
Research on the Influence of Laser Cleaning Parameters on the Removal Effectiveness of Al Metal Layers from Ceramic Substrate Surfaces

Abstract
1. Introduction
2. Experimental Materials and Methods
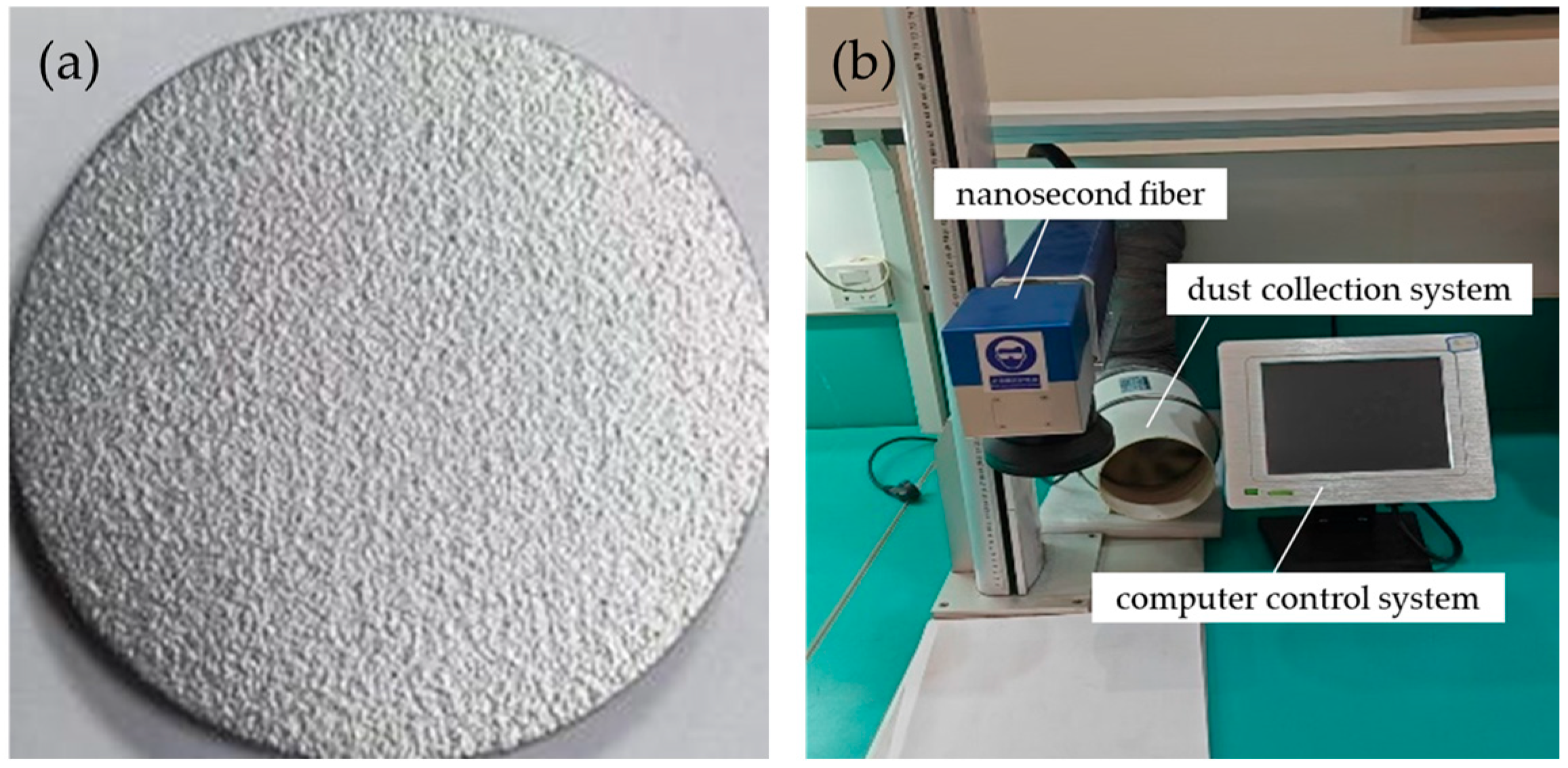
2.1. Experimental Materials and Equipment
2.2. Experimental Methods
3. Results and Discussion
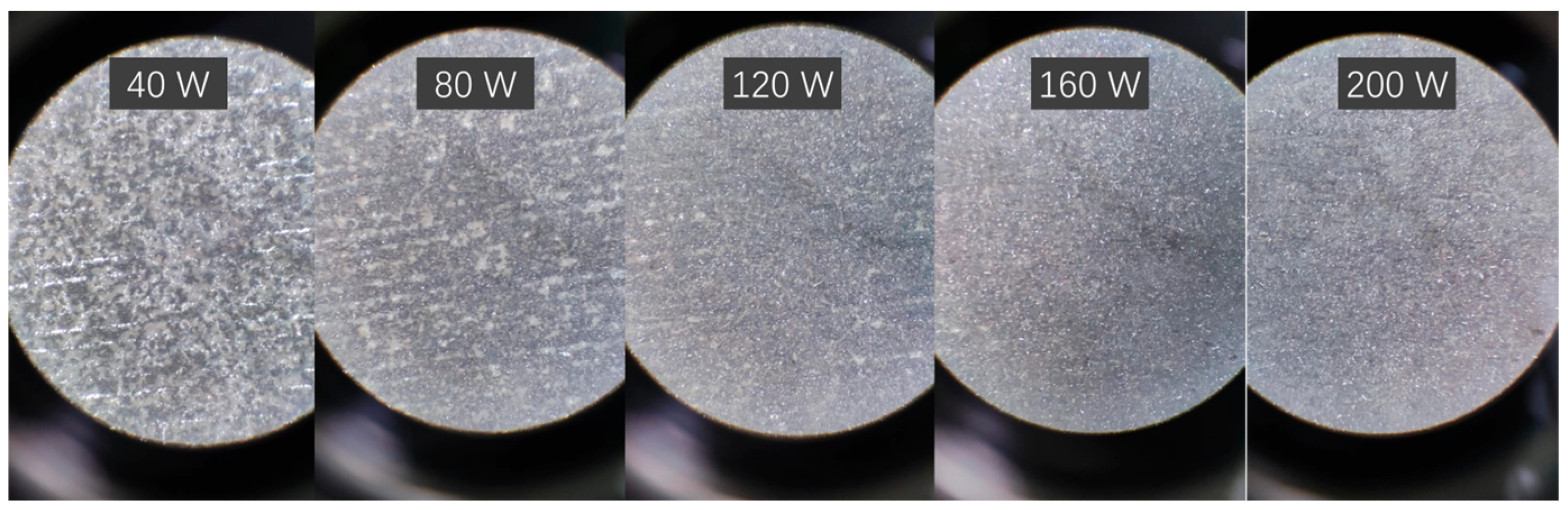
