1. Introduction
Large-scale tooling for low-cost marine or infrastructure composite applications is fabricated using a multi-step process, using a welded steel frame, plywood sheathing, a machined polystyrene substrate covered with epoxy fiberglass, and an epoxy-based tooling paste for the final computerized numerical control (CNC) machining, sanding, and the final coating application. This is a complex and labor-intensive process. The recyclability of the tooling is also poorly attributable to the multiple materials used in the assembly process [
1,
2].
Large-scale AM tooling has the potential to significantly simplify the build process to three steps: (1) the printing, (2) the CNC machining, and (3) the coating application. Using a 3D printing polymer material, and also wood/cellulose-reinforced or particle-filled polymers, can improve the mechanical properties, reduce costs, and increase the portion of the renewable resources used [
3]. As only one material is to be used in the tool manufacturing process, the recycling of the wood polymer composites (WPC) becomes possible [
4].
AM has been demonstrated to be fast and cost-effective for aerospace tooling, using 20% carbon-filled ABS costing 10
$/kg [
5]. To be cost-effective for marine or infrastructure applications, lower cost feedstock materials, in the range of 3–5
$/kg are expected to be sufficient. This research focusses on the surface treatment of low-cost filled polymer systems and the subsequent adhesion of a common surface coating, for composite tooling. This work forms part of a larger study on compounding, thermal and mechanical testing and large-scale printing of bio-filled thermoplastic materials.
In this study, three polymers suitable for the fused deposition modelling (FDM) 3D printing were investigated: polypropylene (PP), polylactic acid (PLA), and styrene maleic anhydride (SMA). Bio-derived fiber reinforcements are used to reduce cost and improve the mechanical performance of the material, particularly stiffness. Two filler materials were chosen—30 wt % micron scale wood flour and 20 wt % spray-dried cellulose nanofibers (CNF). Whilst CNFs are not yet produced in sufficient quantities to be considered a low-cost filler material they were included in this study because of the significant interest in this area. Pine wood, as wood flour, was chosen as a filling material since it was available in large quantities and is a low-cost filling material.
The first two production steps have their own challenges to overcome. For example, warping and cracking of large-scale prints [
6,
7]. However, a crucial part of the production process for composite tooling manufacture is the final coating application. Adequate adhesion of the coating to the surface of the 3D-printed product is as much a necessity, as good mechanical properties, and a good printability of the material. The polymer matrices chosen in this study have different base surface free energies. While most coatings will, typically, adhere better to surfaces with a higher surface free energy, mold release will be easier on surfaces with a lower one. The incorporation of a polar filling material (wood and CNF) influence this behavior, as well, and make a layer of coating a necessity, in some cases. This is especially true since a very smooth surface is required. Surface adhesion is dependent on the substrate’s surface morphology and surface chemistry. There are numerous methods to improve the surface properties, e.g., chromic acid treatment, flame treatment, water treatment, or sanding [
8]. In the polymer industry an approach to use atmospheric pressure plasma for the surface activation is the most commonly used method and is also under investigation for WPCs [
9,
10,
11]. Coating adhesion on WPC substrates has not been widely researched until now and only a few publications deal with that matter, e.g., Akhtarkhavari et al. [
12] and Gupta et al. [
13]. The coating adhesion in our study was tested with a two-component polyester system, as it is commonly used in the marine industry for finishing machined composite tools. The adhesion of the coating to the surface was investigated using injection-molded flat specimens, with four different surface finishes—untreated reference (after sanding with 120 grit sanding paper), plasma treatment, and sanding, followed by coating with an adhesion promoter.
Analysis of the resulting surfaces was conducted in the form of contact angle measurements for the determination of the surface free energy. Following a more practical approach, the pull-off strength of the applied coating was determined by a dolly test [
14,
15].
2. Materials and Methods
The reinforced plastic composite formulations were melt compounded using a Brabender TSE 20/40 D (Brabender GmbH & Co. KG, Duisburg, Germany). The following three polymers were used as matrix material for the formulations: Polypropylene (PP) (Pro-fax 6525, LyondellBasell, Rotterdam, The Netherlands); Polylactide (PLA) Ingeo™ Biopolymer 4043D (NatureWorks, Minnetonka, MN, USA); Styrene maleic anhydride (SMA) XIRAN SE750 (Polyscope, Geleen, The Netherlands).
