
Chip Flow Direction Modeling and Chip Morphology Analysis of Ball-End Milling Cutters


Abstract
1. Introduction
- (1)
- The chip flow model, considering the posture changes in ball-end milling cutters, is developed.
- (2)
- Based on the CWE model, the influence of chip flow direction on chip morphology is analyzed.
- (3)
- Using experimental methods with varied feed directions, the influence of chip flow direction on chip geometry and the chip formation principle are confirmed, and a tool posture adjustment strategy is proposed.
2. Materials and Methods
2.1. Materials
2.2. Chip Flow Model of Ball-End Milling Cutter
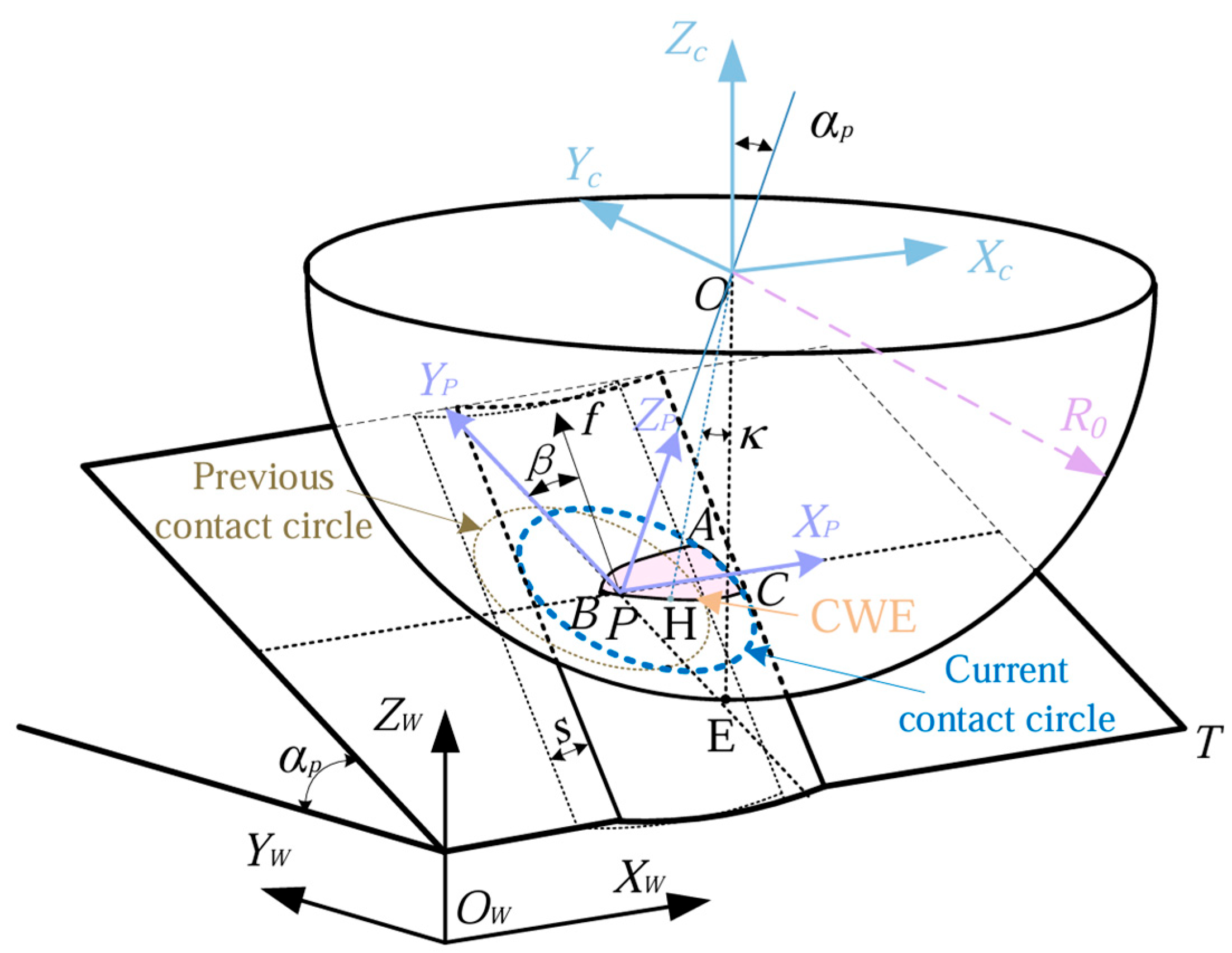
