
Research on the Friction Prediction Method of Micro-Textured Cemented Carbide–Titanium Alloy Based on the Noise Signal
Abstract
1. Introduction
2. Friction and Wear Test of Cemented Carbide–Titanium Alloy
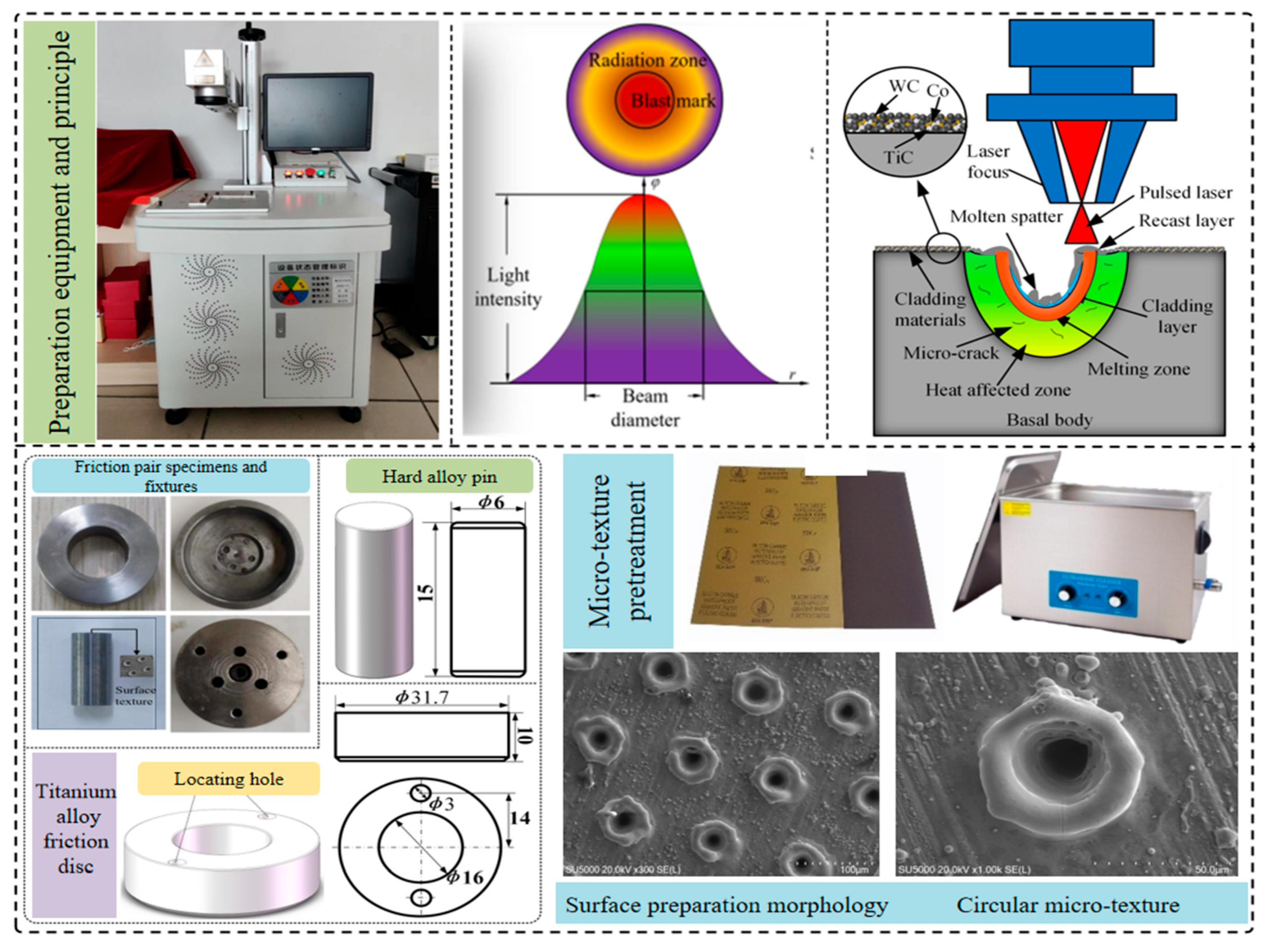
2.1. Workpiece Material Selection
2.2. Experimental Design
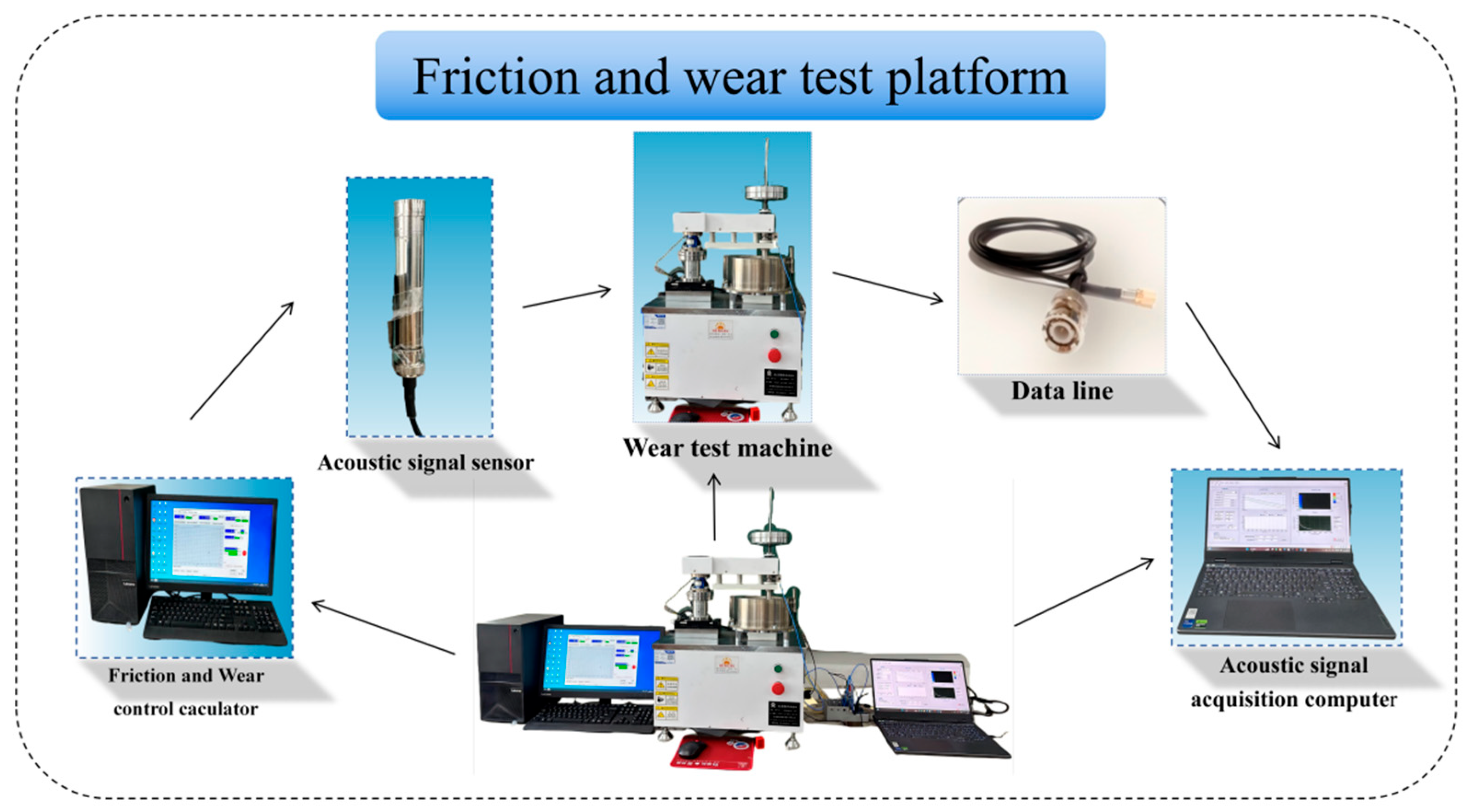
2.3. Test Platform Construction
3. The Noise Reduction Processing Method of the Friction and Wear Acoustic Signal Based on the DBO-VMD-WPT Algorithm
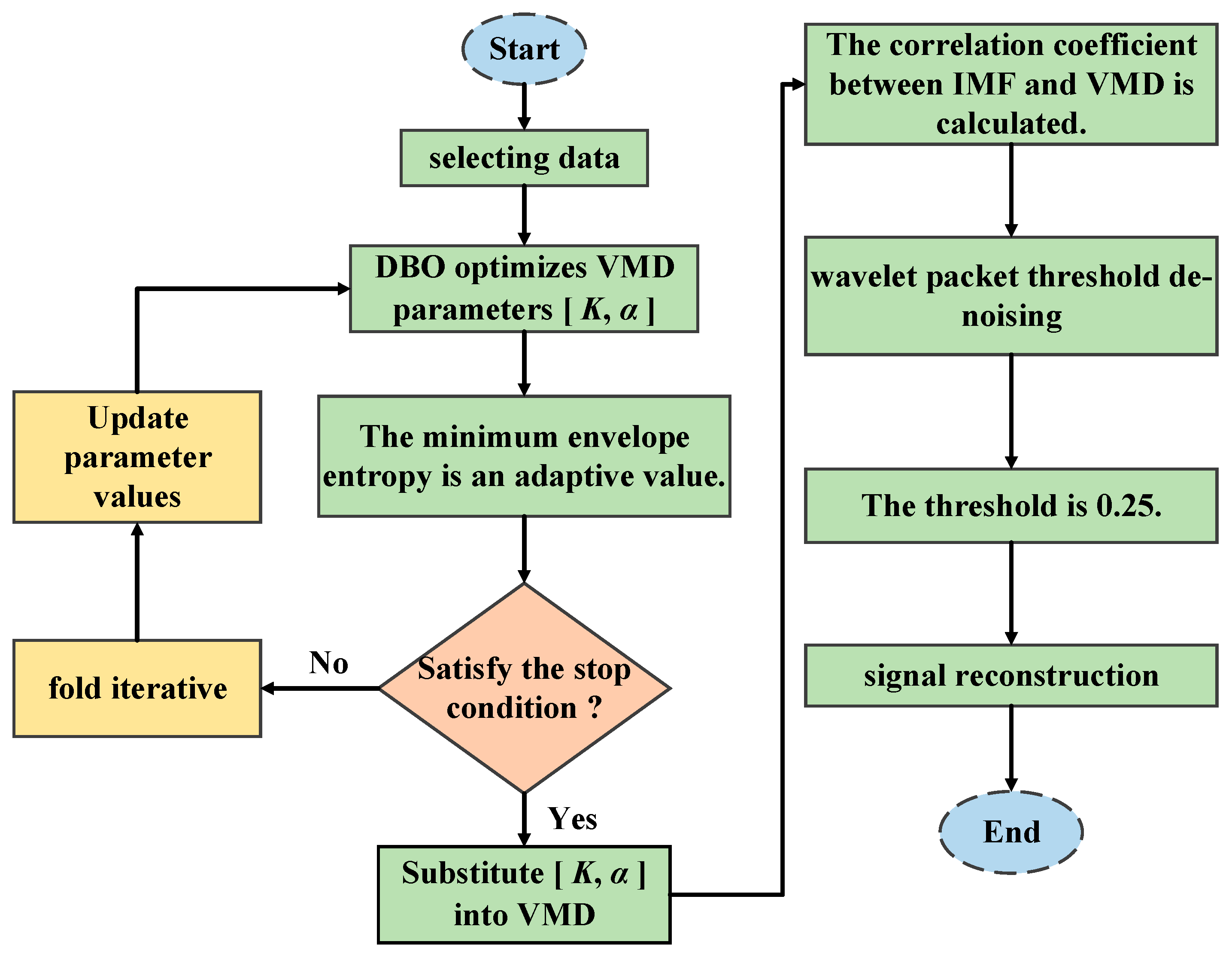
3.1. Basic Principle of the DBO-VMD-WPT Algorithm
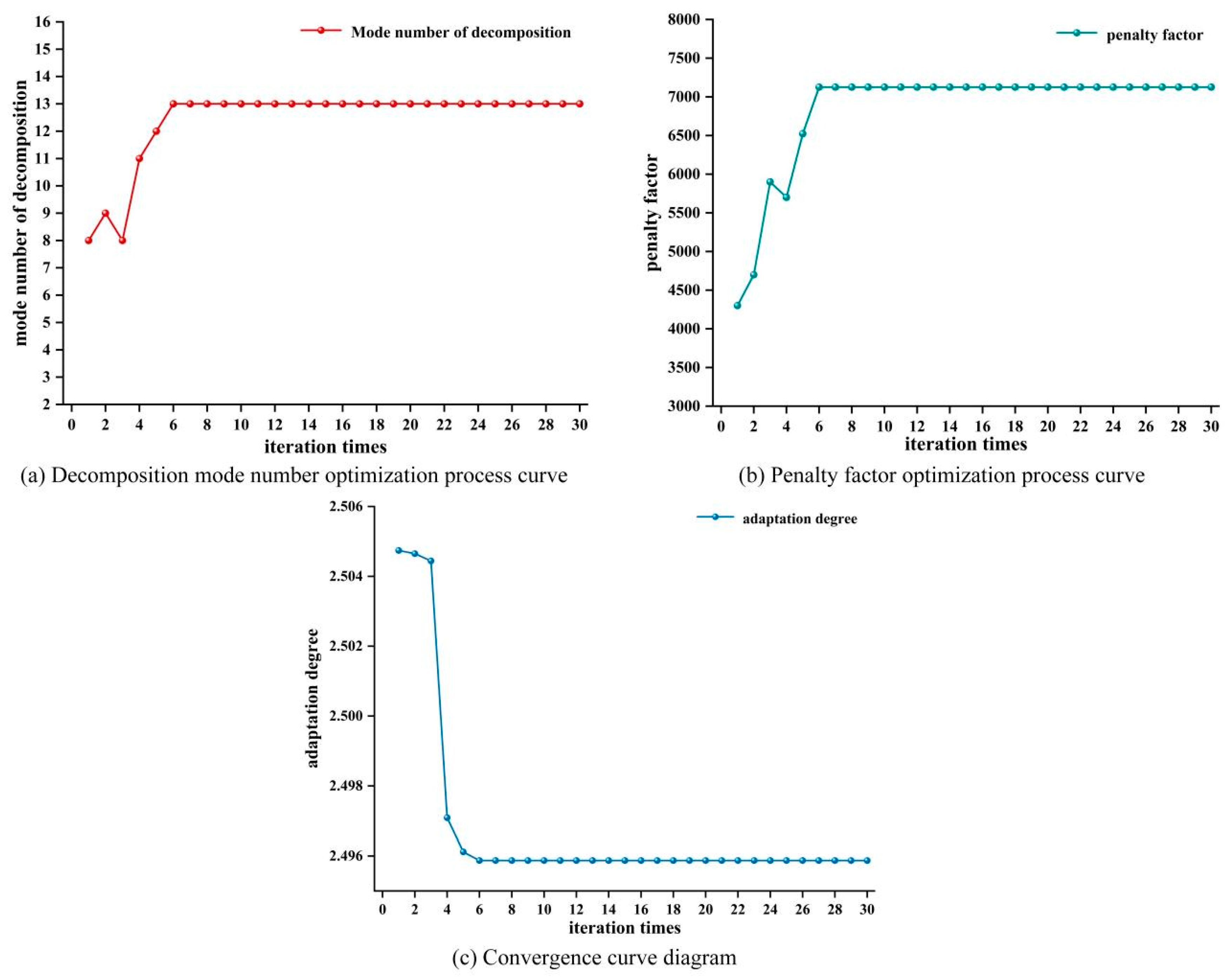