Two different bio-based fillers were used to produce the composite compounds. WPCs with 30 wt % 100 mesh (150 micron) pine (Pinus spp.) Wood flour obtained from American Wood Fibers, Inc. (Columbia, MD, USA); as well as 20 wt % (10 micron) spray-dried cellulose nanofibers (CNF). The CNF was produced by the University of Maine Process Development Center (Orono, ME, USA). The CNF suspension was spray-dried according to the methods described by Peng et al. (2012) [
16,
17,
18].
Subsequently the compounded granulates of the formulations were injection-molded into coating test specimens with dimensions of 39 × 103 × 2 mm
3, using a Mini-Jector Model #50 (Miniature Plastic Molding, Solon, OH, USA). This production steps lead to specimens with densities as shown in
Table 1.
All specimen surfaces were cleaned with 2-propanol, prior to one of three following surface treatments. This led to four different specimen surfaces: (1) Cleaned reference; (2) mechanically-abraded by sanding with 120 grit sandpaper; (3) sanded with 120 grit sandpaper followed by treatment with an adhesion promoter SEM 39863 (SEM Products, Inc., Rock Hill, SC, USA); and (4) forced air plasma treated.
The final coating was applied onto the adhesion promoter treated surfaces, according to the application instructions of the manufacturer [
19]. In this case, the adhesion promoter was allowed only 3–5 min to flash before the final topcoat was applied. Due to technical limitations this was not possible for the contact angle measurement, thus, the contact angle measurement was performed on a dried layer of the adhesion promoter.
The plasma treatment was performed with a Lectrotreat LT III (Lectro Engineering Co., Saint Louis, MO, USA). The device ignites a plasma arc under atmospheric pressure and uses forced air to form a plasma torch underneath the electrode, the process is called forced-air plasma treatment (FAPT). The electrode was passed over the specimens five times, with high energy, and a working distance of 2 mm and a speed of 0.1 m/s, following the procedure for the optimal outcome obtained by the experiments from Oporto et al. [
20].
The surface analysis was done by contact angle measurements with a Mobile Surface Analyzer (KRÜSS GmbH, Hamburg, Germany) and the corresponding software for this device. Contact angles of water and diiodomethane were measured. The contact angle was measured for both sides of a 1 µL droplet with the tangent-1 fitting method, thus, for each measurement the average of both angles was used. From these data, the surface free energy was calculated using the Owens, Wendt, Rabel, and the Kaelble (OWRK) method [
21,
22,
23]. The surface free energy is divided into a dispersive and a polar part, while the latter is responsible for the chemical dipole-based adhesion of coatings. Calculations of the surface free energy values and the corresponding error was done with the corresponding device’s software. The measurements were done within 1 h, after the plasma treatment.
To examine the theoretical value of the surface free energy, and also adhesion, in a realistic application setting, the pull-off strength of a polyester-based coating was measured. For this reason, the surface treated specimens were coated with Duratec 707-002 (Dura Technologies, INC., Bloomington, CA, USA) with a paint spray gun. The subsequent investigation of the coating’s pull-off strength was carried out on the basis of ASTM D4541-02 [
14] and DIN EN ISO 4624 [
15] with a PosiTest AT-M (DeFelsko Corporation, Ogdensburg, NY, USA). The 20 mm diameter dollies used for the determination of the pull-off strength were glued to the coating surface with two-component ResinLab EP11HT epoxy resin (ResinLab, Germantown, WI, USA).
To ensure a reproducible conditioning of the specimens, storing, and all analytical work was done under a standard ambient climate of 20 °C and 65% relative humidity.
Statistical analysis was performed using Excel 2016 (Microsoft, Redmond, WA, USA). The Kolmogorov-Smirnov normality test was used to determine if the experimental results followed a normal distribution (α = 0.5). The normally-distributed value sets were then further analyzed to see if a significant change between the reference and the treated material occurred. A two-sample unequal variance (heteroscedastic) t-Test (α = 0.5) was used in this regard.
