Electroplating for Decorative Applications: Recent Trends in Research and Development

 ,
,  ,
,  ,
,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Fundamentals of Electrodeposition: Pure Metals and Alloys
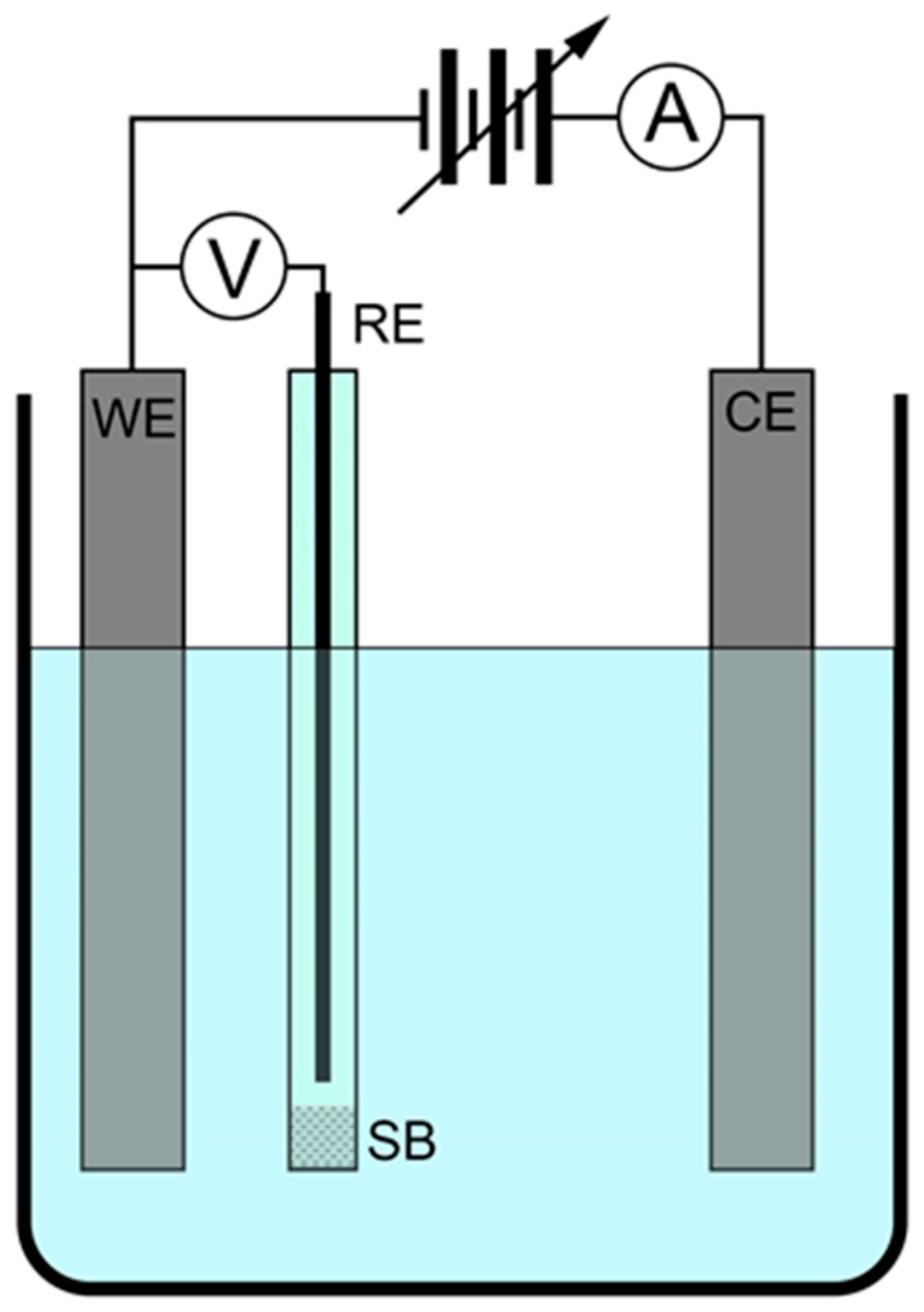
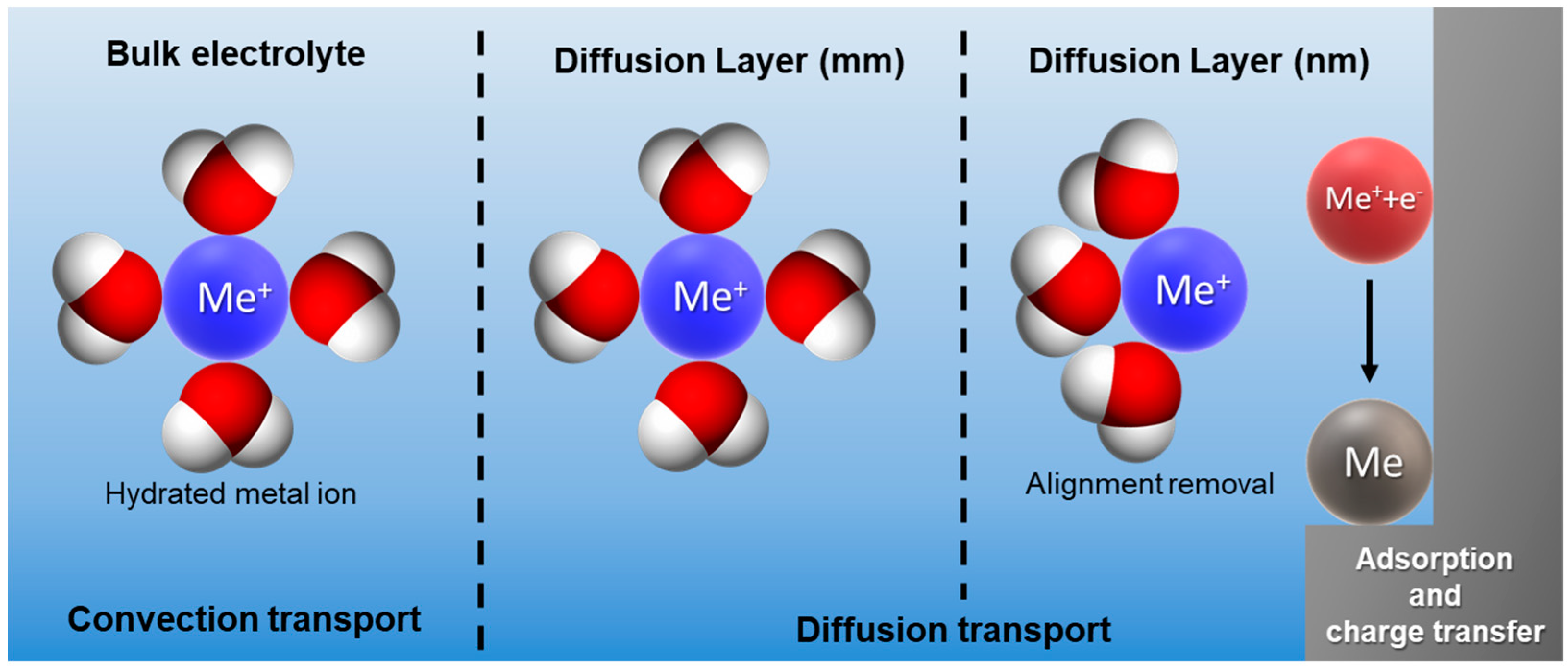
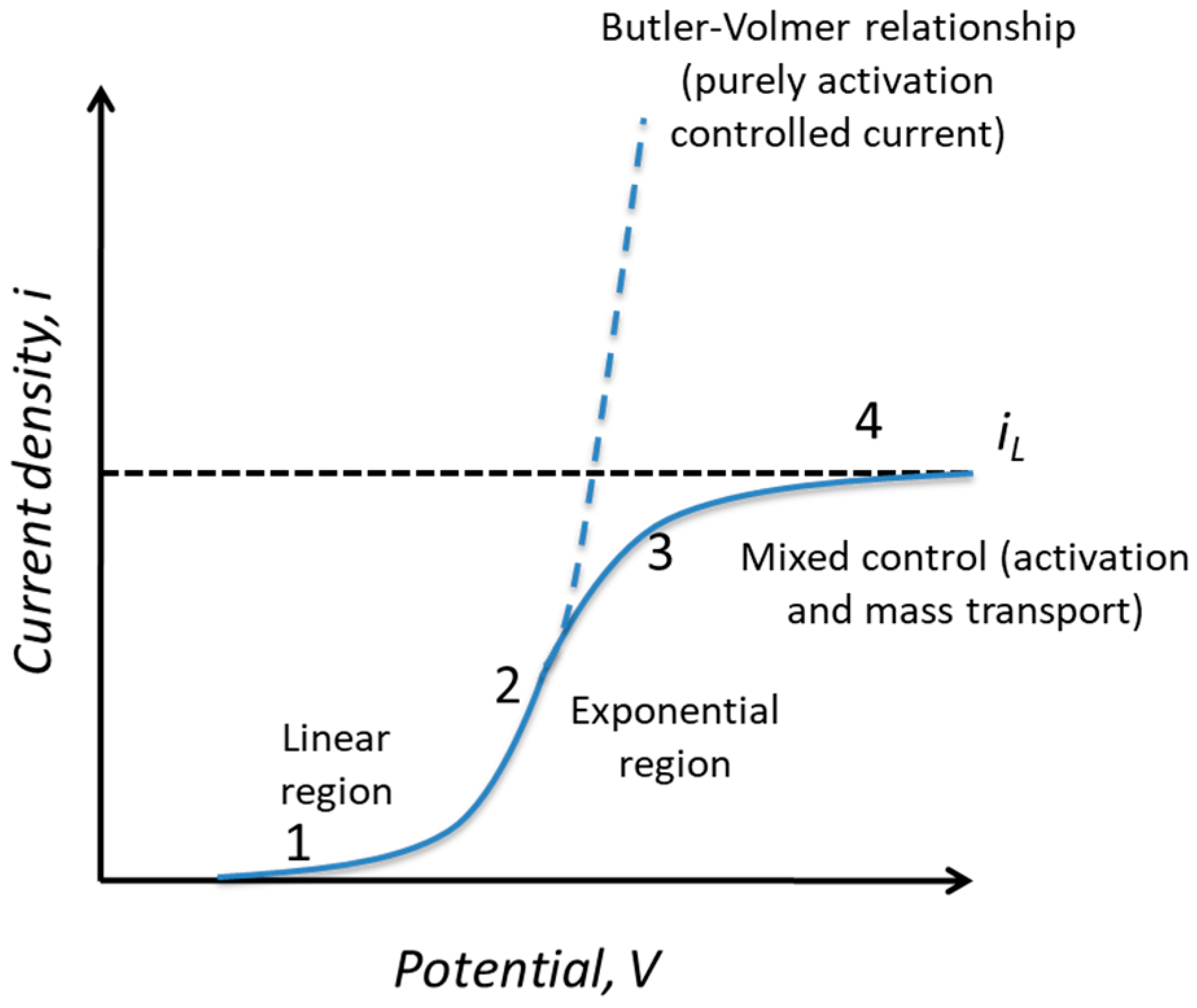
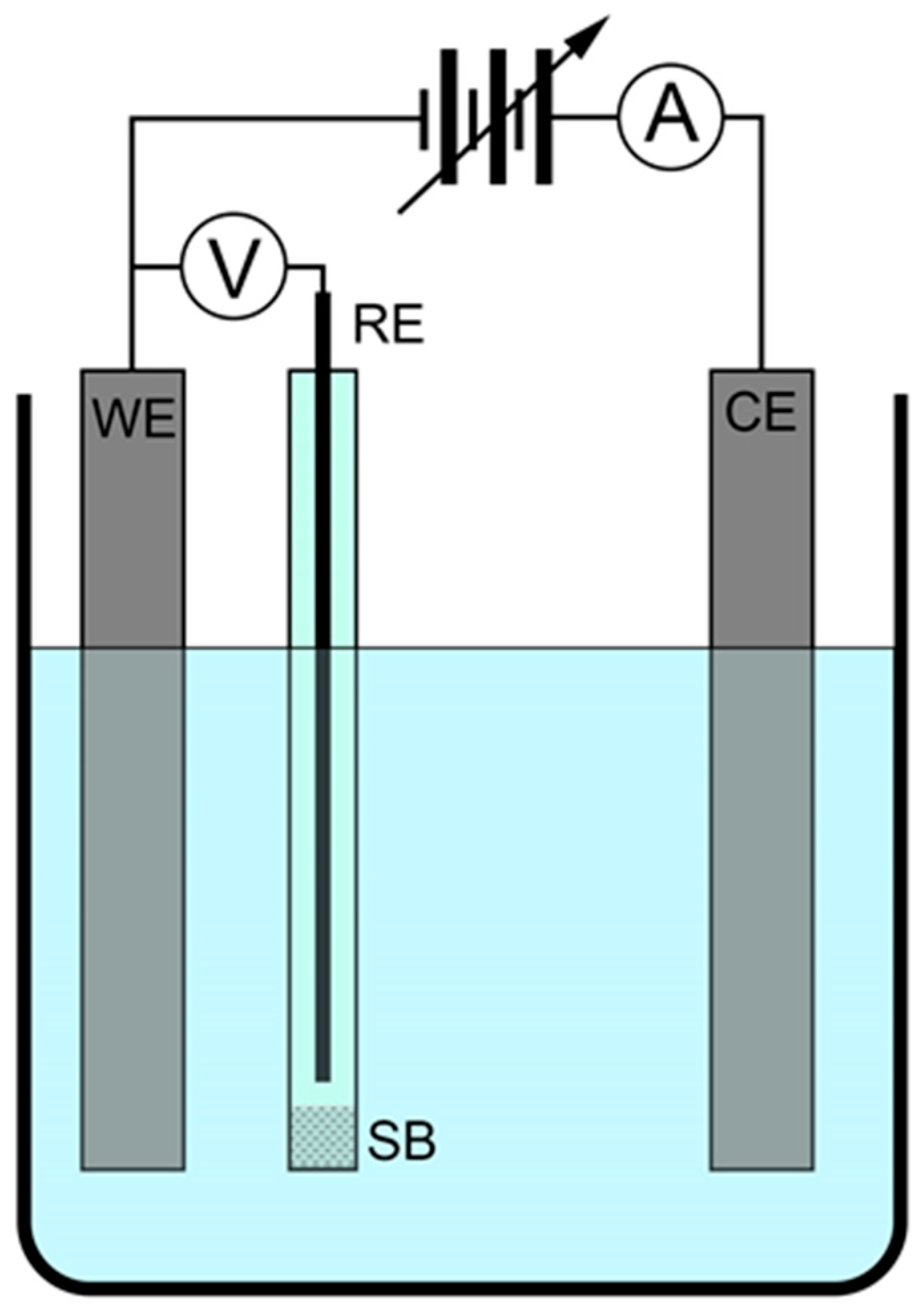
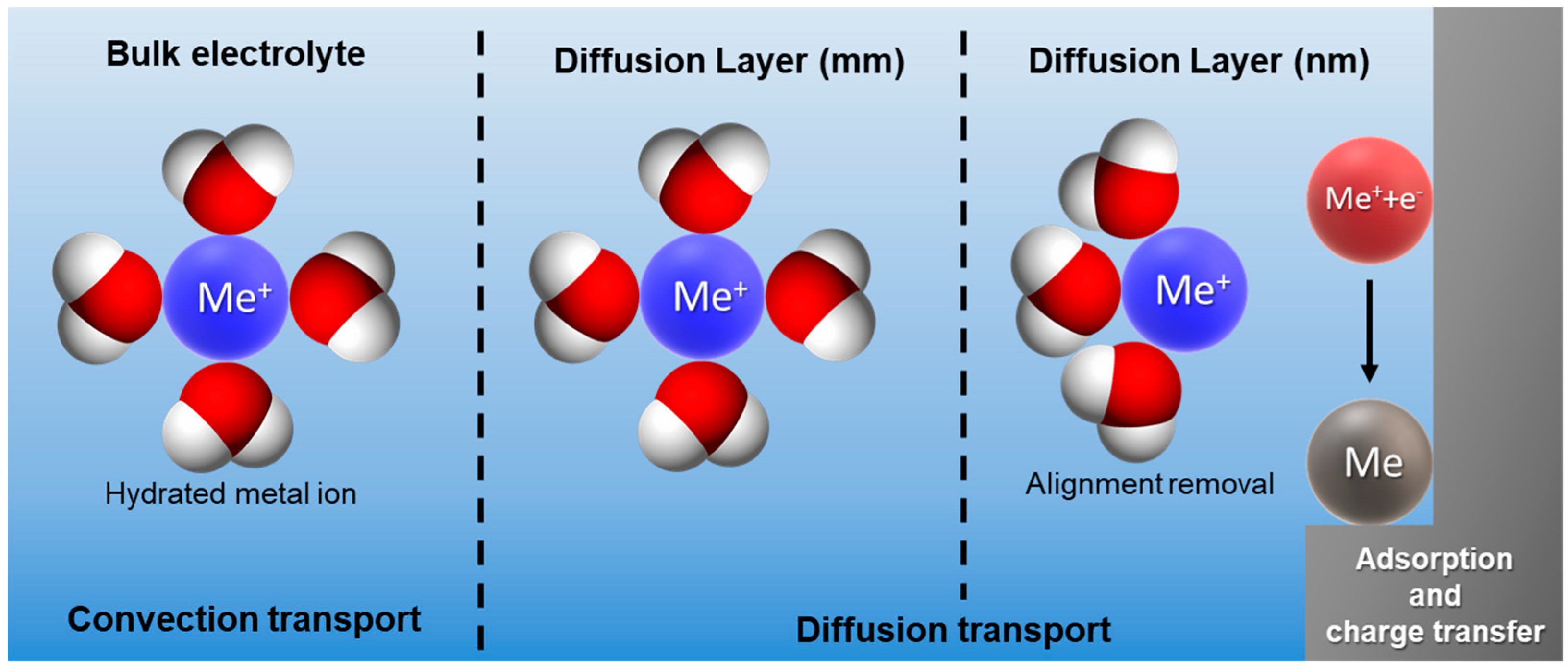
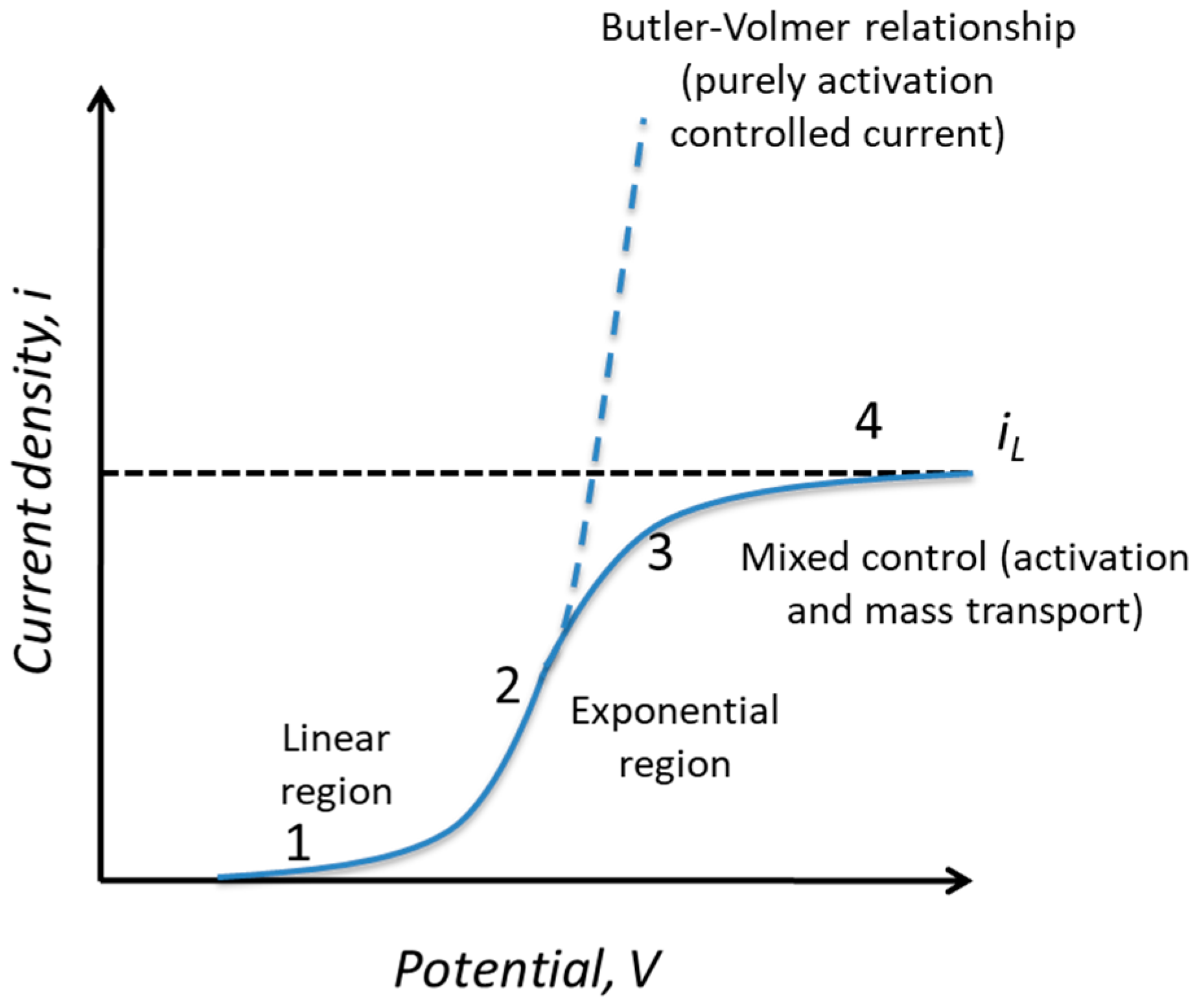
2.1. Fundamentals of Electrodeposition: Mass and Charge Balance, Thermodynamics, Kinetics and Growth
- The nature of the element being deposited, due mainly to the differences in j0 generated by the electronic structure and the extent of interaction with water.
- The effect of additives adsorbing at the growing interface; specifically, adsorbing species inhibit growth, resulting in smaller grains and properties changes due to the possibility for the molecules to be incorporated in the growing film.
2.2. Electrodeposition of Alloys
- Adding ions Nq+ in an electrolyte containing ions Mp+ that are complexed by a complexing agent results in a variation of the speciation, giving rise to variations in the partial currents.
- If the deposition of M and N occurs via a multi-step process, intermediates of the two species may compete for adsorption sites at the substrate, and the rate of deposition of each element may vary based on the solubility of such intermediates. This is, for example, the case of Fe-Ni deposition, or of other mutual alloys of the iron group alloys.
- Association of adsorbed species at the electrode may result in the formation of multi-metallic complexes, inducing the deposition of metals that cannot be deposited by themselves. This is the case of the induced deposition of W or Mo in parallel with the deposition of Fe, Ni, or Co.
