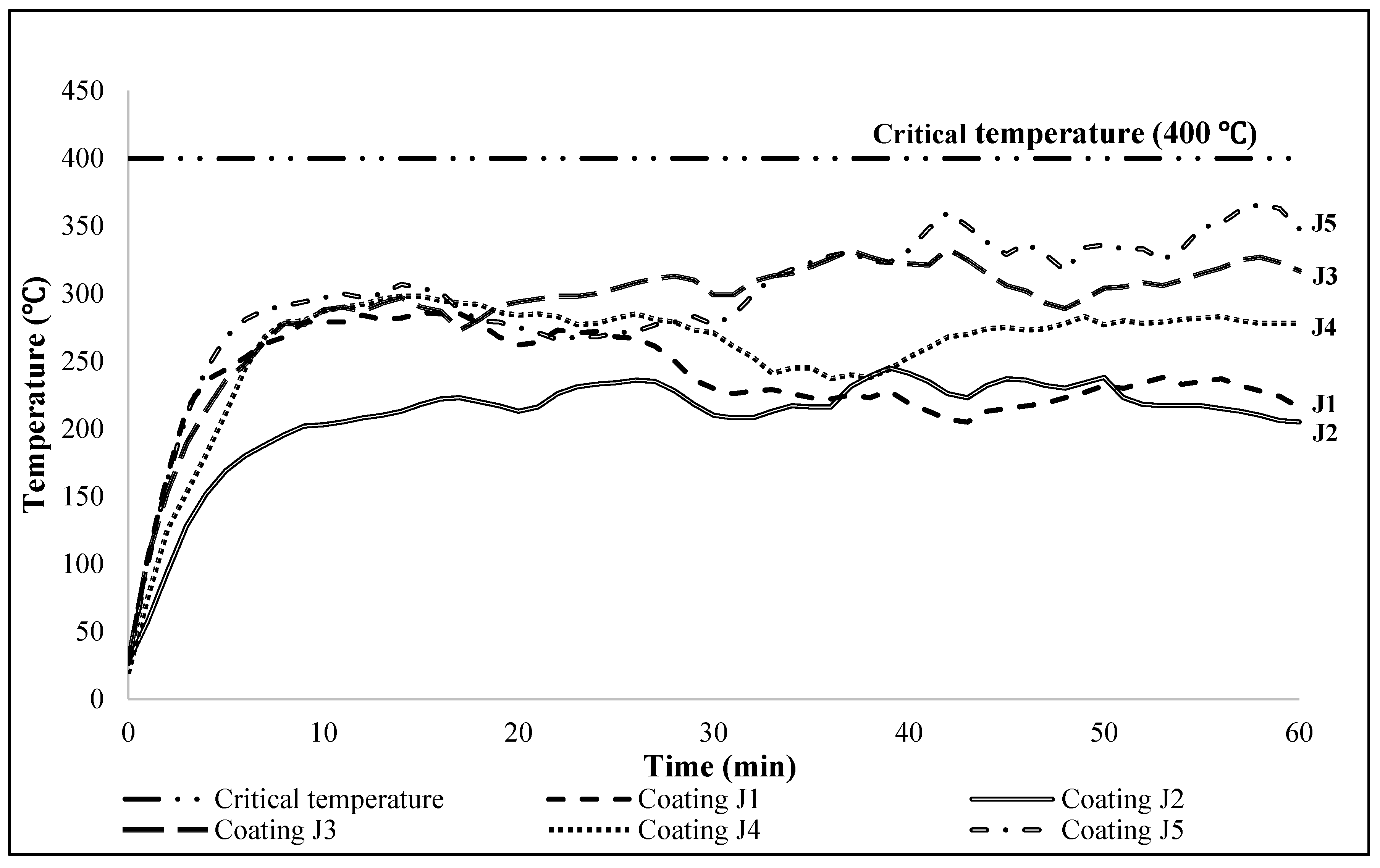
2.2.1. Bunsen Burner Test
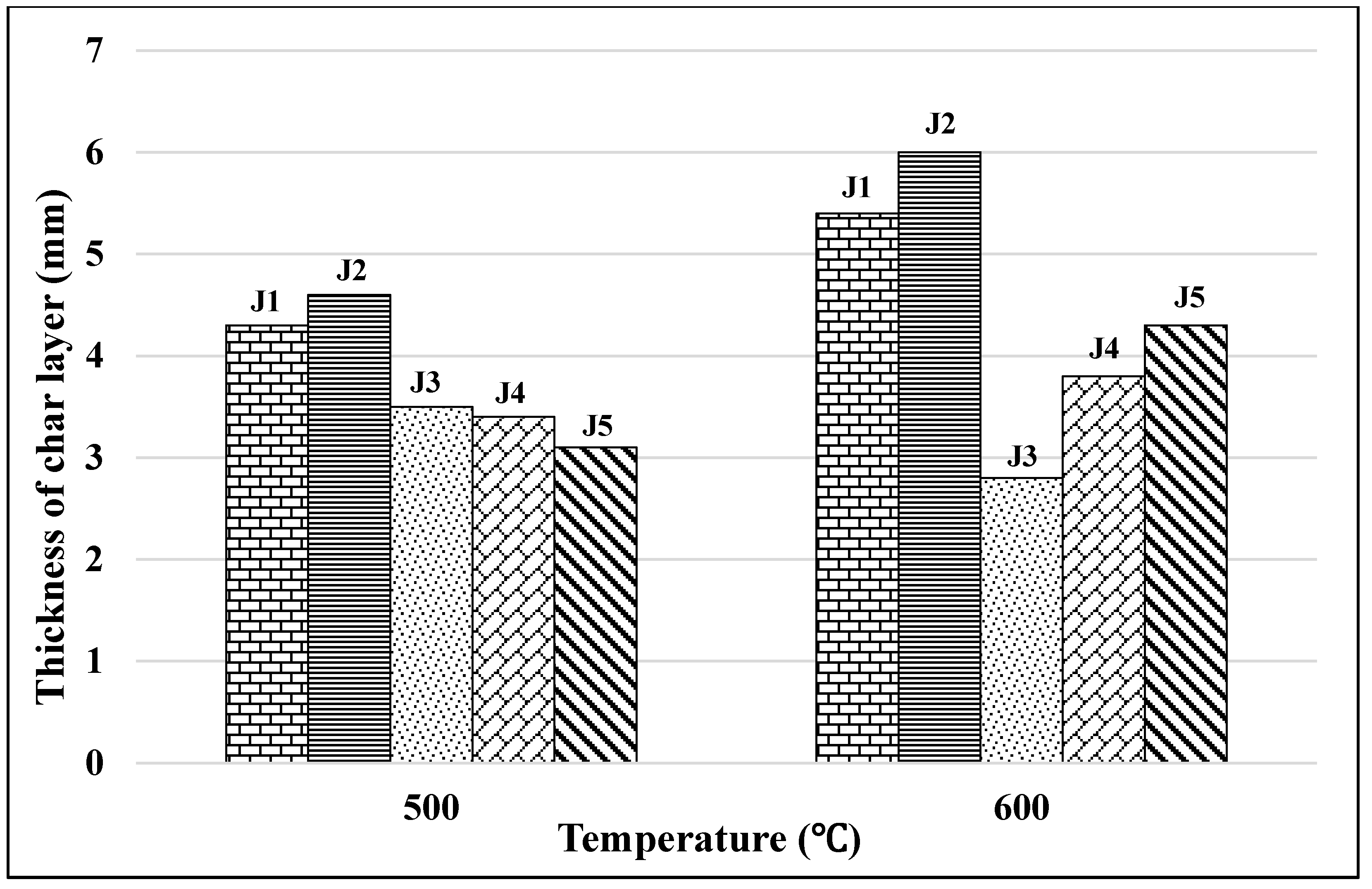
2.2.2. Furnace Test
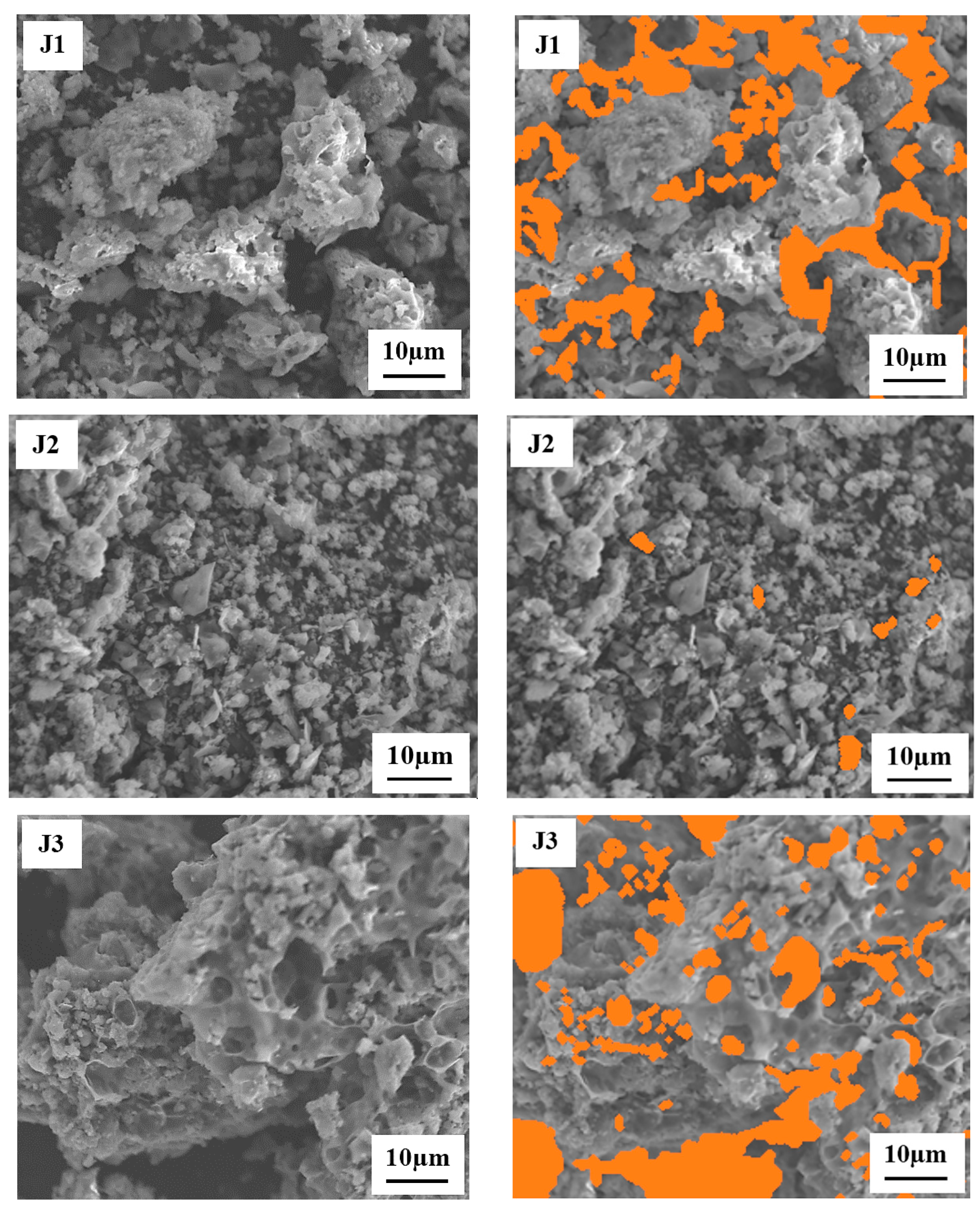
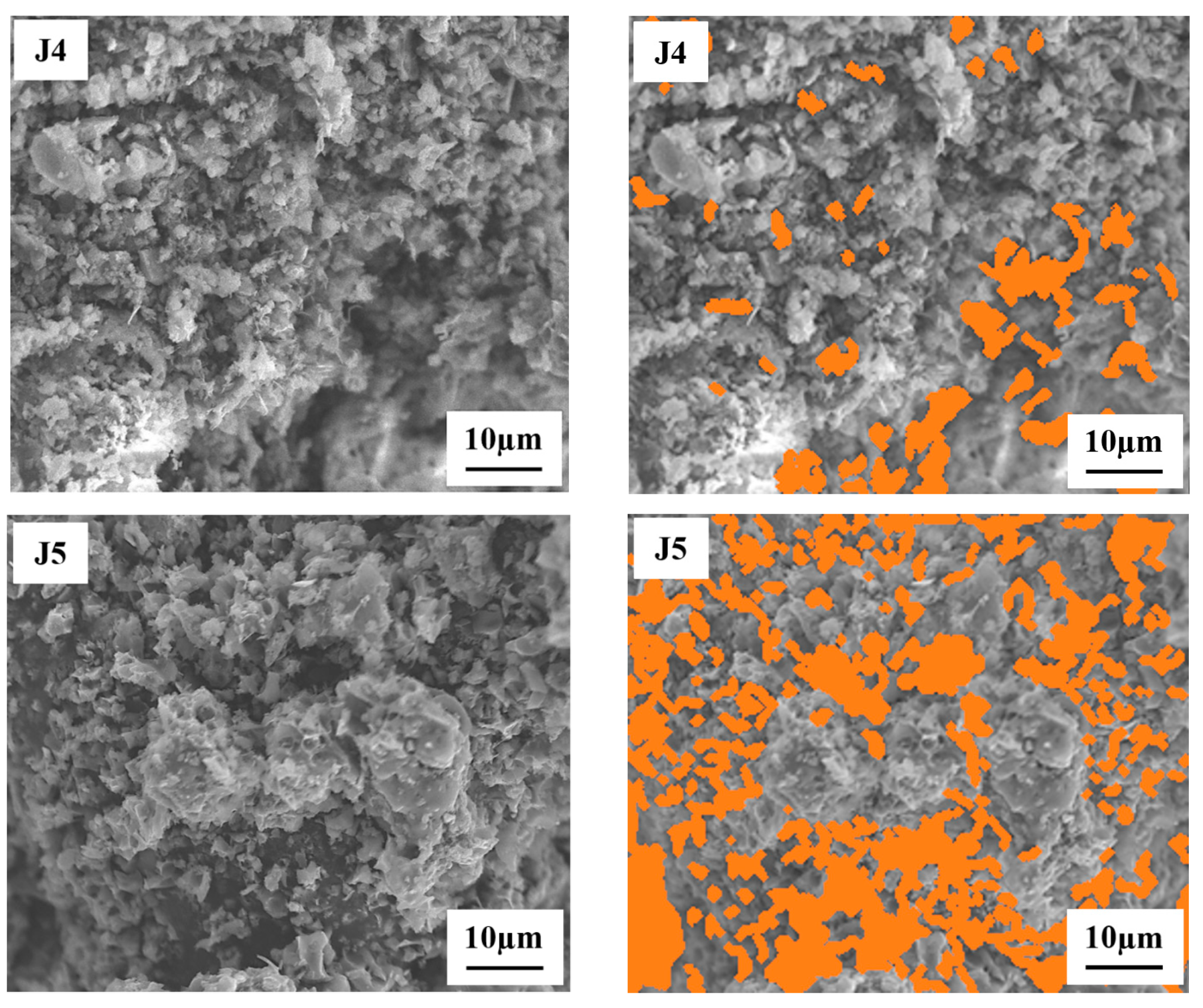
2.2.3. Scanning Electron Microscopy (SEM) Analysis
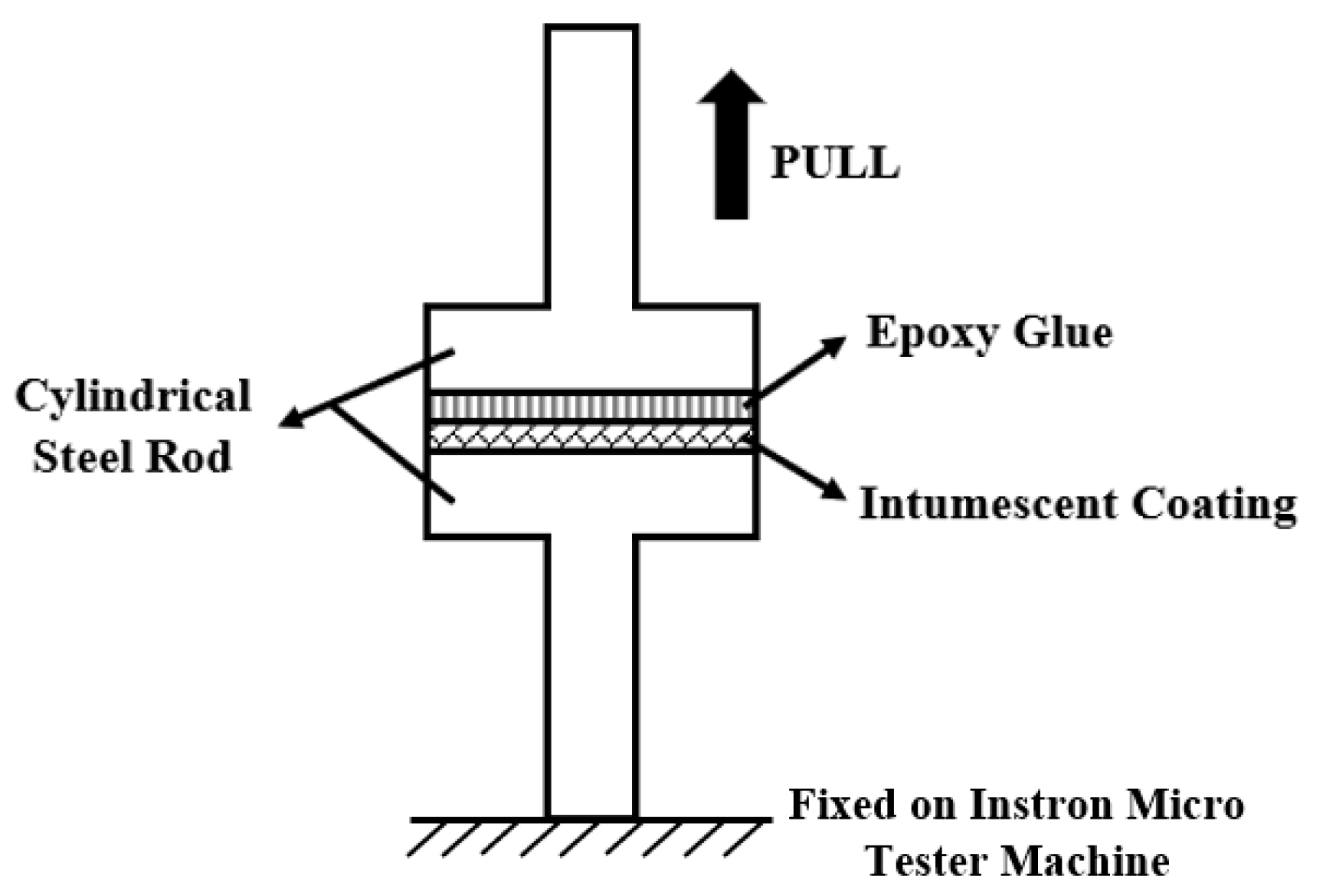
2.2.4. Adhesion Strength Test
2.2.5. Freeze-Thaw Cycle Test
2.2.6. Thermogravimetric Analysis (TGA) Test
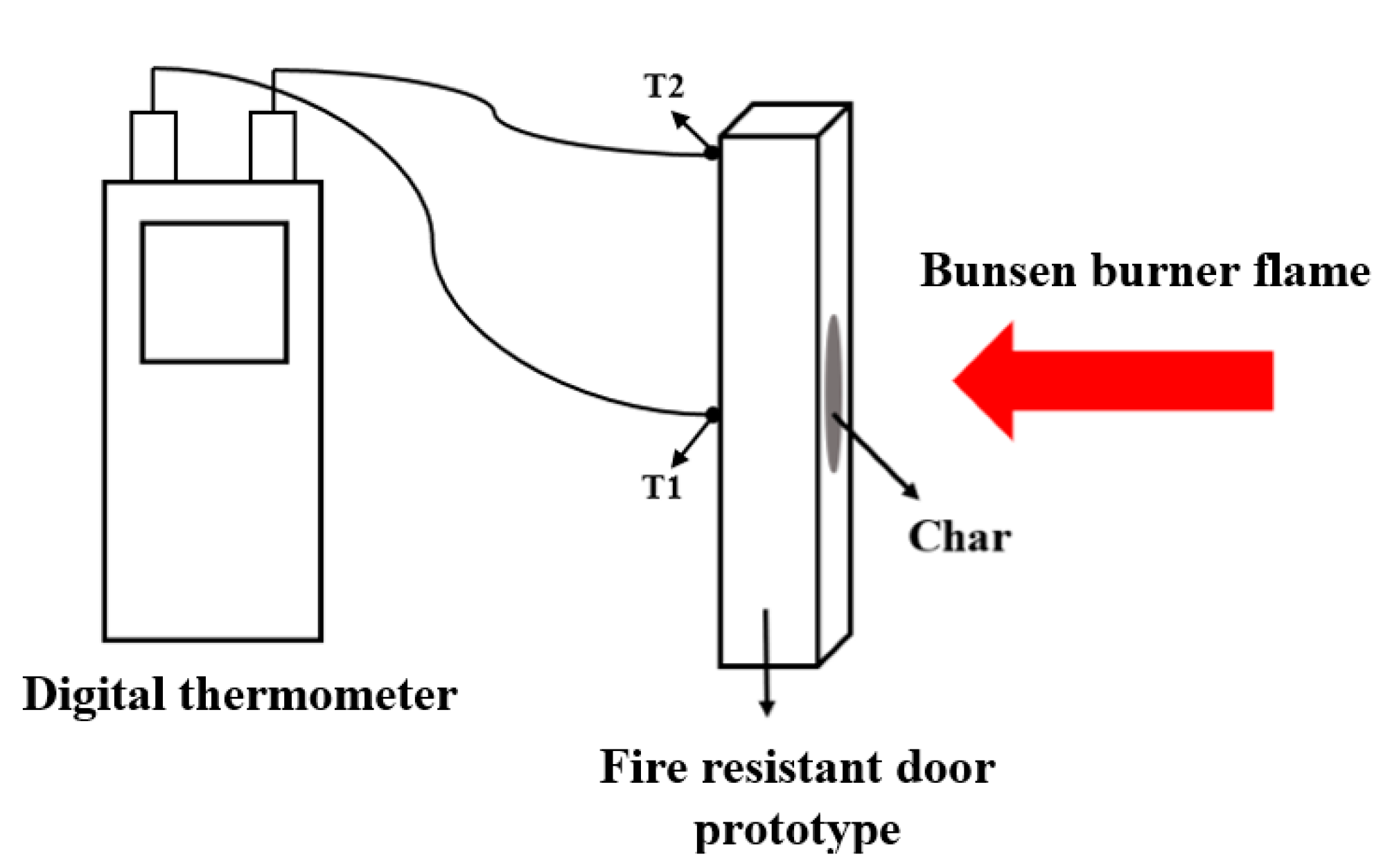
2.2.7. Testing for Fire Resistant Timber Door Prototype
3. Experimental Results and Discussion on Findings
3.1. Bunsen Burner Test
3.2. Furnace Test
3.3. Surface Morphology of Char Layer of Coated Samples
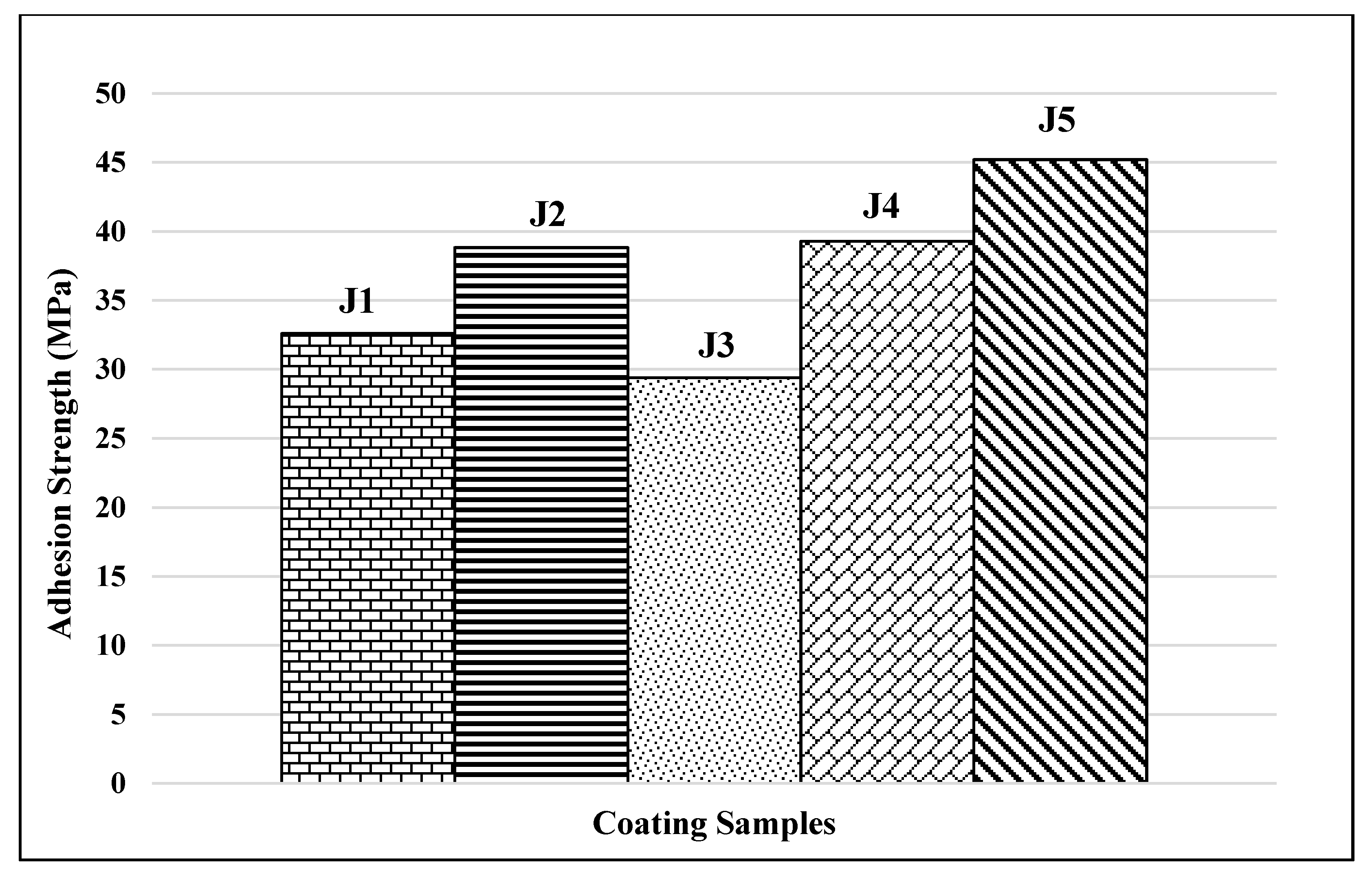
3.4. Adhesion Strength of Coated Samples
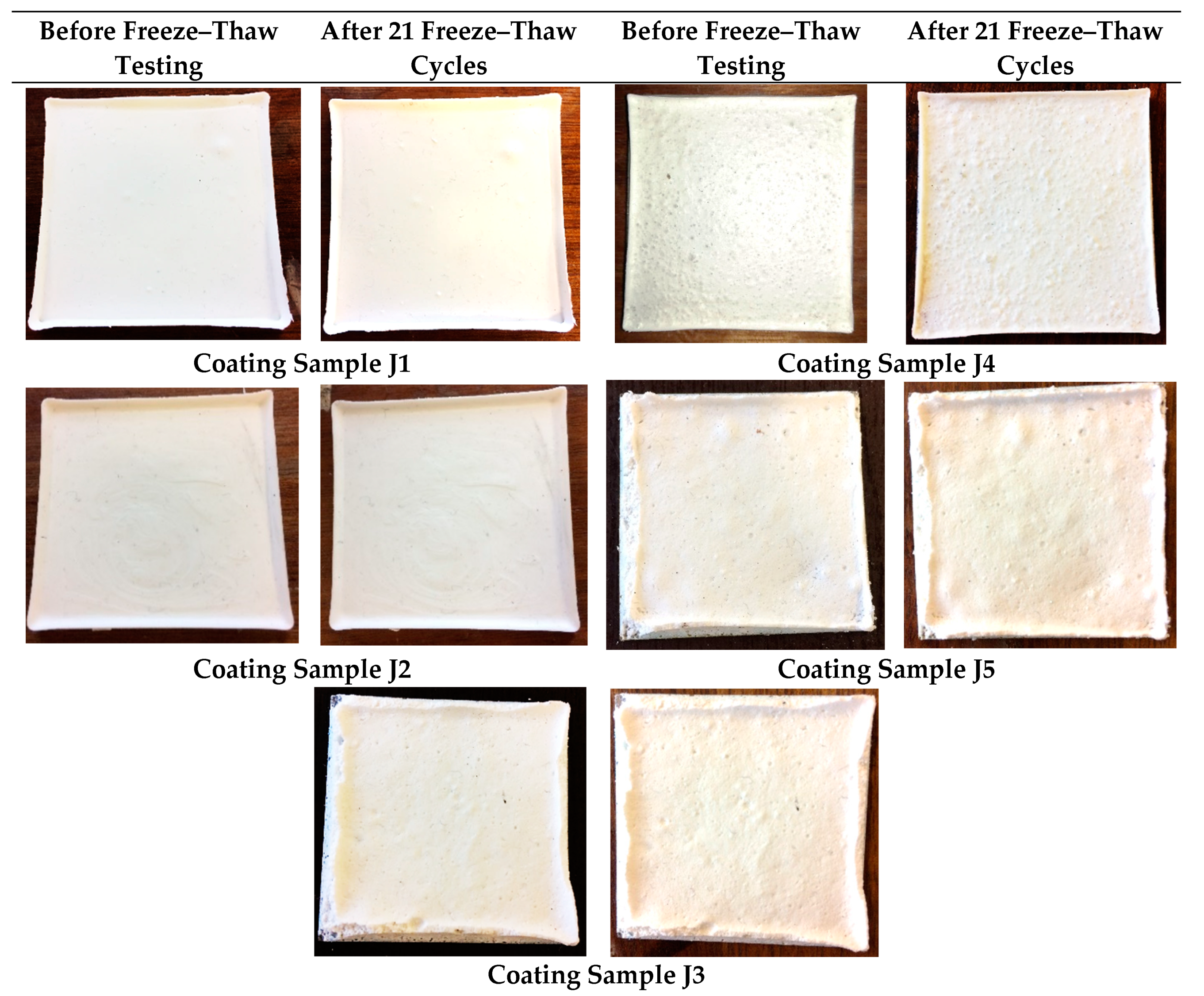
3.5. Freeze-Thaw Cycle Test
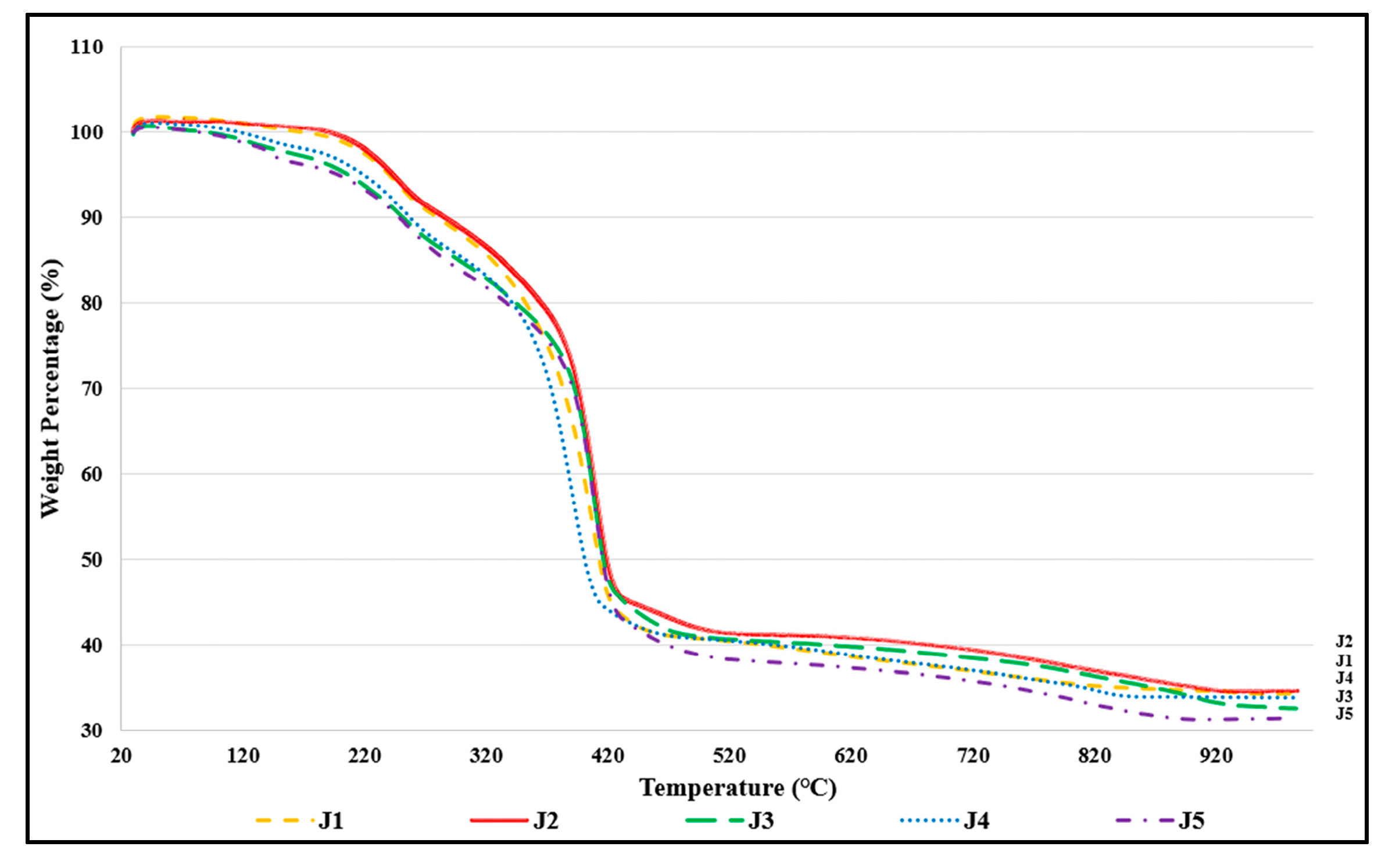
3.6. Thermogravimetric Analysis (TGA) Test
3.7. Testing for Fire-Resistant Timber Door Prototypes
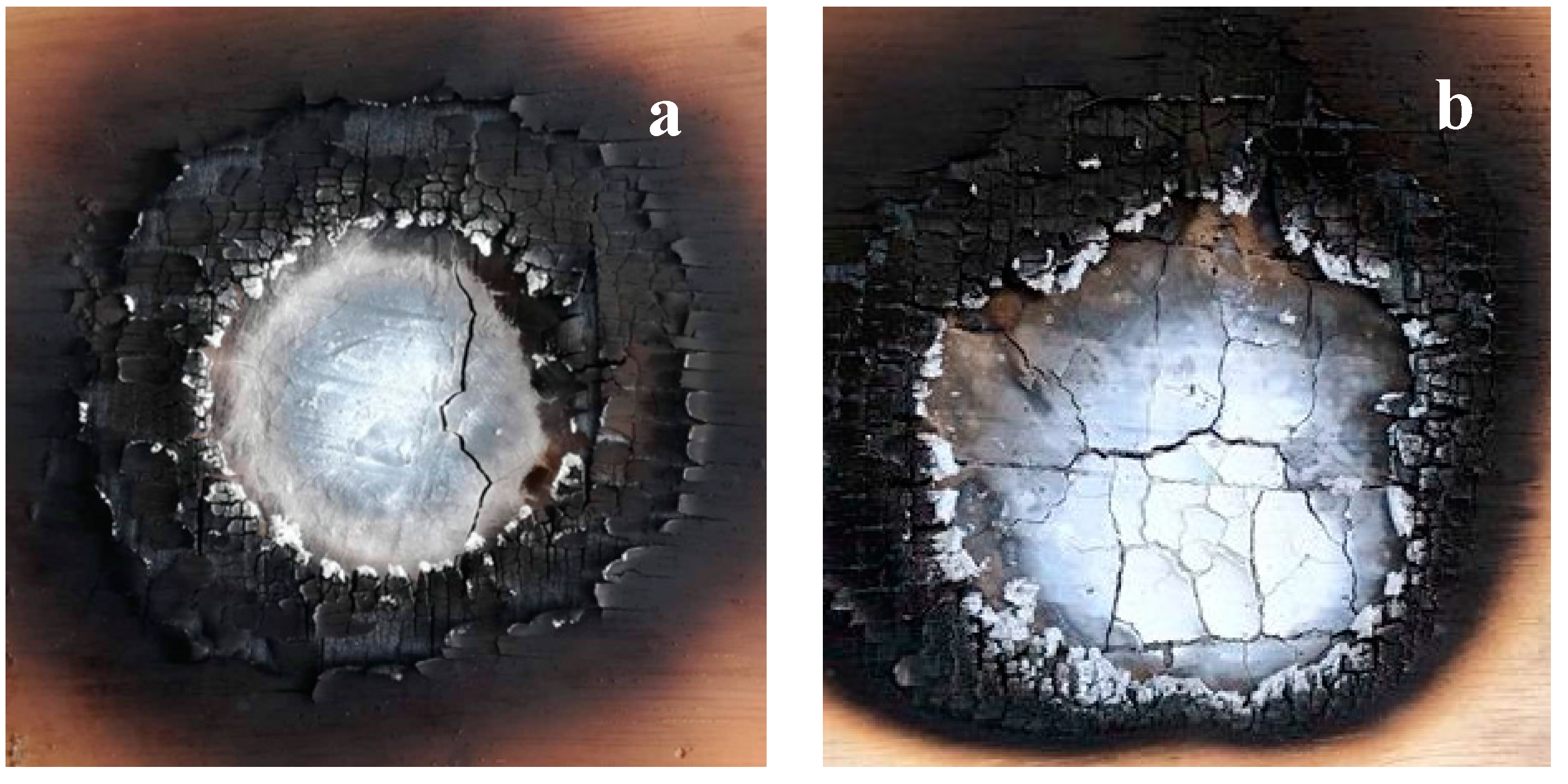
3.7.1. Small Scale Fire Test
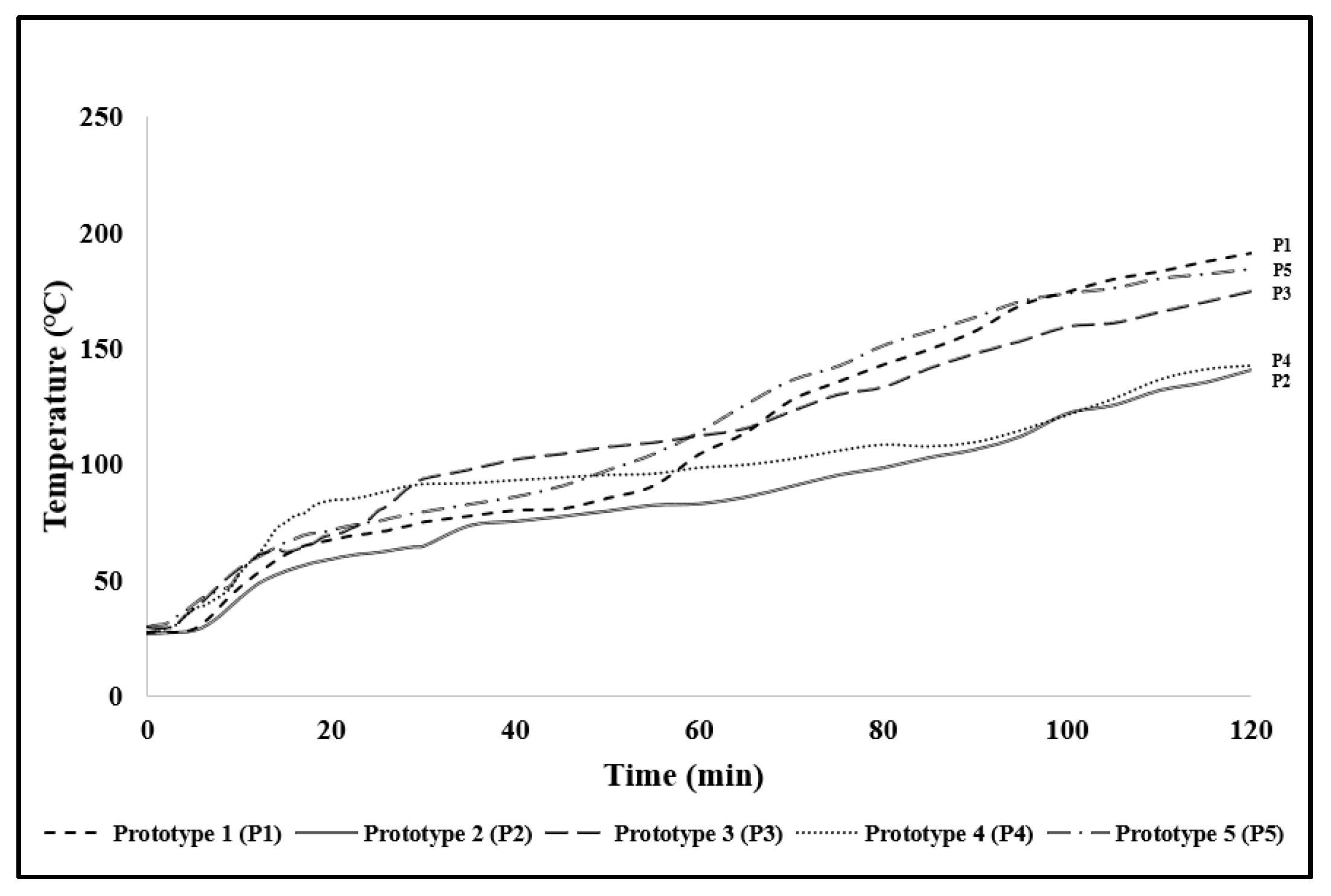
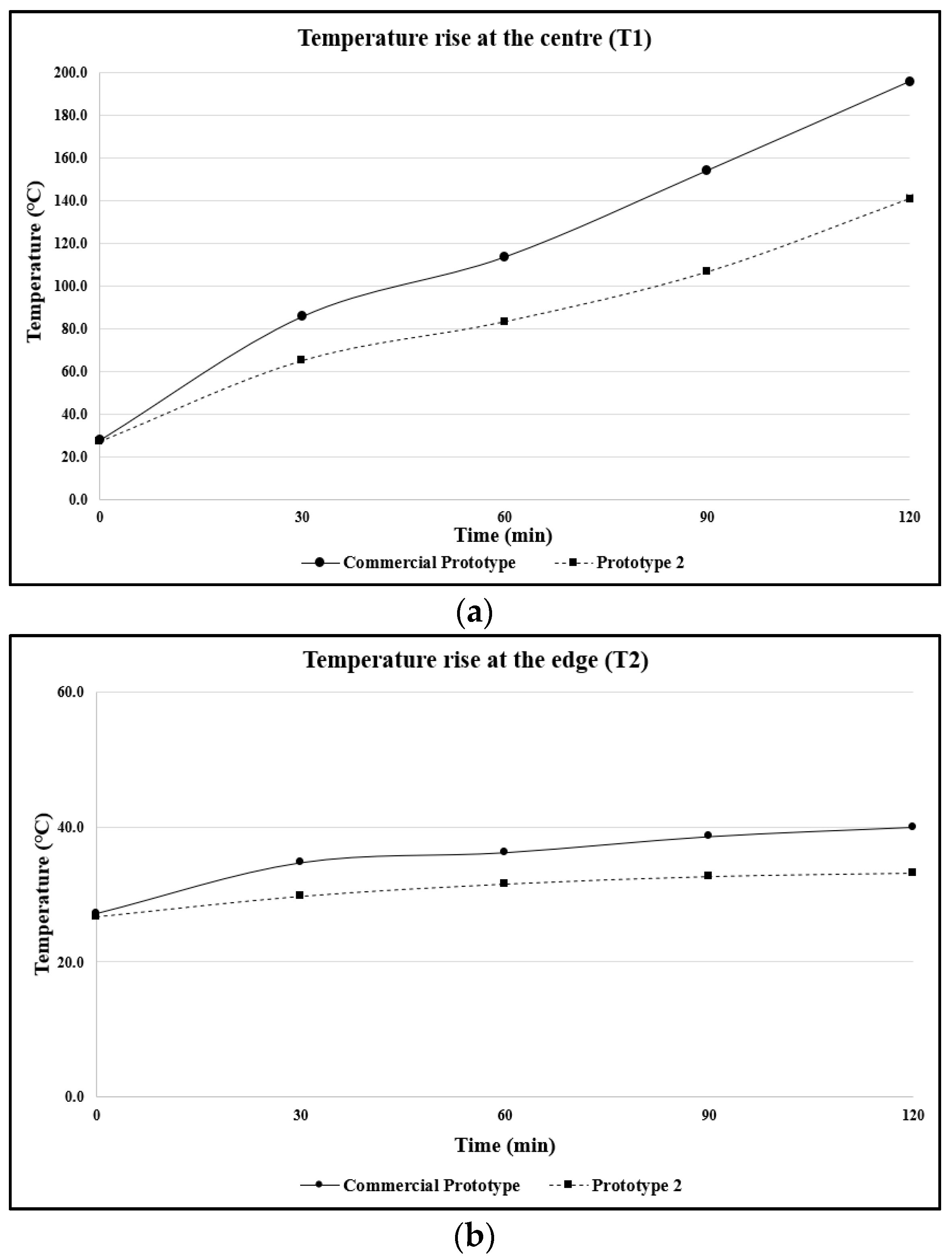
3.7.2. Fire Endurance and Temperature Rise Tests
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mróz, K.; Hager, I.; Korniejenko, K. Material Solutions for Passive Fire Protection of Buildings and Structures and Their Performances Testing. Procedia Eng. 2016, 151, 284–291. [Google Scholar] [CrossRef]
