Characteristics of (002) Oriented Hydroxyapatite Coatings Deposited by Atmospheric Plasma Spraying

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
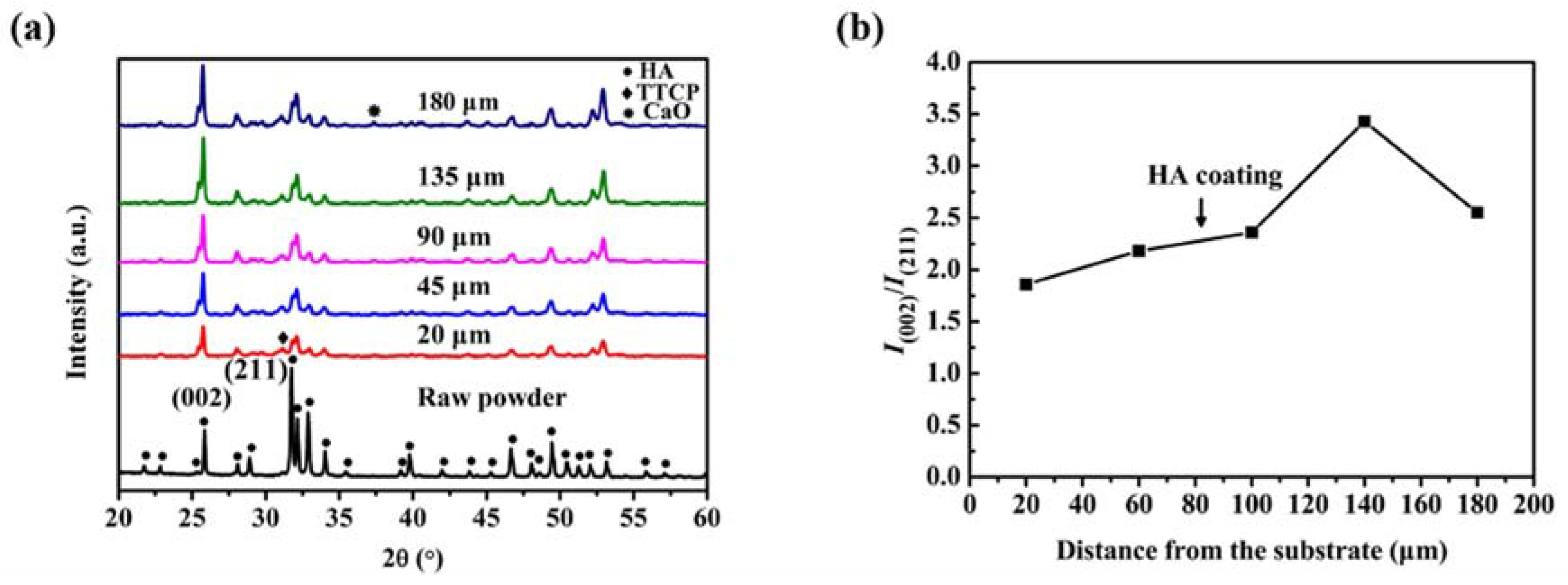
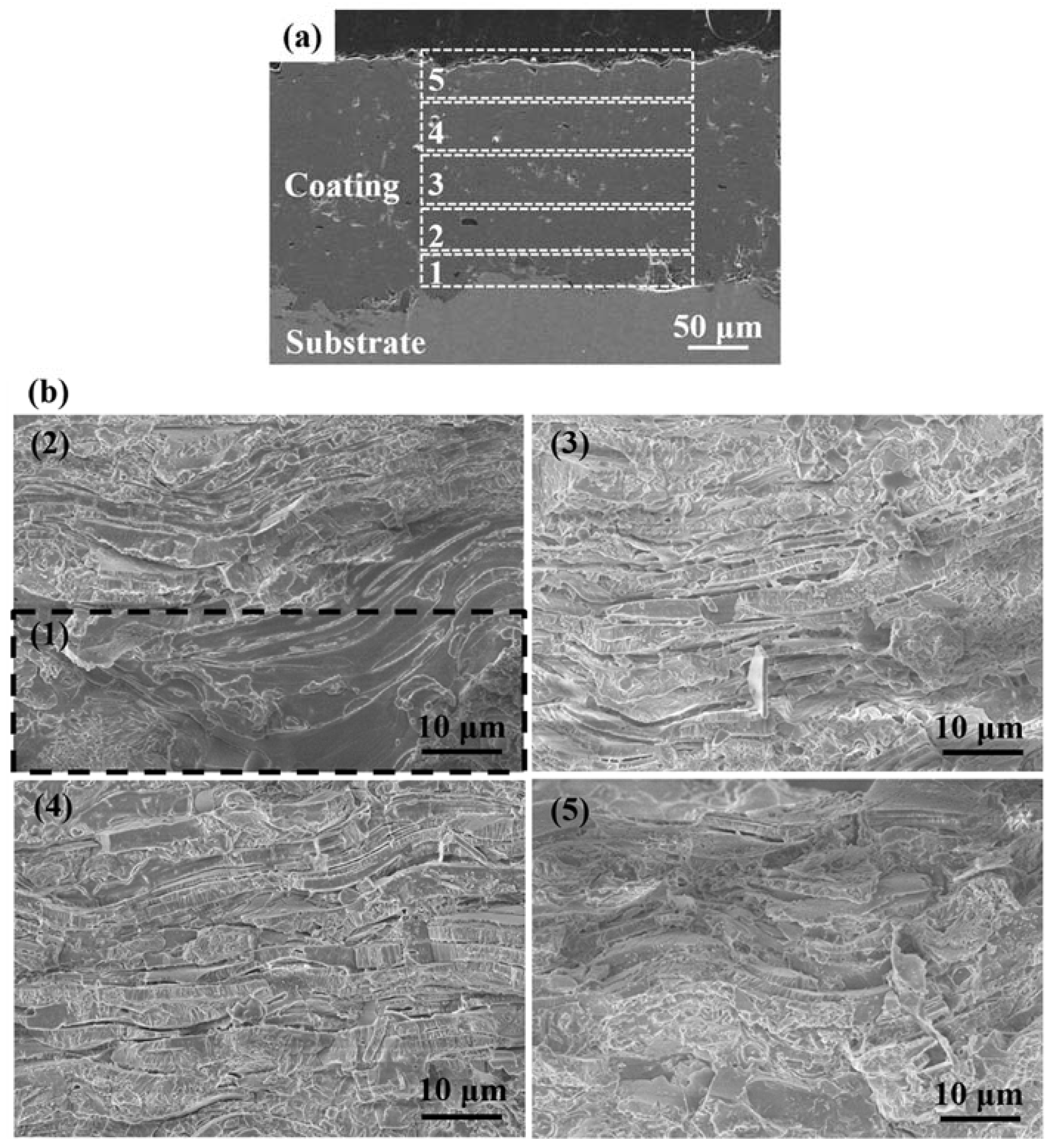
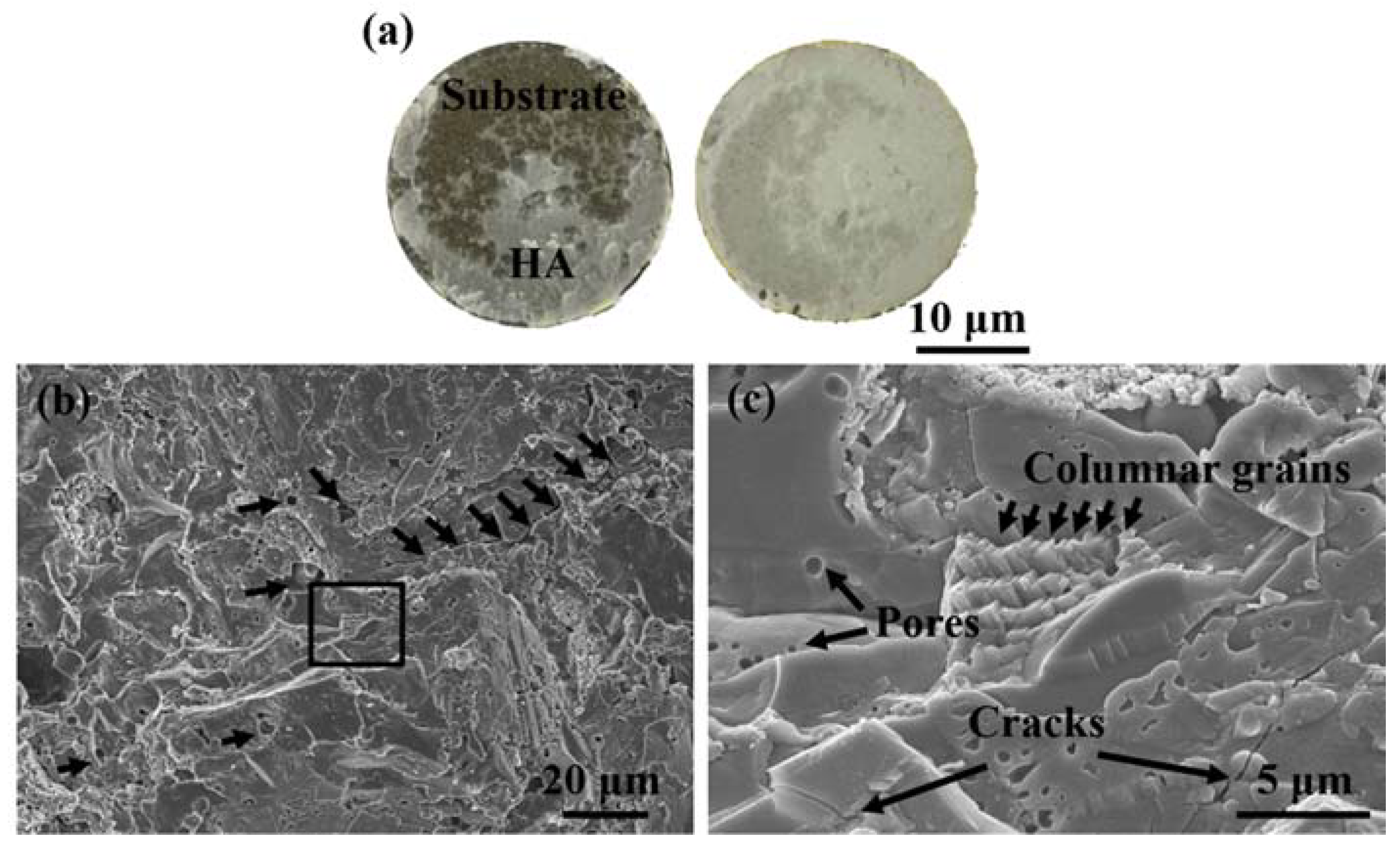
3.1. Microstructure of (002) Oriented HA Coatings
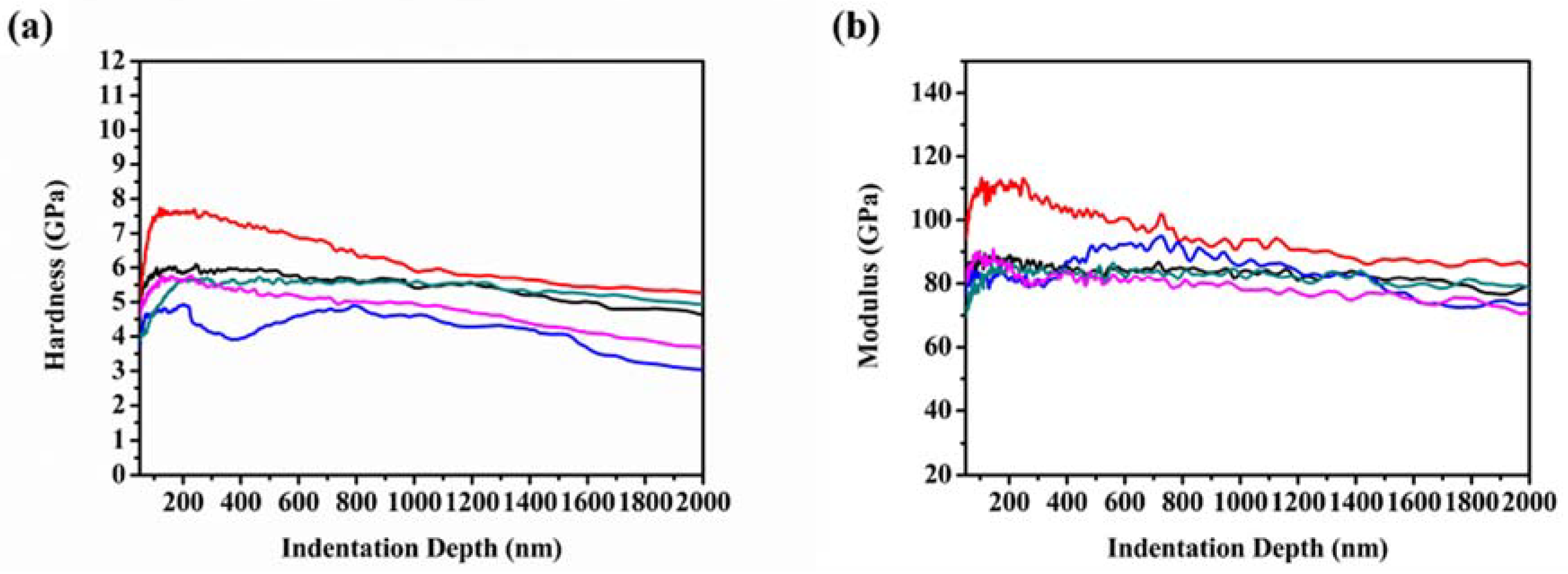
3.2. Mechanical Properties of (002) Oriented Coatings
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, Y.; Liu, X.; Fan, T.; Tan, Z.; Zhou, Z.; He, D. In vitro evaluation of hydroxyapatite coatings with (002) crystallographic texture deposited by micro-plasma spraying. Mater. Sci. Eng. C 2017, 75, 596–601. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.; Camata, R.P.; Chowdhury, S.; Vohra, Y.K. In vitro dissolution and mechanical behavior of c-axis preferentially oriented hydroxyapatite thin films fabricated by pulsed laser deposition. Acta Biomater. 2010, 6, 3234–3241. [Google Scholar] [CrossRef] [PubMed]
- Wenk, H.R.; Heidelbach, F. Crystal alignment of carbonated apatite in bone and calcified tendon: Results from quantitative texture analysis. Bone 1999, 24, 361–369. [Google Scholar] [CrossRef]