2.3. UPD and Underpotential Co-Deposition
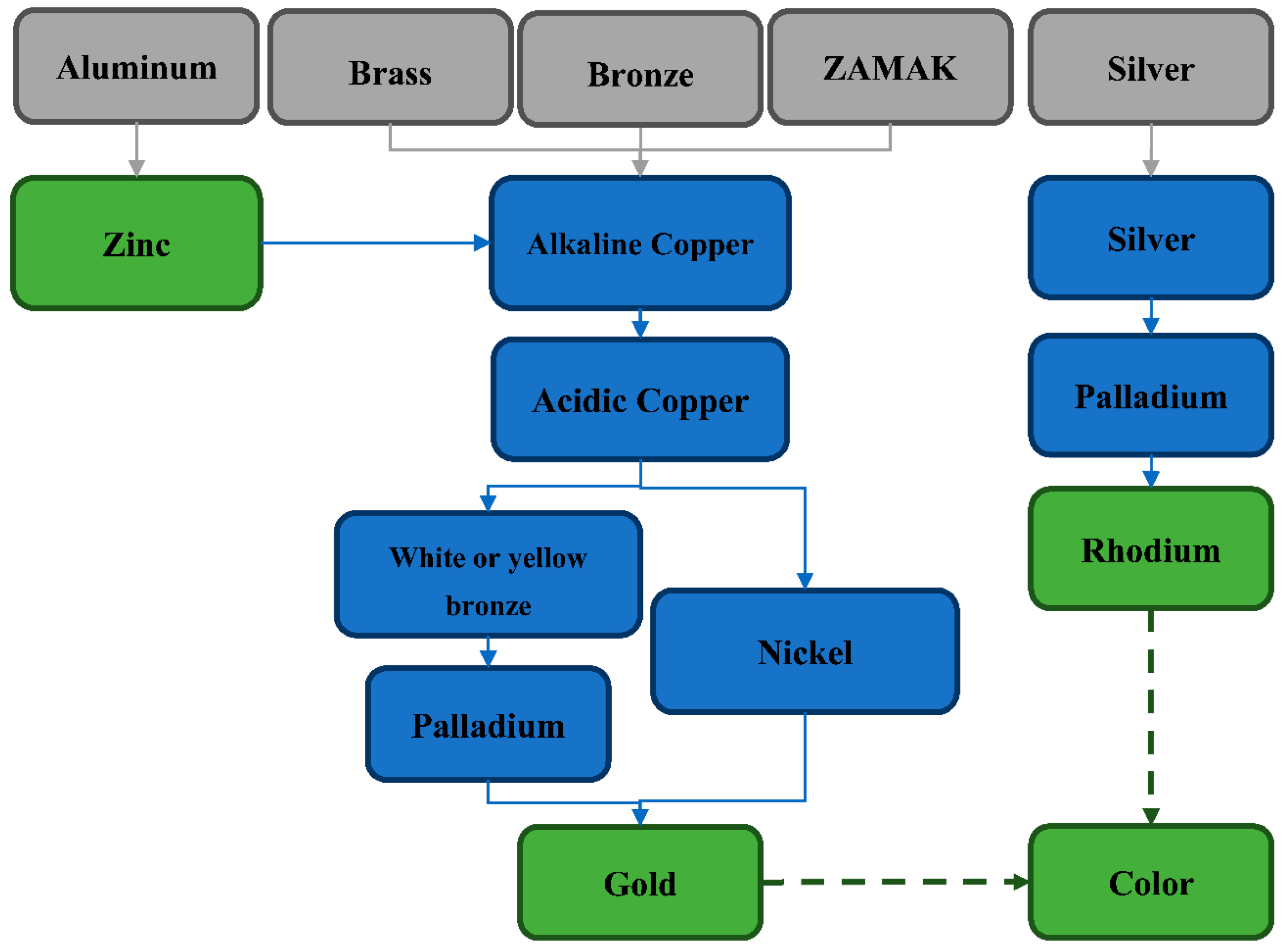
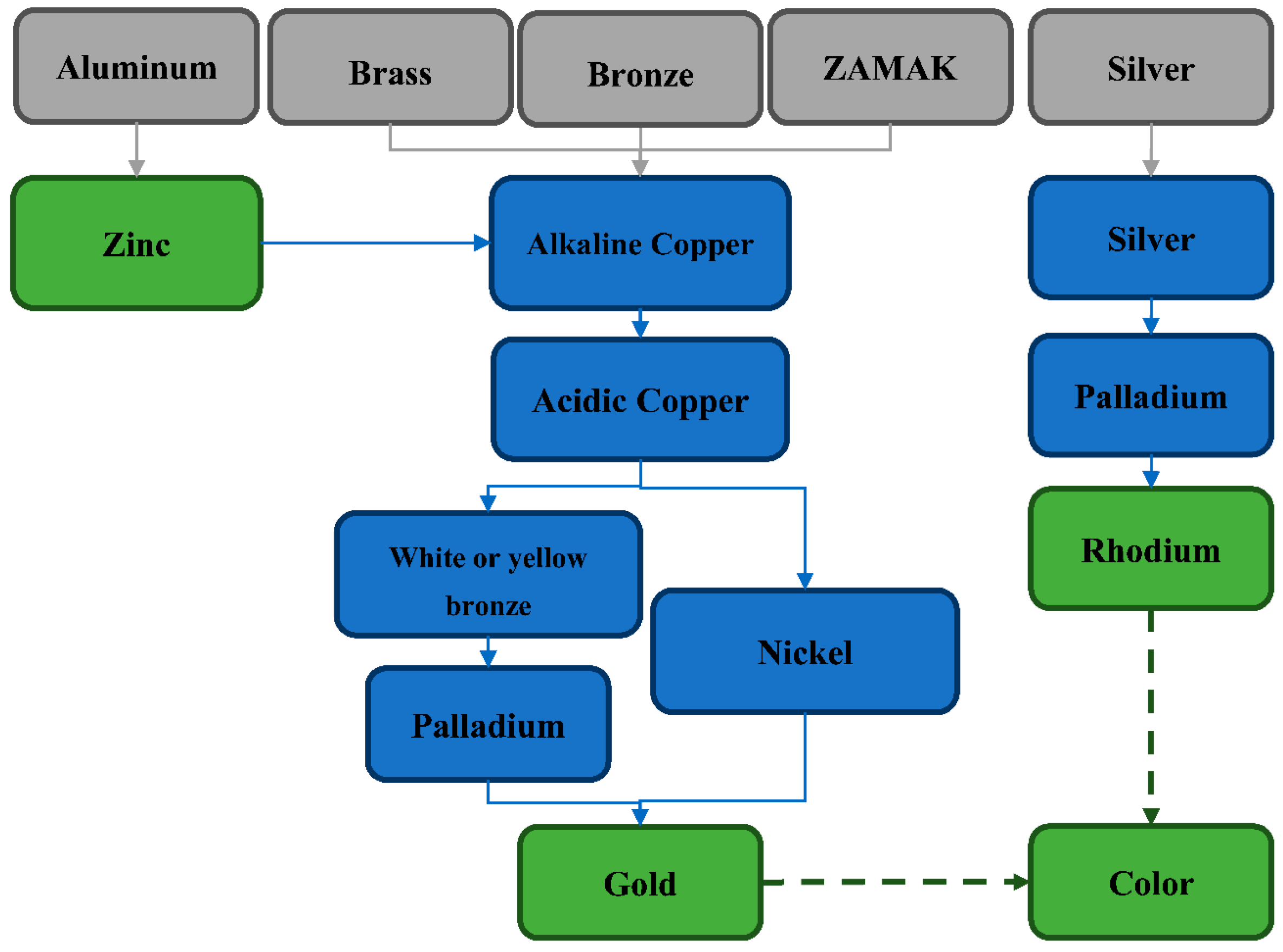
3. Chemistries for Metal and Alloy Deposition
3.1. Copper
3.2. Zinc
3.3. Nickel
3.4. Bronzes
3.5. Palladium
3.6. Gold
3.7. Other Metals
4. Industrial Trends and Environmental Impact
4.1. Nickel
4.2. Lead
4.3. Cadmium
5. Quality Control of Electroplated Products
5.1. Real Thickness Determination
5.2. Color Assessment
5.3. Surface Inspection and Mechanical Properties
5.4. Corrosion Resistance Tests
6. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Larson, C. Global comparisons of metal finishing sectors: Part 2, some technology and operational variations. Trans. IMF 2012, 90, 232–236. [Google Scholar] [CrossRef]
- Veinthal, R.; Kulu, P.; Žikin, A.; Sarjas, H.; Antonov, M.; Podgurski, V.; Adoberg, E. Coatings and surface engineering. Industry oriented research. Est. J. Eng. 2012, 18, 176–184. [Google Scholar] [CrossRef]
- Presuel-Moreno, F.; Jakab, M.A.; Tailleart, N.; Goldman, M.; Scully, J.R. Corrosion-resistant metallic coatings. Mater. Today 2008, 11, 14–23. [Google Scholar] [CrossRef]
- Nuss, P.; Eckelman, M.J. Life cycle assessment of metals: A scientific synthesis. PLoS ONE 2014, 9, e101298. [Google Scholar] [CrossRef] [PubMed]
- Sharan, T.T.; Maarit, K. Atomic layer deposition of p-type semiconducting thin films: A review. Adv. Mater. Interfaces 2017, 4, 1700300. [Google Scholar] [CrossRef]
- Choy, K.L. Chemical vapour deposition of coatings. Prog. Mater. Sci. 2003, 48, 57–170. [Google Scholar] [CrossRef]
- Aubert, A.; Danroc, J.; Gaucher, A.; Terrat, J.P. Hard chrome and molybdenum coatings produced by physical vapour deposition. Thin Solid Films 1985, 126, 61–67. [Google Scholar] [CrossRef]