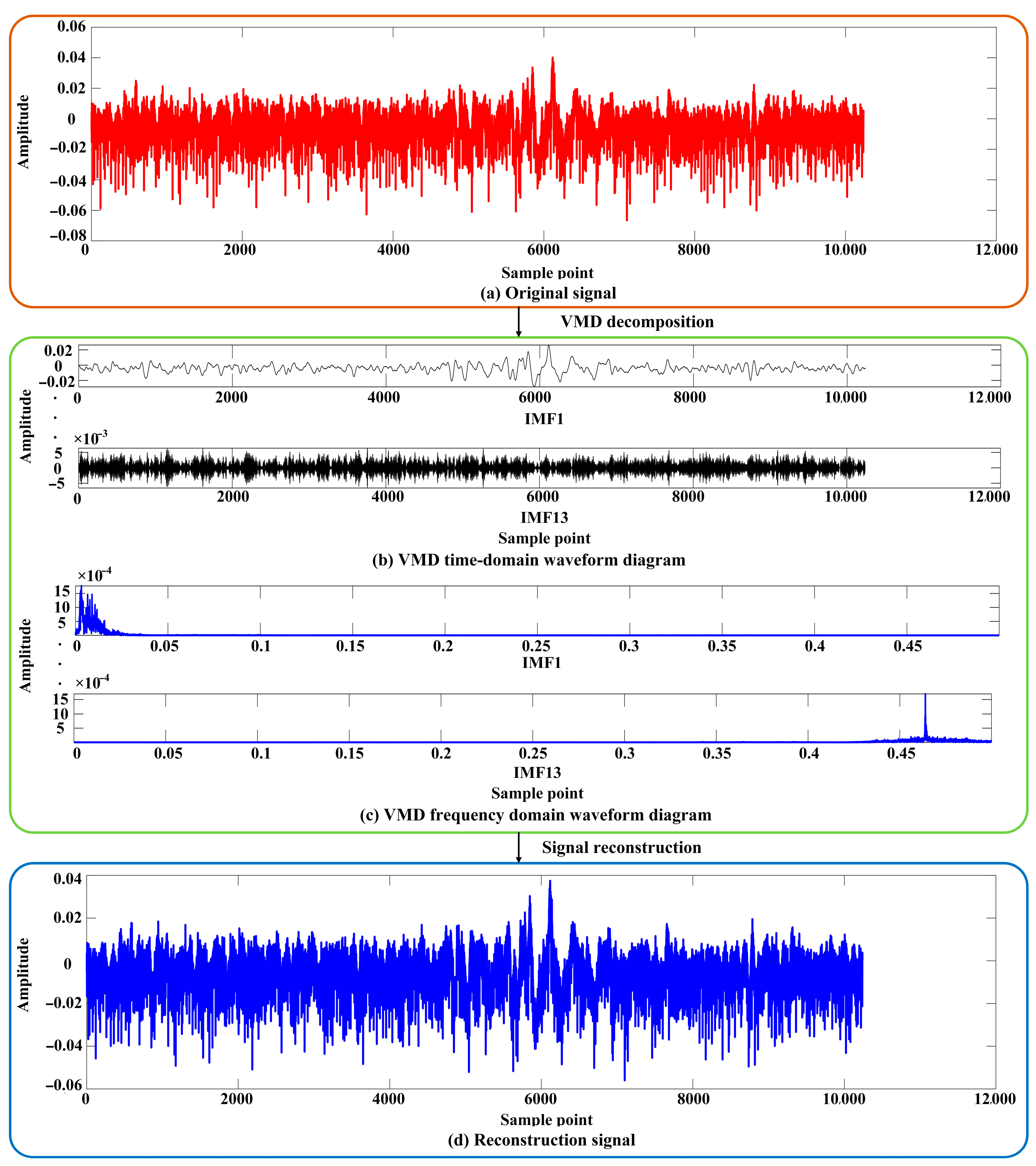
3.2. DBO-VMD-WPT Noise Reduction Processing
3.3. Time–Frequency Analysis Based on CWT
4. Friction Prediction Model Based on BO–Transformer–LSTM
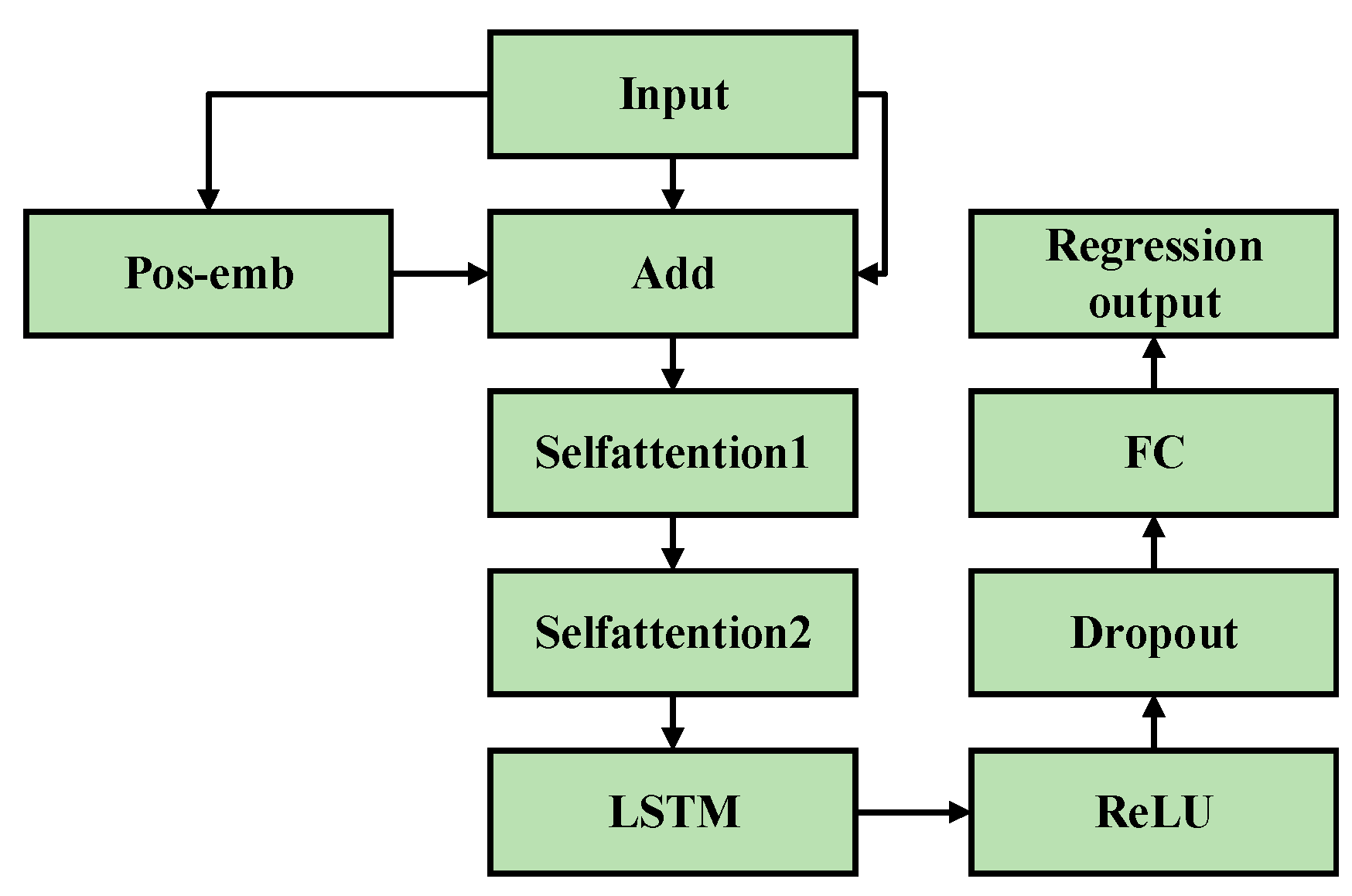
4.1. Basic Principles of the BO–Transformer–LSTM Model
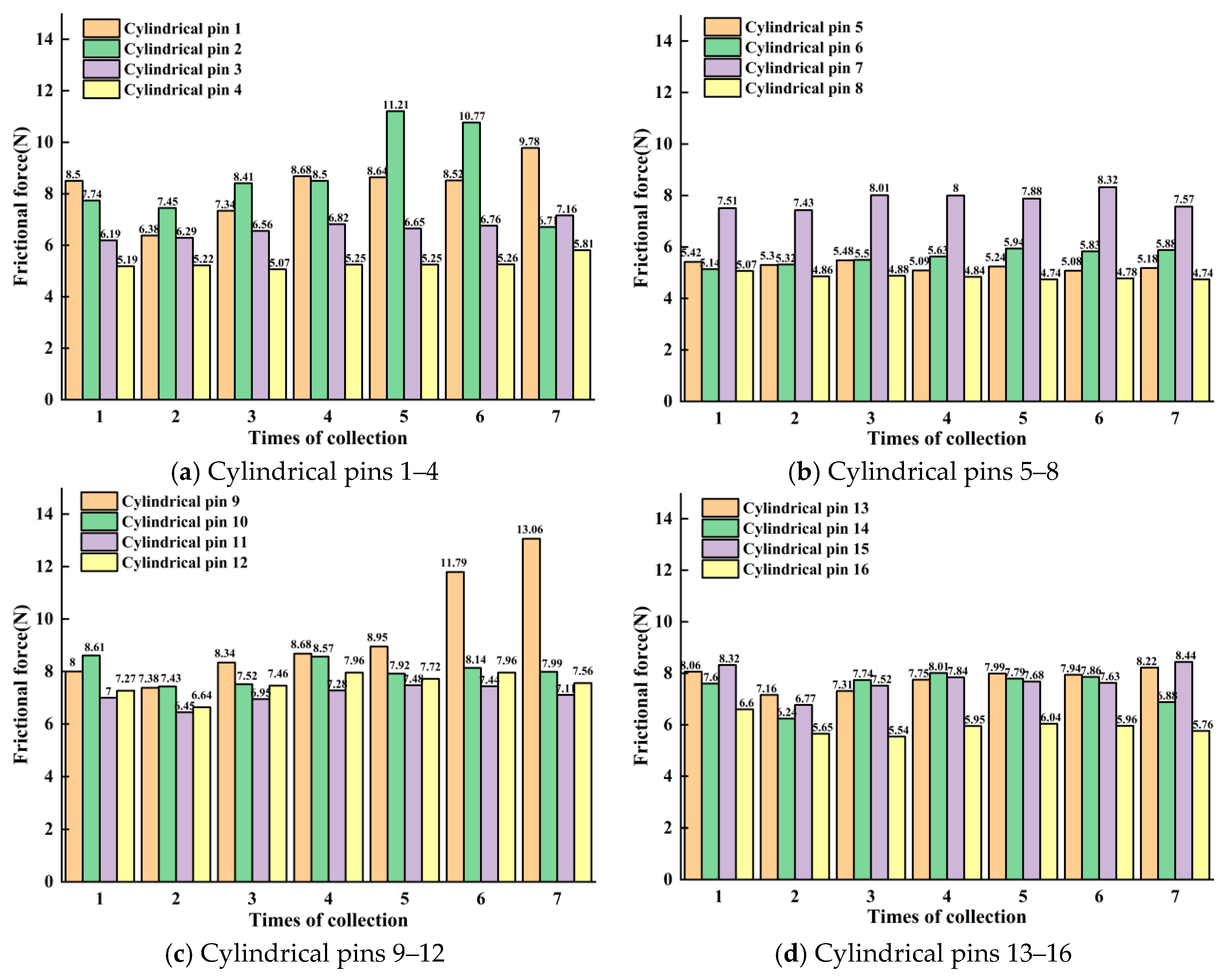
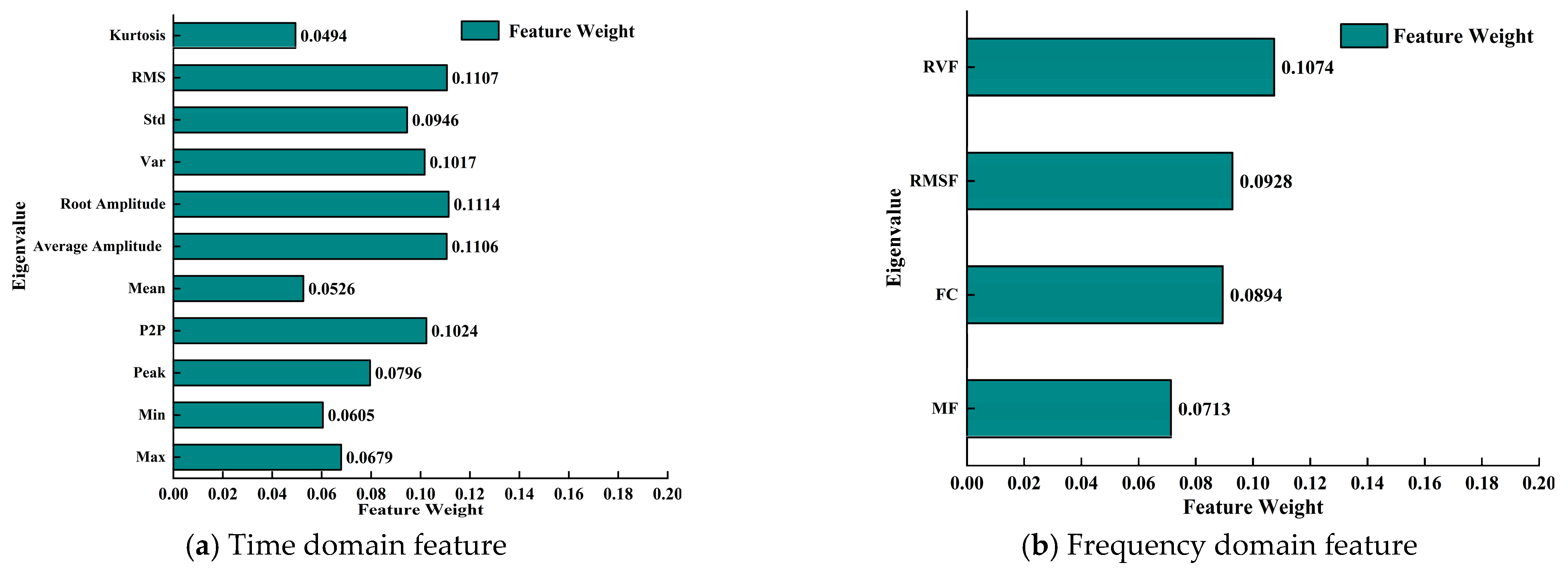
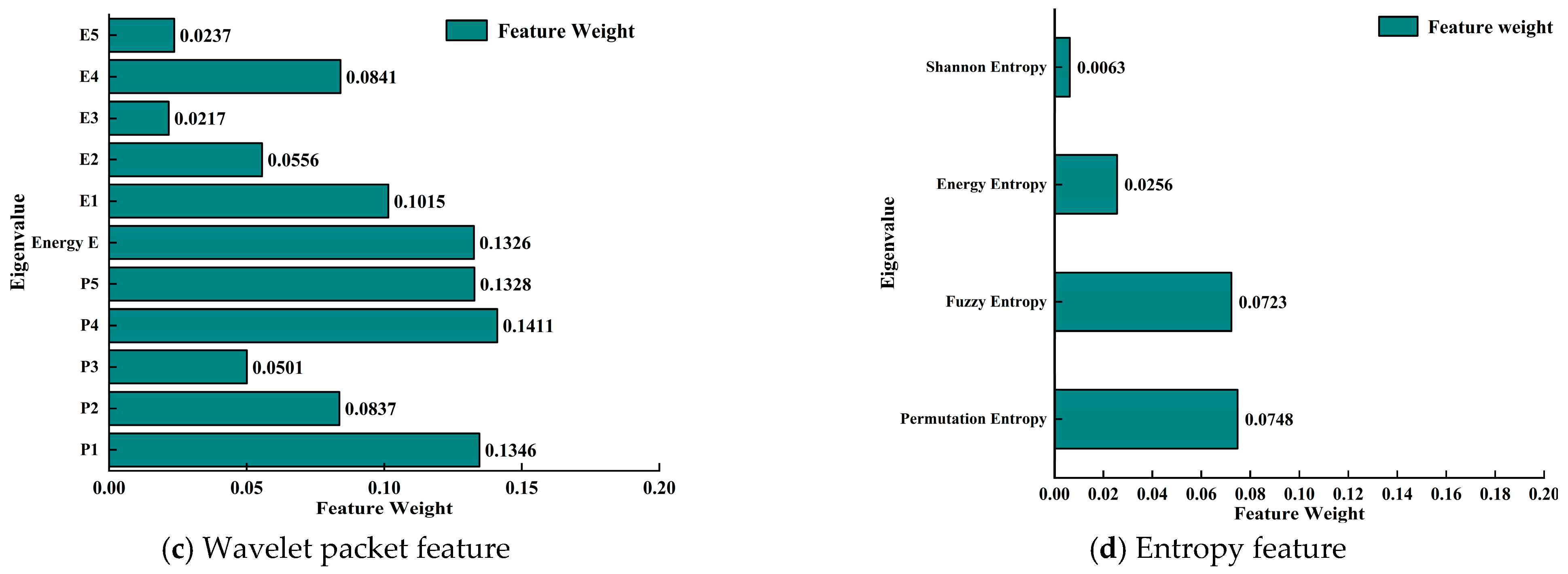
4.2. Friction Force Acquisition and Feature Extraction
4.3. BO–Transformer–LSTM Model Construction
4.4. Model Prediction Results Analysis and Model Comparison
5. Conclusions
- (1)
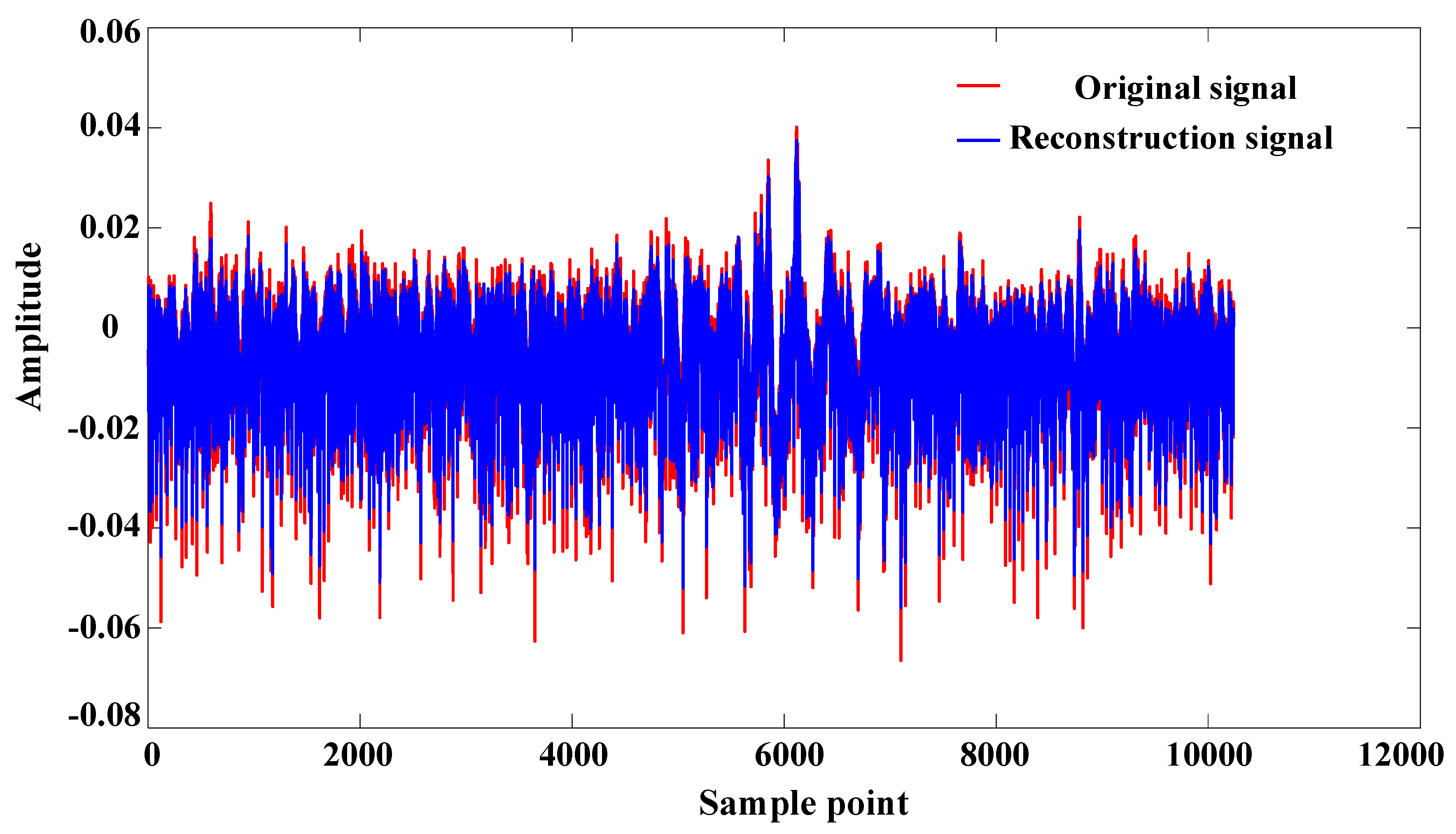
