Abstract
Rubber powder asphalt has been widely studied due to its favorable temperature sensitivity and fatigue resistance. However, because rubber powder does not easily swell in asphalt, it leads to poor storage stability and high viscosity, limiting its large-scale application. In this study, modified asphalt was prepared using desulfurized rubber powder (DRP) and styrene-butadiene-styrene (SBS) modifiers, aiming to identify the optimal formulation for enhanced performance. It was hypothesized that the combined use of DRP and SBS would produce synergistic effects, improving the overall mechanical and rheological properties of the asphalt. To test this, the effects of this composite modification were evaluated using Marshall tests (penetration, softening point, ductility, elastic recovery, and Brookfield viscosity) and Superpave tests (shear modulus, high-performance grade, rutting factor, fatigue factor, and creep and recovery). Additionally, moisture susceptibility, high-temperature stability, low-temperature cracking resistance, and fatigue resistance at the mixture level were assessed. Performance was evaluated according to the Chinese standard JT/T 798-2019 for rubberized asphalt using reclaimed tire rubber. Results show that DRP-modified asphalt demonstrates excellent temperature sensitivity, rutting resistance, deformation resistance, and fatigue performance. However, an excessive amount of DRP increases Brookfield viscosity, which negatively affects the workability of the asphalt binder. The addition of SBS further improves the softening point, ductility, and deformation recovery of the binder. Considering cost-effectiveness and overall performance, the optimal formulation was determined to be 25% DRP and 1% SBS. At this dosage, all performance indicators met the required standards. The rotational viscosity at 180 °C was approximately 35% lower than that of conventional rubber powder–modified asphalt, while the high-temperature rutting factor and fatigue resistance at medium-to-low temperatures outperformed those of SBS-modified asphalt. The mixture test results reveal that the gradation has an impact on the performance of the obtained mixture, but overall, the DRP-SBS composite-modified asphalt mixture has significant advantages in terms of performance and cost-effectiveness.
1. Introduction
With the rapid development of the automobile industry, the production of waste tires has increased significantly, with over 300 million scrap tires generated annually in China—equivalent to more than 10 million tons. Incineration and landfilling remain the primary disposal methods, both of which cause environmental pollution and waste valuable resources. Therefore, it is essential to develop efficient ways to utilize waste tires.
Currently, researchers have explored processing waste tires into rubber particles for use in asphalt mixtures. Laboratory studies and field applications have shown that asphalt mixtures containing rubber particles exhibit excellent high-temperature performance [1,2,3], along with improved skid and fatigue resistance [4]. Additionally, both laboratory and practical results indicate that rubber powder asphalt (RPA) can significantly reduce traffic noise and moisture sensitivity [5,6,7].
However, RPA is limited by high viscosity and poor storage stability, primarily due to the poor compatibility between rubber particles and asphalt [8,9]. High rubber contents often result in agglomeration and inadequate dispersion of rubber within the asphalt matrix, which reduces workability and complicates mixing and paving operations. As a result, most RPA mixtures restrict the rubber powder content to below 20% to maintain acceptable handling and performance characteristics. To address these challenges, various physical and chemical modification strategies have been explored, such as the addition of compatibilizers, reactive agents, and the use of advanced mixing techniques [10,11,12,13,14]. Among these approaches, rubber desulfurization has emerged as a particularly effective solution. Desulfurized rubber powder (DRP) exhibits significantly improved compatibility with substrate asphalt, allowing for more uniform dispersion and stronger interaction at the molecular level. This leads to a more stable microstructure, enhanced rheological behavior, and improved storage stability [15]. Consequently, the use of DRP enables higher rubber content formulations without compromising workability, paving the way for more durable and sustainable rubber-modified asphalt binders.
Meanwhile, styrene–butadiene–styrene (SBS), a widely used asphalt modifier, can improve high-temperature performance and shear resistance [16]. Therefore, it is hypothesized that combining DRP and SBS in composite-modified asphalt may offer synergistic benefits by enabling higher rubber content and enhancing overall pavement performance, as SBS forms the elastic network while DRP improves dispersion and acts as a reinforcing filler, collectively boosting elasticity, strength, and deformation resistance [17]. However, research on DRP–SBS composite modification remains limited, not only the optimal way of modifying the asphalt has not been clearly identified but also the resulting performance characteristics are not yet well understood. This is particularly important given that asphalt binder is a thermorheologically simple material, and its properties can deteriorate with aging. The combined effects of DRP and SBS on its properties at different temperatures, as well as its aging resistance, have not yet been fully clarified.
Based on the aforementioned research gaps, this study aims to address two main objectives:
- (1)
- To develop an optimal DRP–SBS composite modification method that improves the overall performance of asphalt.
- (2)
- To systematically evaluate the rutting resistance at high temperature, fatigue resistance at medium temperature, thermal cracking resistance at low temperature, and aging resistance of the composite-modified asphalt, compare the results with those of conventional RPA and SBS-modified asphalt, and assess the practical application potential of DRP-SBS composite modification.
2. Materials and Methods
2.1. Raw Materials
70# asphalt was used as the substrate asphalt in this study to prepare DRP-SBS composite-modified asphalt. Its properties are listed in Table 1. All indicators meet the requirements of JTG F40-2004 [18].

Table 1.
Properties of 70# asphalt.
The 791-H SBS modifier was produced by Sinopec in Yueyang, China. The DRP shown in Figure 1 was obtained by processing rubber powder through a physical thermomechanical twin-screw extrusion method. All physical and chemical indexes are listed in Table 2. Indicators including ash content, heat loss, acetone extract, and rubber hydrocarbon are all within the specified quality requirements, ensuring the reliability of the DRP used in this study.
Figure 1.
The DRP sample.
Table 2.
Properties of DRP.
2.2. Preparation of Composite-Modified Asphalt
Substrate asphalt was heated to 165 °C until it became molten. SBS modifier (0%, 1%, and 2% of substrate asphalt) and DRP modifier (20%, 25%, 28%, and 30% of substrate asphalt) were then uniformly added to the substrate asphalt. All samples were stirred at 180 °C for 30 min at a constant speed of 1200 rpm, ensuring complete swelling of the SBS and DRP in the asphalt. A high-speed shearing machine was then operated at 5000 rpm for 30 min until the SBS and DRP were no longer visible. The compound-modified asphalt was then placed in an oven at 165 °C for 2.5 h. It is important to note that significant heat is generated during the high-speed shear process, which further increases the asphalt temperature. Thus, temperature should be carefully controlled and monitored to prevent excessive aging of the asphalt. Figure 2 illustrates the preparation process of DRP-SBS compound-modified asphalt, while Figure 3 shows the different stages of asphalt modification.
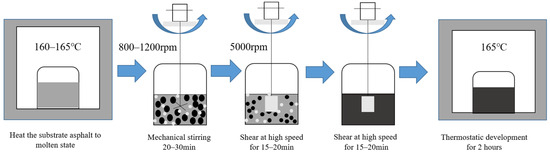
Figure 2.
The preparation process of DRP-SBS compound-modified asphalt.
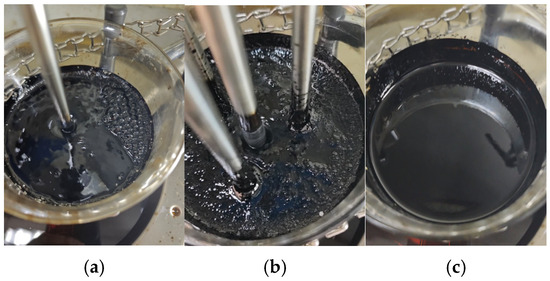
Figure 3.