- Tassin, C.; Laroudie, F.; Pons, M.; Lelait, L. Improvement of the wear resistance of 316L stainless steel by laser surface alloying. Surf. Coat. Technol. 1996, 80, 207–210. [Google Scholar] [CrossRef]
- Vardelle, A.; Moreau, C.; Akedo, J.; Ashrafizadeh, H.; Berndt, C.C.; Berghaus, J.O.; Boulos, M.; Brogan, J.; Bourtsalas, A.C.; Dolatabadi, A.; et al. The 2016 Thermal Spray Roadmap. J. Therm. Spray Technol. 2016, 25, 1376–1440. [Google Scholar] [CrossRef] [Green Version]
- Liu, T.; Yao, S.-W.; Wang, L.-S.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Plasma-sprayed thermal barrier coatings with enhanced splat bonding for CMAS and corrosion protection. J. Therm. Spray Technol. 2016, 25, 213–221. [Google Scholar] [CrossRef]
- Sudagar, J.; Lian, J.; Sha, W. Electroless nickel, alloy, composite and nano coatings—A critical review. J. Alloys Compd. 2013, 571, 183–204. [Google Scholar] [CrossRef] [Green Version]
- Innocenti, M.; Di Benedetto, F.; Giaccherini, A.; Salvietti, E.; Gambinossi, F.; Passaponti, M.; Foresti, M.L. E-ALD: Tailoring the optoeletronic properties of metal chalcogenides on Ag single crystals. In Semiconductors; Inguanta, R., Ed.; InTech: Rijeka, Croatia, 2018. [Google Scholar]
- Zangari, G. Electrodeposition of alloys and compounds in the era of microelectronics and energy conversion technology. Coatings 2015, 5, 195–218. [Google Scholar] [CrossRef]
- Greene, J.E. Tracing the 5000-year recorded history of inorganic thin films from ∼3000 BC to the early 1900s AD. Appl. Phys. Rev. 2014, 1, 41302. [Google Scholar] [CrossRef] [Green Version]
- Hunt, L.B. The early history of gold plating. Gold Bull. 1973, 6, 16–27. [Google Scholar] [CrossRef] [Green Version]