- The DBO-VMD-WPT algorithm has been employed for the purpose of denoising acoustic signals. Analysis reveals that the time domain waveform of the reconstructed signal exhibits significant alterations, characterized by a smoother and more continuous fluctuation pattern. The previously observed violent oscillations and discrete spikes have been markedly diminished, resulting in a clearer and more regular signal contour.
- (2)
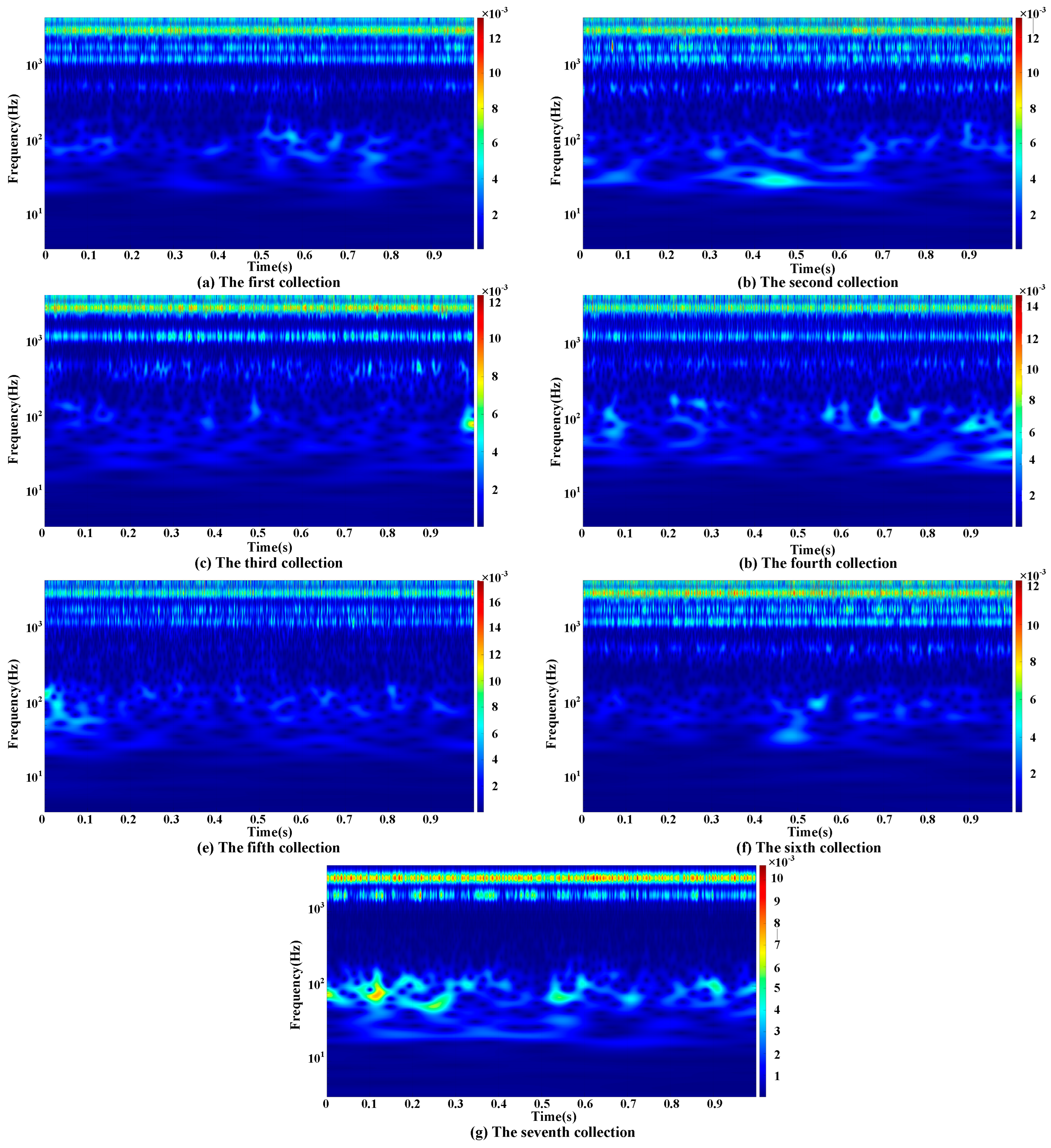
- Continuous wavelet transform (CWT) time–frequency analysis indicates that the high-frequency energy of the denoised signal demonstrates a trend of evolution from attenuation to enhancement. This observation elucidates the three distinct stages of wear in the micro-texture friction pair: during the initial stage, the accumulation of material around the micro-pits leads to pronounced collisions and scraping of the asperities; following the running-in phase, the lubrication effect provided by the micro-textured chip storage enhances the contact state, thereby entering a stable wear period. In the later stages of wear, the ineffective storage of hard wear debris results in cutting and ploughing actions on the surface of the micro-texture, ultimately leading to the degradation of the micro-texture morphology and a reduction in chip lubrication capacity.