- Weil, E.D. Fire-protective and flame-retardant coatings—A state-of-the-art review. J. Fire Sci. 2011, 29, 259–296. [Google Scholar] [CrossRef]
- Ariyanayagam, A.D.; Mahendran, M. Fire tests of non-load bearing light gauge steel frame walls lined with calcium silicate boards and gypsum plasterboards. Thin Walled Struct. 2017, 115, 86–99. [Google Scholar] [CrossRef]
- Kolaitis, D.I.; Asimakopoulou, E.K.; Founti, M.A. Fire protection of light and massive timber elements using gypsum plasterboards and wood based panels: A large-scale compartment fire test. Constr. Build. Mater. 2014, 73, 163–170. [Google Scholar] [CrossRef]
- Azieyanti, N.A.; Hakim, A.; Hasini, H. Mixture of natural fiber with gypsum to improve the fire resistance rating of a fire door: The effect of kapok fiber. J. Phys. Conf. Ser. 2017, 914. [Google Scholar] [CrossRef]
- Fateh, T.; Guillaume, E.; Joseph, P. An experimental study of the thermal performance of a novel intumescent fire protection coating. Fire Saf. J. 2017, 92, 132–141. [Google Scholar] [CrossRef]
- Mustapa, S.A.S.; Ramli Sulong, N.H. Performance of solvent-borne intumescent fire protective coating with Palm oil clinker as novel bio-filler on steel. IOP Conf. Ser. Mater. Sci. Eng. 2017, 210. [Google Scholar] [CrossRef]