3.1. Impact of Laser Power on Removal Efficiency of Al Metal Layer
3.2. Impact of Laser Pulse Width on Removal Efficiency of Al Metal Layer
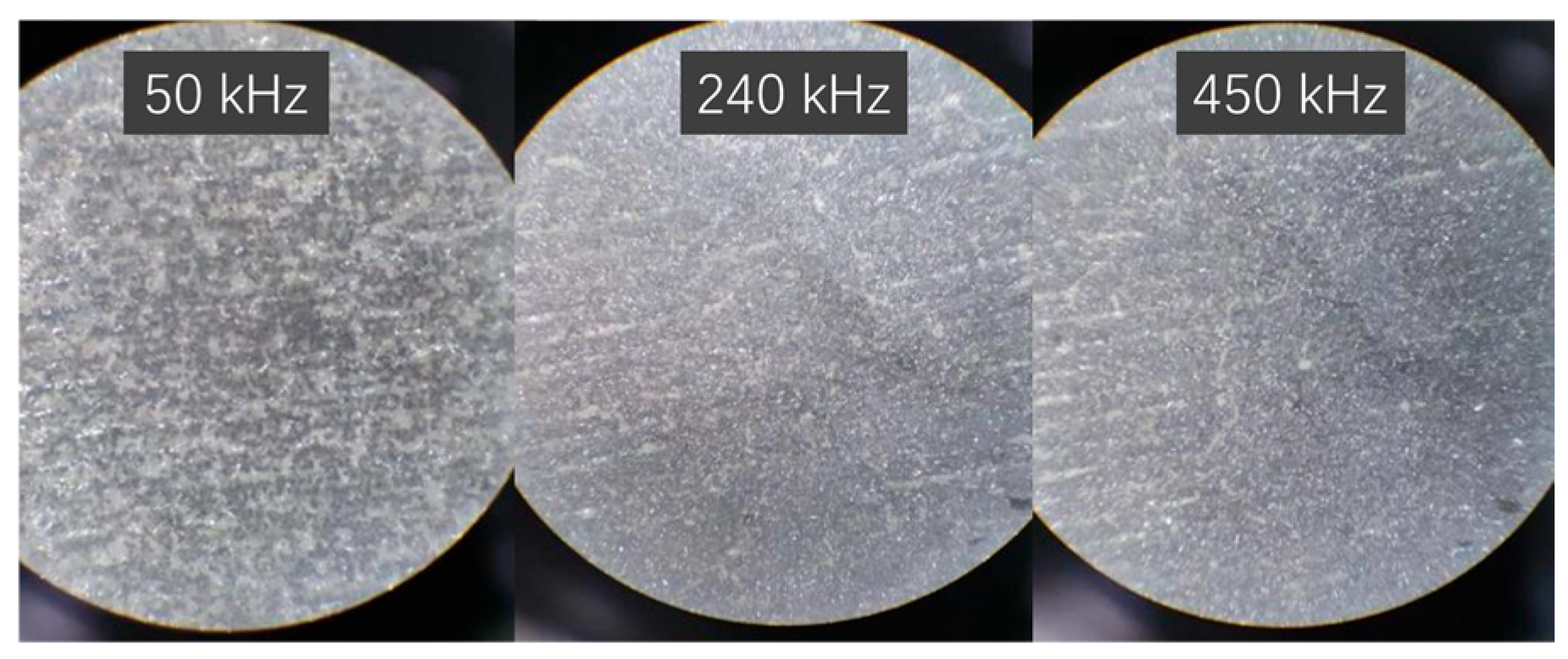
3.3. Impact of Laser Frequency on Removal Efficiency of Al Metal Layer
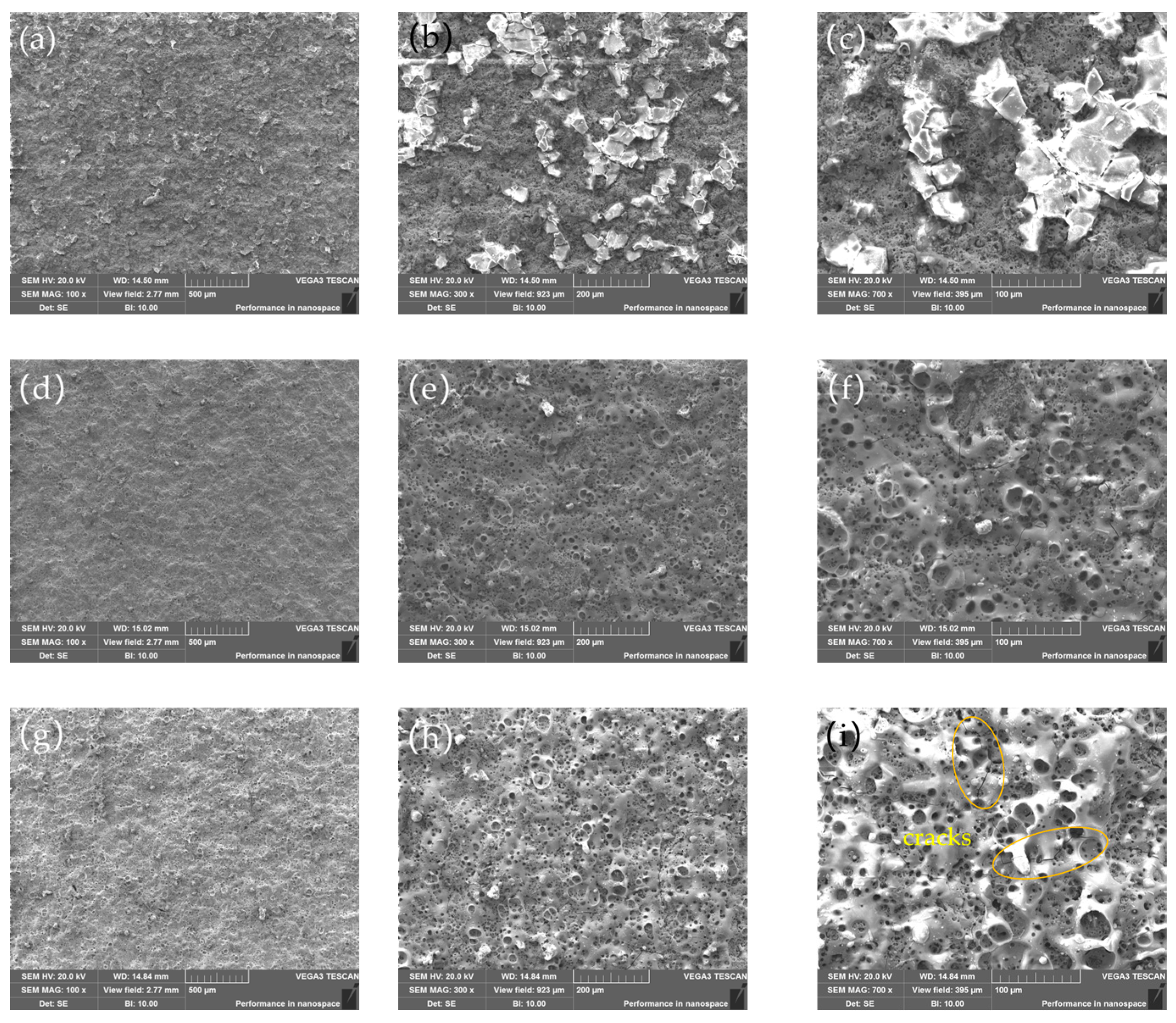
3.4. Discussions
4. Conclusions
- (1)
- The efficiency of Al metal layer removal is significantly influenced by both laser power and pulse width. When the laser power is too low, the Al metal layer may not be fully removed due to insufficient energy. Conversely, if the laser power is too high, it can potentially cause substantial damage to the ceramic substrate.
- (2)
- For the ceramic substrate coated with an Al metal layer (50 μm) in this study, considering both the effectiveness of removal and the potential damage to the ceramic substrate, the optimal laser cleaning procedure determined from our research comprises a laser power of 120 W, a pulse width of 200 ns, a frequency of 240 kHz, a cleaning speed of 6000 mm/s, and a singular cleaning cycle.