- Daniell, J.F. On Voltaic Combinations; Richard Taylor: London, UK, 1840. [Google Scholar]
- Jacobi, M.H. Die Galvanoplastik, Oder das Verfahren coharentes Kupfer in Flatten Oder nach sonst gegebenen Formen unmittelbar aus Kupferauflosungen auf galvanischem Wege zu produciren; Eggers und Co.: St. Petersburg, Russia, 1840. [Google Scholar]
- Elkington, G.; Elkington, H. Improvements in Coating, Covering, or Plating certain Metals. British Patent 8447, 25 March 1840. [Google Scholar]
- Abner, B.; Riddell, G.E. Nickel Plating by Chemical Reduction. U.S. Patent 2532283a, 5 May 1947. [Google Scholar]
- Tench, D.; White, J. Enhanced tensile strength for electrodeposited nickel-copper multilayer composites. Metall. Trans. A 1984, 15, 2039–2040. [Google Scholar] [CrossRef]
- Yahalom, J.; Zadok, O. Formation of composition-modulated alloys by electrodeposition. J. Mater. Sci. 1987, 22, 499–503. [Google Scholar] [CrossRef]
- Landolt, D. Electrodeposition science and technology in the last quarter of the twentieth century. J. Electrochem. Soc. 2002, 149, S9–S20. [Google Scholar] [CrossRef]
- Kang, H.S.; Lee, J.Y.; Choi, S.; Kim, H.; Park, J.H.; Son, J.Y.; Kim, B.H.; Noh, S. Do Smart manufacturing: Past research, present findings, and future directions. Int. J. Precis. Eng. Manuf. Technol. 2016, 3, 111–128. [Google Scholar] [CrossRef]
- Lampke, T.; Steger, H.; Zacher, M.; Steinhäuser, S.; Wielage, B. Status quo und Trends der Galvanotechnik. Materialwissenschaft und Werkstofftechnik 2008, 39, 52–57. [Google Scholar] [CrossRef]
- Future Market Insights Electroplating Market: Global Industry Analysis and Opportunity Assessment, 2016–2026. Available online: https://www.futuremarketinsights.com/reports/electroplating-market (accessed on 18 July 2018).