- Azmi, J.K.; Amin, R.Z.; Zaihan, J. Fire Performance of Timber Door Frames. J. Trop. For. Sci. 2013, 25, 429–436. [Google Scholar]
- Otáhal, R.; Veselý, D.; Násadová, J.; Zíma, V.; Němec, P.; Kalenda, P. Intumescent coatings based on an organic-inorganic hybrid resin and the effect of mineral fibres on fire-resistant properties of intumescent coatings. Pigment Resin Technol. 2011, 40, 247–253. [Google Scholar] [CrossRef]
- Grigonis, M.; Mačiulaitis, R.; Lipinskas, D. Fire resistance tests of various fire protective coatings. Medziagotyra 2011, 17, 93–98. [Google Scholar] [CrossRef]
- Yew, M.C.; Ramli Sulong, N.H. Fire-resistive performance of intumescent flame-retardant coatings for steel. Mater. Des. 2012, 34, 719–724. [Google Scholar] [CrossRef]
- Yew, M.C.; Kun Yew, M.; Saw, L.H.; Ng, T.C.; Durairaj, R.; Beh, J.H. Influences of nano bio-filler on the fire-resistive and mechanical properties of water-based intumescent coatings. Prog. Org. Coat. 2018, 124, 33–40. [Google Scholar] [CrossRef]
- Chiu, S.H.; Wang, W.K. Dynamic flame retardancy of polypropylene filled with ammonium polyphosphate, pentaerythritol and melamine additives. Polymer 1998, 39, 1951–1955. [Google Scholar] [CrossRef]