Different stages of asphalt modification: (a) mixing; (b) shearing; (c) asphalt development.
2.3. Experimental Methods
The flowability, or workability, of asphalt, is characterized by its viscosity, which is closely related to the mixing and compaction temperatures of the mixture. Since Jiangxi Province is located in southeastern China and features a subtropical humid monsoon climate, characterized by high temperatures and abundant rainfall. Therefore, in pavement design, high-temperature stability, and moisture susceptibility are the primary concerns, while low-temperature cracking is considered as a secondary precaution. Accordingly, asphalt viscosity in this study was measured at 135 °C, 155 °C, 175 °C, and 180 °C using a Brookfield viscometer, with a focus on the high-temperature range rather than the full viscosity-temperature profile. Three replicates of each sample were tested to ensure accurate results.
A dynamic shear rheometer (DSR) manufactured by IPC Global in Boronia, Australia, with a 25 mm diameter plate and a 1 mm gap was used to assess the high-temperature rheological properties of each type of asphalt. A frequency sweep test was performed to determine the complex shear modulus and phase angle of the samples. The test temperature ranged from 52 °C to 82 °C in 6 °C increments, in accordance with AASHTO M 320, with the loading frequency varying from 0.1 Hz to 30 Hz. The test was conducted in strain-controlled mode with a 1% loading strain amplitude, ensuring that the shear deformation of the test samples remained within the linear viscoelastic range. For the temperature ramp test, the complex shear modulus and phase angle were measured at temperatures ranging from 52 °C to 82 °C in 6 °C increments, using a fixed testing frequency of 10 rad/s.
To evaluate the creep and creep recovery properties of the samples, the multiple stress creep and recovery (MSCR) test was employed. According to ASTM D7405 [19], the loading stress level was set to 3.2 kPa. The test covered 10 cycles at 60 °C, with each cycle consisting of a 1-s loading stage followed by a 9-s recovery stage. The non-recoverable creep compliance (Jnr3.2) and percentage of recovery (R) were then determined [20].
3. Results and Discussion
3.1. Basic Properties of Composite-Modified Asphalt
Table 3 presents the experimental results for 12 types of composite-modified asphalt. Figure 4 illustrates the effects of DRP-SBS composite modification on the softening point, penetration, ductility, and elastic recovery.
Table 3.
Measured properties of composite-modified asphalt.
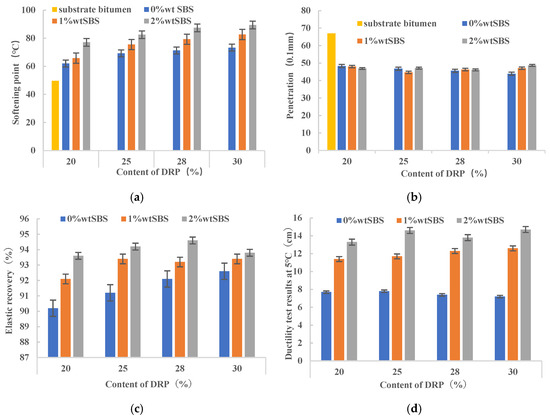
Figure 4.
Composite-modified asphalt test results: (a) Softening point test results; (b) Penetration test results; (c) Elastic recovery test results; (d) Ductility test results at 5 °C.
As shown in Figure 4a, as the DRP content increases, the softening point of asphalt gradually rises. Compared to the substrate asphalt, the softening points of 20% (DRS-1) and 30% (DRS-10) DRP increased by 25.0% and 47.8%, respectively. When the DRP content increased from 20% to 30%, the softening point rose by 18.2%. This is primarily due to the swelling of DRP during the modification process, which absorbs a significant amount of light components from the substrate asphalt, making the asphalt stickier and raising the softening point. When SBS was added, the softening point of the modified asphalt increased further, with the softening point of DRS-2-modified asphalt rising by 32.7% and 6.1%, compared to the substrate asphalt and DRS-1-modified asphalt, respectively. This improvement is mainly due to the crosslinking between DRP and SBS during the composite modification process, forming a more stable network structure that enhances the softening point of the asphalt.
As shown in Figure 4b, as the DRP content increases, the penetration of the asphalt gradually decreases. Compared to the substrate asphalt, the penetration of DRS-1 (20%), DRS-4 (25%), DRS-7 (28%), and DRS-10 (30%) decreased by 27.9%, 30.1%, 31.9%, and 34.4%, respectively. This is because the light components in the asphalt are absorbed by the rubber powder, causing the asphalt to become harder. When the SBS modifier was added, a stable network structure was formed in the composite-modified asphalt, further increasing the consistency of the asphalt and slightly reducing the penetration, although the reduction was minimal. Compared to DRS-1, the penetration of DRS-3 and DRS-2 decreased by 2.9% and 0.6%, respectively. It can be seen that as the SBS content increases, the penetration decreases only marginally. This trend was consistent across all batches, with experimental protocols such as controlled heating, precise timing, and consistent shear mixing speeds as described in Figure 2 ensuring preparation consistency.
Figure 4c shows that as the DRP content increases, the elastic recovery of the asphalt at 25 °C gradually rises, with elastic recovery values remaining above 90%. However, the elastic recovery of the 30% content is only slightly higher than that of the 28% content. The results indicate that the swelling of DRP in asphalt is limited, and the modification effect diminishes when the content exceeds a certain threshold. Therefore, when DRP and SBS are combined to modify asphalt, it is recommended that the DRP content should not exceed 30%, and the SBS content should not exceed 2%.
Figure 4d shows that with increasing DRP content, the extensibility of the asphalt changes very little, remaining between 7 and 8 cm, which does not meet the technical requirement of modified asphalt with an extensibility of at least 10 cm. However, after the addition of the SBS modifier, the extensibility of the composite-modified asphalt increased significantly by over 50% at 5 °C. With the increase in the SBS modifier, the ductility improved. This is mainly because the rubber powder and asphalt are physically blended, while SBS and asphalt can chemically crosslink to form a network structure that enhances low-temperature deformation resistance. By combining the ductility and softening point results, it can be observed that as the DRP and SBS content increase, both ductility and softening point also rise, indicating that the asphalt binder exhibits enhanced elastic properties and improved thermal stability.
3.2. Brookfield Viscosity
Brookfield viscosity at 180 °C is a crucial index for evaluating the pumping performance of rubber powder composite-modified asphalt [21]. High viscosity not only impacts the pumping efficiency but also results in poor workability of the asphalt mixture, making paving and compaction more challenging.
Figure 5a presents the Brookfield viscosity results of composite-modified asphalt at 180 °C with varying DRP and SBS contents. As shown, the viscosity increases significantly with higher DRP and SBS contents. When DRP and SBS contents reach 30% and 2%, respectively, the viscosity approaches 4.83 Pa·s, which is well above the 1 to 3 Pa·s range specified in Crumb Rubber Asphalt for Highway Engineering (JT/T 798-2019) [22]. In such cases, asphalt pumping and mixture compaction become difficult. For comparison, the Brookfield viscosity at 180 °C for conventional rubber powder and SBS composite-modified asphalt typically ranges from 2.5 to 3.0 Pa·s, while DRP-SBS composite-modified asphalt with the same modifier contents remains below 2.0 Pa·s. This indicates that DRP swells more effectively in asphalt, thereby significantly lowering the composite-modified asphalt’s viscosity. Note that altering the shear mixing conditions (e.g., duration or speed) may result in different viscosity values and performance characteristics. However, since the shear mixing parameters used in this study were preliminarily verified as optimal for achieving homogeneous modifier-asphalt blending without inducing excessive aging, the observed results can be considered representative of the intended modification effects.