- Alkaya, E.; Demirer, G.N. Improving resource efficiency in surface coating/painting industry: Practical experiences from a small-sized enterprise. Clean Technol. Environ. Policy 2014, 16, 1565–1575. [Google Scholar] [CrossRef]
- Valdez, B.; Schorr, M.; Zlatev, R.; Garrillo, M.; Stoytcheva, M.; Alvarez, L.; Eliezer, A.; Rosas, N. Corrosion Control in Industry. In Environmental and Industrial Corrosion; Schorr, M., Ed.; InTech: Rijeka, Croatia, 2012; pp. 19–54. [Google Scholar]
- Landolt, D. Electrochemical and materials science aspects of alloy deposition. Electrochim. Acta 1994, 39, 1075–1090. [Google Scholar] [CrossRef]
- Bicelli, L.P.; Bozzini, B.; Mele, C.; D’Urzo, L. A review of nanostructural aspects of metal electrodeposition. Int. J. Electrochem. Sci. 2008, 3, 356–408. [Google Scholar]
- Brenner, A. Electrodeposition of Alloys Containing Sulfur. In Electrodeposition of Alloys: Principles and Practice; Academic Press: London, UK, 1963; pp. 607–615. ISBN 9781483223117. [Google Scholar]
- Pushpavana, M. Critical review on alloy plating: A viable alternative to conventional plating. Bull. Electrochem. 2000, 16, 559–566. [Google Scholar]
- Raykhtsaum, G. PGM Highlights: Platinum alloys: A selective review of the available literature. Johns. Matthey Technol. Rev. 2013, 57, 202–213. [Google Scholar]
- Darmanin, T.; De Givenchy, E.T.; Amigoni, S.; Guittard, F. Superhydrophobic surfaces by electrochemical processes. Adv. Mater. 2013, 25, 1378–1394. [Google Scholar] [CrossRef] [PubMed]
- Brett, C.M.A. Deep eutectic solvents and applications in electrochemical sensing. Curr. Opin. Electrochem. 2018, in press. [Google Scholar] [CrossRef]
- Hosu, O.; Bârsan, M.M.; Cristea, C.; Săndulescu, R.; Brett, C.M.A. Nanostructured electropolymerized poly(methylene blue) films from deep eutectic solvents. Optimization and characterization. Electrochim. Acta 2017, 232, 285–295. [Google Scholar] [CrossRef]
- Hosu, O.; Barsan, M.M.; Cristea, C.; Săndulescu, R.; Brett, C.M.A. Nanocomposites based on carbon nanotubes and redox-active polymers synthesized in a deep eutectic solvent as a new electrochemical sensing platform. Microchim. Acta 2017, 184, 3919–3927. [Google Scholar] [CrossRef]
- Armand, M.; Endres, F.; MacFarlane, D.R.; Ohno, H.; Scrosati, B. Ionic-liquid materials for the electrochemical challenges of the future. Nat. Mater. 2009, 8, 621–629. [Google Scholar] [CrossRef] [PubMed]
- Abbott, A.P.; Dalrymple, I.; Endres, F.; Macfarlane, D.R. Why use Ionic Liquids for Electrodeposition. In Electrodeposition from Ionic Liquids; Wiley-VCH: Weinheim, Germany, 2008; pp. 1–13. [Google Scholar]
- Zhang, Q.; Wang, Q.; Zhang, S.; Lu, X.; Zhang, X. Electrodeposition in ionic liquids. ChemPhysChem 2016, 17, 335–351. [Google Scholar] [CrossRef] [PubMed]
- Horwitz, C.P.; Suhu, N.Y.; Dailey, G.C. Synthesis, characterization and electropolymerization of ferrocene monomers with aniline and phenol substituents. J. Electroanal. Chem. 1992, 324, 79–91. [Google Scholar] [CrossRef]
- Sharma, P.S.; Pietrzyk-Le, A.; D’Souza, F.; Kutner, W. Electrochemically synthesized polymers in molecular imprinting for chemical sensing. Anal. Bioanal. Chem. 2012, 402, 3177–3204. [Google Scholar] [CrossRef] [PubMed]
- Antuña-Jiménez, D.; Díaz-Díaz, G.; Blanco-López, M.C.; Lobo-Castañón, M.J.; Miranda-Ordieres, A.J.; Tuñón-Blanco, P. Chapter 1—Molecularly Imprinted Electrochemical Sensors: Past, Present, and Future. In Molecularly Imprinted Sensors; Elsevier Science & Technology: Amsterdam, The Netherlands, 2012; pp. 1–34. [Google Scholar]
- Selvolini, G.; Băjan, I.; Hosu, O.; Marrazza, G. DNA-based sensor for the detection of an organophosphorus pesticide: Profenofos. Sensors 2018, 18, 2035. [Google Scholar] [CrossRef] [PubMed]
- Yoshida, T.; Zhang, J.; Komatsu, D.; Sawatani, S.; Minoura, H.; Pauporté, T.; Lincot, D.; Oekermann, T.; Schlettwein, D.; Tada, H.; et al. Electrodeposition of inorganic/organic hybrid thin films. Adv. Funct. Mater. 2009, 19, 17–43. [Google Scholar] [CrossRef]
- Puippe, J.C. Qualitative Approach to Pulse Plating. In Theory and Practice of Pulse Plating; Puippe, J.C., Leaman, F., Eds.; American Electroplaters’ Society: Orlando, FL, USA, 1986; ISBN 0936569026. [Google Scholar]
- Zanella, C.; Leisner, P. 6th European pulse plating seminar. Trans. Inst. Met. Finish. 2014, 92, 178–179. [Google Scholar] [CrossRef]
- Chandrasekar, M.S.; Pushpavanam, M. Pulse and pulse reverse plating-Conceptual, advantages and applications. Electrochim. Acta 2008, 53, 3313–3322. [Google Scholar] [CrossRef]
- Innocenti, M.; Bencistà, I.; Bellandi, S.; Bianchini, C.; Di Benedetto, F.; Lavacchi, A.; Vizza, F.; Foresti, M.L. Electrochemical layer by layer growth and characterization of copper sulfur thin films on Ag(111). Electrochim. Acta 2011, 58, 599–605. [Google Scholar] [CrossRef]
- Bencista, I.; Di Benedetto, F.; Innocenti, M.; De Luca, A.; Fornaciai, G.; Lavacchi, A.; Montegrossi, G.; Oberhauser, W.; Pardi, L.A.; Romanelli, M.; et al. Phase composition of CuxS thin films: Spectroscopic evidence of covellite formation. Eur. J. Mineral. 2012, 24, 879–884. [Google Scholar] [CrossRef]
- Gregory, B.W.; Stickney, J.L. Electrochemical atomic layer epitaxy (ECALE). J. Electroanal. Chem. Interfacial Electrochem. 1991, 300, 543–561. [Google Scholar] [CrossRef]
- Innocenti, M.; Forni, F.; Pezzatini, G.; Raiteri, R.; Loglio, F.; Foresti, M.L. Electrochemical behavior of As on silver single crystals and experimental conditions for InAs growth by ECALE. J. Electroanal. Chem. 2001, 514, 75–82. [Google Scholar] [CrossRef]
- Stanko, B.; Zangari, G. Electrochemical Surface Processes and Opportunities for Material Synthesis. In Advances in Electrochemical Science and Engineering; Alkire, R.C., Bartlett, P.N., Lipkowski, J., Eds.; Wiley-Blackwell: Hoboken, NJ, USA, 2015; pp. 59–106. [Google Scholar]
- Lincot, D. Electrodeposition of semiconductors. Thin Solid Films 2005, 487, 40–48. [Google Scholar] [CrossRef]
- Pezzatini, G.; Loglio, F.; Innocenti, M.; Foresti, M.L. Selenium(IV) electrochemistry on silver: A combined electrochemical quartz-crystal microbalance and cyclic voltammetric investigation. Collect. Czechoslov. Chem. Commun. 2003, 68, 1579–1595. [Google Scholar] [CrossRef]
- Innocenti, M.; Bencista, I.; Di Benedetto, F.; Cinotti, S.; De Luca, A.; Bellandi, S.; Lavacchi, A.; Muniz Miranda, M.; Vizza, F.; Marinelli, F.; et al. Underpotential deposition of Sn on S-covered Ag(111). ECS Trans. 2013, 50, 1–7. [Google Scholar] [CrossRef]