- Beh, J.H.; Yew, M.C.; Yew, M.K.; Saw, L.H. Fire protection performance and thermal behavior of thin film intumescent coatings. Coatings 2019, 9, 483. [Google Scholar] [CrossRef]
- Li, H.; Hu, Z.; Zhang, S.; Gu, X.; Wang, H.; Jiang, P.; Zhao, Q. Effects of titanium dioxide on the flammability and char formation of water-based coatings containing intumescent flame retardants. Prog. Org. Coat. 2015, 78, 318–324. [Google Scholar] [CrossRef]
- Md Nasir, K.; Ramli Sulong, N.H.; Johan, M.R.; Afifi, A.M. An investigation into waterborne intumescent coating with different fillers for steel application. Pigment Resin Technol. 2018, 47, 142–153. [Google Scholar] [CrossRef]
- Yew, M.C.; Sulong, N.H.R.; Yew, M.K.; Amalina, M.A.; Johan, M.R. Eggshells: A novel bio-filler for intumescent flame-retardant coatings. Prog. Org. Coat. 2015, 81, 116–124. [Google Scholar] [CrossRef]
- Guo, C.; Zhou, L.; Lv, J. Calcium Carbonate and modified ammonium polyphosphate on the flame-retardant and mechanical properties of wood flour-polypropylene composites. Polym. Polym. Compos. 2013, 21, 449–456. [Google Scholar] [CrossRef]
- Bilotta, A.; De Silva, D.; Nigro, E. Tests on intumescent paints for fire protection of existing steel structures. Constr. Build. Mater. 2016, 121, 410–422. [Google Scholar] [CrossRef]