3. Results and Discussion
3.1. Surface Free Energy
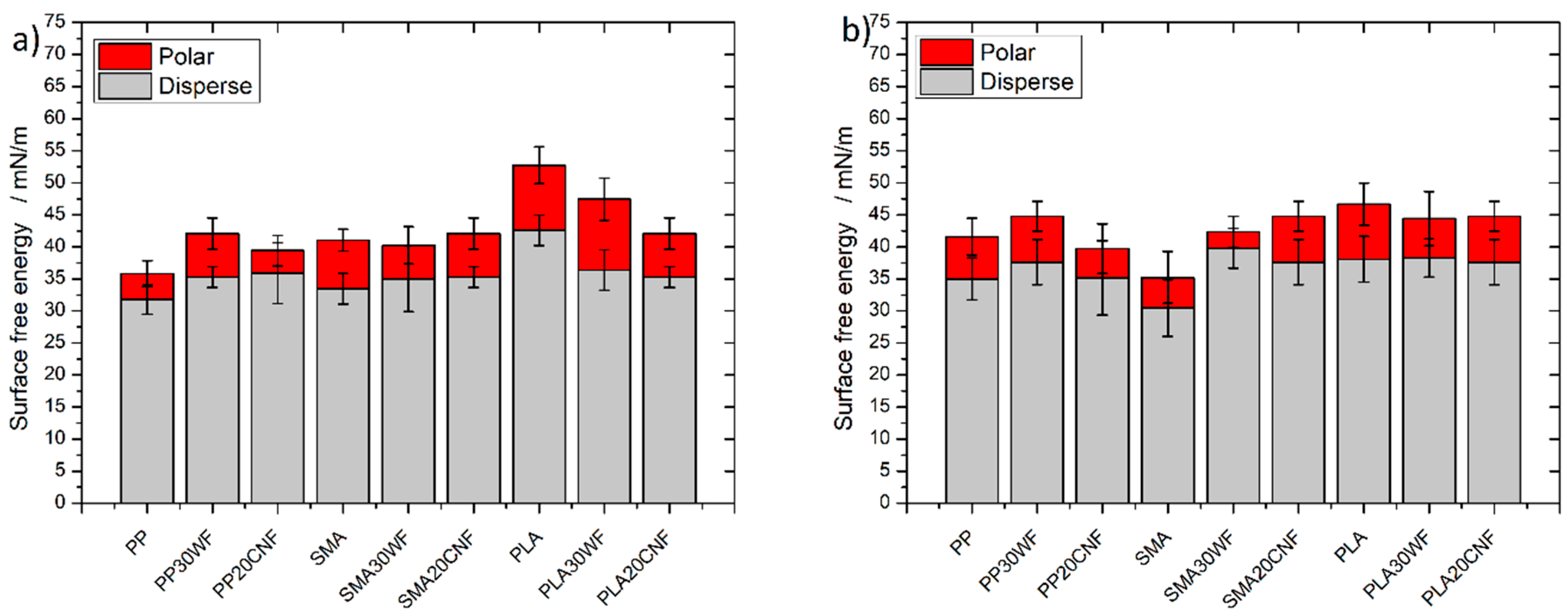
The results of the surface free energy, calculated from the contact angle measurements, are shown in
Figure 1 and
Figure 2.
For the cleaned specimens the surface free energy is low for the PP but increased due to the incorporation of the WF and the CNF fibers, which contain polar groups (mostly hydroxyl) that affect the surface. The result for PP of about 35 mN/m is in agreement with the results by Khoshkava and Maral, who reported a surface energy value of 32.1 mN/m [
19]. The surface free energy of SMA in the range of 42.5 mN/m was mostly unaffected by the addition of fibers, a reason for this could be that the fibers are in the same surface free energy range as the substrate and, therefore, did not change the overall surface energy value. The obtained results are in a good agreement with the reported results of 47.7 mN/m, from inverse gas chromatography measurements performed on the cellulose fibers, grafted with SMA [
22]. For the PLA, the incorporation of the fibers reduced the surface free energy from 52.7 mN/m of the virgin PLA to 50.7 for the CNF and 47.5 mN/m for the wood flour incorporated composites. This leads to the assumption that the PLA has a higher base surface free energy than any of the two other fibers. The obtained surface energy values for the PLA are higher than what can be found in the literature of about 35–40 mN/m [
21,
23]. Since the values for the PP are in the range of 35 mN/m, the obtained values for the PLA, in the range of 50 mN/m, appear reasonable as the oxygen functional groups have an impact on the surface free energy.