- Innocenti, M.; Bellandi, S.; Lastraioli, E.; Loglio, F.; Foresti, M.L. Selective electrodesorption based atomic layer deposition (SEBALD): A novel electrochemical route to deposit metal clusters on Ag(111). Langmuir 2011, 27, 11704–11709. [Google Scholar] [CrossRef] [PubMed]
- Innocenti, M.; Zangari, G.; Zafferoni, C.; Bencistà, I.; Becucci, L.; Lavacchi, A. Selective electrodesorption based atomic layer deposition (SEBALD) modifications of silver surfaces for enhancing oxygen reduction reaction activity. J. Power Sources 2013, 241, 80–86. [Google Scholar] [CrossRef]
- Giurlani, W.; Giaccherini, A.; Salvietti, E.; Passaponti, M.; Comparini, A.; Morandi, V.; Liscio, F.; Cavallini, M.; Innocenti, M. Selective electrodesorption based atomic layer deposition (SEBALD) of bismuth under morphological control. Electrochem. Soc. Interface 2018, 27, 77–81. [Google Scholar]
- Liu, Y.; Gokcen, D.; Bertocci, U.; Moffat, T.P. Self-terminating growth of platinum films by electrochemical deposition. Science 2012, 338, 1327–1330. [Google Scholar] [CrossRef] [PubMed]
- Vanpaemel, J.; Sugiura, M.; Cuypers, D.; Van Der Veen, M.H.; De Gendt, S.; Vereecken, P.M. Electrochemical deposition of subnanometer Ni films on TiN. Langmuir 2014, 30, 2047–2053. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.; Bertocci, U.; Tan, H.; Bendersky, L.A.; Moffat, T.P. Self-terminated electrodeposition of Ni, Co, and Fe ultrathin films. J. Phys. Chem. C 2016, 120, 16228–16237. [Google Scholar] [CrossRef]
- Fahrenkrug, E.; Maldonado, S. Electrochemical liquid-liquid-solid (ec-LLS) crystal growth: A low-temperature strategy for covalent semiconductor crystal growth. Acc. Chem. Res. 2015, 48, 1881–1890. [Google Scholar] [CrossRef] [PubMed]
- Hu, J.; Yu, M.F. Meniscus-confined three-dimensional electrodeposition for direct writing of wire bonds. Science 2010, 329, 313–316. [Google Scholar] [CrossRef] [PubMed]
- Hirt, L.; Ihle, S.; Pan, Z.; Dorwling-Carter, L.; Reiser, A.; Wheeler, J.M.; Spolenak, R.; Vörös, J.; Zambelli, T. Template-free 3D microprinting of metals using a force-controlled nanopipette for layer-by-layer electrodeposition. Adv. Mater. 2016, 28, 2311–2315. [Google Scholar] [CrossRef] [PubMed]
- Offredi, P. Il Manuale del Lavaggio Industriale. Solventi, Detergenti, Impianti Legislazione e Impatto Ambientale; HB PI.ERRE Editrice: Milano, Italy, 1999. [Google Scholar]
- Bertorelle, E. Trattato di Galvanotecnica; Metallurgia e siderurgia; Hoepli: Milano, Italy, 2016; ISBN 9788820374983. [Google Scholar]
- Thecniche Nuove. Manuale di Trattamenti e Finiture; Tecniche Nuove: Milano, Italy, 2003; ISBN 9788848164054. [Google Scholar]
- Siu, C.; Man, H.; Yeung, C. Electrodeposition of Co-Mo-P barrier coatings for Cu/Au coated systems. Surf. Coat. Technol. 2005, 200, 2223–2227. [Google Scholar] [CrossRef]
- Benner, H.L.; Wernlund, C.J. The high efficiency cyanide copper bath. J. Electrochem. Soc. 1941, 80, 355–365. [Google Scholar] [CrossRef]
- Stareck, J.E. Electrodeposition of Copper and Bath Therefore. U.S. Patent 2,250,556, 29 July 1941. [Google Scholar]
- Willis, W.J. Electrodeposition of copper, Acidic Copper Electroplating Baths and Additives Therefor. U.S. Patent 4,347,108, 31 August 1982. [Google Scholar]
- Grossblatt, G.H. Zinc Plating Baths. U.S. Patent 3,883,405, 13 May 1975. [Google Scholar]
- Grill, C.D.; Kollender, J.P.; Hassel, A.W. Preparation and investigation of combinatorially electrodeposited zinc-nickel, zinc-cobalt, and zinc-nickel-cobalt material libraries. Phys. Status Solidi Appl. Mater. Sci. 2017, 214, 1600706. [Google Scholar] [CrossRef]
- Hegde, A.C.; Venkatakrishna, K.; Eliaz, N. Electrodeposition of Zn-Ni, Zn-Fe and Zn-Ni-Fe alloys. Surf. Coat. Technol. 2010, 205, 2031–2041. [Google Scholar] [CrossRef]
- Cavallotti, P.L. Nickel allergy. AIFM Galvano Tec. e Nuove Finiture (Italy) 2001, 11, 42–43. [Google Scholar]
- Ngan, V. Jewelry Allergy. Available online: https://www.dermnetnz.org/topics/jewelry-allergy/ (accessed on 18 July 2018).
- Torabinejad, V.; Aliofkhazraei, M.; Assareh, S.; Allahyarzadeh, M.H.; Rouhaghdam, A.S. Electrodeposition of Ni-Fe alloys, composites, and nano coatings—A review. J. Alloys Compd. 2017, 691, 841–859. [Google Scholar] [CrossRef]
- Oriňáková, R.; Turoňová, A.; Kladeková, D.; Gálová, M.; Smith, R.M. Recent developments in the electrodeposition of nickel and some nickel-based alloys. J. Appl. Electrochem. 2006, 36, 957–972. [Google Scholar] [CrossRef]
- Hovestad, A.; Tacken, R.A.; Mannetje, H.H. Electrodeposited nanocrystalline bronze alloys as replacement for Ni. Phys. Status Solidi C 2008, 5, 3506–3509. [Google Scholar] [CrossRef]
- Dos Santos, W.A.T.; Dos Santos, W.I.A.; De Assis, S.L.; Terada, M.; Costa, I. Bronze as alternative for replacement of nickel in intermediate layers underneath gold coatings. Electrochim. Acta 2013, 114, 799–804. [Google Scholar] [CrossRef]
- Walsh, F.C.; Low, C.T.J. A review of developments in the electrodeposition of tin-copper alloys. Surf. Coat. Technol. 2016, 304, 246–262. [Google Scholar] [CrossRef]
- Atkinson, R.H.; Raper, A.R. The Electrodeposition of Palladium. Trans. IMF 1932, 8, 10.1–10.24. [Google Scholar] [CrossRef]
- Vilaplana, J.; Romaguera, C. New developments in jewellery and dental materials. Contact Dermat. 2007, 39, 55–57. [Google Scholar] [CrossRef]
- Pushpavanam, M.; Natarajan, S.R.; Balakrishnan, K.; Sharma, L.R. Electrodeposition of palladium-nickel alloy. Bull. Electrochem. 1990, 6, 761–764. [Google Scholar]
- Baumgärtner, M.E.; Gabe, D.R. Palladium-iron alloy electrodeposition. Part I single metal systems. Trans. IMF 2000, 78, 11–16. [Google Scholar] [CrossRef]
- Augthun, M.; Lichtenstein, M.; Kammerer, G. Studies on the allergenic potential of palladium alloys. Dtsch. Zahnarztl. Z. 1990, 45, 480–482. [Google Scholar] [PubMed]
- Muris, J.; Goossens, A.; Gonçalo, M.; Bircher, A.J.; Giménez-Arnau, A.; Foti, C.; Rustemeyer, T.; Feilzer, A.J.; Kleverlaan, C.J. Sensitization to palladium and nickel in Europe and the relationship with oral disease and dental alloys. Contact Dermat. 2015, 72, 286–296. [Google Scholar] [CrossRef] [PubMed]
- Renner, H.; Schlamp, G.; Hollmann, D.; Lüschow, H.M.; Tews, P.; Rothaut, J.; Dermann, K.; Knödler, A.; Hecht, C.; Schlott, M.; et al. Gold, Gold Alloys, and Gold Compounds. Available online: https://onlinelibrary.wiley.com/doi/abs/10.1002/14356007.a12_499 (accessed on 25 May 2018).