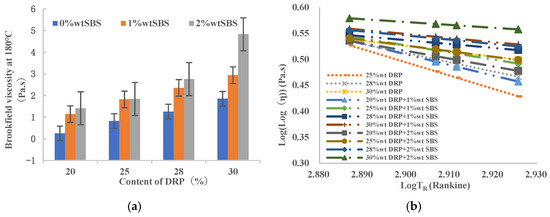
Figure 5.
Test results of Brookfield viscosity of composite-modified asphalt: (a) Brookfield viscosity at 180 °C; (b) Viscosity-temperature curve.
To further investigate the viscosity characteristics of DRP–SBS composite-modified asphalt, the Viscosity–Temperature Susceptibility (VTS) model (Equation (1)) was used to fit the Brookfield viscosity data at different temperatures. This model was selected because it is adopted in the Mechanistic-Empirical Pavement Design Guide (MEPDG), which has been widely used in the asphalt community since the early 2000s. It is also implemented in the official MEPDG software, AASHTOWare Pavement ME Design v2.6.2.2. The test results and model fitting curves are presented in Figure 5b, with R2 values exceeding 0.98. The corresponding fitting parameters are listed in Table 4. The A parameter represents the intercept in the logarithmic viscosity-temperature relationship and generally corresponds to the base viscosity level at a reference temperature. As shown in Table 4, A values tend to decrease with increasing SBS and DRP content. For instance, when moving from the 25-0 (DRP-only) to the 30-2 (DRP + 2% SBS) formulation, A decreases from 5.145 to 2.172. This reduction indicates a shift toward more thermally stable and less viscous behavior at reference conditions, which may be attributed to better modifier dispersion and network uniformity in the binder matrix. The VTS parameter reflects the slope of the viscosity-temperature curve on a log-log scale and thus indicates the binder’s thermal sensitivity. Higher VTS values imply greater viscosity change with temperature, while lower values reflect more thermally stable behavior. In DRP-only binders (e.g., 25-0 to 30-0), VTS values decrease modestly (from 1.607 to 1.018), suggesting some stabilization effect from DRP. However, when SBS is introduced, especially at higher levels, VTS drops significantly (down to 0.552 in the 30-2 sample). This trend points to a substantial improvement in thermal stability with increasing SBS content. The combination of decreasing A and VTS values with increasing SBS and DRP contents suggests a synergistic modification effect, where the formation of a more continuous and elastic polymer network within the asphalt binder enhances temperature resilience. The network restricts molecular mobility, particularly at elevated temperatures, thereby flattening the viscosity-temperature curve and reducing the overall viscosity baseline.
where η is the Brookfield viscosity, Pa·s; A and VTS are the parameters to be fitted; and TR is the test temperature, in Rankine,
Table 4.
Fitting parameters of the viscosity-temperature curve.
3.3. Performance Evaluation of Asphalt Binder
3.3.1. Complex Shear Modulus Master Curves
Asphalt is a viscoelastic material, and its mechanical behavior is strongly influenced by temperature, loading frequency, and loading duration [23]. Based on the principle of time-temperature superposition, the complex shear modulus of asphalt measured at various temperatures and frequencies can be shifted using appropriate shift factors to construct a master curve, as shown in Equations (2) and (3). This curve characterizes the material’s viscoelastic behavior over a broader frequency range. By adjusting the reference temperature, additional viscoelastic characteristics under different thermal conditions can also be captured [24,25].
In this study, the generalized logistic sigmoidal model (Equation (4)) was used to generate the master curve of the complex shear modulus for the composite-modified asphalt [26]. The resulting master curves are presented in Figure 6.
where aT is the shift factor; t is the test temperature; t0 is the reference temperature; C1 and C2 are the fitting parameters; f is loading frequency, Hz; fr is reduced frequency, Hz; |G*(fr)| is complex shear modulus; δ, α, β, γ, and λ are the fitting parameters.
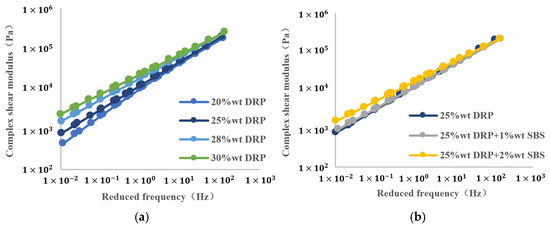
Figure 6.
Master curves of composite-modified asphalt: (a) shear modulus with different DRP; (b) shear modulus with different SBS.
As shown in Figure 6, the generalized logistic sigmoidal model accurately fits the shear modulus data of the composite-modified asphalt at different temperatures, with R2 values exceeding 0.98. In Figure 6a, when only DRP is added, the difference in shear modulus is most evident at high temperatures, indicating that DRP improves the high-temperature performance of asphalt. As DRP content increases, the slope of the master curve becomes flatter, suggesting reduced temperature sensitivity.
Figure 6b shows that increasing the SBS content raises the shear modulus at low frequencies. Compared to DRP-only modified asphalt, the slope of the master curve continues to decrease with the addition of SBS, indicating that SBS further enhances the viscoelastic performance of the composite-modified asphalt.
3.3.2. Rutting Resistance Evaluation
Rutting resistance is a critical performance indicator for modified asphalt. While the rutting factor G*/sinɸ is widely used, some studies have highlighted its limitations and introduced a modified rutting factor, G*/(sinɸ)9, for better evaluation of modified asphalt performance [27,28]. In this study, both indices were calculated for substrate asphalt, SBS-modified asphalt, and composite-modified asphalt with varying DRP and SBS contents across temperatures ranging from 52 °C to 82 °C in 6 °C increments. For each binder type, the test data were evaluated against the repeatability criteria specified in AASHTO T 315 to ensure validity before the average results were analyzed [29]. The results are shown in Figure 7.
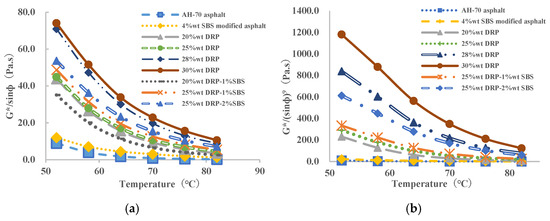
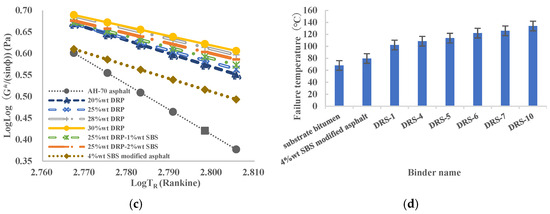
Figure 7.
Test results of rutting resistance of composite-modified asphalt: (a) Rutting factor; (b) modified rutting factor; (c) Fitting curve of rutting factor; (d) Failure temperature of asphalt.
As shown in Figure 7a,b, both the rutting factor and the modified rutting factor follow similar trends. Under high temperatures, substrate asphalt exhibits the lowest rutting factor, while composite-modified asphalt shows better rutting resistance than SBS-modified asphalt. With increasing DRP content, the rutting factor of the composite-modified asphalt rises significantly. At 25% DRP, adding SBS further enhances performance. Compared with no SBS addition, 1% and 2% SBS increase the rutting factor at 82 °C by 56% and 104%, respectively.