- Fujisaki, K.; Todoh, M.; Niida, A.; Shibuya, R.; Kitami, S.; Tadano, S. Orientation and deformation of mineral crystals in tooth surfaces. J. Mech. Behav. Biomed. 2012, 10, 176–182. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Almora-Barrios, N.; Austen, K.F.; de Leeuw, N.H. Density functional theory study of the binding of glycine, proline, and hydroxyproline to the hydroxyapatite (0001) and (0110) surfaces. Langmuir 2009, 25, 5018–5025. [Google Scholar] [CrossRef] [PubMed]
- Dong, X.; Zhou, H.; Wu, T.; Wang, Q. Behavior regulation of adsorbed proteins via hydroxyapatite surface texture control. J. Phys. Chem. C 2008, 112, 4751–4759. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.; Camata, R.P.; Lee, S.; Rohrer, G.S.; Rollett, A.D.; Hennessy, K.M.; Vohra, Y.K. Calcium phosphate bioceramics with tailored crystallographic texture for controlling cell adhesion. Mater. Res. Soc. Symp. Proc. 2006, 925, 0925-BB02-07. [Google Scholar] [CrossRef]
- Wang, Y.; Fan, T.; Zhou, Z.; He, D. Hydroxyapatite coating with strong (002) crystallographic texture deposited by micro-plasma spraying. Mater. Lett. 2016, 185, 484–487. [Google Scholar] [CrossRef]