- (3)
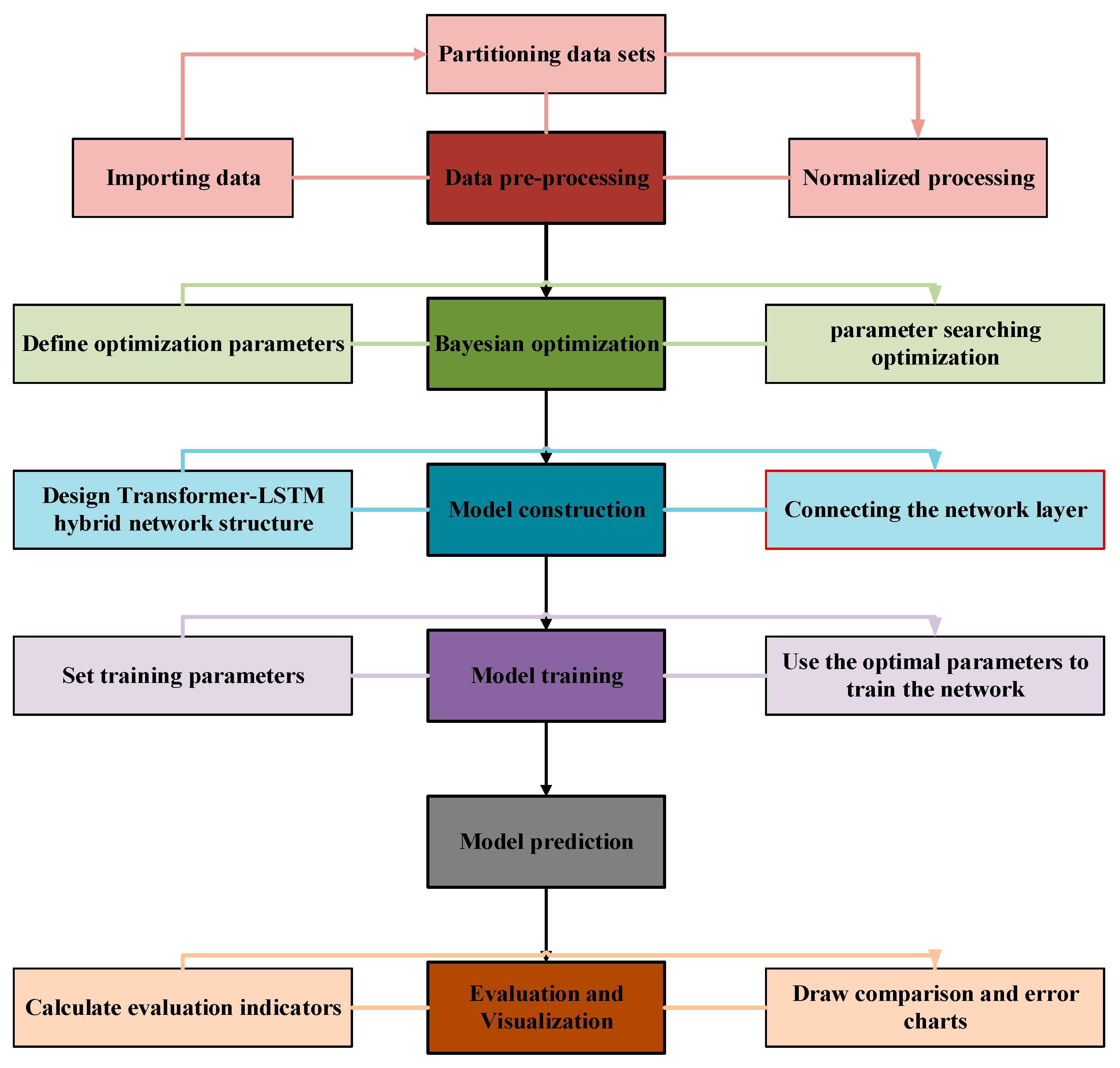
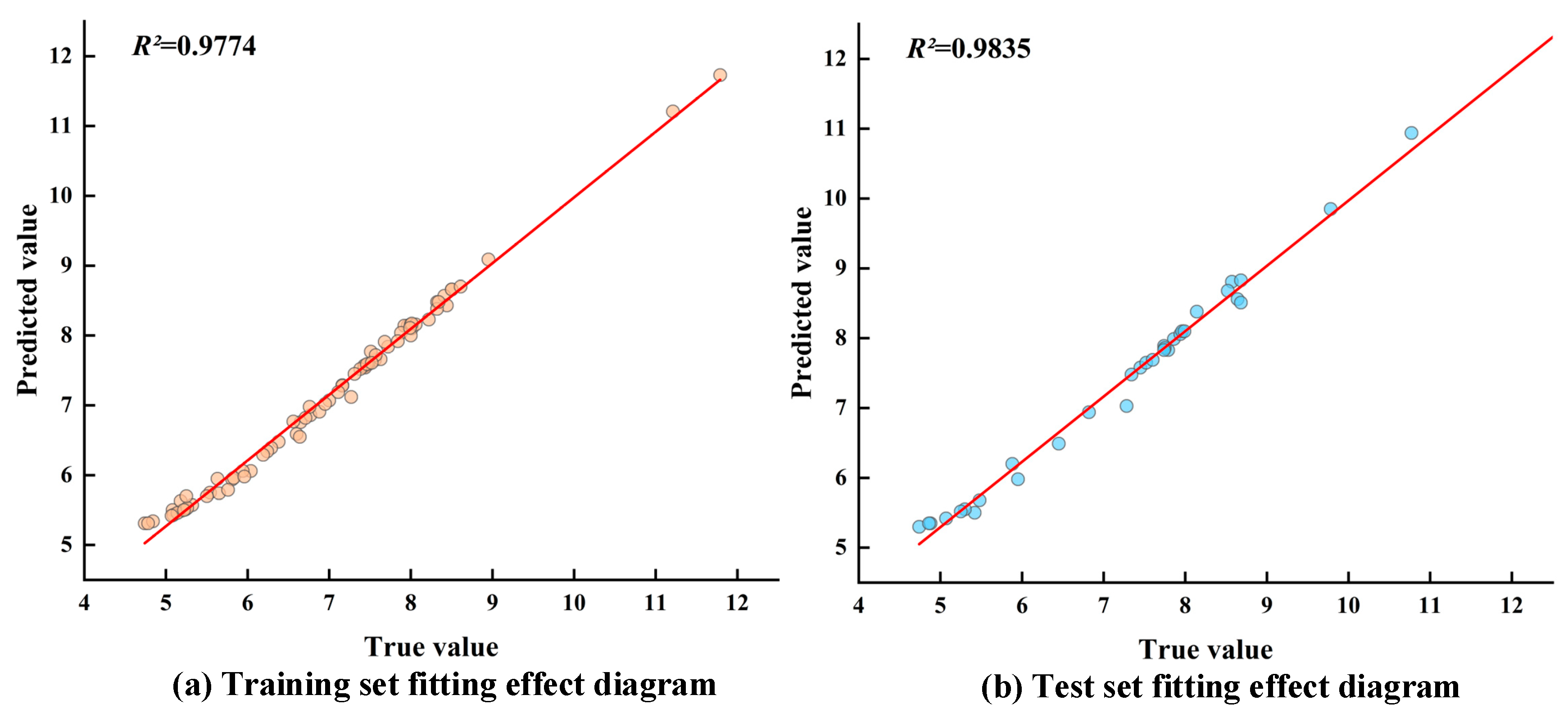
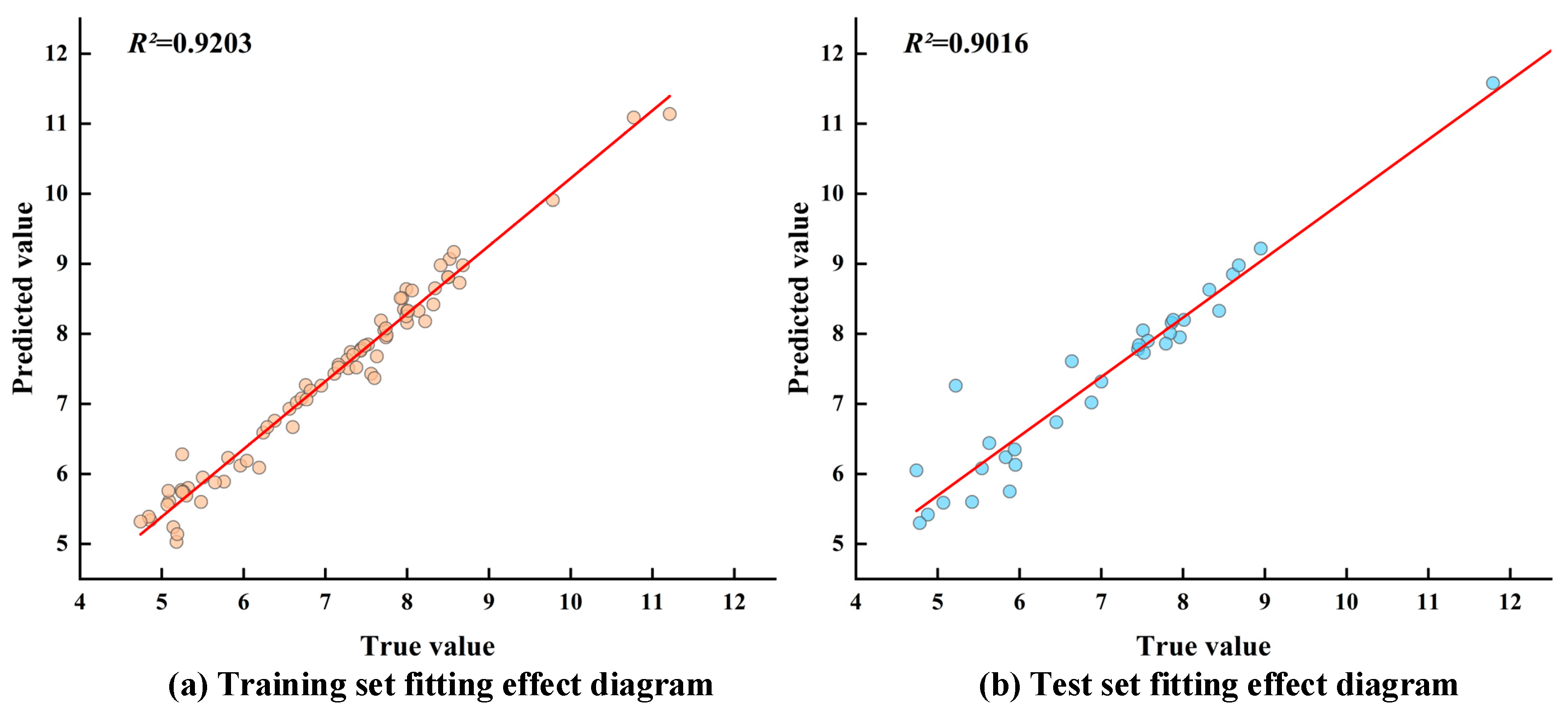
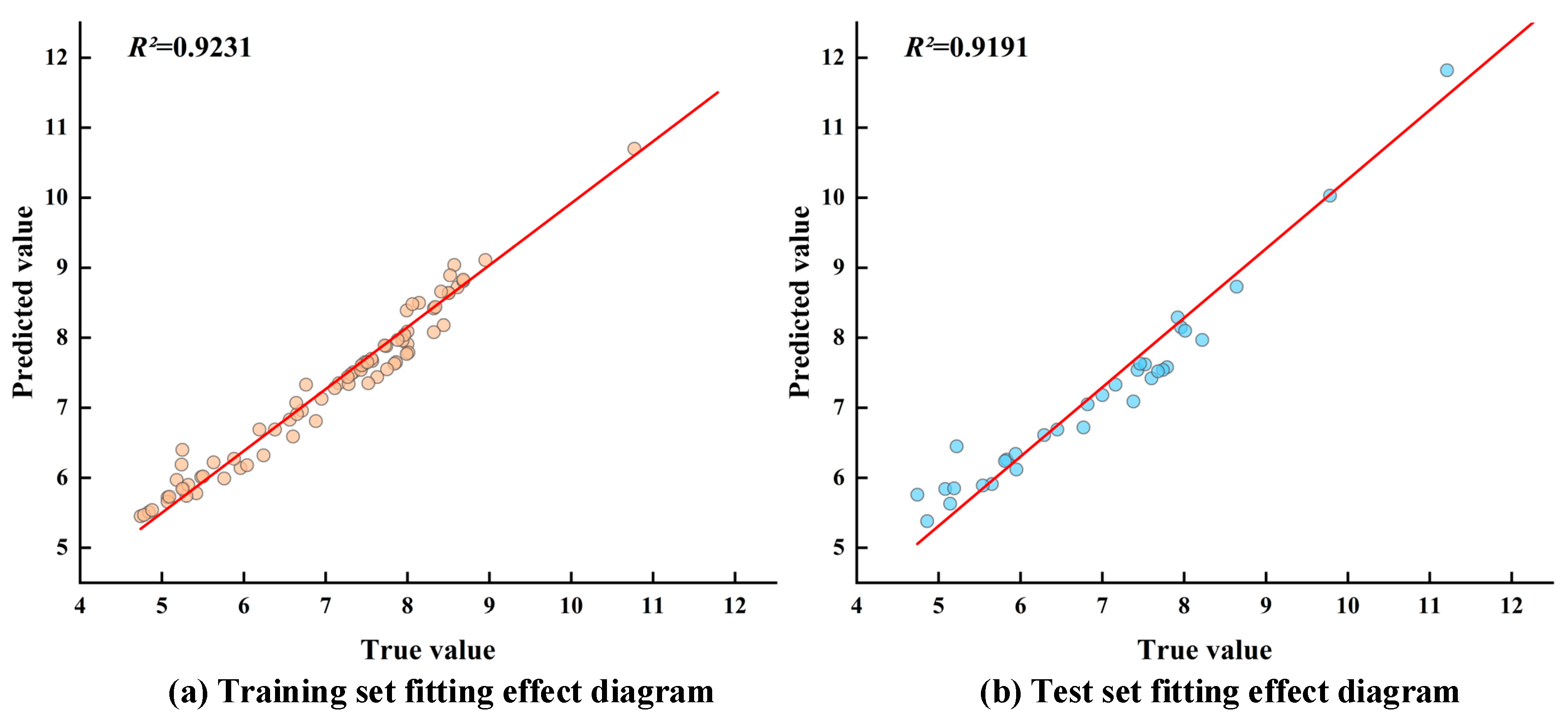
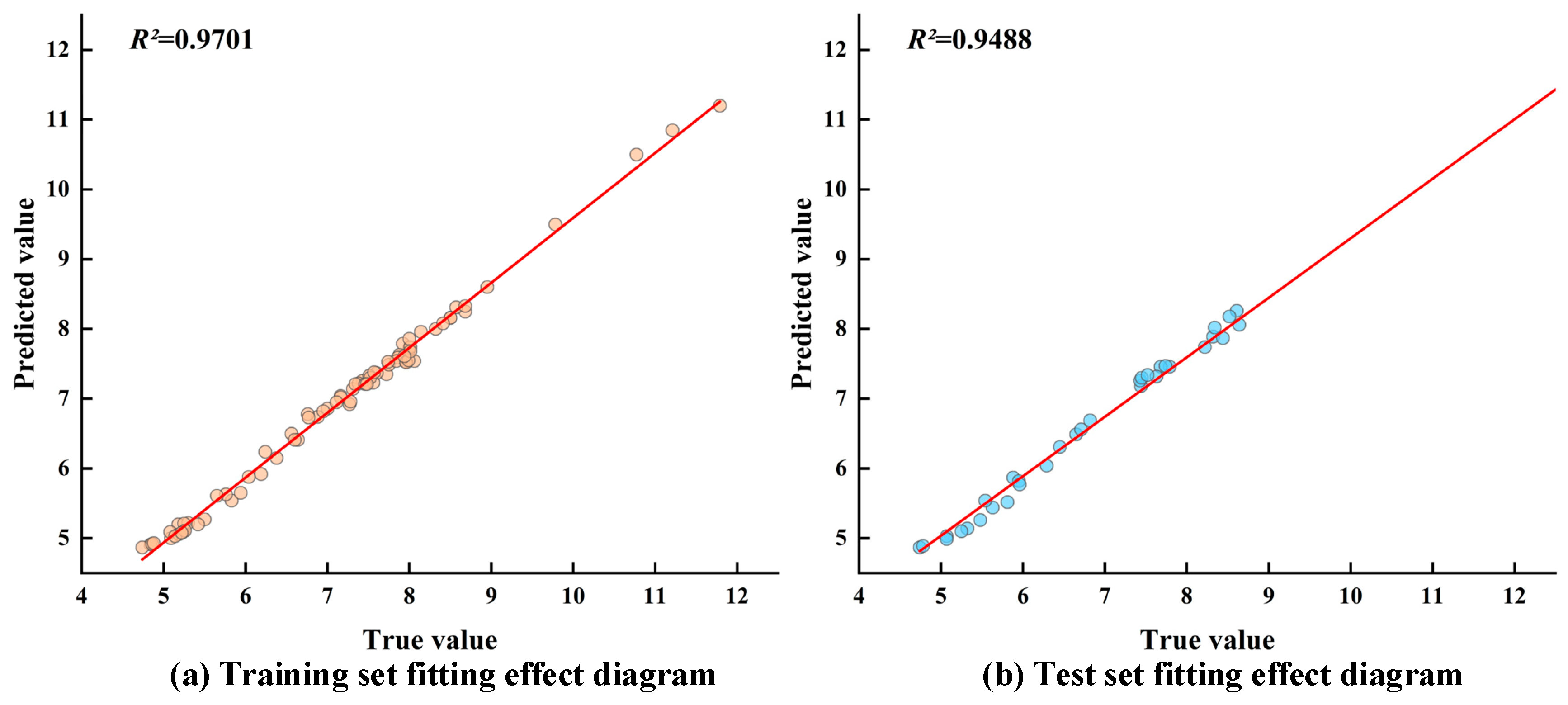
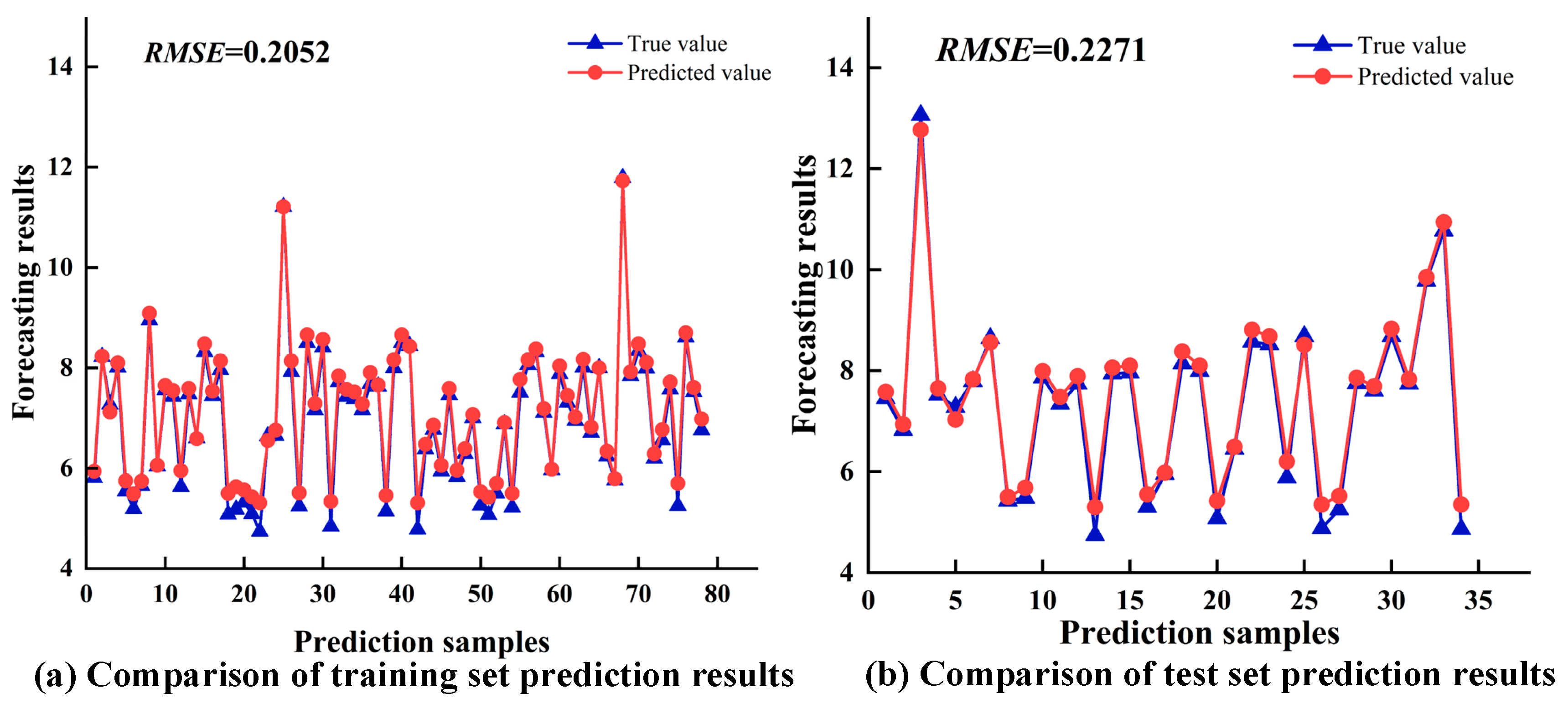
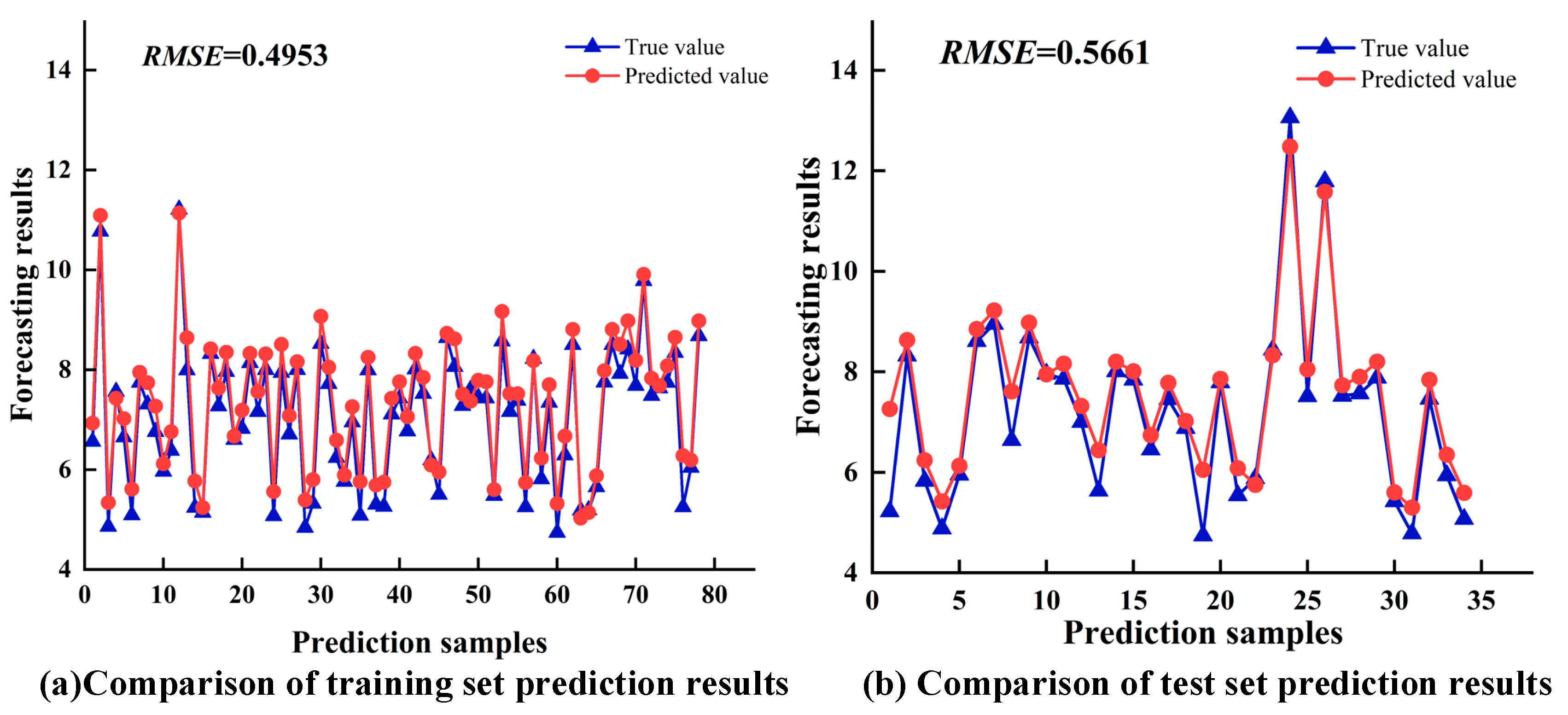
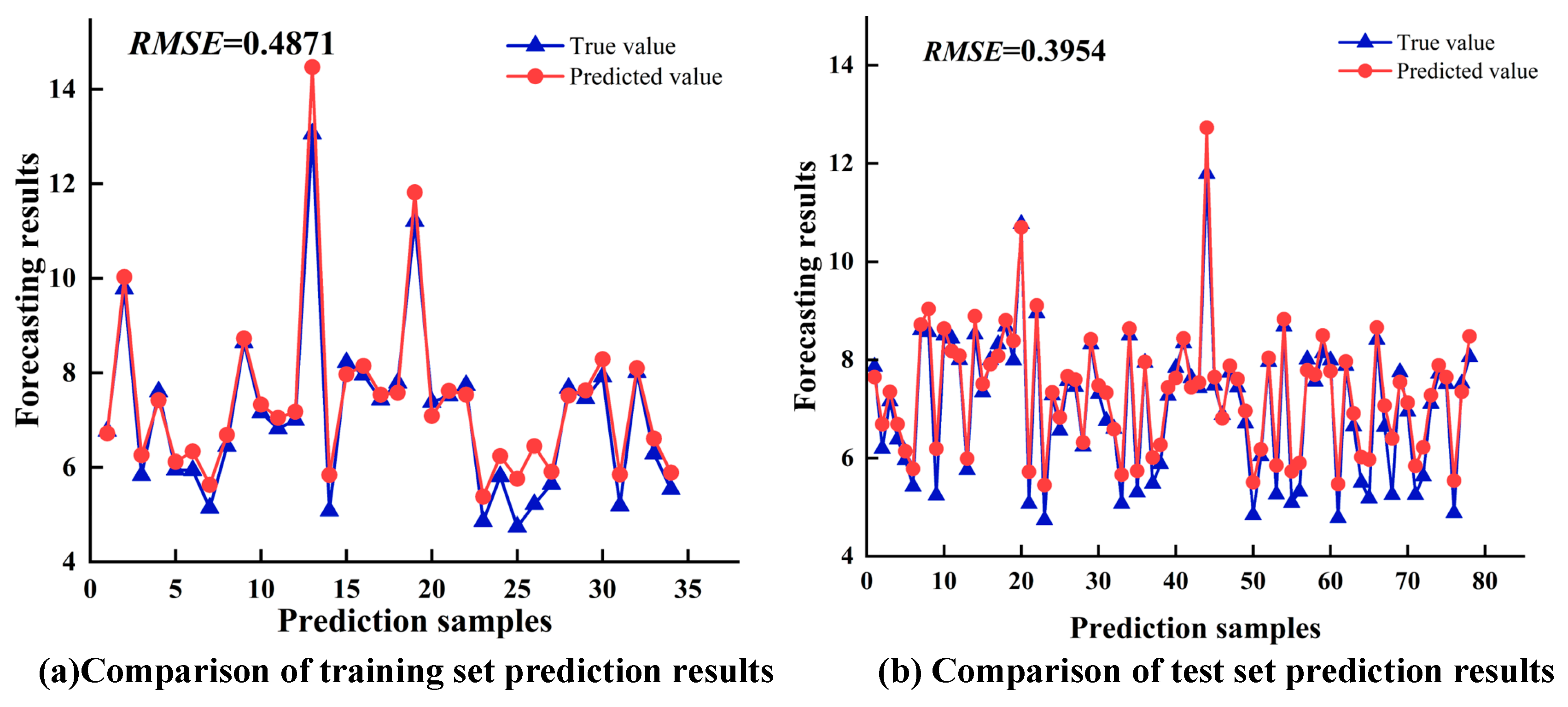