As expected from a mechanical abrasion process treatment, the sanding had little effect on the surface energy of the plastics. Two exceptions were for the neat SMA and PLA. In both cases, the surface free energy was lowered by about 5 mN/m. It is assumed that these are artifacts of the contact angle measurements and that the roughened and anisotropic-sanded surfaces influenced the contact angle and the variability of the results, respectively. The large error bars and missing significance of the difference between the cleaned and the sanded PLA/SMA specimens supported this assumption. Contact angle measurements, used in this study, to calculate the surface free energy, are affected by many factors, e.g., surface roughness, material composition, surface crystallinity, and surface charge [
21].
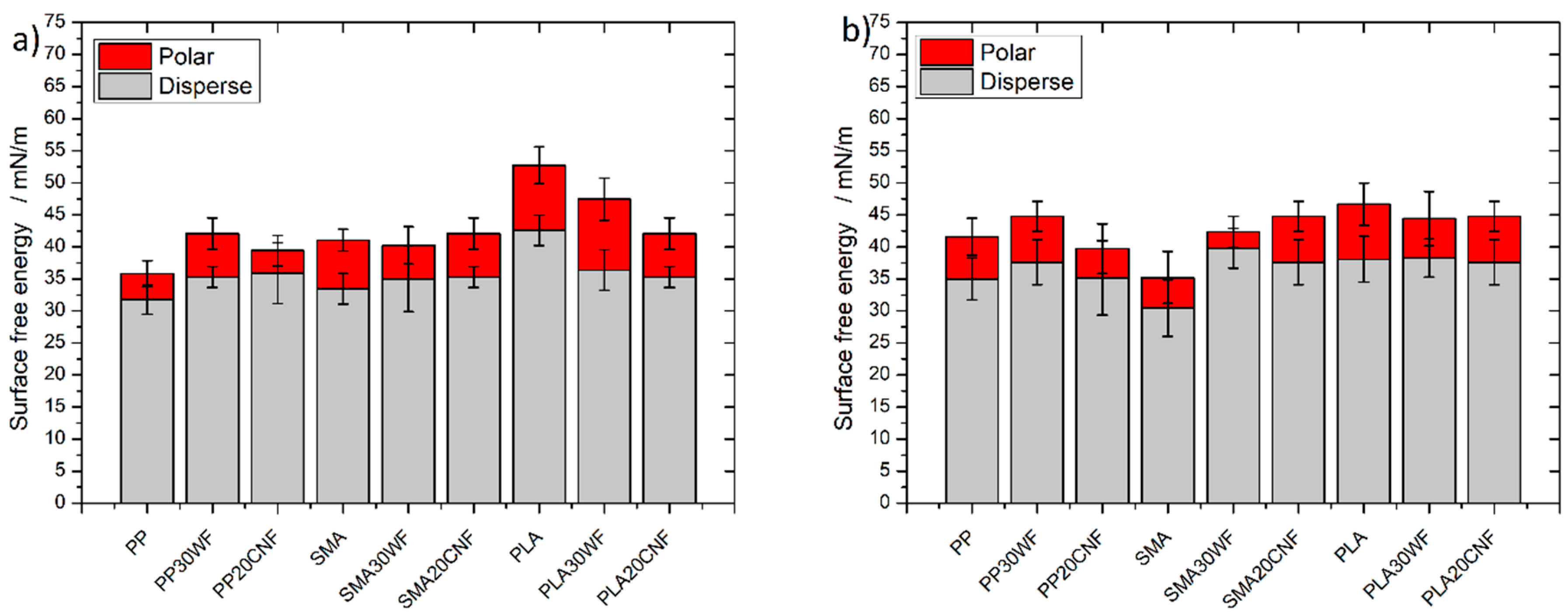
The adhesion promoter increased the surface free energy for some formulations but decreased it for others, as well, as the contact angle measurements, in this case, were not performed on the substrate’s surface, but on the dried intermediate layer of the adhesion promoter. The former different levels of the formulations were leveled to a surface free energy, in the range of 40 mN/m.
The most noticeable surface energy changes were obtained with the plasma treatment. Atmospheric pressure plasma is known for creating oxygen-containing functional groups, mostly carbonyl and hydroxyl, which significantly increase the surface’s free energy and, therefore, its wettability [
24]. The huge increase from around 35 mN/m of the base PP to the 65 mN/m, for the treated-PP-based composites was a result of the lack of oxygen-containing functional groups in the base PP material, and the oxidation of the surface. The surface free energy for SMA composites was also increased to values in the same dimension as the PP ones of 65 mN/m. For the PLA formulations, the benefit of the plasma treatment was the least. This was expected, since the surface is already highly polar attributable to the oxygen-containing ester groups of the PLA. The obtained results for the PLA are in agreement with the reported values, after plasma treatment of up to 60 mN/m [
25].