- Yew, M.C.; Sulong, H.R.; Yew, M.K.; Amalina, M.A.; Johan, M.R. The formulation and study of the thermal stability and mechanical properties of an acrylic coating using chicken eggshell as a novel bio-filler. Prog. Org. Coat. 2013, 76, 1549–1555. [Google Scholar] [CrossRef]
- Nishimura, A.; Hirose, I.; Tanaka, N. A New Method for Measuring Adhesion Strength of IC Molding Compounds. J. Electron. Packag. 1992, 114, 407–412. [Google Scholar] [CrossRef]
- Yew, M.C.; Ramli Sulong, N.H.; Yew, M.K.; Amalina, M.A.; Johan, M.R. Fire propagation performance of intumescent fire protective coatings using eggshells as a novel biofiller. Sci. World J. 2014, 2014. [Google Scholar] [CrossRef] [PubMed]
- Xu, Q.; Chen, L.; Harries, K.A.; Zhang, F.; Liu, Q.; Feng, J. Combustion and charring properties of five common constructional wood species from cone calorimeter tests. Constr. Build. Mater. 2015, 96, 416–427. [Google Scholar] [CrossRef]
- Yew, M.C.; Sulong, H.R.; Yew, M.K.; Amalina, M.A.; Johan, M.R. Influences of flame-retardant fillers on fire protection and mechanical properties of intumescent coatings. Prog. Org. Coat. 2015, 78, 59–66. [Google Scholar] [CrossRef]