Typically, the temperature at which G*/sinɸ equals 1 kPa is defined as the failure temperature of unaged asphalt, representing its high-temperature grade. However, due to limitations in testing methods and equipment, only a temperature range is usually identified. Previous studies suggest that the VTS model (Equation (1)) can accurately describe the relationship between the rutting factor and temperature, allowing precise determination of the failure temperature through curve fitting. The fitted curves are shown in Figure 7c, all with R2 values above 0.98. When using the substrate asphalt, the slope and intercept are −5.84 and 16.77, respectively. With the addition of DRP, the slope gradually increases, reaching −2.17 when the DRP content reaches 30%. This is because DRP introduces elastic particles and enhances the internal friction and interaction among components, which reduces the rate of modulus decline with temperature. At the same time, the intercept decreases to 6.71, indicating a lower initial stiffness due to the softening effect of DRP. With a fixed DRP content (e.g., 25%), increasing the SBS content from 0 to 2% causes the slope of the fitted line to change from −2.74 to −2.58, then to −2.34, and the intercept to decrease from 8.25 to 7.82, then to 7.16. This is because SBS forms the polymer network within the asphalt matrix, enhancing its elastic recovery and temperature stability. The combined use of DRP and SBS contributes to the formation of an interconnected network structure within the binder, which improves temperature resistance, maintains flexibility, and slows the rate of modulus reduction within this specific temperature range. The corresponding failure temperatures are summarized in Figure 7d.
As seen in the figure, the failure temperature of substrate asphalt is 68.2 °C and that of SBS-modified asphalt is 79.7 °C. When DRP and SBS are combined, the failure temperature exceeds 100 °C, reaching up to 134 °C. The corresponding PG grades for the substrate asphalt, SBS-modified asphalt, and composite-modified asphalt are 64 °C, 76 °C, and 130 °C, respectively. The high PG improvement for the composite modification is primarily attributed to: (1) DRP and SBS absorbing light components, promoting molecular aggregation; (2) the dissolution of high-viscosity components into the asphalt matrix; and (3) the formation of a stable network structure that enhances the asphalt’s high-temperature performance.
3.3.3. Fatigue Resistance Evaluation
The fatigue performance of modified asphalt is a key factor that influences the service life of asphalt pavements [30,31]. With the incorporation of DRP and SBS modifiers, the composition of the modified asphalt becomes more complex, and its fatigue resistance requires further evaluation. Many studies have shown that the fatigue factor (G*sinɸ) is a useful indicator of asphalt fatigue properties, where a lower value corresponds to better fatigue performance [32,33]. It is generally accepted that the fatigue factor should be less than or equal to 5 MPa, and a lower corresponding temperature indicates improved fatigue resistance [32,33].
The VTS model, as presented in Equation (1), can be applied to fit the relationship between temperature and fatigue factor. Figure 8a illustrates the fitted curves, and the critical temperature at which the fatigue factor reaches 5 MPa can be determined from the fitted results, as shown in Figure 8b.
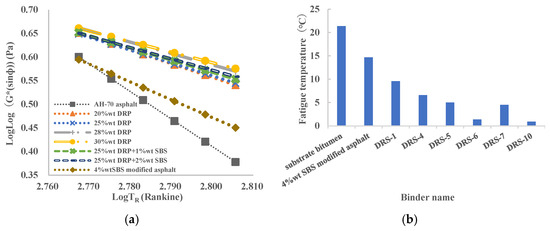
Figure 8.
Fatigue factor test results of composite-modified asphalt: (a) relationship curve of asphalt fatigue factor; (b) fatigue temperature.
The critical temperature of the asphalt matrix is 24.1 °C. When the DRP content is 20%, 25%, 28%, and 30%, the corresponding critical temperatures decrease to 9.6 °C, 6.6 °C, 4.5 °C, and 0.9 °C, respectively. As the DRP dosage increases, the critical temperature of the composite-modified asphalt gradually declines, indicating a significant improvement in low-temperature fatigue resistance. Furthermore, adding 1% and 2% SBS to the asphalt modified with 25% DRP reduces the critical temperature by 26.7% and 78.8%, respectively. These results demonstrate that the combined use of DRP and SBS has a strong positive effect on enhancing the fatigue performance of asphalt at medium to low temperatures.
3.3.4. Creep and Recovery Evaluation
Based on AASHTO T 350 and considering the heavy traffic load and high-temperature climate conditions in Jiangxi Province, the MSCR test was conducted at 3.2 kPa and 70 °C. According to the test results, the non-recoverable creep compliance (Jnr3.2) and creep recovery rate (R3.2) of different types of composite-modified asphalt were calculated. The results are presented in Figure 9.
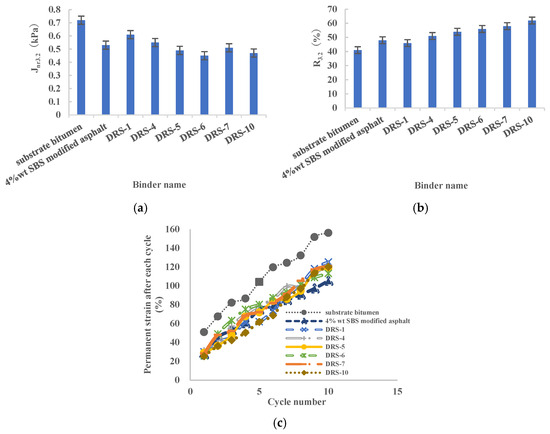
Figure 9.
Creep recovery performance test results of composite-modified asphalt: (a) Jnr3.2 of composite-modified asphalt; (b) R3.2 of composite-modified asphalt; (c) permanent strain during MSCR.
The shear strain of the activated rubber–SBS composite-modified asphalt displays a cyclic trend during each 10-s loading cycle, with strain increasing during the creep phase and decreasing during the recovery phase. Although this pattern repeats, overall shear strain gradually accumulates over time because the post-recovery strain remains higher than the pre-loading value, leading to permanent deformation. The evolution of permanent strain after each loading cycle is shown in Figure 9c. As seen in the figure, the substrate asphalt exhibits a generally higher permanent strain profile compared to the modified asphalts. While the overall permanent strain profiles are similar across the different modification strategies, DRS-6 stands out with a slightly higher permanent strain over time. In terms of final permanent strain after repeated loading cycles, the substrate asphalt shows the greatest accumulation, consistent with its highest Jnr3.2 value. The final permanent strain values for the substrate asphalt, SBS-modified asphalt, DRS-1, DRS-4, DRS-5, DRS-6, DRS-7, and DRS-10 are 156.1%, 105.3%, 125.3%, 122.3%, 118.5%, 113.2%, 120.8%, 120.1%, and 106.1%, respectively. These results clearly demonstrate that SBS significantly enhances strain recovery, while DRP also improves recoverability but to a lesser extent than SBS. In Figure 9c, the evolution of permanent strain under MSCR loading shows consistent trends across test cycles for each binder type. While minor variations in permanent strain were observed between the first and last cycles, the overall trends remained stable, indicating that the binders maintained their deformation resistance throughout the test. Overall, binders exhibiting higher elastic recovery tended to show lower accumulation of permanent strain, suggesting a better ability to recover from repeated shear stress.