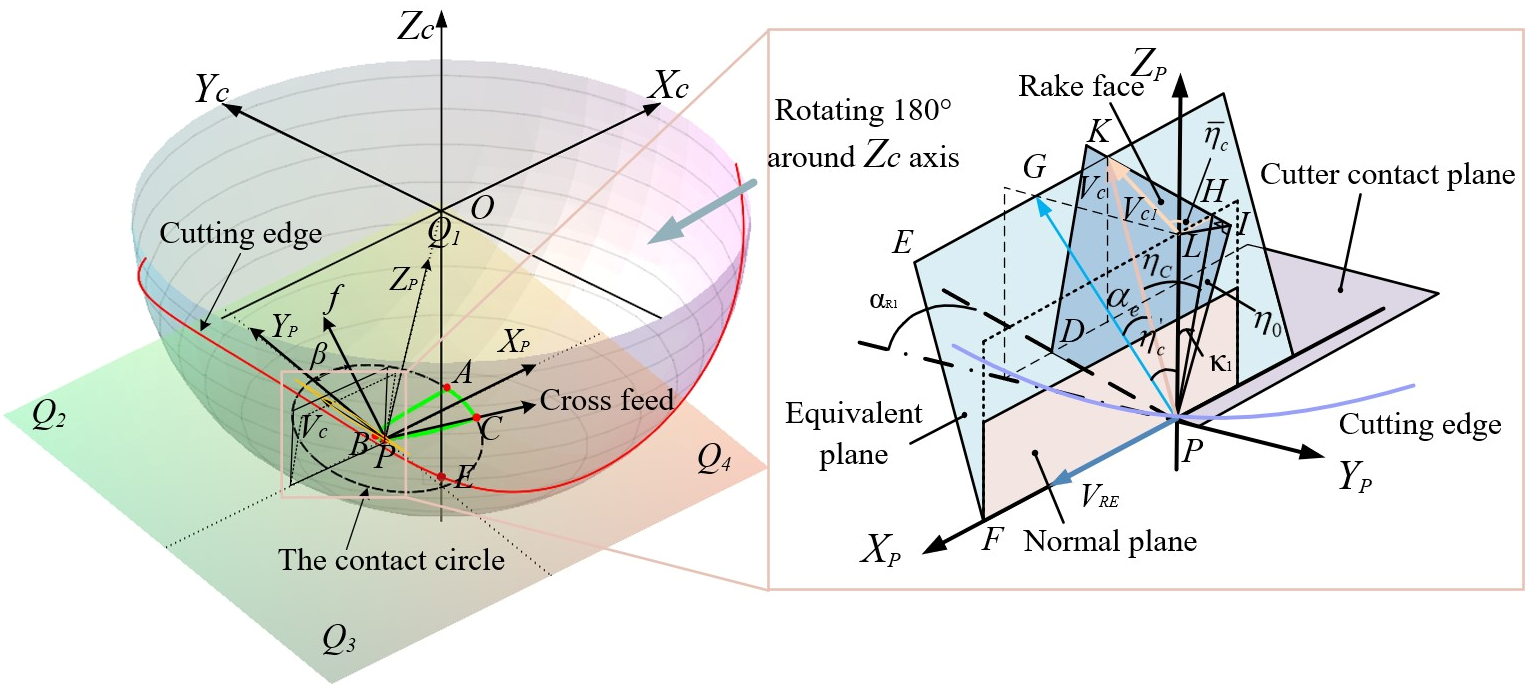
2.2.1. CWE Model
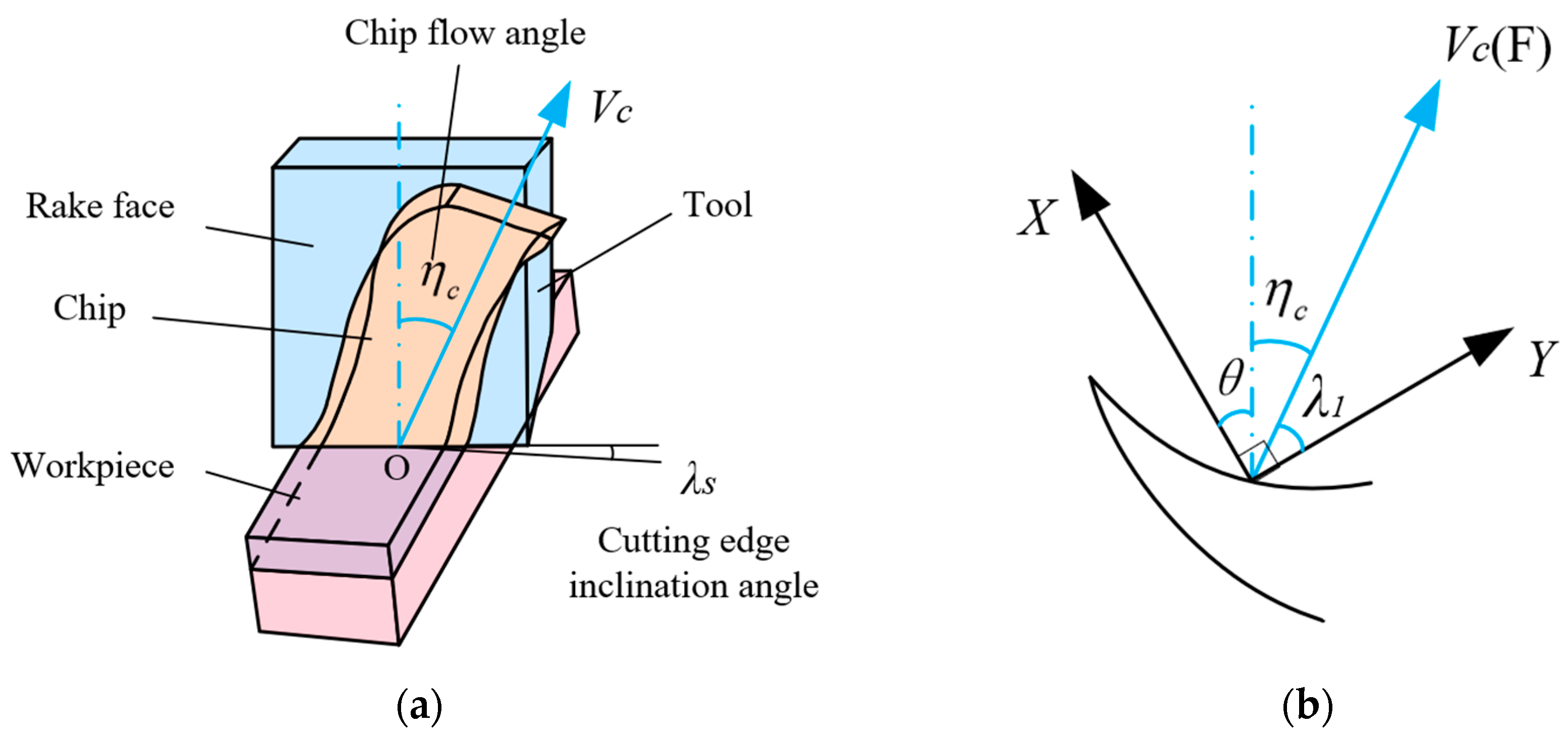
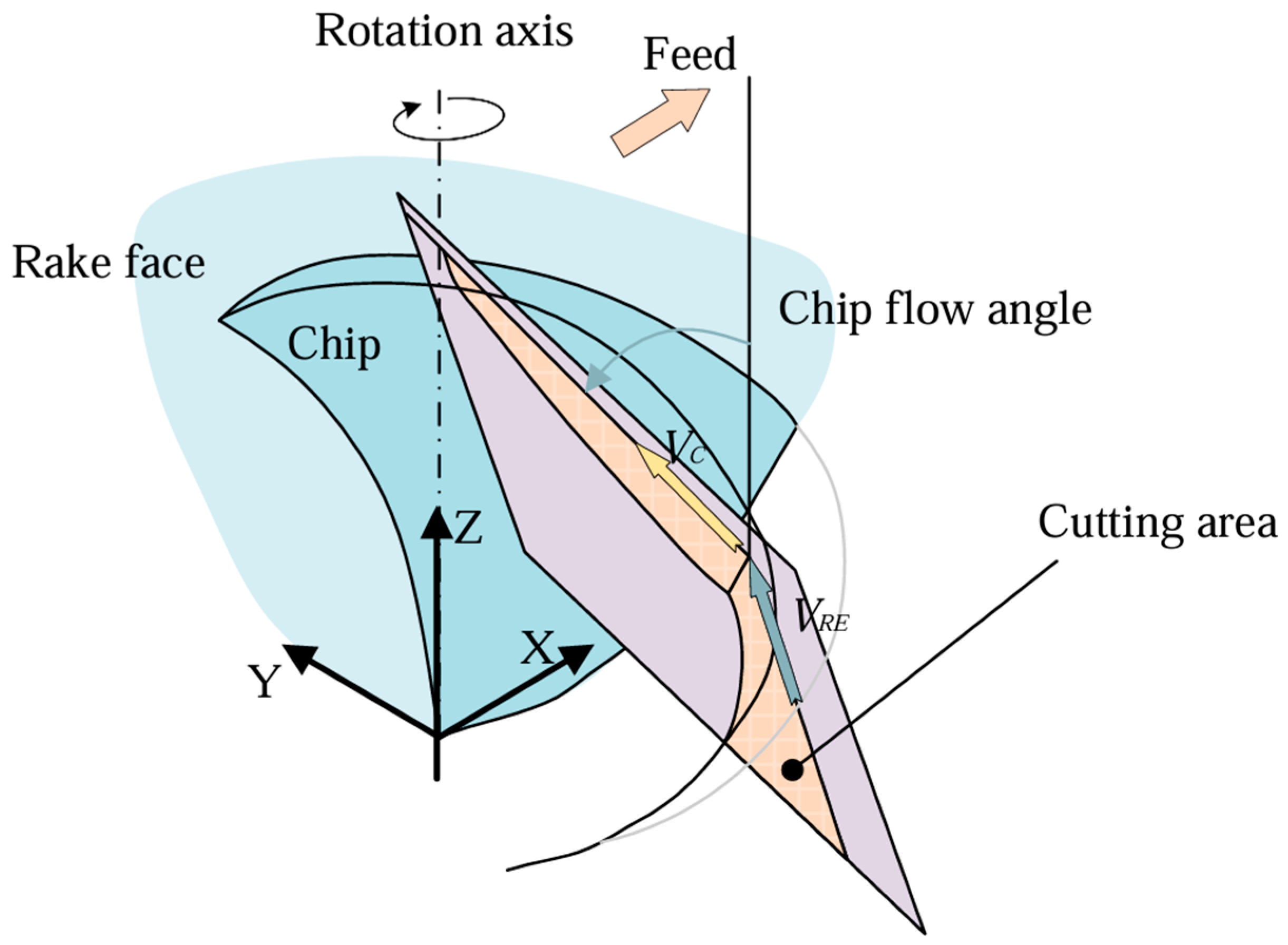
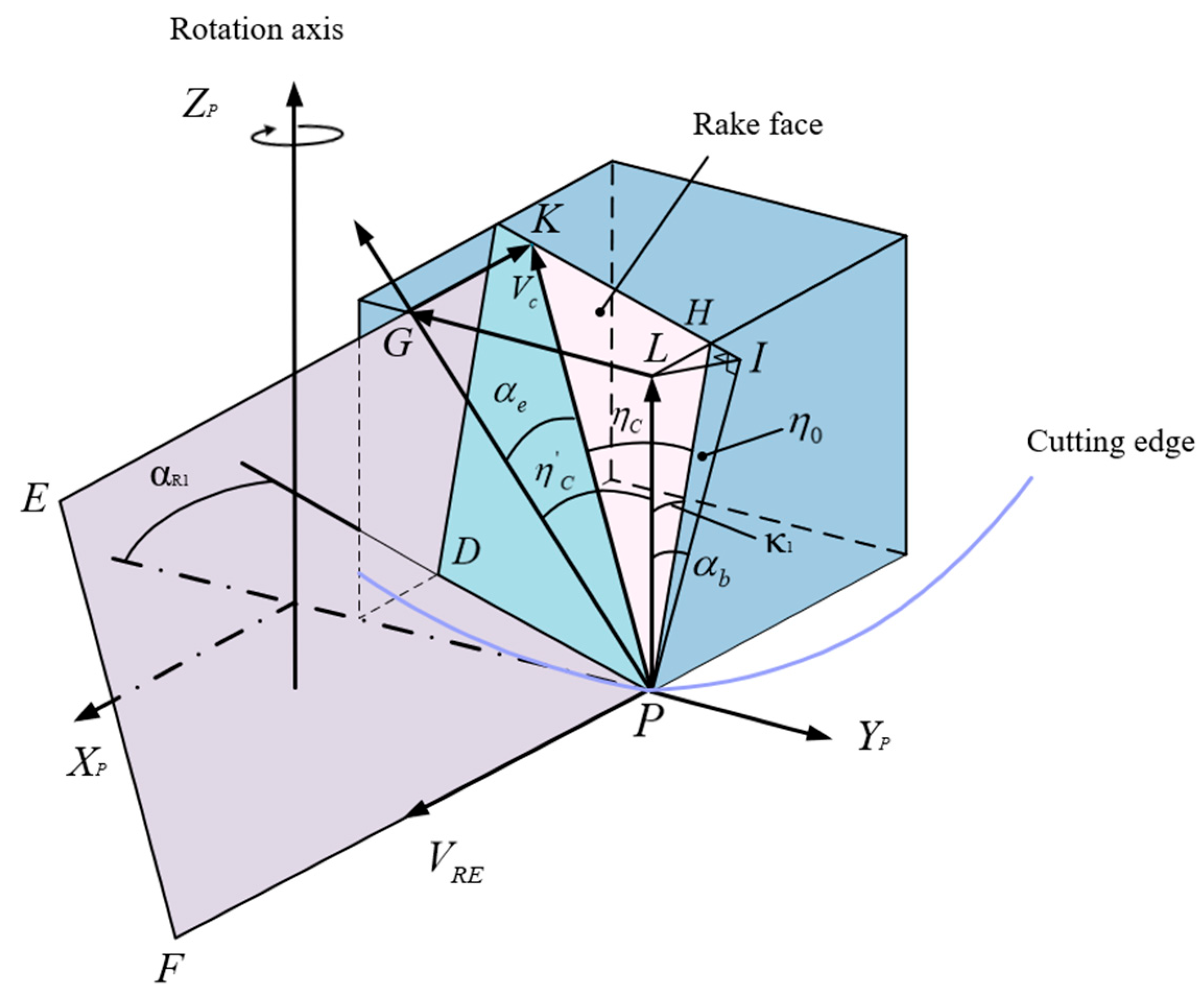
2.2.2. Analysis and Modeling of Chip Flow Direction
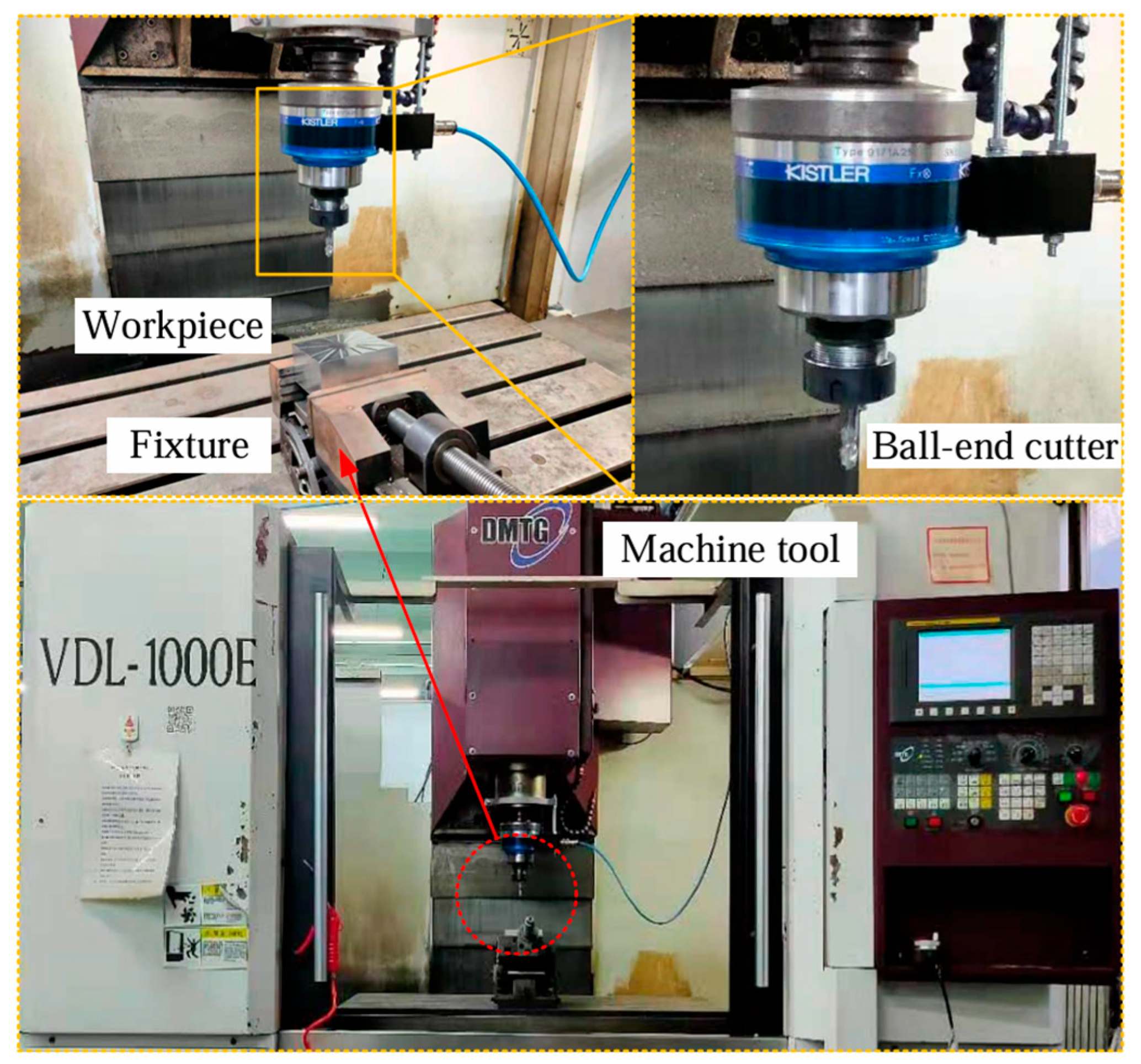
2.3. Experimental Set-Up