- Hornsby, P.R.; Watson, C.L. A study of the mechanism of flame retardance and smoke suppression in polymers filled with magnesium hydroxide. Polym. Degrad. Stab. 1990, 30, 73–87. [Google Scholar] [CrossRef]
- Souza Santos, P.; Souza Santos, H.; Toledo, S.P. Standard transition aluminas. Electron microscopy studies. Mater. Res. 2000, 3, 104–114. [Google Scholar] [CrossRef]
- Li, Z.; Qu, B. Flammability characterization and synergistic effects of expandable graphite with magnesium hydroxide in halogen-free flame-retardant EVA blends. Polym. Degrad. Stab. 2003, 81, 401–408. [Google Scholar] [CrossRef]
- Packham, D.E. Work of adhesion: Contact angles and contact mechanics. Int. J. Adhes. Adhes. 1996, 16, 121–128. [Google Scholar] [CrossRef]
- Fredj, N.; Cohendoz, S.; Feaugas, X.; Touzain, S. Effect of mechanical stress on kinetics of degradation of marine coatings. Prog. Org. Coat. 2008, 63, 316–322. [Google Scholar] [CrossRef]
- Toro, P.; Quijada, R.; Yazdani-Pedram, M.; Arias, J.L. Eggshell, a new bio-filler for polypropylene composites. Mater. Lett. 2007, 61, 4347–4350. [Google Scholar] [CrossRef]
- Netting, K. Thermosets for electric applications. In Thermosets Structure Properties, and Application, 2nd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; pp. 439–452. [Google Scholar] [CrossRef]