- (3)
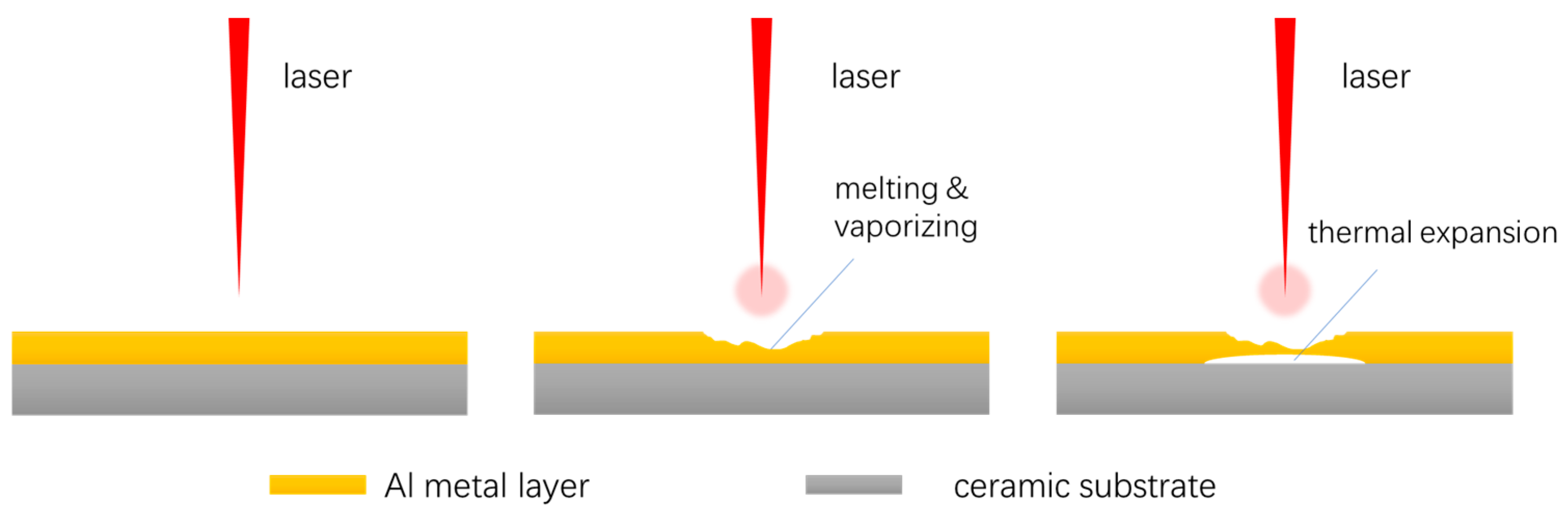
- The localized high temperatures induced by laser irradiation, coupled with the differential thermal expansion coefficients between the metal layer and the ceramic substrate, collectively facilitate the removal of the Al metal layer during the laser cleaning process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bocchese, F.; Delvaux, X.; Colaux, J.L.; Houssiau, L.; Lucas, S. Neutral salt spray aging effect on low emissivity coating. Surf. Interfaces 2023, 40, 103055. [Google Scholar] [CrossRef]
- Yuan, L.; Weng, X.L.; Xie, J.L.; Deng, L.J. Effects of shape, size and solid content of Al pigments on the low-infrared emissivity coating. Mater. Res. Innov. 2015, 19, S325–S330. [Google Scholar] [CrossRef]
- Li, J.; Yang, J.; Liu, J.; Chen, H.; Duan, Y.; Pan, X. Research on Laser Cleaning Technology for Aircraft Skin Surface Paint Layer. Materials 2024, 17, 2414. [Google Scholar] [CrossRef] [PubMed]
- Su, C.; Tang, H.; Guo, P.; Ren, R. Study on mechanism of chip formation of grinding plasma-sprayed alumina ceramic coating. Ceram. Int. 2023, 49, 5951–5963. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, B.; Deng, Z. Grinding of nanostructured ceramic coatings: Surface observations and material removal mechanisms. Int. J. Mach. Tools Manuf. 2002, 42, 1665–1676. [Google Scholar] [CrossRef]
- Bonacchi, D.; Rizzi, G.; Bardi, U.; Scrivani, A. Chemical stripping of ceramic films of titanium aluminum nitride from hard metal substrates. Surf. Coat. Technol. 2003, 165, 35–39. [Google Scholar] [CrossRef]
- Pozo-Antonio, J.S.; Rivas, T.; Fiorucci, M.P.; López, A.J.; Ramil, A. Effectiveness and harmfulness evaluation of graffiti cleaning by mechanical, chemical and laser procedures on granite. Microchem. J. 2016, 125, 1–9. [Google Scholar] [CrossRef]
- Ouyang, J.; Mativenga, P.; Goffin, N.; Liu, W.; Liu, Z.; Mirhosseini, N.; Jones, L.; Woolley, E.; Li, L. Energy consumption and performance optimisation of laser cleaning for coating removal. CIRP J. Manuf. Sci. Technol. 2022, 37, 245–257. [Google Scholar] [CrossRef]
- Wang, X.; Xu, M.; Wang, Z.; Shen, L.; Qiu, M.; Tian, Z.; Ahsan, M.N.; Wang, C. Properties of jet-plated Ni coating on Ti alloy (Ti6Al4V) with laser cleaning pretreatment. Metals 2019, 9, 248. [Google Scholar] [CrossRef]
- Zaheer Ud Din, S.; Shi, C.; Zhang, Q.; Wei, Y.; Zhang, W. Evaluation of the Laser Cleaning Efficacy of Q235 Steel Using Laser-Induced Breakdown Spectroscopy. Metals 2022, 13, 59. [Google Scholar] [CrossRef]
- Li, X.; Tian, J.; Ma, Z.; Zhou, W.; Qin, Y. Numerical analysis and experimental study of the laser cleaning of ceramic insulator contamination. IEEE Access 2022, 10, 49285–49296. [Google Scholar] [CrossRef]