As shown in the figure, the addition of DRP gradually reduces Jnr3.2 while increasing the creep recovery rate, indicating that DRP improves both the elastic recovery and deformation resistance of asphalt. This trend aligns with the elastic recovery test results discussed earlier. Furthermore, incorporating 1% and 2% SBS into the composite-modified asphalt reduces Jnr3.2 by 10.9% and 24.5%, respectively, while increasing R3.2 by 5.6% and 9.8%, respectively.
3.4. Performance Evaluation of Asphalt Mixture
To further validate the performance of the composite-modified asphalt, mixtures containing 25% DRP and 1% SBS composite-modified asphalt were prepared. This choice is based on both performance data and practical considerations. Mechanistically, asphalt binder test results indicate that a DRP content of 25% and an SBS content of 1% ensure good workability (as shown by Brookfield viscosity), avoid excessive stiffness (as indicated by the complex modulus), and deliver satisfactory rutting and fatigue performance based on DSR test results. Additionally, limiting the DRP and SBS contents helps prevent substantial cost increases. These recommendations aim to strike a balance among performance improvement, processing feasibility, and cost-effectiveness. For comparison, conventional rubber composite-modified asphalt mixtures were also produced using 18% rubber powder and 2% SBS, along with standard SBS-modified asphalt mixtures. All three asphalt mixtures were prepared with two types of gradation. Gradation I follows the continuously graded AC-13 commonly used in surface layers, while Gradation II adopts the gap-graded RAC-13, which is widely applied in rubber asphalt mixtures, as shown in Table 5. High-quality crushed diabase was used as the aggregate in all mixtures. The optimal asphalt contents are listed in Table 6. As seen from the table, the six mixtures are labeled AS-1, AS-2, RS-1, RS-2, SS-1, and SS-2. The first two mixtures contain activated rubber powder and SBS, the middle two contain conventional rubber powder and SBS, while the last two contain only SBS.
Table 5.
Gradation of composite-modified asphalt mixture.
Table 6.
Optimal asphalt content of different mixtures.
3.4.1. Moisture Susceptibility
This study employed both the immersion Marshall test and the freeze-thaw splitting test to evaluate the moisture resistance of asphalt mixtures. As shown in Figure 10, the retained Marshall stability and tensile strength ratio of different mixtures were compared. For the same aggregate gradation, mixtures with activated rubber–modified asphalt generally exhibit higher residual stability and splitting strength than those with conventional rubber–modified asphalt, though slightly lower than those with SBS–modified asphalt. Specifically, except for the retained Marshall stability of gradation I, where a two-sample t-test at the 99% confidence level (α = 0.01) indicates no statistically significant difference, the other comparisons show significant differences. The tensile strength ratio for gradation I, as well as both the retained Marshall stability and tensile strength ratio for gradation II, show statistically significant differences based on the two-sample t-test at the same confidence level. Also, for a given binder, mixtures with a continuous gradation outperformed those with a gap-graded structure.
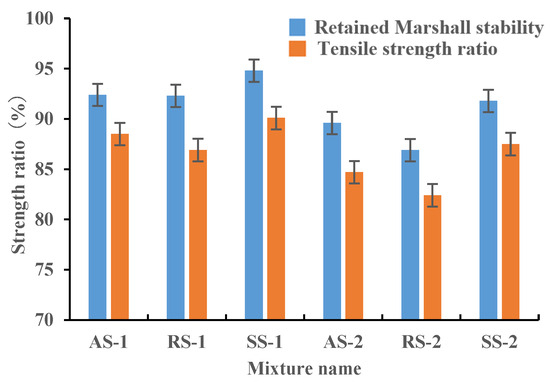
Figure 10.
Moisture susceptibility results.
These differences are primarily due to the swelling and elastic rebound of conventional rubber powder, which consumes part of the compaction energy during molding, resulting in lower mixture density. Additionally, gap-graded mixtures tend to have larger voids between aggregates. Since both test methods assess the ability of water to infiltrate the mixture and weaken the asphalt–aggregate bond, mixtures with gap gradation generally show lower moisture resistance.
3.4.2. High-Temperature Stability
In this study, rutting tests were conducted on asphalt mixtures at 60 °C with a tire pressure of 0.7 MPa. Specimens measured 300 × 300 × 50 mm, and dynamic stability (DS) was used to evaluate high-temperature performance. Additionally, flow number tests were performed on cylindrical specimens with 150 mm height and 100 mm diameter under cyclic sinusoidal loading using a universal testing machine (UTM)-30. The loading duration was 0.1 s, unloading 0.9 s, with a test temperature of 60 °C, a load stress of 1000 kPa, and a contact stress at 5% of the load. Testing ended when the permanent strain reached 70,000 µɛ.
The dynamic stability and flow number results for the six mixtures are shown in Figure 11 and Figure 12. All mixtures achieved DS values above 5000 times/mm and flow numbers over 4000, indicating good high-temperature performance. Among them, the activated rubber powder–SBS composite-modified asphalt consistently exhibited the highest DS and flow number, regardless of the gradation used, confirming its superior high-temperature stability.
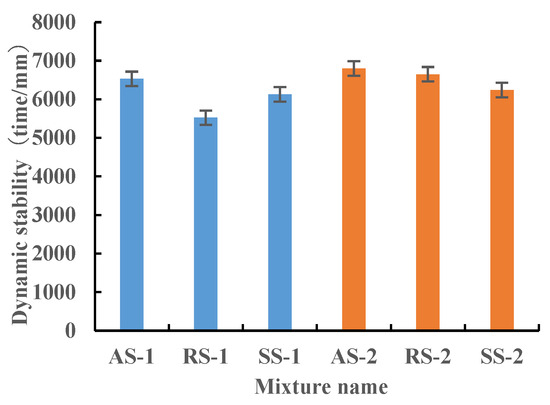
Figure 11.
DS results of asphalt mixtures.
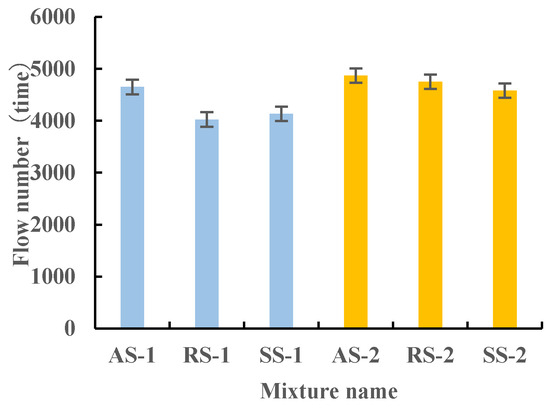
Figure 12.
Flow number results of asphalt mixtures.
For the AC-13 gradation, the composite-modified mixture outperformed the SBS- and conventional rubber-modified mixtures, with DS increases of 6.5% and 18.2%, and flow number improvements of 12.5% and 15.6%, respectively. Under the RAC-13 gradation, the improvements in DS were 9.0% and 2.3%, and the inflow numbers were 2.5% and 6.3%, respectively.
When the same type of asphalt is used, the dynamic stability of the gap-graded asphalt mixture is slightly superior to that of the continuously graded mixture. The activated rubber powder RAC-13 asphalt mixture shows a 4.1% improvement in dynamic stability and a 4.7% increase in flow number compared to the AC-13 mixture. For the conventional rubber powder RAC-13 asphalt mixture, dynamic stability improves by 20.4%, and the flow number increases by 18.1% compared to the AC-13 mixture. This can mainly be attributed to the larger proportion of coarse aggregates in the gap-graded mixture, which forms a more robust skeletal structure, with the asphalt binder filling the gaps. As a result, the mixture demonstrates enhanced resistance to deformation. Specifically, the coarse aggregate (CA) ratio and Fine Aggregate Coarse (FAc) ratio are 0.49 and 0.42 for gradation I, and 0.12 and 0.57 for gradation II, respectively. The significant difference in CA ratio affects the voids in mineral aggregate (VMA) structure. According to the Bailey packing theory, a higher CA ratio in gradation I enhances the aggregate skeleton, thereby improving the mechanical stability of the mixture [34].