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n (r/min) | fz (mm/tooth) | e (mm) | s (mm) | (°) | (°) |
|---|---|---|---|---|---|
| 4000 | 0.08 | 0.3 | 0.15 | 50 | 15 |
3. Results
4. Conclusions
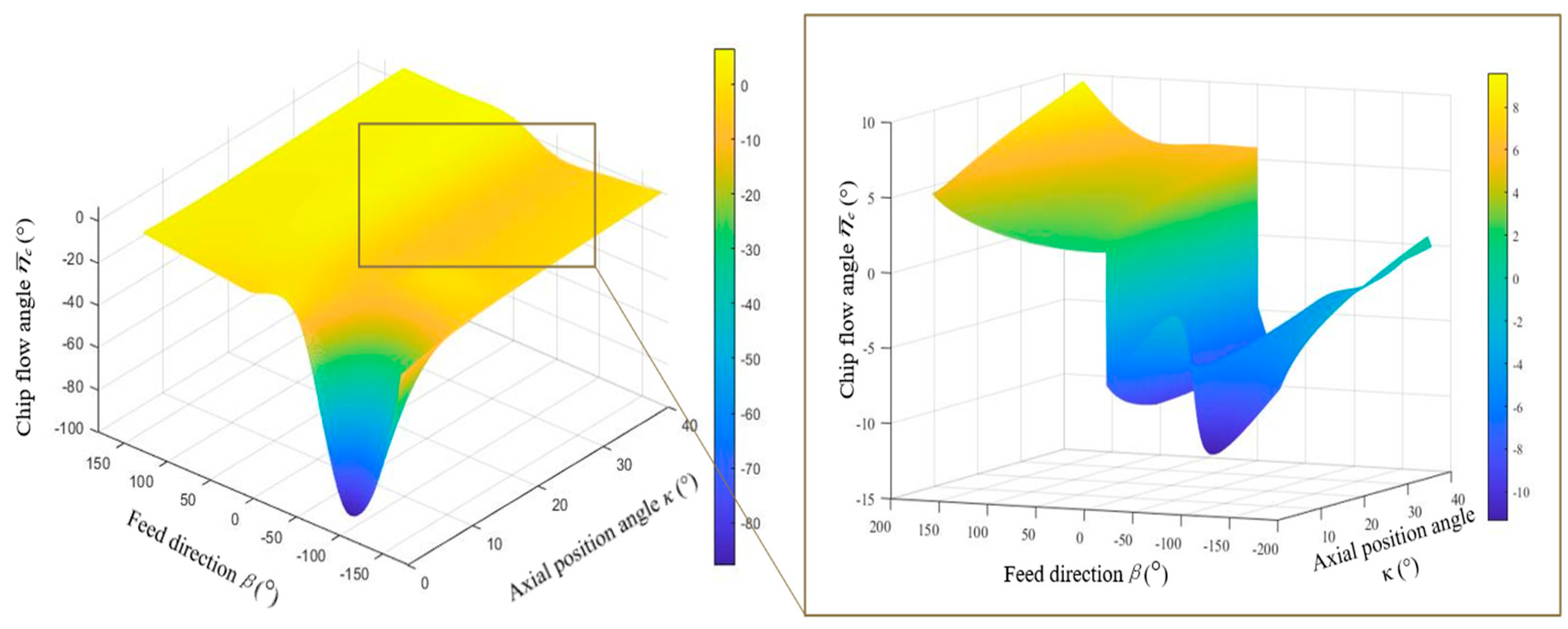
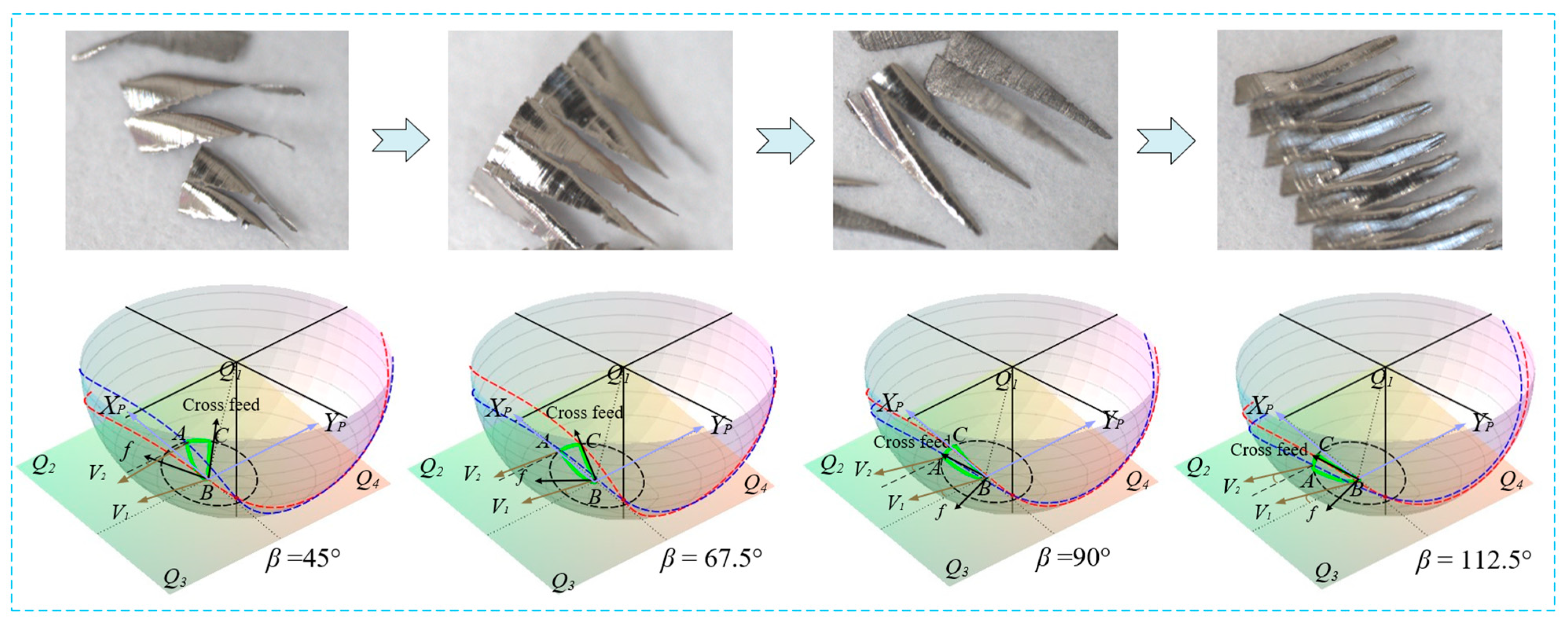
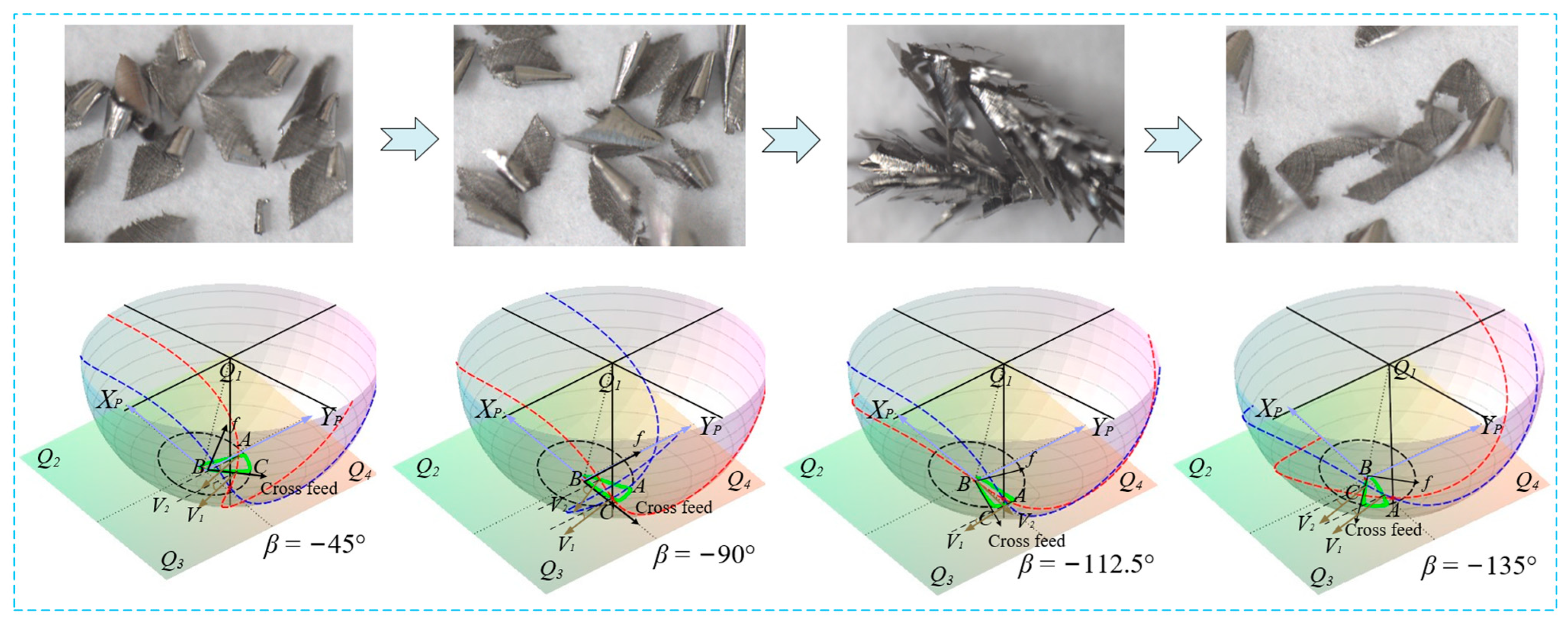
- A model for the chip flow direction of ball-end milling