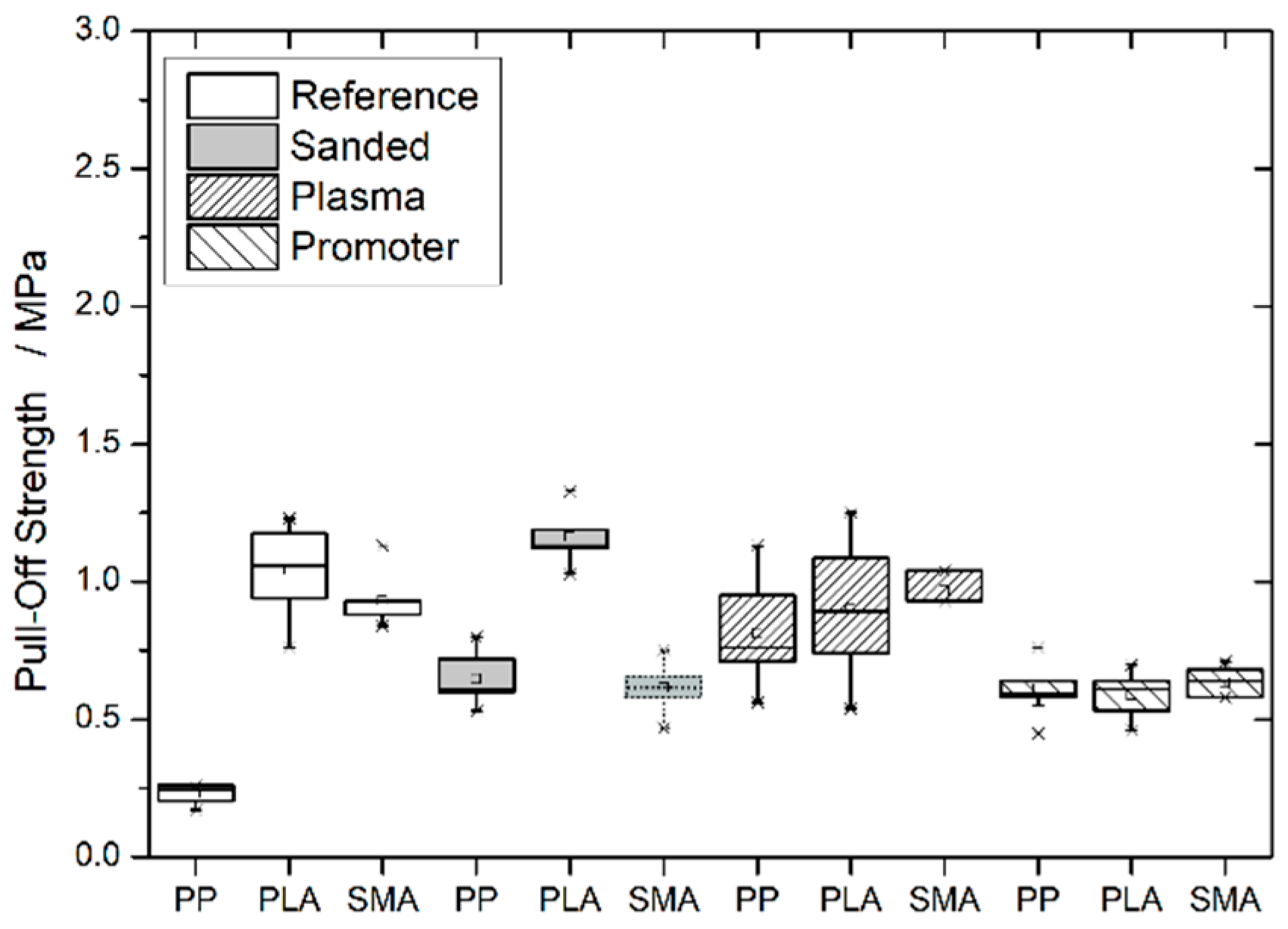
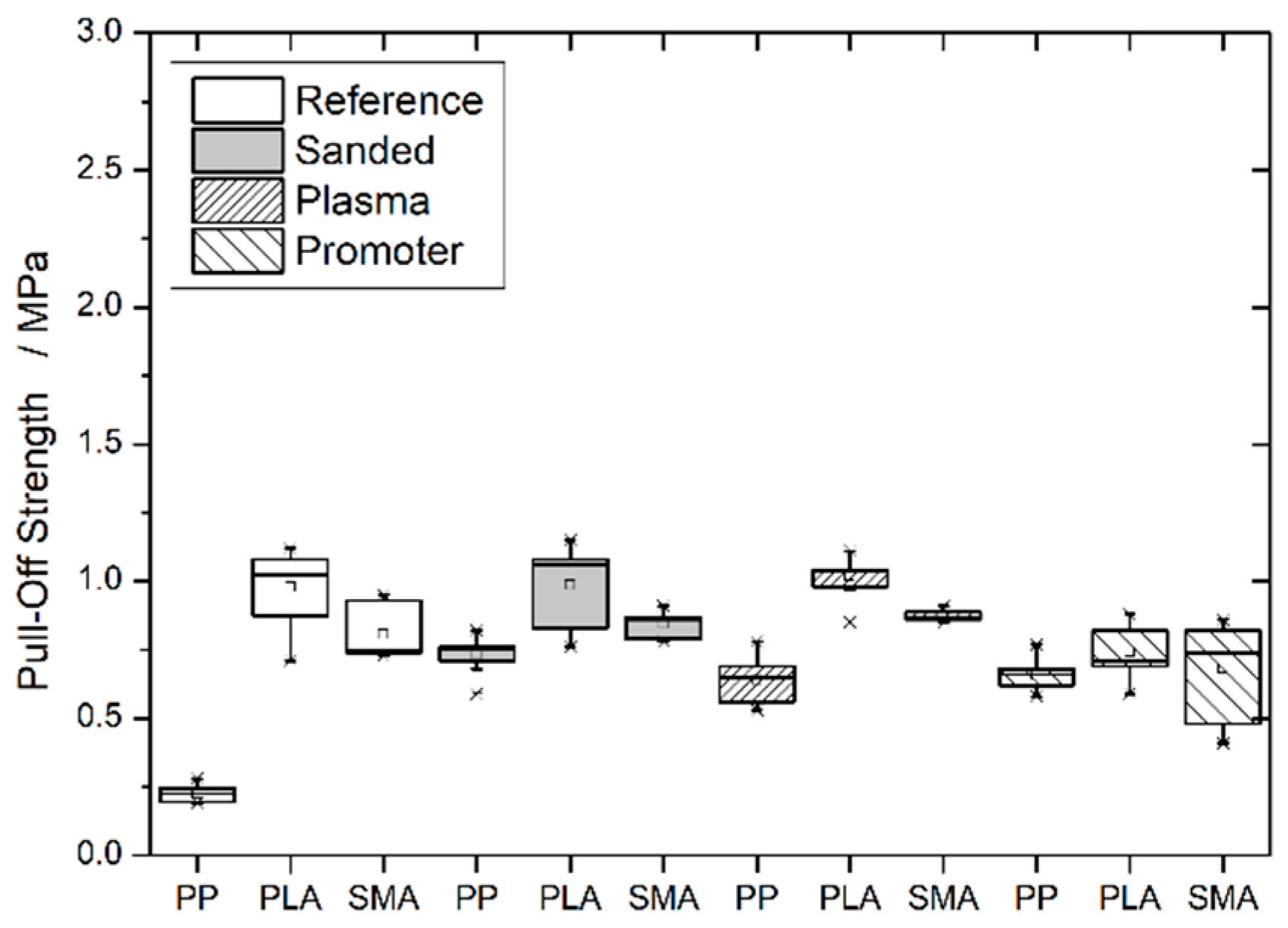
3.2. Pull-off Strength/Dolly Test
The results for the determination of the pull-off strength can be found in the following three
Figure 3,
Figure 4 and
Figure 5. The boxes of the box plots are defined by the 25th and 75th percentile.
The obtained pull-off strengths for the pure polymer formulations are shown in
Figure 3.
The untreated-PP resulted in the lowest adhesion of the coating to the surface, with a mean of 0.23 MPa, while the sanded PLA showed the highest adhesion, at 1.16 MPa. This result was expected, based on pure surface energy characteristics alone and the interaction with the polymer coating. A lower surface energy of the plastic results in a lower adhesion and a higher surface energy in higher coating adhesion. Sanded-SMA samples showed cohesion failures, which means that the adhesion of the coating is higher than the internal bonding strength of the specimen after sanding. It is expected that these results would be in the same range as the reference SMA: 0.93 MPa.