Although the AC-13 gradation generally provides better performance, the RS-2 mixture exhibited good resilience. The asphalt film thicknesses of AS-1, AS-2, RS-1, RS-2, SS-1, and SS-2 are 10.4, 10.6, 10.2, 11.1, 9.5, and 10.1 µm, respectively. Notably, RS-2 has the thickest asphalt film and the highest asphalt content among all mixtures, which likely contributes to its favorable performance, making it comparable to the AS mixtures. For the activated rubber powder composite-modified asphalt mixture, while improvements in dynamic stability and flow number with RAC-13 over AC-13 are within 5%, the asphalt content increases by 10.4%, leading to a less favorable cost-effectiveness.
3.4.3. Low-Temperature Cracking Resistance Evaluation
The low-temperature cracking resistance of the asphalt mixtures was tested using the beam bending test. Prism beams with dimensions of 250 ± 2 mm in length, 30 ± 2 mm in width, and 35 ± 2 mm in height were cut from rutting plates formed by wheel rolling. The tests were conducted using the UTM-30, with a loading rate of 50 mm/min, at a temperature of −10 °C, and a span of 200 ± 0.5 mm. The maximum bending strain was selected as the evaluation indicator for low-temperature cracking resistance. The bending failure strain test results of different asphalt mixtures are shown in Figure 13.
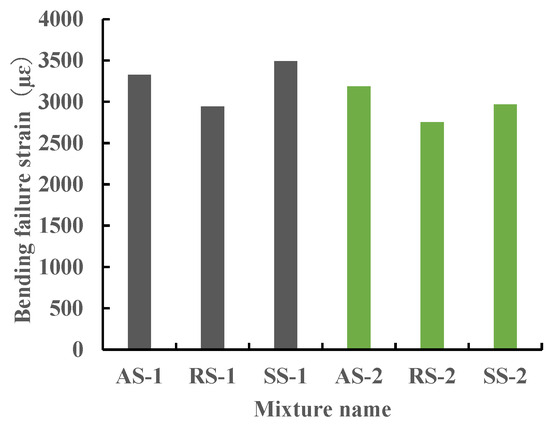
Figure 13.
Bending failure strain results of asphalt mixtures.
From the test results, it is observed that when using the AC-13 gradation, the bending failure strain of the SBS-modified asphalt mixture is slightly higher than that of the activated rubber powder/SBS composite-modified asphalt mixture, while the bending failure strain of the rubber powder/SBS composite-modified asphalt is the lowest. However, when using the RAC-13 gradation, the bending failure strain of the activated rubber powder/SBS asphalt mixture is slightly higher than that of the SBS-modified asphalt mixture, and the bending failure strain of the rubber powder-modified asphalt is the lowest. This indicates that the activation of rubber powder improves the low-temperature performance of the asphalt mixture to a level comparable to SBS modification, and it is better than conventional rubber powder.
When using the same type of asphalt, the bending failure strain of the AC-13 mixture is always greater than that of the RAC-13 mixture. This is mainly because, under low-temperature conditions, cracks in the mixture initiate and develop from the voids, and the RAC-13 mixture is less compact than the AC-13 mixture. Therefore, the low-temperature cracking resistance of gap-graded mixtures is lower than that of continuously graded mixtures.
3.4.4. Fatigue Resistance Evaluation
The fatigue life test results for the six asphalt mixtures are presented in Figure 14. From the data, it is evident that, with the AC-13 gradation, the activated rubber powder/SBS composite-modified asphalt mixture exhibited the longest fatigue life, while the rubber powder/SBS composite-modified asphalt mixture showed the shortest. The SBS-modified asphalt mixture’s fatigue life fell between the two. The fatigue life of the activated rubber powder/SBS composite-modified asphalt mixture was 32.5% and 16.2% longer than that of the rubber powder/SBS composite-modified asphalt and the SBS-modified asphalt mixtures, respectively.
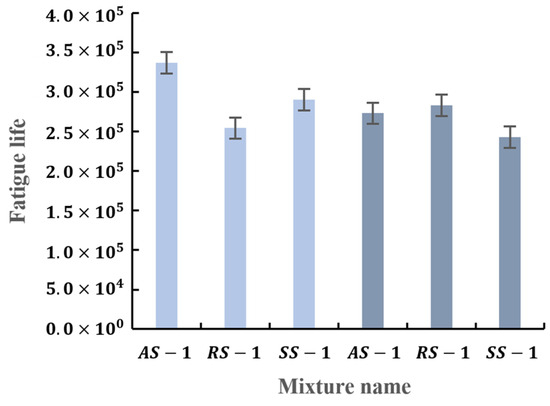
Figure 14.
Fatigue life results of asphalt mixtures.
When the RAC-13 gradation was used, the fatigue life of the rubber powder/SBS composite-modified asphalt mixture was slightly superior to that of the activated rubber powder/SBS composite-modified asphalt, while the SBS-modified asphalt mixture still had the shortest fatigue life. The fatigue life of the rubber powder/SBS composite-modified asphalt mixture showed only a 3.6% increase compared to the activated rubber powder/SBS composite-modified asphalt, indicating a minor improvement.
For the same type of asphalt, the fatigue life of the activated rubber powder/SBS composite-modified asphalt mixture and the SBS-modified asphalt mixture improved by 23.4% and 19.5%, respectively, when using the AC-13 continuous gradation compared to the RAC-13 discontinuous gradation. However, the fatigue life of the rubber powder/SBS composite-modified asphalt mixture with the RAC-13 discontinuous gradation was 11.3% longer than that with the AC-13 continuous gradation.
These results confirm that activated rubber powder/SBS composite-modified asphalt exhibits superior fatigue resistance.
3.4.5. Comparison with Existing Research
Existing studies have compared the pavement performance of rubber-modified asphalt, SBS-modified asphalt, and rubber–SBS composite-modified asphalt and examined how modifier content affects performance [7,35,36]. Findings indicate that composite modification can enhance high-temperature stability and aging resistance at lower modifier dosages, offering greater efficiency and cost-effectiveness [35,36]. Rheological analyses of rubber–SBS composites have shown improved rutting resistance and high-temperature performance in temperature sweep and MSCR tests compared to single-modifier binders [37,38]. Bending creep stiffness tests have also demonstrated better low-temperature performance, with creep stiffness decreasing as modifier content increases [39], though changes in creep rate were influenced by preparation conditions. Microstructural analyses revealed synergistic effects between rubber and SBS, forming a denser cross-linked network that enhances overall performance [2]. However, while these studies focused on conventional rubber–SBS systems, limited research has addressed composite modification using DRP and SBS under hot and humid conditions. This study fills that gap by evaluating DRP–SBS composite-modified asphalt in the climatic context of Jiangxi Province and proposing an effective modification strategy that contributes to the existing body of knowledge. The optimal formulation of DRP and SBS modifiers, which exhibit low viscosity, was identified, and both binder and mixture performance were comprehensively assessed to ensure practical applicability in real-world conditions. The findings from this study are expected to offer valuable guidance for pavement engineering, especially in regions with similar climatic conditions.