- Wang, G.; Yang, J. Influences of binder on fire protection and anticorrosion properties of intumescent fire resistive coating for steel structure. Surf. Coat. Technol. 2010, 204, 1186–1192. [Google Scholar] [CrossRef]
- Xu, Q.; Wang, Y.; Chen, L.; Gao, R.; Li, X. Comparative experimental study of fire-resistance ratings of timber assemblies with different fire protection measures. Adv. Struct. Eng. 2016, 19, 500–512. [Google Scholar] [CrossRef]
- Izydorczyk, D.; Sędłak, B.; Papis, B.; Turkowski, P. Doors with Specific Fire Resistance Class. Procedia Eng. 2017, 172, 417–425. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Ingredients (wt.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Flame Retardant Additives | Flame-Retardant Filler (Pigment) | Flame-Retardant Fillers | ||||||||
| APP | PER | MEL | Vinyl Acetate (VA) Copolymer Emulsion | TiO2 | Al(OH)3 | Mg(OH)2 | CaSiO3 | CES | CaCO3 | |
| J1 | 20 | 10 | 10 | 50 | 4.0 | 3.0 | – | 3.0 | – | – |
| J2 | 20 | 10 | 10 | 50 | 4.0 | 3.0 | – | – | 3.0 | – |
| J3 | 20 | 10 | 10 | 50 | 4.0 | – | 3.0 | 3.0 | – | – |
| J4 | 20 | 10 | 10 | 50 | 4.0 | – | 3.0 | – | 3.0 | – |
| J5 | 20 | 10 | 10 | 50 | 4.0 | – | 3.0 | – | – | 3.0 |
| Fire Door Prototype Dimensions: 300 mm (L) × 300 mm (W) × 40 mm (H) | P1 | P2 | P3 | P4 | P5 |