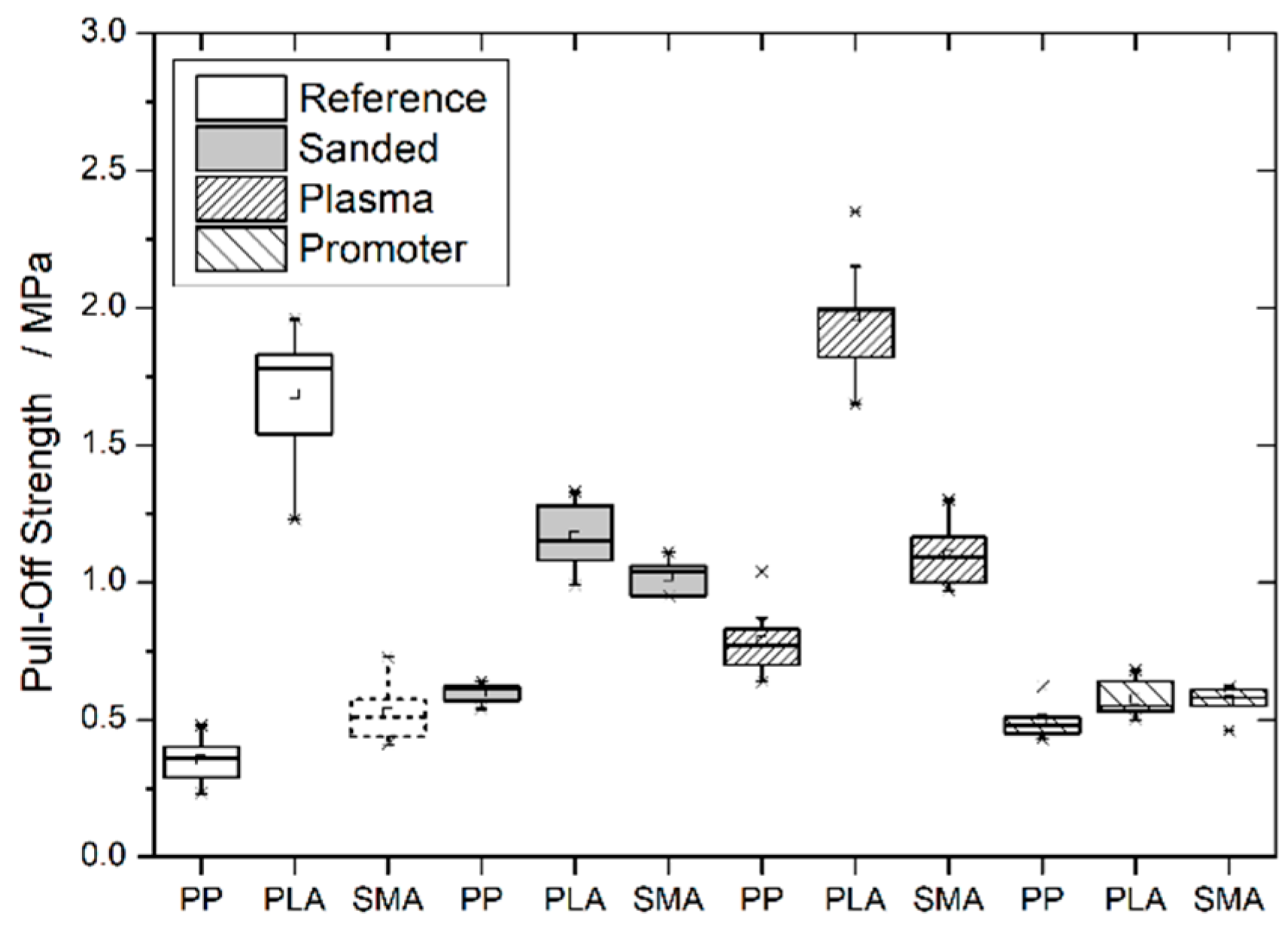
With the incorporation of 30 wt % wood flour into the polymer, the adhesion of the coating was improved for almost all surface treatments, except the adhesion promoter. For the reference PP the pull-off strength increased from 0.23 to 0.33 MPa. The effect was, however, most visible for the PLA formulations. Adding wood flour in the formulation increased the median pull-off strength of the reference PLA from 1.04 to 1.74 MPa. With the additional plasma treatment, the PLA WPC’s coating showed a pull-off strength of 1.97 MPa.