- Drost, E.; Haußelt, J. Uses of gold in jewellery. Interdiscip. Sci. Rev. 1992, 17, 271–280. [Google Scholar] [CrossRef]
- Klotz, U.E.; Tiberto, D.; Held, F. Optimization of 18-karat yellow gold alloys for the additive manufacturing of jewelry and watch parts. Gold Bull. 2017, 50, 111–121. [Google Scholar] [CrossRef]
- MacCormack, I.B.; Bowers, J.E. New white gold alloys—Their development on the basis of quantitative colour assessment. Gold Bull. 1981, 14, 19–24. [Google Scholar] [CrossRef]
- Cretu, C.; Van Der Lingen, E. Coloured gold alloys. Gold Bull. 1999, 32, 115–126. [Google Scholar] [CrossRef] [Green Version]
- Fier-Bühner, J.; Basso, A.; Poliero, M. Metallurgy and processing of coloured gold intermetallics—Part II: Investment casting and related alloy design. Gold Bull. 2010, 43, 11–20. [Google Scholar] [CrossRef]
- Corti, C.W. Blue, black and purple! The special colours of gold. In Proceedings of the International Jewellery Symposium, St. Petersburg, Russia, 3–7 July 2006. [Google Scholar]
- Dtrijević, S.; Rajčić-Vujasinović, M.; Trujić, V. Non-cyanide electrolytes for gold plating—A review. Int. J. Electrochem. Sci. 2013, 8, 6620–6646. [Google Scholar]
- Missey, R.J. Gold and silver plating basics. Prod. Finish. 2010, 75, 142–147. [Google Scholar]
- Wberg, A.M. Rhodium plating. Met. Finish. 1995, 93, 283–288. [Google Scholar] [CrossRef]
- Missey, R.J. Platinum plating. Met. Finish. 1995, 93, 282. [Google Scholar] [CrossRef]
- Wberg, A.M. Ruthenium plating. Met. Finish. 1995, 93, 289. [Google Scholar] [CrossRef]
- Snyder, D.L. Decorative chromium plating. Met. Finish. 1999, 97, 219–226. [Google Scholar] [CrossRef]
- Dennis, J.K.; Such, T.E. Nickel and Chromium Plating; Woodhead Publishing: Cambridge, UK, 1986. [Google Scholar]
- Henning, H.F. Chromium plating. Ann. Occup. Hyg. 1972, 15, 93–97. [Google Scholar] [CrossRef] [PubMed]
- Gardner, A. Decorative trivalent chromium plating. Met. Finish. 2006, 104, 41–45. [Google Scholar] [CrossRef]
- Lilian, F.S.; Aderval, S.L. Experimental Design and Response Surface Analysis as Available Tools for Statistical Modeling and Optimization of Electrodeposition Processes. In Electroplating; Sebayang, D., Ed.; InTech: Rijeka, Croatia, 2012; pp. 147–166. [Google Scholar]
- Vasudevan, S.; Oturan, M.A. Electrochemistry: as cause and cure in water pollution—An overview. Environ. Chem. Lett. 2014, 12, 97–108. [Google Scholar] [CrossRef]
- Salles, F.J.; Sato, A.P.S.; Luz, M.S.; Fávaro, D.I.T.; Ferreira, F.J.; da Silva Paganini, W.; Olympio, K.P.K. The environmental impact of informal and home productive arrangement in the jewelry and fashion jewelry chain on sanitary sewer system. Environ. Sci. Pollut. Res. 2018, 25, 10701–10713. [Google Scholar] [CrossRef] [PubMed]
- Kanwal, R.; Fiza, F.; Iqra, W.; Hamid, A.M.S. Prevalence of exposure of heavy metals and their impact on health consequences. J. Cell. Biochem. 2018, 119, 157–184. [Google Scholar] [CrossRef]
- Jin, R.; Zhu, Y.; Qian, H. Quantum-sized gold nanoclusters: Bridging the gap between organometallics and nanocrystals. Chem. A Eur. J. 2011, 17, 6584–6593. [Google Scholar] [CrossRef] [PubMed]
- Bencko, V. Nickel: A review of its occupational and environmental toxicology. J. Hyg. Epidemiol. Microbiol. Immunol. 1983, 27, 237–247. [Google Scholar] [PubMed]
- Denkhaus, E.; Salnikow, K. Nickel essentiality, toxicity, and carcinogenicity. Crit. Rev. Oncol. Hematol. 2002, 42, 35–56. [Google Scholar] [CrossRef]
- Kasprzak, K.S.; Sunderman, F.W.; Salnikow, K. Nickel carcinogenesis. Mutat. Res. Mol. Mech. Mutagen. 2003, 533, 67–97. [Google Scholar] [CrossRef]
- Seilkop, S.K.; Oller, A.R. Respiratory cancer risks associated with low-level nickel exposure: An integrated assessment based on animal, epidemiological, and mechanistic data. Regul. Toxicol. Pharmacol. 2003, 37, 173–190. [Google Scholar] [CrossRef]
- Yang, K.; Ren, Y. Nickel-free austenitic stainless steels for medical applications. Sci. Technol. Adv. Mater. 2010, 11, 14105. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Franken, A.; Eloff, F.C.; Du Plessis, J.; Du Plessis, J.L. In vitro permeation of metals through human skin: A review and recommendations. Chem. Res. Toxicol. 2015, 28, 2237–2249. [Google Scholar] [CrossRef] [PubMed]
- EN 12472:2005+A1:2009 Method for the Simulation of Wear and Corrosion for the Detection of Nickel Release from Coated Item; European Committee for Standardisation: Brussels, Belgium, 2009.
- EN 1811:2011+A1:2015 Reference Test Method for Release of Nickel from All Post Assemblies Which Are Inserted into Pierced Parts of the Human Body and Articles Intended to Come into Direct and Prolonged Contact with the Skin; European Committee for Standardisation: Brussels, Belgium, 2015.
- Brugnoni, C.; Bianchi, R.; Bianchini, A.; Stroosnijder, M.F. Influence of Experimental Test Conditions on the Ni Release of a Cu-Ni Alloy in Artificial Sweat. In Materials for Medical Engineering; Wiley-Blackwell: Hoboken, NJ, USA, 2005; pp. 243–248. [Google Scholar]
- Midander, K.; Julander, A.; Kettelarij, J.; Lidén, C. Testing in artificial sweat—Is less more? Comparison of metal release in two different artificial sweat solutions. Regul. Toxicol. Pharmacol. 2016, 81, 381–386. [Google Scholar] [CrossRef] [PubMed]
- Whittington, C.M.; Lo, W.Y. Prevention of nickel release from electroplated articles in the context of allergic contact dermatitis: further outcomes. Trans. IMF 2018, 96, 63–70. [Google Scholar] [CrossRef] [Green Version]
- Whittington, C.M.; Lo, W.Y.; Yau, M.Y. Prevention of nickel release from decorative nickel-chromium electroplated articles in the context of allergic contact dermatitis. Trans. IMF 2015, 93, 176–179. [Google Scholar] [CrossRef] [Green Version]
- Hebing, Z.; Man, L.; Dongsheng, L.; Mengqing, X.; Weishan, L. Electrochemical behaviors of zinc-indium alloy electroplating in alkaline solutions. Acta Metall. Sin. 2011, 47, 1055–1060. [Google Scholar] [CrossRef]
- Alam, N.; Corbett, S.J.; Ptolemy, H.C. Environmental health risk assessment of nickel contamination of drinking water in a country town in NSW. Public Health Bull. 2008, 19, 170–173. [Google Scholar] [CrossRef]
- Kisku, G.C.; Markandeya; Kushwaha, H.; Arora, S. Environmental health risk estimation of heavy metals accumulated in soil and cultivated plants irrigated with industrial effluents. Adv. Recycl. Waste Manag. 2016, 1, 1000108. [Google Scholar] [CrossRef]
- Schlesinger, M.; Paunovic, M. Modern Electroplating, 5th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011; ISBN 9780470167786. [Google Scholar]
- Guney, M.; Zagury, G.J. Heavy metals in toys and low-cost jewelry: Critical review of U.S. and Canadian legislations and recommendations for testing. Environ. Sci. Technol. 2012, 46, 4265–4274. [Google Scholar] [CrossRef] [PubMed]
- Canfield, R.L.; Henderson, C.R.; Cory-Slechta, D.A.; Cox, C.; Jusko, T.A.; Lanphear, B.P. Intellectual impairment in children with blood lead concentrations below 10 μg per deciliter. N. Engl. J. Med. 2003, 348, 1517–1526. [Google Scholar] [CrossRef] [PubMed]
- ISO 105-E04:2013 Textiles—Tests for Colour Fastness—Part E04: Colour Fastness to Perspiration; International Organization for Standardization: Geneva, Switzerland, 2013.
- EPA Method 6010D (SW-846): Inductively Coupled Plasma—Atomic Emission Spectrometry; United States Environmental Protection Agency: Washington, DC, USA, 2014.
- Pouzar, M.; Zvolská, M.; Jarolím, O.; Vavrušová, L.A. The health risk of cd released from low-cost jewelry. Int. J. Environ. Res. Public Health 2017, 14, 520. [Google Scholar] [CrossRef] [PubMed]
- Wojczykowski, K. New Developments in Corrosion Testing: Theory, Methods and Standards. Available online: https://www.pfonline.com/articles/new-developments-in-corrosion-testing-theory-methods-and-standards (accessed on 18 July 2018).