cutters is established. The theoretical relationship between the cutting velocity and the chip flow velocity on the contact surface is analyzed. It is found that the chip flow direction is influenced by the feed direction, and the chip flow direction changes greatly in the feed direction of −112.5.
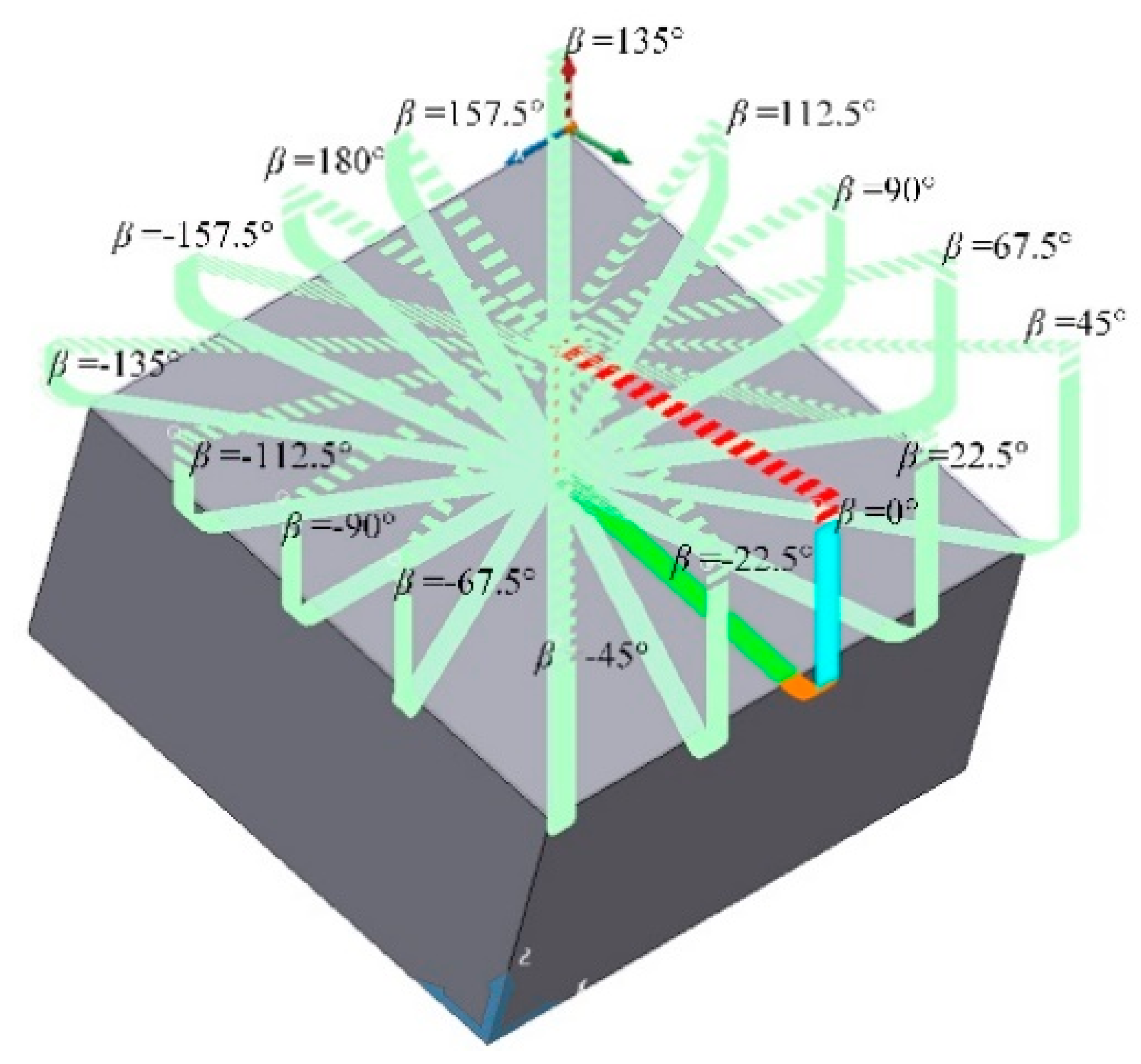
- The directions of chip flow and cutting speed are core factors affecting chip morphology. The degree of chip curling is influenced by the direction of chip flow velocity. When the chip flow velocities at the two extreme positions form an acute angle, the chip tends to curl. When they do not intersect, the chip shape remains straight.