4. Conclusions
After evaluating the high-temperature rheological properties of DRP and SBS composite-modified asphalt at both the binder and mixture scales, the following conclusions were drawn in this study:
- (1)
- Compared to conventional rubber powder, DRP significantly reduces the viscosity of rubber-modified asphalt, enhancing its construction workability. The Brookfield viscosity is 1.95 Pa·s, well below the standard limit of 3 Pa·s. The lower viscosity of the composite-modified asphalt permits reduced mixing and paving temperatures, leading to energy savings, lower emissions, and more environmentally friendly construction.
- (2)
- Both DRP and SBS modifiers enhance the high-temperature rheological properties of asphalt. However, asphalt modified with DRP alone exhibits limited ductility, ranging from 7 to 8 cm—below the 10 cm standard. The addition of SBS significantly improves the performance of DRP-modified asphalt, increasing ductility to nearly 14 cm.
- (3)
- Composite-modified asphalt incorporating DRP and SBS demonstrates superior performance in rutting factor, fatigue factor, non-recoverable creep compliance, and creep recovery rate, confirming the study’s hypothesis that combining these two modifiers enhances the overall performance of asphalt binders and meets the technical requirements of JT/T 798-2019. As the contents of DRP and SBS increase, notable improvements are observed in high-temperature rutting resistance, medium-temperature fatigue resistance, and elastic recovery. Compared to asphalt without SBS, the rutting factor at 82 °C increases by 56%, the critical fatigue temperature decreases by 26.7%, and elastic recovery remains above 90%. Based on performance and cost considerations, the optimal formulation was determined to be 25% DRP and 1% SBS.
- (4)
- The continuous gradation-activated rubber powder–SBS composite-modified asphalt mixture exhibits superior moisture stability, low-temperature crack resistance, and fatigue life compared to the discontinuous gradation mixture. Particularly for fatigue performance, its fatigue life is 32.5% longer than that of the rubber powder–SBS composite-modified mixture and 16.2% longer than that of the SBS-modified mixture. Regarding high-temperature stability, for the AC-13 gradation, the composite-modified mixture outperforms both SBS- and conventional rubber-modified mixtures, with DS increases of 6.5% and 18.2%, and flow number improvements of 12.5% and 15.6%, respectively. Under the RAC-13 gradation, DS increases by 9.0% and 2.3%, and flow number increases by 2.5% and 6.3%, respectively.
- (5)
- When the activated rubber powder-SBS modified asphalt is designed with continuous gradation, its oil-to-stone ratio is approximately 9.5% lower than that of the discontinuous gradation, resulting in significant economic benefits.
This study supports the sustainable use of waste rubber materials and offers practical guidance for the broader application of rubber-modified asphalt in pavement construction. However, it should be noted that the performance of composite-modified asphalt depends on the properties of the substrate asphalt. Further validation is required when using a different substrate asphalt than the one applied in this study. Also, in Jiangxi Province, where high temperatures and frequent rainfall are the primary concerns, the rheological properties of the asphalt binder have been primarily evaluated at higher temperatures. To further assess its thermal sensitivity, it is recommended that the binder be evaluated across a broader temperature range in future studies.
Author Contributions
Methodology, B.L., K.Z., X.F. and C.T.; software, B.L. and X.F.; validation, B.L.; formal analysis, B.L., K.Z. and C.T.; resources, K.Z.; writing—original draft preparation, B.L.; writing—review and editing, K.Z., X.F. and C.T.; supervision, K.Z. and X.F.; project administration, K.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the Jiangxi Provincial Communications Investment Group Co., Ltd. Science and Technology Project (Grant No. 2023JT0028), the Jiangxi Provincial Department of Transportation General Science & Technology Program (Grant No. 2023H0026), the Jiangxi Province Ganpo Juncai Support Plan—Double High Leading Talents Project, and the Jiangmen Science and Technology Project (grant no. 2024800100260007657).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Some or all data, models, or code that support the findings of this study are available from the corresponding author upon reasonable request.
Conflicts of Interest
Authors Bin Liu, Kai Zhang and Xiangyang Fan were employed by Jiangxi Provincial Communications Investment Maintenance Technology Group Co., Ltd. The remaining author declares that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
Abbreviations
The following abbreviations are used in this manuscript:
| RPA | Rubber Powder Asphalt |
| DRP | Desulfurized Rubber Powder |
| SBS | Styrene-Butadiene-Styrene |
| COV | Coefficient of Variation |
| DSR | Dynamic Shear Rheometer |
| VTS | Viscosity-Temperature Susceptibility |
| DS | Dynamic Stability |
| UTM | Universal Testing Machine |
References
- Ding, X.; Ma, T.; Zhang, W.; Zhang, D. Experimental study of stable crumb rubber asphalt and asphalt mixture. Constr. Build. Mater. 2017, 157, 975–981. [Google Scholar] [CrossRef]
- Qian, C.; Fan, W. Evaluation and characterization of properties of crumb rubber/SBS modified asphalt. Mater. Chem. Phys. 2020, 253, 123319. [Google Scholar] [CrossRef]
- Xu, O.; Xiao, F.; Han, S.; Amirkhanian, S.N.; Wang, Z. High temperature rheological properties of crumb rubber modified asphalt binders with various modifiers. Constr. Build. Mater. 2016, 112, 49–58. [Google Scholar] [CrossRef]
- Feng, Z.G.; Rao, W.Y.; Chen, C.; Tian, B.; Li, X.J.; Li, P.L.; Guo, Q.L. Performance evaluation of bitumen modified with pyrolysis carbon black made from waste tyres. Constr. Build. Mater. 2016, 111, 495–501. [Google Scholar] [CrossRef]
- Ameli, A.; Babagoli, R.; Aghapour, M. Laboratory evaluation of the effect of reclaimed asphalt pavement on rutting performance of rubberized asphalt mixtures. Pet. Sci. Technol. 2016, 34, 449–453. [Google Scholar] [CrossRef]
- Picado-Santos, L.G.; Capitão, S.D.; Dias, J.L.F. Crumb rubber asphalt mixtures by dry process: Assessment after eight years of use on a low/medium trafficked pavement. Constr. Build. Mater. 2019, 215, 9–21. [Google Scholar] [CrossRef]
- Xiang, L.; Cheng, J.; Que, G. Microstructure and performance of crumb rubber modified asphalt. Constr. Build. Mater. 2009, 23, 3586–3590. [Google Scholar] [CrossRef]
- Ameri, M.; Yazdipanah, F.; Rahimi Yengejeh, A.; Afshin, A. Production temperatures and mechanical performance of rubberized asphalt mixtures modified with two warm mix asphalt (WMA) additives. Mater. Struct. 2020, 53, 1–16. [Google Scholar] [CrossRef]
- Venudharan, V.; Biligiri, K.P.; Sousa, J.B.; Way, G.B. Asphalt-rubber gap-graded mixture design practices: A state-of-the-art research review and future perspective. Road Mater. Pavement Des. 2017, 18, 730–752. [Google Scholar] [CrossRef]
- Liang, M.; Ren, S.; Fan, W.; Wang, H.; Cui, W.; Zhao, P. Characterization of fume composition and rheological properties of asphalt with crumb rubber activated by microwave and TOR. Constr. Build. Mater. 2017, 154, 310–322. [Google Scholar] [CrossRef]
- Liang, M.; Xin, X.; Fan, W.; Ren, S.; Shi, J.; Luo, H. Thermo-stability and aging performance of modified asphalt with crumb rubber activated by microwave and TOR. Mater. Des. 2017, 127, 84–96. [Google Scholar] [CrossRef]
- Sienkiewicz, M.; Borzędowska-Labuda, K.; Wojtkiewicz, A.; Janik, H. Development of methods improving storage stability of bitumen modified with ground tire rubber: A review. Fuel Process. Technol. 2017, 159, 272–279. [Google Scholar] [CrossRef]
- Yu, G.X.; Li, Z.M.; Zhou, X.L.; Li, C.L. Crumb rubber–modified asphalt: Microwave treatment effects. Pet. Sci. Technol. 2011, 29, 411–417. [Google Scholar] [CrossRef]
- Beylergil, B.; Ozturkmen, M.B.; Al-Nadhari, A.; Yildiz, S.; Aydoğan, B.; Yildiz, M. Enhancement of mechanical properties of carbon fiber epoxy composites using methylmethacrylate-butadiene-styrene (MBS) core-shell nanoparticles. J. Compos. Mater. 2025, 00219983251315533. [Google Scholar] [CrossRef]
- Fang, Y.; Zhang, Z.; Zhang, K.; Li, Z. Rheological property evaluation and microreaction mechanism of rubber asphalt, desulfurized rubber asphalt, and their composites. J. Mater. Civ. Eng. 2021, 33, 04021100. [Google Scholar] [CrossRef]
- Zeng, Z.; Sudarsanan, N.; Underwood, B.S.; Kim, Y.R.; Guddati, M. Reflective Cracking Performance Evaluations of Highly Polymer-Modified Asphalt Mixture. J. Transp. Eng. Part B Pavements 2024, 150, 04024039. [Google Scholar] [CrossRef]
- Michler, G.H.; Balta-Calleja, F.J. Nano-and Micromechanics of Polymers: Structure Modification and Improvement of Properties. Carl Hanser Verlag GmbH Co KG: München, Germany, 2012. [Google Scholar]
- JTG F40-2004; Technical Specifications for Construction of Highway Asphalt Pavements. Ministry of Transport of China: Beijing, China, 2004.