- Liu, X.; He, D.; Wang, Y.; Zhou, Z.; Wang, G.; Tan, Z.; Wang, Z. The influence of spray parameters on the characteristics of hydroxyapatite in-flight particles, splats and coatings by micro-plasma spraying. J. Therm. Spray Technol. 2018, 27, 667–679. [Google Scholar] [CrossRef]
- Liu, X.; He, D.; Zhou, Z.; Wang, Z.; Wang, G. The influence of process parameters on the structure, phase composition, and texture of micro-plasma sprayed hydroxyapatite coatings. Coatings 2018, 8, 106. [Google Scholar] [CrossRef]
- Tong, W.; Chen, J.; Li, X.; Feng, J.; Cao, Y.; Yang, Z.; Zhang, X. Preferred orientation of plasma sprayed hydroxyapatite coatings. J. Mater. Sci. 1996, 31, 3739–3742. [Google Scholar] [CrossRef]
- Li, H.; Khor, K.A.; Cheang, P. Adhesive and bending failure of thermal sprayed hydroxyapatite coatings: Effect of nanostructures at interface and crack propagation phenomenon during bending. Eng. Fract. Mech. 2007, 74, 1894–1903. [Google Scholar] [CrossRef]
- Kweh, S.W.; Khor, K.A.; Cheang, P. Plasma-sprayed hydroxyapatite (HA) coatings with flame-spheroidized feedstock: Microstructure and mechanical properties. Biomaterials 2000, 21, 1223–1234. [Google Scholar] [CrossRef]