- In the engineering practice of down-milling titanium alloys, the feed direction is restricted to the Q2 and Q3 intervals (i.e., the upper-left or lower-left directions), while minimizing tool tip engagement with the contact area. This approach can improve chip evacuation conditions and reduce the risk of material adhesion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| OXcYcZc | Tool coordinate system |
| OwXwYwZw | Processing coordinate system |
| PXpYpZp | Tool contact coordinate system |
| f | Tool feed direction |
| β | Feed direction angle |
| κ1 | Inclined axial position angle |
| R | Tool radius |
| e | Cutting depth |
| κ | Axial position angle |
| s | Tool path stepover |
| Vc | Chip flow velocity |
| Blade inclination angle | |
| αp | Machining inclination angle |
| F | Frictional force |
| θ | Projection of main cutting edge angle |
| V1 | Lowest chip flow velocity |
| VRE | Cutting speed |
| Cutting tool helix angle and the effective helix angle | |
| A, B, C | Intersection points of CWE boundaries |
| Vr | Tool rotation linear velocity |
| ϕ | The included angle between cutting speed and tool rotation linear velocity |
| N | Spindle speed |
| zn | Tooth number |
| fz | Feed per tooth |
| CWE | Cutter workpiece engagement |
| P | Cutter contact point |
| Vf | Feed speed |
| Chip flow angle; YZ plane projection chip flow angle; projection chip flow angle of contact plane | |
| αR, αR1 | Axial position angle; inclined axial position angle |
| V2 | Highest chip flow velocity |
References
- Zhao, Z.; Wang, S.; Wang, Z.; Liu, N.; Wang, S.; Ma, C.; Yang, B. Interference-and chatter-free cutter posture optimization towards minimal surface roughness in five-axis machining. Int. J. Mech. Sci. 2020, 171, 105395. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, J.; Li, Y.; Han, S.; Cao, Q.; Li, A. Investigation on ball end milling of P20 die steel with cutter orientation. Int. J. Adv. Manuf. Technol. 2012, 59, 885–898. [Google Scholar] [CrossRef]
- Shen, X.; Zhang, D.; Tan, L. Effects of cutter path orientations on milling force, temperature, and surface integrity when ball end milling of TC17 alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1212–1224. [Google Scholar] [CrossRef]
- Shi, K.; Liu, N.; Wang, S.; Ren, J. Effect of tool path on cutting force in end milling. Int. J. Adv. Manuf. Technol. 2019, 104, 4289–4300. [Google Scholar] [CrossRef]
- Tan, L. Effects of tool wear on machined surface integrity during milling of Inconel 718. Int. J. Adv. Manuf. Technol. 2021, 116, 2497–2509. [Google Scholar] [CrossRef]
- Luo, M. Improving tool life in multi-axis milling of Ni-based superalloy with ball-end cutter based on the active cutting edge shift strategy. J. Mater. Process. Technol. 2018, 252, 105–115. [Google Scholar] [CrossRef]
- Ali, R.A.; Mia, M.; Khan, A.M.; Chen, W.; Gupta, M.K.; Pruncu, C.I. Multi-Response Optimization of Face Milling Performance Considering Tool Path Strategies in Machining of Al-2024. Materials 2019, 12, 1013. [Google Scholar] [CrossRef] [PubMed]
- Koklu, U.; BasmaciI, G. Evaluation of Tool Path Strategy and Cooling Condition Effects on the Cutting Force and Surface Quality in Micromilling Operations. Metals 2017, 7, 426. [Google Scholar] [CrossRef]
- Hadi, M.A. Comparison between Up-milling and Down-milling Operations on Tool Wear in Milling Inconel 718. Procedia Eng. 2013, 68, 647–653. [Google Scholar] [CrossRef]
- García-Barbosa, J.A.; Arroyo-Osorio, J.M.; Córdoba-Nieto, E. Influence of tool inclination on chip formation process and roughness response in ball-end milling of freeform surfaces on Ti-6Al-4V alloy. Mach. Sci. Technol. 2017, 21, 121–135. [Google Scholar] [CrossRef]
- Ginting, A.; Nouari, M. Experimental and numerical studies on the performance of alloyed carbide tool in dry milling of aerospace material. Int. J. Mach. Tools Manuf. 2006, 46, 758–768. [Google Scholar] [CrossRef]
- Liu, D.; Ni, C.; Wang, Y.; Zhu, L. Review of serrated chip characteristics and formation mechanism from conventional to additively manufactured titanium alloys. J. Alloys Compd. 2024, 970, 172573. [Google Scholar] [CrossRef]
- Aydin, M. Numerical study of chip formation and cutting force in high-speed machining of Ti-6Al-4V bases on finite element modeling with ductile fracture criterion. Int. J. Mater. Form. 2021, 14, 1005–1018. [Google Scholar] [CrossRef]
- Ullah, I.; Zhang, S.; Zhang, Q.; Wang, R. Numerical investigation on serrated chip formation during high-speed milling of Ti-6Al-4V alloy. J. Manuf. Process. 2021, 71, 589–603. [Google Scholar] [CrossRef]
- Zhu, X.; Shi, J.; Liu, Y.; Jiang, Y.; Zhou, B.; Zhao, X. Study on formation mechanism of serrated chip of Ti-6Al-4V titanium alloy based on shear slip theory. Int. J. Adv. Manuf. Technol. 2022, 122, 1353–1365. [Google Scholar] [CrossRef]
- Duc, T.M.; Ngoc, T.B.; Tuan, N.M.; Trang, D.T.H.; Long, T.T. A study on mechanisms of saw-tooth chip formation in hard turning under hybrid nanofluid-assisted MQL environment. Adv. Mech. Eng. 2024, 16, 16878132241289286. [Google Scholar] [CrossRef]
- Yang, Q.; Liu, Z.; Wang, B. Characterization of chip formation during machining 1045 steel. Int. J. Adv. Manuf. Technol. 2012, 63, 881–886. [Google Scholar] [CrossRef]