- ASTM D7405-20Standard Test Method for Multiple Stress Creep and Recovery (MSCR) of Asphalt Binder Using a Dynamic Shear Rheometer; ASTM: West Conshohocken, PA, USA, 2020.
- Zhang, L.; Xing, C.; Gao, F.; Li, T.S.; Tan, Y.Q. Using DSR and MSCR tests to characterize high temperature performance of different rubber modified asphalt. Constr. Build. Mater. 2016, 127, 466–474. [Google Scholar] [CrossRef]
- Li, P.; Jiang, X.; Ding, Z.; Zhao, J.; Shen, M. Analysis of viscosity and composition properties for crumb rubber modified asphalt. Constr. Build. Mater. 2018, 169, 638–647. [Google Scholar] [CrossRef]
- JT-T-798-2019; Crumb Rubber Asphalt Highway Engineering. Ministry of Transport of China: Beijing, China, 2019.
- Zeng, Z.A.; Underwood, B.S.; Castorena, C. Low-temperature performance grade characterisation of asphalt binder using the dynamic shear rheometer. Int. J. Pavement Eng. 2022, 23, 811–823. [Google Scholar] [CrossRef]
- Gu, L.; Chen, L.; Zhang, W.; Ma, H.; Ma, T. Mesostructural modeling of dynamic modulus and phase angle master curves of rubber modified asphalt mixture. Materials 2019, 12, 1667. [Google Scholar] [CrossRef]
- Liu, X.; Luo, W.; Li, M. A novel approach for constructing master curves of rheological simple material. Chin. J. Solid Mech. 2015, 36, 223–232. [Google Scholar]
- Su, N.; Xiao, F.; Wang, J.; Amirkhanian, S. Precision analysis of sigmoidal master curve model for dynamic modulus of asphalt mixtures. J. Mater. Civ. Eng. 2018, 30, 04018290. [Google Scholar] [CrossRef]
- Liu, Q.; Liu, J.; Yu, B.; Zhang, J.; Pei, J. Evaluation and optimization of asphalt binder and mixture modified with high activated crumb rubber content. Constr. Build. Mater. 2022, 314, 125676. [Google Scholar] [CrossRef]
- Gui, W.; Liang, L.; Wang, L.; Gao, X.; Zhang, F. Performance evaluation of warm-mixed crumb rubber modified asphalt based on rheological characteristics. Constr. Build. Mater. 2021, 285, 122881. [Google Scholar] [CrossRef]
- AASHTO T 315-12; Standard Method of Test for Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer (DSR). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2016.
- Zeng, Z.; Kim, Y.R.; Underwood, B.S.; Guddati, M. Asphalt mixture fatigue damage and failure predictions using the simplified viscoelastic continuum damage (S-VECD) model. Int. J. Fatigue 2023, 174, 107736. [Google Scholar] [CrossRef]
- Zeng, Z.; Underwood, B.S.; Kim, Y.R. A state-of-the-art review of asphalt mixture fracture models to address pavement reflective cracking. Constr. Build. Mater. 2024, 443, 137674. [Google Scholar] [CrossRef]
- Kocak, S.; Kutay, M.E. Effect of devulcanized rubber modification on the performance grade, fatigue cracking resistance, and rutting resistance of asphalt binders. J. Mater. Civ. Eng. 2021, 33, 04021248. [Google Scholar] [CrossRef]
- Hainin, M.R.; Aziz, M.M.A.; Adnan, A.M.; Hassan, N.A.; Jaya, R.P.; Liu, H.Y. Performance of modified asphalt binder with tire rubber powder. J. Teknol. (Sci. Eng.) 2015, 73. [Google Scholar] [CrossRef]
- Vavrik, W.R.; Pine, W.J.; Carpenter, S.H. Aggregate blending for asphalt mix design: Bailey method. Transp. Res. Rec. 2002, 1789, 146–153. [Google Scholar] [CrossRef]
- tur Rasool, R.; Song, P.; Wang, S. Thermal analysis on the interactions among asphalt modified with SBS and different degraded tire rubber. Constr. Build. Mater. 2018, 182, 134–143. [Google Scholar] [CrossRef]
- Zhang, F.; Li, J.; Yaseen, M.; Han, M.; Yin, Y.; Yang, S. Preparation methods and performance of modified asphalt using rubber–plastic alloy and its compounds. J. Mater. Civ. Eng. 2018, 30, 04018163. [Google Scholar] [CrossRef]
- Xiang, L.; Wang, Z.G.; Du, Y.; Cheng, J.; Que, G.H. Preparation technology and performance analysis of crumb rubber and sbs composite modified asphalt binder. Adv. Mater. Res. 2011, 160, 1320–1324. [Google Scholar] [CrossRef]
- Elenien, K.F.A.; Abdel-Wahab, A.; ElGamsy, R.; Abdellatif, M.H. Assessment of the properties of PP composite with addition of recycled tire rubber. Ain Shams Eng. J. 2018, 9, 3271–3276. [Google Scholar] [CrossRef]
- Qian, C.; Fan, W.; Liang, M.; He, Y.; Ren, S.; Lv, X.; Nan, G.; Luo, H. Rheological properties, storage stability and morphology of CR/SBS composite modified asphalt by high-cured method. Constr. Build. Mater. 2018, 193, 312–322. [Google Scholar] [CrossRef]















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).