- Eleftheriadis, R.J.; Myklebust, O. A guideline of quality steps towards zero defect manufacturing in industry. Proc. Int. Conf. Ind. Eng. Oper. Manag. 2016, 332–340. [Google Scholar]
- Giurlani, W.; Innocenti, M.; Lavacchi, A. X-ray Microanalysis of precious metal thin films: Thickness and composition determination. Coatings 2018, 8, 84. [Google Scholar] [CrossRef]
- Zhuang, L.; Bao, S.; Wang, R.; Li, S.; Ma, L.; Lv, D. Thin film thickness measurement using electron probe microanalyzer. In Proceedings of the IEEE 2009 International Conference on Applied Superconductivity & Electromagnetic Devices (ASEMD ’09), Chengdu, China, 25–27 September 2009; pp. 142–144. [Google Scholar]
- Colorimetry, 3rd ed.; CIE: Vienna, Austria, 2004; ISBN 3-901-906-33-9.
- Colorimetry—Part 4: CIE 1976 L*a*b* Colour Space; CIE: Vienna, Austria, 2007.
- Ronnier, L.M. The quality of light sources. Color. Technol. 2011, 127, 75–87. [Google Scholar] [CrossRef]
- Mahy, M.; Van Eycken, L.; Oosterlinck, A. Evaluation of uniform color spaces developed after the adoption of CIELAB and CIELUV. Color Res. Appl. 1994, 19, 105–121. [Google Scholar] [CrossRef]
- Capitán-Vallvey, L.F.; López-Ruiz, N.; Martínez-Olmos, A.; Erenas, M.M.; Palma, A.J. Recent developments in computer vision-based analytical chemistry: A tutorial review. Anal. Chim. Acta 2015, 899, 23–56. [Google Scholar] [CrossRef] [PubMed]
- Melgosa, M.; Gómez-Robledo, L.; García, P.A.; Morillas, S.; Fernández-Maloigne, C.; Richard, N.; Huang, M.; Li, C.; Cui, G. Color-quality control using color-difference formulas: Progress and problems. In Proceedings of the Third International Conference on Applications of Optics and Photonics, Faro, Portugal, 8–12 May 2017; p. 104530U7. [Google Scholar]
- Medina, J.M.; Díaz, J.A. Fluctuation scaling of color variability in automotive metallic add-on parts. Prog. Org. Coat. 2017, 104, 118–124. [Google Scholar] [CrossRef]
- Giurlani, W.; Gambinossi, F.; Salvietti, E.; Passaponti, M.; Innocenti, M. Color measurements in electroplating industry: implications for product quality control. ECS Trans. 2017, 80, 757–766. [Google Scholar] [CrossRef]
- Madrigal, A.C.; Branch, W.J.; Restrepo, A.; Mery, D. A method for automatic surface inspection using a model-based 3D descriptor. Sensors 2017, 17, 2262. [Google Scholar] [CrossRef] [PubMed]
- Malamas, E.N.; Petrakis, E.G.M.; Zervakis, M.; Petit, L.; Legat, J.-D. A survey on industrial vision systems, applications and tools. Image Vis. Comput. 2003, 21, 171–188. [Google Scholar] [CrossRef]
- Byrne, G.; Sheahan, C. Comparative analysis of vision systems for electroplating surface quality inspection. Int. J. Prod. Res. 2005, 43, 3787–3801. [Google Scholar] [CrossRef]
- Byrne, G.; Sheahan, C. Inline color vision for specific electroplating defect identification. J. Manuf. Process. 2006, 8, 133–143. [Google Scholar] [CrossRef]
- Kumar, A.; Clement, S.; Agrawal, V.P. Quality modelling and analysis of electroplating system using graph theory matrix approach. Int. J. Prod. Qual. Manag. 2011, 8, 85–112. [Google Scholar] [CrossRef]
- ASTM B571-97(2008)e1 Standard Practice for Qualitative Adhesion Testing of Metallic Coatings; American Society for Testing and Materials International: West Conshohocken, PA, USA, 2008.
- ISO 2819:2017 Metallic Coatings on Metallic Substrates—Electrodeposited and Chemically Deposited Coatings—Review of Methods Available for Testing Adhesion; International Organization for Standardization: Geneva, Switzerland, 2017.
- ISO 11644:2009 (IULTCS/IUF 470) Leather—Test for Adhesion of Finish; International Organization for Standardization: Geneva, Switzerland, 2009.
- ISO. 105-E03:2010 Textiles—Tests for Colour Fastness— Part E03: Colour Fastness to Chlorinated Water (Swimming-Pool Water); International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- Ono, Y.; Morito, S.; Li, C. Stress measurement using EBSD analysis of grains in copper foil. Exp. Mech. 2012, 52, 493–502. [Google Scholar] [CrossRef]
- Sharma, T.; Shaver, P.; Brown, D.A.; Brüning, R.; Peldzinski, V.; Ferro, A. Time evolution of stress and microstructure in electroplated copper films. Electrochim. Acta 2016, 196, 479–486. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, Q.; Shao, S.; Misra, A. Strength and plasticity of nanolaminated materials. Mater. Res. Lett. 2017, 5, 1–19. [Google Scholar] [CrossRef]
- ISO 4611:2010 Plastics—Determination of the Effects of Exposure to Damp Heat, Water Spray and Salt Mist; International Organization for Standardization: Geneva, Switzerland, 2010.
- ISO 17228:2015 (IULTCS/IUF 412) Leather—Tests for Colour Fastness—Change in Colour with Accelerated Ageing; International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 3160-2:2015 Watch-Cases and Accessories—Gold Alloy Coverings—Part 2: Determination of Fineness, Thickness, Corrosion Resistance and Adhesion; International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 9227:2017 Corrosion Tests in Artificial Atmospheres—Salt Spray Tests; International Organization for Standardization: Geneva, Switzerland, 2017.
- ISO 4538:1978 Metallic Coatings—Thioacetamide Corrosion Test (TAA Test); International Organization for Standardization: Geneva, Switzerland, 1978.
- ISO 4524-2:2000 Metallic Coatings—Test Methods for Electrodeposited Gold and Gold Alloy Coatings—Part 2: Mixed Flowing Gas (MFG) Environmental Tests; International Organization for Standardization: Geneva, Switzerland, 2000.
- Gross, O.; Eisenbart, M.; Schmitt, L.Y.; Neuber, N.; Ciftci, L.; Klotz, U.E.; Busch, R.; Gallino, I. Development of novel 18-karat, premium-white gold bulk metallic glasses with improved tarnishing resistance. Mater. Des. 2018, 140, 495–504. [Google Scholar] [CrossRef]
- Pezzato, L.; Magnabosco, G.; Brunelli, K.; Breda, M.; Dabalà, M. Microstructure and mechanical properties of a 18 kt 5 N gold alloy after different heat treatments. Metallogr. Microstruct. Anal. 2016, 5, 116–123. [Google Scholar] [CrossRef]
- Jaszczak, E.; Polkowska, Ż.; Narkowicz, S.; Namieśnik, J. Cyanides in the environment—Analysis—Problems and challenges. Environ. Sci. Pollut. Res. 2017, 24, 15929–15948. [Google Scholar] [CrossRef] [PubMed]
- Marcus, M.I.; Vlad, M.; Mitiu, M.A.; Anghel, A.M.; Marinescu, F.; Laslo, L.; Ilie, M.; Szep, R.; Ghita, G.; Matei, M.; Holban, E.; Dumitru, F.D. Recovery of galvanic sludge by physicochemical mechanisms. J. Environ. Prot. Ecol. 2017, 18, 1117–1126. [Google Scholar]
- Sulimova, M.A.; Litvinova, T.E. Metallurgical production waste treatment efficiency increase. In Proceedings of the 16th International Multidisciplinary Scientific GeoConference & EXPO SGEM2016, Albena, Bulgaria, 28 June–7 July 2016; pp. 569–576. [Google Scholar]
- Sofińska-Chmiel, W.; Kołodyńska, D. Application of ion exchangers for the purification of galvanic wastewater from heavy metals. Sep. Sci. Technol. 2018, 53, 1097–1106. [Google Scholar] [CrossRef]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giurlani, W.; Zangari, G.; Gambinossi, F.; Passaponti, M.; Salvietti, E.; Di Benedetto, F.; Caporali, S.; Innocenti, M. Electroplating for Decorative Applications: Recent Trends in Research and Development. Coatings 2018, 8, 260. https://doi.org/10.3390/coatings8080260
Giurlani W, Zangari G, Gambinossi F, Passaponti M, Salvietti E, Di Benedetto F, Caporali S, Innocenti M. Electroplating for Decorative Applications: Recent Trends in Research and Development. Coatings. 2018; 8(8):260. https://doi.org/10.3390/coatings8080260
Chicago/Turabian StyleGiurlani, Walter, Giovanni Zangari, Filippo Gambinossi, Maurizio Passaponti, Emanuele Salvietti, Francesco Di Benedetto, Stefano Caporali, and Massimo Innocenti. 2018. "Electroplating for Decorative Applications: Recent Trends in Research and Development" Coatings 8, no. 8: 260. https://doi.org/10.3390/coatings8080260
APA StyleGiurlani, W., Zangari, G., Gambinossi, F., Passaponti, M., Salvietti, E., Di Benedetto, F., Caporali, S., & Innocenti, M. (2018). Electroplating for Decorative Applications: Recent Trends in Research and Development. Coatings, 8(8), 260. https://doi.org/10.3390/coatings8080260