- Liu, X.; Song, X.; Wang, H.; Hou, C.; Liu, X.; Wang, X. Reinforcement of tungsten carbide grains by nanoprecipitates in cemented carbides. Nanotechnology 2016, 27, 415710. [Google Scholar] [CrossRef] [PubMed]
- Filgueiras, M.R.T.; Mkhonto, D.; de Leeuw, N.H. Computer simulations of the adsorption of citric acid at hydroxyapatite surfaces. J. Cryst. Growth 2006, 294, 60–68. [Google Scholar] [CrossRef]
- Chen, W.; Tian, B.; Lei, Y.; Ke, Q.; Zhu, Z.; Guo, Y. Hydroxyapatite coatings with oriented nanoplate and nanorod arrays: Fabrication, morphology, cytocompatibility and osteogenic differentiation. Mater. Sci. Eng. C 2016, 67, 395–408. [Google Scholar] [CrossRef] [PubMed]
- Keller, L.; Dollase, W.A. X-ray determination of crystalline hydroxyapatite to amorphous calcium-phosphate ratio in plasma sprayed coatings. J. Biomed. Mater. Res. 2003, 49, 244–249. [Google Scholar] [CrossRef]
- ISO 13779-2 Implants for Surgery-Hydroxyapatite. Part 2: Coatings of Hydroxyapatite; International Organization for Standardization: Geneva, Switzerland, 2008.