Spray-dried CNF fibers incorporated into the plastics did not much change the adhesion of the surface coating to the different surfaces, but all three polymers showed a reduction, which was attributable to the incorporation of the CNF. For the PP and the PLA formulations, the change of the pull-off strength is insignificant (1.04 mN/m to 0.97 mN/m and 0.23 mN/m to 0.23 mN/m); for the SMA formulations the change is also significant (0.93 mN/m to 0.8 mN/m).
Differences in the coating adhesion of the wood-flour-filled specimens are evident, especially for the PLA-based formulations. The incorporation of the wood flour increased the pull-off strength for all polymers, significantly, for the SMA and the PP, the increase was minor (0.93 mN/m to 1.02 mN/m and 0.23 mN/m to 0.33 mN/m), for the PLA-based formulation, an increase of 0.7 mN/m (1.04 mN/m to 1.74 mN/m) could be observed.
The effect of sanding is most visible for the PP specimens. Independently from a possible incorporation of the CNF or the WF, all three PP-based formulations showed a significant increase of the pull-off strength. The initial value of 0.23 mN/m increased to values between 0.6 and 0.75 mN/m. It is assumed that coating adhesion increase resulted from the increase of the interfacial area attributable to the sanding. If this was the case, the improvement should have been seen for every base polymer. Since sanding was the most effective for the PP surface, it is assumed that mechanical interlocking might be a possible explanation for this behavior [
26].
When comparing the adhesion-promoter-treated samples (three most right-hand boxes from the last three figures), it is evident that the results obtained from the surface free energy corresponds with the results of the surface free energy measurements. Independent from the substrate, the obtained pull-off strength for the adhesion-promoter-treated surfaces is around 0.6 mN/m.
A reason for the lack of the adhesion performance improvement of the PLA and the SMA formulations, after the plasma treatment, could be that the treatment parameters were not optimal. Since the PLA and the SMA are already polar, the plasma treatment and its influence on the surface has not been well-researched. Excessive plasma treatment might even be disadvantageous for an already polar substrate, the overtreatment effect. This has been shown, for example, for PP and the PET [
27,
28,
29]. This is even more relevant for the reinforced/filled plastic formulations. It is expected that the fiber containing formulation’s surfaces would react in a very similar way as the pure polymers [
29,
30,
31,
32,
33]. However, the influence of the fibers on the surface energy is also possible. Especially since wood contains lignin, which is known to react differently from cellulose, under the effect of an atmospheric plasma treatment [
34,
35].
The adhesion of the desired final coating meets the applicable values for wood and wood-based products, polymers, and WPCs alike [
7,
36,
37,
38]. Therefore, it is assumed that it will meet the practical considerations of the desired setting in marine tool composite manufacturing. With incorporation of WF, the coating adhesion was improved further, which has the positive side-effect of a cheap, sustainable, filler material; thus, increasing the economic viability. PLA is, further, a good base material, since it is a bio-based product and is well-established in FDM 3D printing; it is easy to handle and widely available. After the service life of the tooling part, there is a possibility for recycling, or the WF-filled PLA can be decomposed by composting in a landfill.
4. Conclusions
Surface treatments for 3D-printing materials could improve the adhesion of the final coating used for marine direct composite tool construction. Atmospheric pressure plasma treatment offers the most benefit regarding the surface free energy, especially for PP with a low initial surface free energy. The adhesion promoter led to a pull-off strength that is not as high as the one obtained after the plasma treatment. In some cases, the adhesion, after the application of the promoter, is lowered, in comparison to the base material.
While applicable pull-off strengths could be obtained with PP, after treatment, and even for untreated-SMA, PLA shows superior results. The results indicate that PLA wood-filled composites offer good coating adhesion properties for the desired application, as a material for the marine direct composite tool construction.
The experiments presented here should be seen as an early stage research and a proof of concept that needs further investigation. Future experiments should focus on reviewing the specimen production processes (compounding and injection-molding) of the SMA, to prevent cohesive failure inside the material. A screening of possible settings for the plasma treatment to find the optimal settings for the PLA and the SMA and their filled/reinforced formulations should also be studied. This screening experiment could also be used to determine if a possible overtreatment has occurred for the PLA or the SMA.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}