|---|---|---|---|---|---|
| Weight (g) | 2565 | 2578 | 2589 | 2605 | 2610 |
| Density (kg/m3) | 633.44 | 636.45 | 639.23 | 643.22 | 644.52 |
| Coating Samples | Thickness of Char Layer (±0.1 mm) | Equilibrium Temperature of Coating (°C) |
|---|---|---|
| Original Steel Plate | – | >Critical Temperature (400 °C) |
| J1 | 5.8 | 238 |
| J2 | 6.0 | 217 |
| J3 | 2.8 | 306 |
| J4 | 3.8 | 279 |
| J5 | 4.3 | 325 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kwang Yin, J.J.; Yew, M.C.; Yew, M.K.; Saw, L.H. Preparation of Intumescent Fire Protective Coating for Fire Rated Timber Door. Coatings 2019, 9, 738. https://doi.org/10.3390/coatings9110738
Kwang Yin JJ, Yew MC, Yew MK, Saw LH. Preparation of Intumescent Fire Protective Coating for Fire Rated Timber Door. Coatings. 2019; 9(11):738. https://doi.org/10.3390/coatings9110738
Chicago/Turabian StyleKwang Yin, Jessica Jong, Ming Chian Yew, Ming Kun Yew, and Lip Huat Saw. 2019. "Preparation of Intumescent Fire Protective Coating for Fire Rated Timber Door" Coatings 9, no. 11: 738. https://doi.org/10.3390/coatings9110738
APA StyleKwang Yin, J. J., Yew, M. C., Yew, M. K., & Saw, L. H. (2019). Preparation of Intumescent Fire Protective Coating for Fire Rated Timber Door. Coatings, 9(11), 738. https://doi.org/10.3390/coatings9110738