- Wei, J.; Yuan, S.; Yang, S.; Gao, M.; Fu, Y.; Hu, T.; Li, X.; Fan, X.; Zhang, W. Waterjet-guided laser processing of SiC/SiC ceramic matrix composites to obtain high cleanliness and low oxidation damage characteristics surfaces. Surf. Coat. Technol. 2024, 484, 130791. [Google Scholar] [CrossRef]
- Liu, P.; Wang, S.; Liu, Z.; Yin, F. Research Progress in Application of Laser Cleaning Technology. Mater. Prot. 2020, 53, 142–146. [Google Scholar]
- Li, X.; Guan, Y. Real-time monitoring of laser cleaning for hot-rolled stainless steel by laser-induced breakdown spectroscopy. Metals 2021, 11, 790. [Google Scholar] [CrossRef]
- Kim, B.; Nam, H.K.; Kim, Y.J.; Kim, S.-W. Lift-Off Ablation of Metal Thin Films for Micropatterning Using Ultrashort Laser Pulses. Metals 2021, 11, 1586. [Google Scholar] [CrossRef]
- Mendez, E.; Baker, H.J.; Nowak, K.M.; Villarreal, F.J.; Hall, D.R. Highly localized CO2 laser cleaning and damage repair of silica optical surfaces. In Laser-Induced Damage in Optical Materials: 2004, Proceedings of the Boulder Damage Symposium XXXVI, 2004, Boulder, CO, USA, 20–22 September 2004; SPIE: Bellingham, WA, USA, 2005; Volume 5647, pp. 165–176. [Google Scholar]
- Hou, L.; Yin, F.; Wang, S.; Sun, J.; Yin, H. A review of thermal effects and substrate damage control in laser cleaning. Opt. Lasers Eng. 2024, 174, 110613. [Google Scholar] [CrossRef]
- Zhu, G.; Xu, Z.; Jin, Y.; Chen, X.; Yang, L.; Xu, J.; Shan, D.; Chen, Y.; Guo, B. Mechanism and application of laser cleaning: A review. Opt. Lasers Eng. 2022, 157, 107130. [Google Scholar] [CrossRef]
- Fairand, B.P.; Clauer, A.H. Effect of water and paint coatings on the magnitude of laser-generated shocks. Opt. Commun. 1976, 18, 588–591. [Google Scholar] [CrossRef]
- Zhou, Z.; Sun, W.; Wu, J.; Chen, H.; Zhang, F.; Wang, S. The fundamental mechanisms of laser cleaning technology and its typical applications in industry. Processes 2023, 11, 1445. [Google Scholar] [CrossRef]
- Kim, J.E.; Song, M.K.; Han, M.S.; Kim, J.-D. A study on the application of laser cleaning process in shipbuilding industries using 100 W fiber laser. J. Mech. Sci. Technol. 2021, 35, 1421–1427. [Google Scholar] [CrossRef]
- Balling, P.; Schou, J. Femtosecond-laser ablation dynamics of dielectrics: Basics and applications for thin films. Rep. Prog. Phys. 2013, 76, 036502. [Google Scholar] [CrossRef] [PubMed]
- Sundar, M.; Hüsein, K.S.; Alhaji, M.K. Developments in Surface Contamination and Cleaning: Applications of Cleaning Techniques; Elsevier: Amsterdam, The Netherlands, 2019; pp. 251–288. [Google Scholar]