- Moreau, C.; Lamontagne, M.; Cielo, P. Influence of the coating thickness on the cooling rates of plasma-sprayed particles impinging on a substrate. Surf. Coat. Technol. 1992, 53, 107–114. [Google Scholar] [CrossRef]
- Gross, K.A.; Berndt, C.C.; Herman, H. Amorphous phase formation in plasma-sprayed hydroxyapatite coatings. J. Biomed. Mater. Res. 1998, 39, 407–414. [Google Scholar] [CrossRef]
- Wen, J.; Yang, L.; Chen, J.; Zhang, C. Chemical gradient in plasma-sprayed HA coatings. Biomaterials 2000, 21, 1339–1343. [Google Scholar] [CrossRef]
- Liu, Y.; Dang, Z.; Wang, Y.; Huang, J.; Li, H. Hydroxyapatite/graphene-nanosheet composite coatings deposited by vacuum cold spraying for biomedical applications: Inherited nanostructures and enhanced properties. Carbon 2014, 67, 250–259. [Google Scholar] [CrossRef]
- Li, H.; Khor, K.A.; Cheang, P. Young’s modulus and fracture toughness determination of high velocity oxy-fuel-sprayed bioceramic coatings. Surf. Coat. Technol. 2002, 155, 21–32. [Google Scholar] [CrossRef]
- Dey, A.; Mukhopadhyay, A.K.; Gangadharan, S.; Sinha, M.K.; Basu, D.; Bandyopadhyay, N.R. Nanoindentation study of microplasma sprayed hydroxyapatite coating. Ceram. Int. 2009, 35, 2295–2304. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Current | Voltage | Gas Flow Rate | Spraying Distance | Gun Traverse Speed | Powder Feed Rate | Carrier Gas Flow Rate |
|---|---|---|---|---|---|---|
| 330 A | 50 V | 23 L/min | 60 mm | 150 m/s | 6.5 g/min | 5.2 L/min |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; He, D.; Zhou, Z.; Wang, G.; Wang, Z.; Wu, X.; Tan, Z. Characteristics of (002) Oriented Hydroxyapatite Coatings Deposited by Atmospheric Plasma Spraying. Coatings 2018, 8, 258. https://doi.org/10.3390/coatings8080258
Liu X, He D, Zhou Z, Wang G, Wang Z, Wu X, Tan Z. Characteristics of (002) Oriented Hydroxyapatite Coatings Deposited by Atmospheric Plasma Spraying. Coatings. 2018; 8(8):258. https://doi.org/10.3390/coatings8080258
Chicago/Turabian StyleLiu, Xiaomei, Dingyong He, Zheng Zhou, Guohong Wang, Zengjie Wang, Xu Wu, and Zhen Tan. 2018. "Characteristics of (002) Oriented Hydroxyapatite Coatings Deposited by Atmospheric Plasma Spraying" Coatings 8, no. 8: 258. https://doi.org/10.3390/coatings8080258
APA StyleLiu, X., He, D., Zhou, Z., Wang, G., Wang, Z., Wu, X., & Tan, Z. (2018). Characteristics of (002) Oriented Hydroxyapatite Coatings Deposited by Atmospheric Plasma Spraying. Coatings, 8(8), 258. https://doi.org/10.3390/coatings8080258