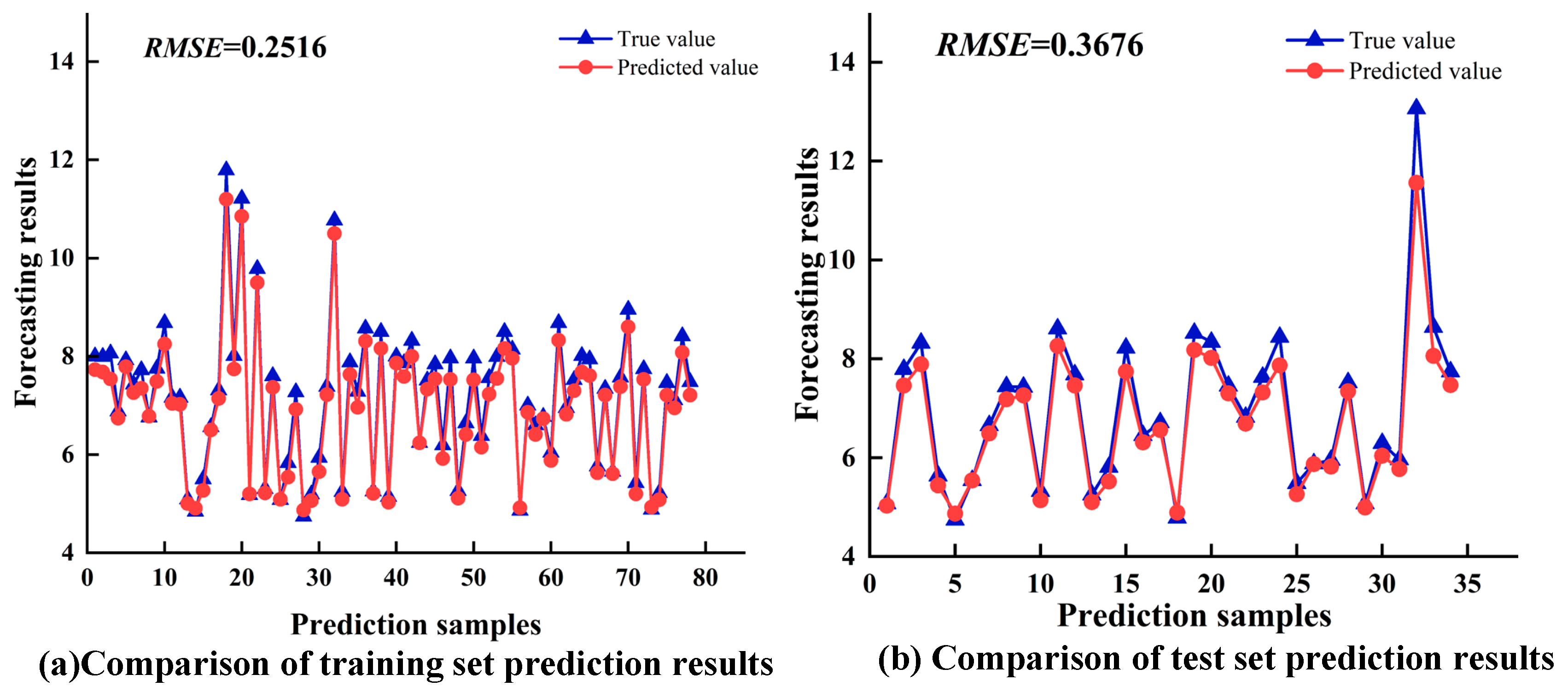
- A friction prediction model based on the BO–Transformer–LSTM framework has been developed. This model incorporates three variations, namely BO-LSTM, LSTM–Attention, and CNN–LSTM–Attention. The model’s performance is evaluated using four metrics, namely mean absolute error (MAE), root mean square error (RMSE), R-squared (R2), and mean bias error (MBE). The findings indicate that the R2 value for the BO–Transformer–LSTM friction prediction model reaches an impressive 0.9835, while the RMSE remains within 0.2271, thereby demonstrating the model’s exceptional predictive capability and stability.