- Tounsi, N.; El-wardany, T. Finite Element Analysis of the Effects of Process Representations on the Prediction of Residual Stresses and Chip Morphology in the Down-Milling of Ti6Al4V: Part I: Milling of Small Uncut Chip Thicknesses in the Micrometer Range with Finite Cutting Edge Radius. J. Manuf. Sci. Eng. 2022, 144, 011010. [Google Scholar] [CrossRef]
- Li, B.; Zhang, R.; Qi, W.; Li, B. Analytical prediction of chip flow direction in cylindrical turning considering rounded edge effect. J. Manuf. Process. 2023, 101, 1234–1245. [Google Scholar] [CrossRef]
- Fazlali, M.; Ponga, M.; Jin, X. Predictive model of chip segmentation in machining of high-strength metallic alloys. J. Mater. Process. Technol. 2022, 308, 117723. [Google Scholar] [CrossRef]
- Leksycki, K.; Maruda, R.W.; Feldshtein, E.; Wojciechowski, S.; Habrat, W.; Gupta, M.K.; Krolczyk, G.M. Evaluation of tribological interactions and machinability of Ti6Al4V alloy during finish turning under different cooling conditions. Tribol. Int. 2023, 189, 109002. [Google Scholar] [CrossRef]
- Selvakumar, S.J.; Raj, D.S. Machinability analysis during finish turning Ti6Al4V with varying cutting edge radius. Mater. Manuf. Process. 2024, 39, 144–160. [Google Scholar] [CrossRef]
- Stabler, G.V. The Fundamental Geometry of Cutting Tools. Proc. Inst. Mech. Eng. 1951, 165, 14–26. [Google Scholar] [CrossRef]
- Colwell, L.V. Predicting the Angle of Chip Flow for Single-Point Cutting Tools. J. Fluids Eng. 1954, 76, 199–203. [Google Scholar] [CrossRef]
- Young, H.T.; Liao, Y.S.; Yang, Y.C.; Mathew, P. Predicting the chip flow for nose radius tools under oblique machining conditions. J. Chin. Inst. Eng. 1993, 16, 825–834. [Google Scholar] [CrossRef]
- Ghosh, T.; Paul, S.; Paul, S. Modeling and experimental verification of chip flow deviation in oblique cutting. Mach. Sci. Technol. 2018, 22, 99–119. [Google Scholar] [CrossRef]
- Aksu, B.; Çelebi, C.; Budak, E. An experimental investigation of oblique cutting mechanics. Mach. Sci. Technol. 2016, 20, 495–521. [Google Scholar] [CrossRef]
- Matsumura, T.; Shirakahi, T.; Usui, E. Analysis of cutting process with roughing end mill. Int. J. Mater. Form. 2009, 2, 555–558. [Google Scholar] [CrossRef]
- Koné, F.; Czarnota, C.; Haddag, B.; Nouari, M. Modeling of velocity-dependent chip flow angle and experimental analysis when machining 304L austenitic stainless steel with groove coated-carbide tools. J. Mater. Process. Technol. 2013, 213, 1166–1178. [Google Scholar] [CrossRef]
- Zhang, A.; Yue, C.; Liu, X.; Liang, S.Y. Study on the Formation Mechanism of Surface Adhered Damage in Ball-End Milling Ti6Al4V. Materials 2021, 14, 7143. [Google Scholar] [CrossRef] [PubMed]
- Mhamdi, M.B.; Boujelbene, M.; Bayraktar, E.; Zghal, A. Surface integrity of titanium alloy Ti-6Al-4 V in ball end milling. Phys. Procedia 2012, 25, 355–362. [Google Scholar] [CrossRef]
- Zhang, A.; Liu, X.; Yue, C.; Li, R.; Liang, S.Y.; Wang, L. Velocity effect sensitivity analysis of ball-end milling Ti-6Al-4 V. Int. J. Adv. Manuf. Technol. 2022, 118, 3963–3982. [Google Scholar] [CrossRef]
- Sonawane, H.A.; Joshi, S.S. Analytical modeling of chip geometry in high-speed ball-end milling on inclined inconel-718 workpieces. J. Manuf. Sci. Eng. 2015, 137, 011005. [Google Scholar] [CrossRef]
- Matsumura, T.; Usui, E. Simulation of cutting process in peripheral milling by predictive cutting force model based on minimum cutting energy. Int. J. Mach. Tools Manuf. 2010, 50, 467–473. [Google Scholar] [CrossRef]



| Element | Al | V | Fe | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|---|
| % | 5.5~6.75 | 3.5~4.5 | 0.3 | 0.08 | 0.05 | 0.01 | 0.2 | Balance |
| Density (g/cm3) | Hardness (HB) | Modulus E (GPa) | Tensile Strength (MPa) | Thermal Conductivity (W/m·K) | Melting Point (°C) |
|---|---|---|---|---|---|
| 4.42 | 345 | 113.8 | 995 | 7.3 | 1670 |
| β (°) | Angle of the Lowest Point (°) | Angle of the Highest Point (°) |
|---|---|---|
| 45 | 3.266 | −1.518 |
| 67.5 | 4.642 | 2.085 |
| 90 | 4.905 | 5.487 |
| 112.5 | 5.152 | 6.889 |
| β (°) | Angle of the Lowest Point (°) | Angle of the Highest Point (°) |
|---|---|---|
| −45 | −4.783 | −9.117 |
| −90 | −2.406 | −7.395 |
| −112.5 | −2.248 | −88.778 |
| −135 | −9.575 | −8.704 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, S.; Zhang, A.; Zhang, X.; Han, M.; Liu, B. Chip Flow Direction Modeling and Chip Morphology Analysis of Ball-End Milling Cutters. Coatings 2025, 15, 842. https://doi.org/10.3390/coatings15070842
Zhou S, Zhang A, Zhang X, Han M, Liu B. Chip Flow Direction Modeling and Chip Morphology Analysis of Ball-End Milling Cutters. Coatings. 2025; 15(7):842. https://doi.org/10.3390/coatings15070842
Chicago/Turabian StyleZhou, Shiqiang, Anshan Zhang, Xiaosong Zhang, Maiqi Han, and Bowen Liu. 2025. "Chip Flow Direction Modeling and Chip Morphology Analysis of Ball-End Milling Cutters" Coatings 15, no. 7: 842. https://doi.org/10.3390/coatings15070842
APA StyleZhou, S., Zhang, A., Zhang, X., Han, M., & Liu, B. (2025). Chip Flow Direction Modeling and Chip Morphology Analysis of Ball-End Milling Cutters. Coatings, 15(7), 842. https://doi.org/10.3390/coatings15070842