- Nie, J.; Zhang, H.; Zhang, D.; Xu, J.; Zhang, J.; Shan, D.; Guo, B. Removal mechanism of laser cleaning for inorganic thermal control coatings on aluminum alloys. Appl. Surf. Sci. 2023, 633, 157578. [Google Scholar] [CrossRef]
- Delmdahl, R.; Brune, J.; Pätzel, R. Ultraviolet Laser Cleaning of Carbon Fiber Composites. Powder Met. Met. Ceram. 2016, 55, 1–4. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, Z.; Yu, L.; Zhuo, J.; Chen, Z.; Yao, J.; Wang, L. Study on removal mechanism of TC4 oxide film by nanosecond pulsed laser cleaning in air environment. Opt. Laser Technol. 2024, 181, 111856. [Google Scholar] [CrossRef]
- Lu, Y.; Ding, Y.; Wang, M.; Yang, L.; Wang, Y. An environmentally friendly laser cleaning method to remove oceanic micro-biofoulings from AH36 steel substrate and corrosion protection. J. Clean. Prod. 2021, 314, 127961. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power | 0 (Al Metal) | 40 W | 80 W | 120 W | 160 W | 200 W |
|---|---|---|---|---|---|---|
| Ra | 3.86 μm | 9.426 μm | 13.871 μm | 13.129 μm | 12.806 μm | 13.846 μm |
| Rq | 4.17 μm | 11.254 μm | 17.418 μm | 15.772 μm | 14.227 μm | 17.176 μm |
| Laser Pulse Width | 0 (Al Metal) | 50 ns | 200 ns | 350 ns | 500 ns | 650 ns |
| Ra | 3.86 μm | 9.02 μm | 13.129 μm | 14.727 μm | 14.372 μm | 14.903 μm |
| Rq | 4.17 μm | 10.554 μm | 15.772 μm | 18.053 μm | 17.376 μm | 18.532 μm |
| Laser Power | 0 (Al Metal) | 50 kHz | 240 kHz | 450 W |
|---|---|---|---|---|
| Ra | 3.86 μm | 10.326 μm | 13.129 μm | 13.054 μm |
| Rq | 4.17 μm | 12.249 μm | 15.772 μm | 15.358 μm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Wang, H.; Hua, W.; Wang, H.; Qing, Y. Research on the Influence of Laser Cleaning Parameters on the Removal Effectiveness of Al Metal Layers from Ceramic Substrate Surfaces. Coatings 2025, 15, 600. https://doi.org/10.3390/coatings15050600
Li Y, Wang H, Hua W, Wang H, Qing Y. Research on the Influence of Laser Cleaning Parameters on the Removal Effectiveness of Al Metal Layers from Ceramic Substrate Surfaces. Coatings. 2025; 15(5):600. https://doi.org/10.3390/coatings15050600
Chicago/Turabian StyleLi, Yuqin, Hangchao Wang, Weizhuo Hua, Hang Wang, and Yuchang Qing. 2025. "Research on the Influence of Laser Cleaning Parameters on the Removal Effectiveness of Al Metal Layers from Ceramic Substrate Surfaces" Coatings 15, no. 5: 600. https://doi.org/10.3390/coatings15050600
APA StyleLi, Y., Wang, H., Hua, W., Wang, H., & Qing, Y. (2025). Research on the Influence of Laser Cleaning Parameters on the Removal Effectiveness of Al Metal Layers from Ceramic Substrate Surfaces. Coatings, 15(5), 600. https://doi.org/10.3390/coatings15050600