- (4)
- The purpose of this study is to provide a more efficient method for predicting and monitoring the friction force of micro-textured friction pairs. It can monitor the friction state in real time, help optimize the cutting parameters, significantly prolong the tool life, and reduce the frequency of tool change, thereby improving the processing efficiency and reducing the production cost. The current research is limited to the friction monitoring of titanium alloy-cemented carbide cutting types and does not cover other commonly used materials. In the future, more materials will be studied, and the research will be deepened through algorithm dynamic optimization, multi-condition verification, and cross-material migration, which will be applied to the field of intelligent monitoring of high-end manufacturing tools, such as those used for aviation and medical care.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lontin, K.; Khan, M. Interdependence of friction, wear, and noise: A review. Friction 2021, 9, 1319–1345. [Google Scholar] [CrossRef]
- Liu, S.C.; Sai, Q.Y.; Wang, S.W.; Williams, J. Effects of laser surface texturing and lubrication on the vibrational and tribological performance of sliding contact. Lubricants 2022, 10, 10. [Google Scholar] [CrossRef]
- Xue, Y.; Shi, X.; Zhou, H.; Yang, Z.; Zhang, J.; Wu, C.; Xue, B. Effects of Textured Surface Combined with Sn-Ag-Cu Coating on Tribological Properties and Friction-Induced Noise of Ti-6Al-4V Alloy. Tribol. Trans. 2021, 64, 562–577. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Guo, W.B.; Long, R.S.; Wang, Y.B. Study on Vibration and Noise of Textured Rolling Bearing Under Lean Oil Condition. Mech. Des. Manuf. 2024, 405, 138–142. [Google Scholar] [CrossRef]
- Chen, N.X. Chaotic Property and Correlation of Friction Force and Friction Vibrationin Wear Process. Master’s Thesis, China University of Mining and Technology, Xuzhou, China, 2015. [Google Scholar]
- Sadegh, H.; Mehdi, A.N.; Mehdi, A. Classification of acoustic emission signals generated from journal bearing at different lubrication conditions based on wavelet analysis in combination with artificial neural network and genetic algorithm. Tribol. Int. 2016, 95, 426–434. [Google Scholar] [CrossRef]
- Du, X.F. Research on Diesel Engine Noise and Vibration Signal Feature Extraction and Low Noise and Vibration Block Structure Improvement. Master’s Thesis, Tianjin University, Tianjin, China, 2012. [Google Scholar]
- Wang, Y.Y. Vibration-Acoustic Signal Analysis of Rolling Bearing. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2014. [Google Scholar]
- Mo, H.F.; Gu, A.Y.; Rao, M.H.; Chen, R. Audio Fault Detection of Motor Based on Wavelet Packet Energy Relative Entropy. Coal Mine Mach. 2014, 35, 231–233. [Google Scholar] [CrossRef]
- Dong, H.L.; Bao, J.S.; Yin, Y.; Guo, C.; Huang, S.; Zhao, S. Experimental analysis of friction noise characteristics of disc brakes. J. Tribol. 2020, 40, 175–184. [Google Scholar] [CrossRef]
- Seong, Y.; Lee, D.; Yeom, J.; Park, J. The Feature Extraction through Wavelet Coefficients of Metal Friction Noise for Adhesive and Abrasive Wear Monitoring. Appl. Sci. 2021, 11, 3755. [Google Scholar] [CrossRef]
- Xing, S.; Tong, X.; Yang, S.; Li, X. Study on shallow configuration preparation and macroscopic and microscopic properties of cemented carbide surface. Int. J. Refract. Met. Hard Mater. 2024, 122, 106727. [Google Scholar] [CrossRef]
- Hu, Y.T.; Maimaitireyimu, A.; Zhang, C.; Shi, W.J. DBO-VMD-SVM Rolling Bearing Fault Diagnosis Based on Parameter Optimization. Comput. Simul. 2025, 42, 466–472. [Google Scholar]
- Shui, X.; Rong, Z.; Dan, B.; He, Q.; Yang, X. Tool Wear State Identification Based on the IWOA-VMD Feature Selection Method. Mach. 2024, 12, 184. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, Y.; Du, J.; Wang, C.; Xia, D.; Xin, W.; Zhan, Z.; Zhang, R.; Chen, J. Noise Reduction Based on a CEEMD-WPT Crack Acoustic Emission Dataset. Appl. Sci. 2023, 13, 10274. [Google Scholar] [CrossRef]
- Du, S.Y. On-line Condition Monitoring of Marine Gearbox Based on Cwt-Dcnn. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2022. [Google Scholar]
- Li, C.Y.; Hu, Y.H.; Shen, W.; Cui, X.D.; Zhang, C.; Rui, X.S. Fault diagnosis of marine machinery based on wavelet transform, C.N.N. China Meas. Test 2024, 50, 183–192. [Google Scholar] [CrossRef]
- Arif, A.; Rao, G.P.; Prasad, K. A novel hybrid Bayesian-optimized CNN–SVM deep learning model for real-time surface roughness classification and prediction based on in-process machined surface image analysis. Int. J. Interact. Des. Manuf. 2025, 1–18. [Google Scholar] [CrossRef]
- Li, Q.Y.; Lei, W.P.; Yan, H.; Lou, Y.W.; Cheng, Y. Rolling Bearing Life Prediction Based on Feature Selection and Transformer-LSTM. Modul. Mach. Tool Autom. Manuf. Tech. 2025, 200–206+211. [Google Scholar] [CrossRef]
- Zou, X.Y.; Hu, L.; Wang, F.L.; Pan, J.; Wang, Z.B. Bearing remaining useful life prediction based on signal decomposition embedding deep network. Chin. J. Sci. Instrum. 2024, 45, 45–57. [Google Scholar] [CrossRef]
- Jiang, X.; Wang, Q.; Long, Y.; Zhang, S.; Fang, Y.; Hu, D. Vibration Signal Features Prediction of GIS Equipment Based on Improved Slime Mold Optimization Algorithm Optimizing CNN-BiLSTM. Trait. Du Signal 2022, 39, 1109–1117. [Google Scholar] [CrossRef]
- Qu, N.; Wei, W.; Hu, C.; Shi, S.; Zhang, H. Series arc fault detection based on multi-domain depth feature association. J. Power Electron. 2024, 24, 1809–1819. [Google Scholar] [CrossRef]
- He, M.R.; Wu, S.F.; Li, M.; Zhang, W. Milling cutter wear recognition method based onmulti-sensor multi-eigenvalues fusion decision. J. Mech. Electr. Eng. 2024, 41, 2019–2028. [Google Scholar] [CrossRef]
- Chen, L.; Shen, Z.H.; Zhang, M. RUL Prediction of Rotating Machinery Under Variable Working Conditions Based on Deep MAML Method. Mach. Des. Manuf. 2025, 407, 188–192. [Google Scholar] [CrossRef]
- Wang, S.; Wang, Q.F.; Xiao, Y.; Liu, W.; Shang, M. Research on rotor system fault diagnosis method based on vibration signal feature vector transfer learning. Eng. Fail. Anal. 2022, 139, 106424. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Power p (%) | Scanning Speed v (mm/s) | Microtexture Diameter d (μm) | Scan Times n | Thickness of Powder Layer d (μm) |
|---|---|---|---|---|---|
| Level | 80 | 1100 | 40 | 6 | 40 |
| 85 | 1300 | 50 | 7 | 50 | |
| 90 | 1500 | 60 | 8 | 60 | |
| 95 | 1700 | 70 | 9 | 70 |
| Item | Parameter |
|---|---|
| Open cardan shaft—circuit Sensitivity | −26 ± 1.5 (50 mV/Pa) |
| Frequency response | 20 Hz~20 kHz + 2~−3 dB |
| Background noise (dBA) | <17 |
| Temperature range (°C) | −40~+ 70 |
| Time Domain Feature | Frequency Domain Feature | Wavelet Packet Feature | Entropy Feature |
|---|---|---|---|
| Max | MF | P1 | Fuzzy entropy |
| Min | FC | P2 | Approximate entropy |
| Peak | RMSF | P3 | Energy entropy |
| P2P | RVF | P4 | Information entropy |
| Mean | P5 | ||
| Average amplitude | Energy E | ||
| Root amplitude | E1 | ||
| Var | E2 | ||
| Std | E3 | ||
| RMS | E4 | ||
| Kurtosis | E5 |
| Time Domain Feature | Frequency Domain Feature | Wavelet Packet Feature | Entropy Feature |
|---|---|---|---|
| Peak | FC | P1 | Fuzzy entropy |
| P2P | RMSF | P2 | Approximate entropy |
| Average amplitude | RVF | P4 | |
| Root amplitude | P5 | ||
| Var | Energy E | ||
| Std | E1 | ||
| RMS | E4 |
| Evaluating Indicator | Prediction Model | |||
|---|---|---|---|---|
| BO–Transformer–LSTM | BO-LSTM | LSTM–Attention | CNN–LSTM–Attention | |
| MAE | 0.1634 | 0.3400 | 0.3124 | 0.2191 |
| RMSE | 0.2052 | 0.4953 | 0.3954 | 0.2516 |
| R2 | 0.9774 | 0.9203 | 0.9191 | 0.9701 |
| MBE | 0.1550 | 0.3203 | 0.2569 | 0.2099 |
| Evaluating Indicator | Prediction Model | |||
|---|---|---|---|---|
| BO–Transformer–LSTM | BO-LSTM | LSTM–Attention | CNN–LSTM–Attention | |
| MAE | 0.1880 | 0.4168 | 0.3700 | 0.2648 |
| RMSE | 0.2271 | 0.5661 | 0.4871 | 0.3676 |
| R2 | 0.9835 | 0.9016 | 0.9231 | 0.9488 |
| MBE | 0.1410 | 0.3548 | 0.2923 | 0.2510 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Tong, X.; Wang, B. Research on the Friction Prediction Method of Micro-Textured Cemented Carbide–Titanium Alloy Based on the Noise Signal. Coatings 2025, 15, 843. https://doi.org/10.3390/coatings15070843
Zhang H, Tong X, Wang B. Research on the Friction Prediction Method of Micro-Textured Cemented Carbide–Titanium Alloy Based on the Noise Signal. Coatings. 2025; 15(7):843. https://doi.org/10.3390/coatings15070843
Chicago/Turabian StyleZhang, Hao, Xin Tong, and Baiyi Wang. 2025. "Research on the Friction Prediction Method of Micro-Textured Cemented Carbide–Titanium Alloy Based on the Noise Signal" Coatings 15, no. 7: 843. https://doi.org/10.3390/coatings15070843
APA StyleZhang, H., Tong, X., & Wang, B. (2025). Research on the Friction Prediction Method of Micro-Textured Cemented Carbide–Titanium Alloy Based on the Noise Signal. Coatings, 15(7), 843. https://doi.org/10.3390/coatings15070843