
Prediction of Surface Roughness in Milling Additively Manufactured High-Strength Maraging Steel Using Broad Learning System




Abstract
1. Introduction
2. Methodology
3. Experimental Design
4. Results and Discussion
4.1. Material Property Analysis
4.2. Surface Roughness Prediction
5. Conclusions
- (1)
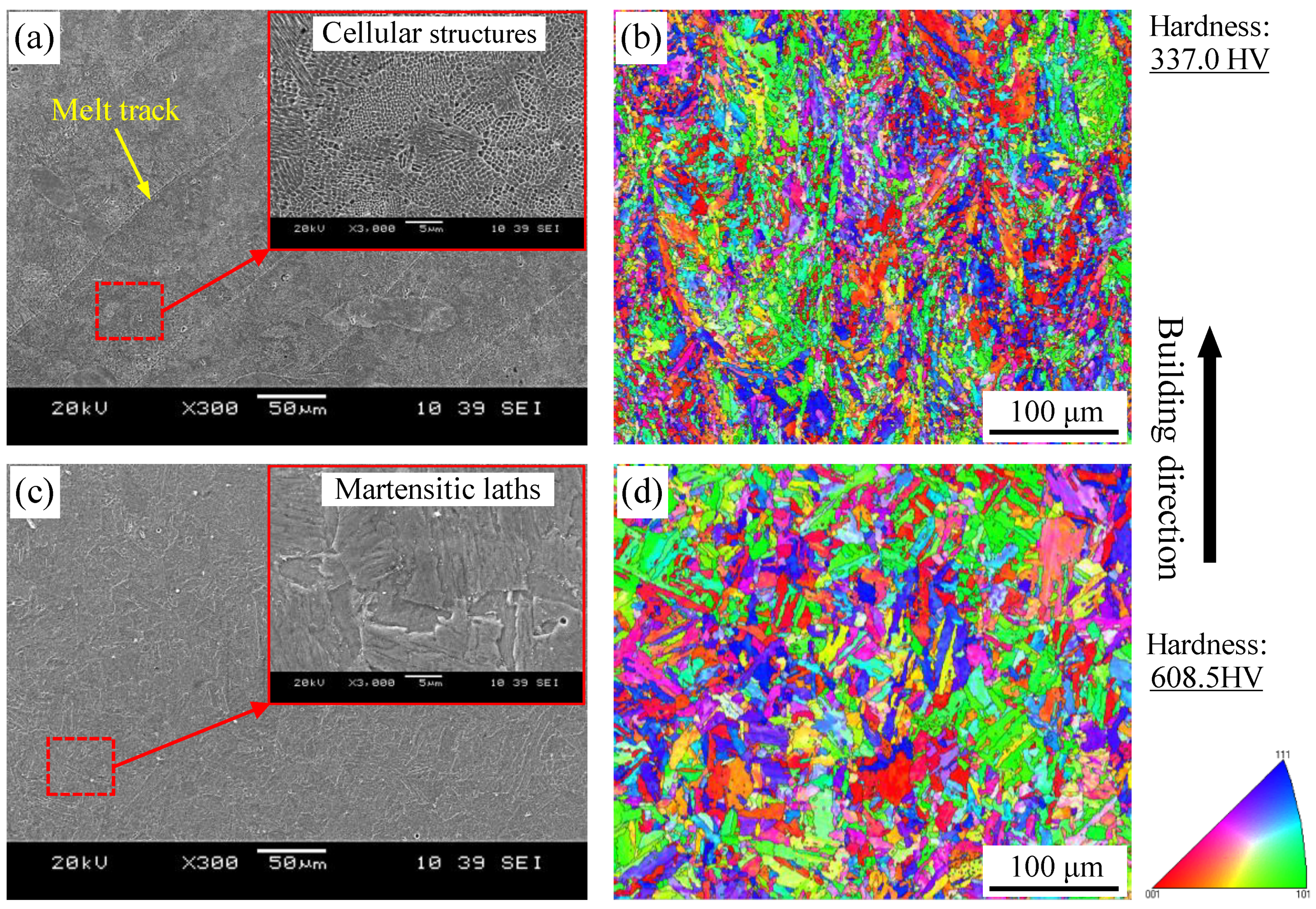
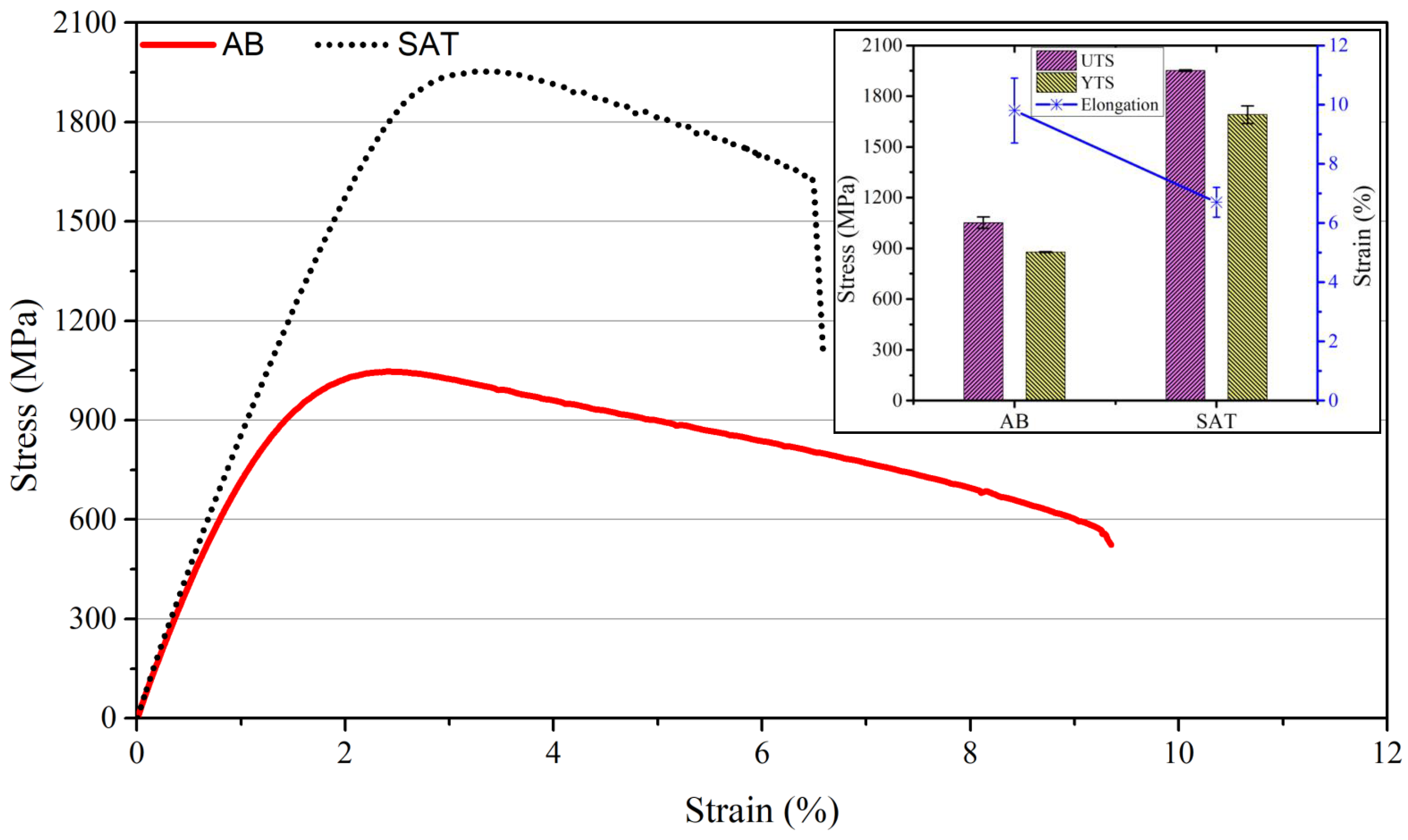
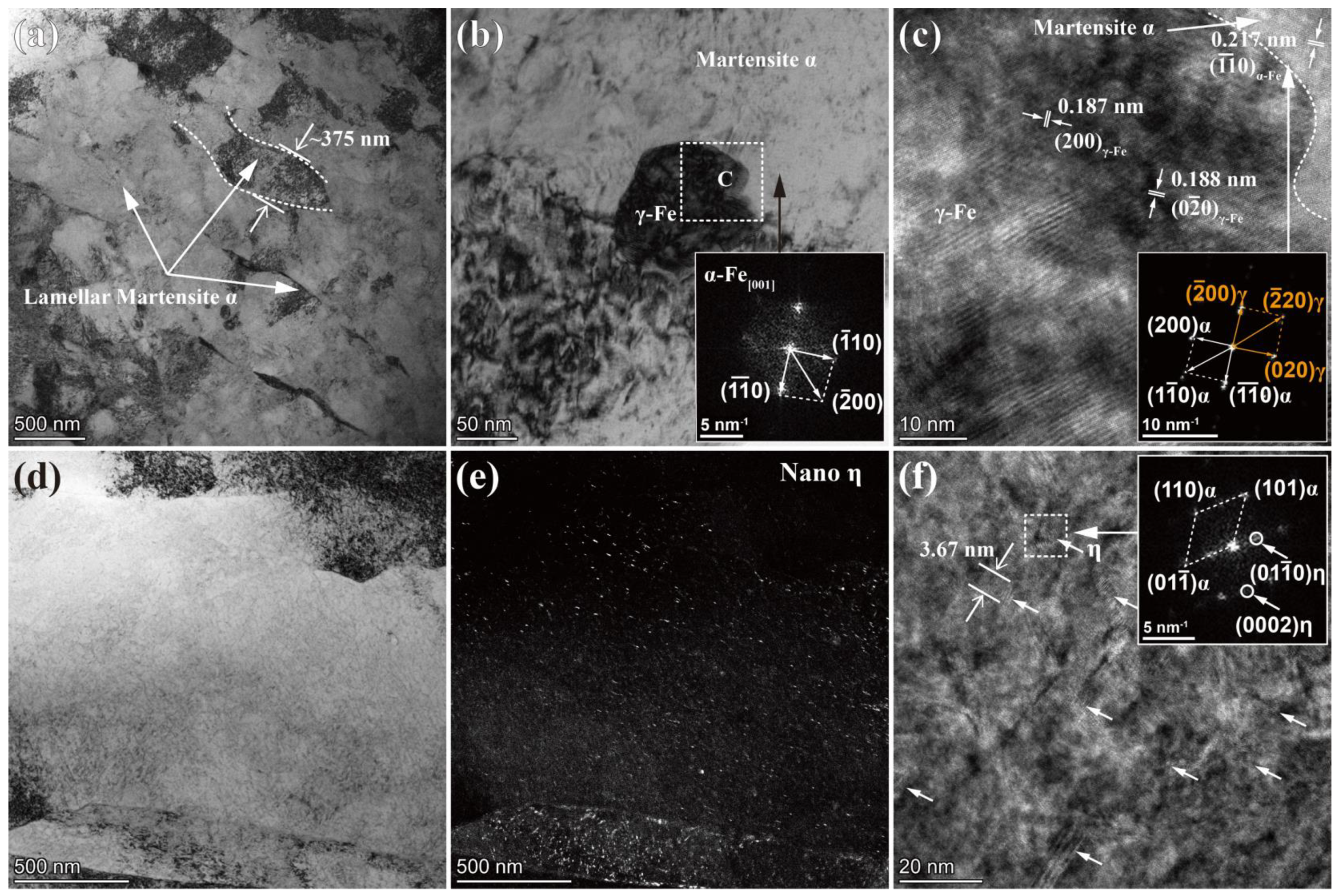
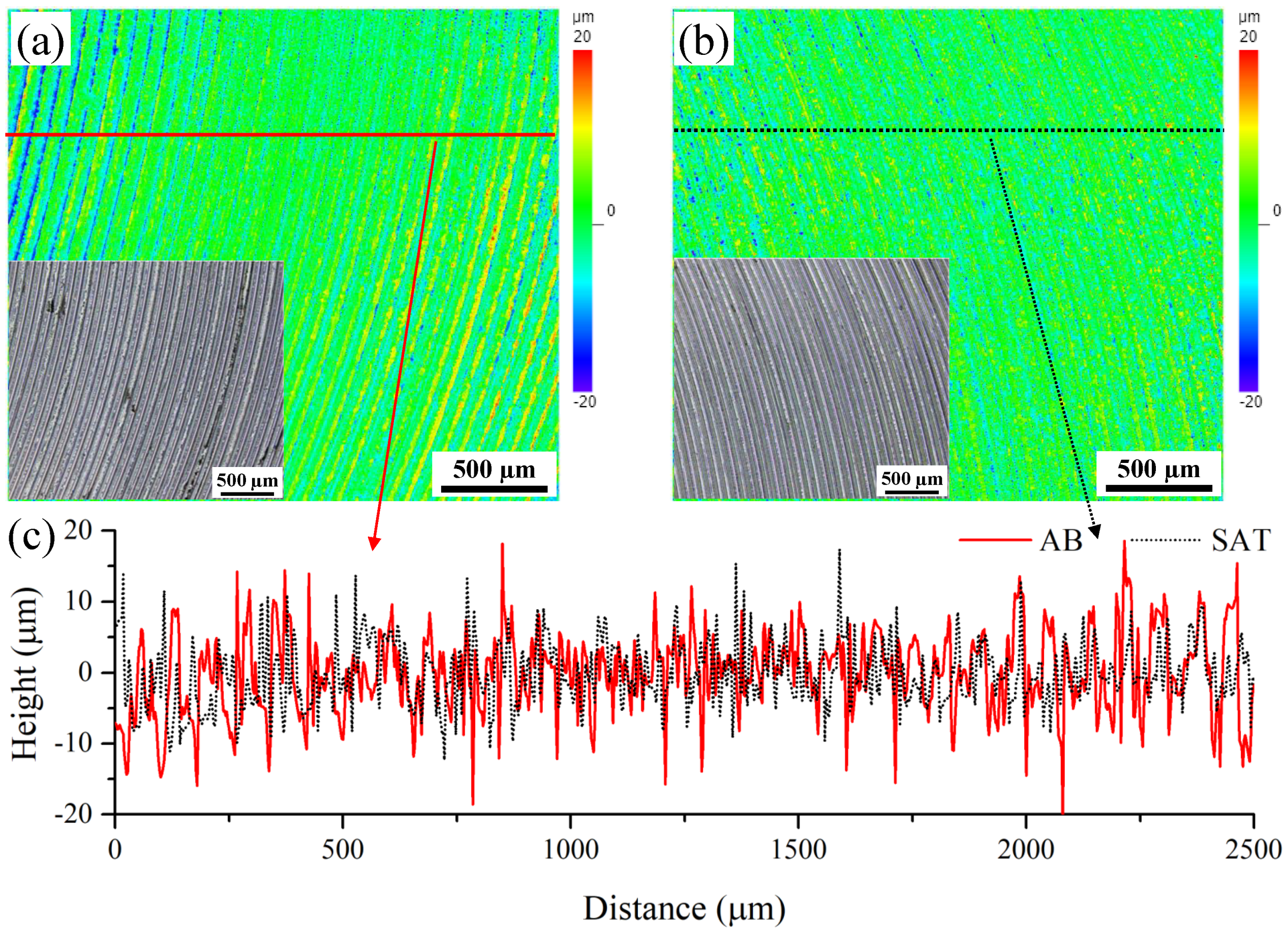
- The as-built (AB) LPBFed managing steel is characterized by fine cellular structures and equiaxed and columnar grains. In contrast, the solution aging-treated (SAT) sample has typical martensite laths and uniform polygon grains. In addition, a larger number of nano-scaled particles are formed in the SAT sample. As a result, the SAT sample has much higher strength but lower plasticity, which results in different machined surface quality during the milling process.
- (2)
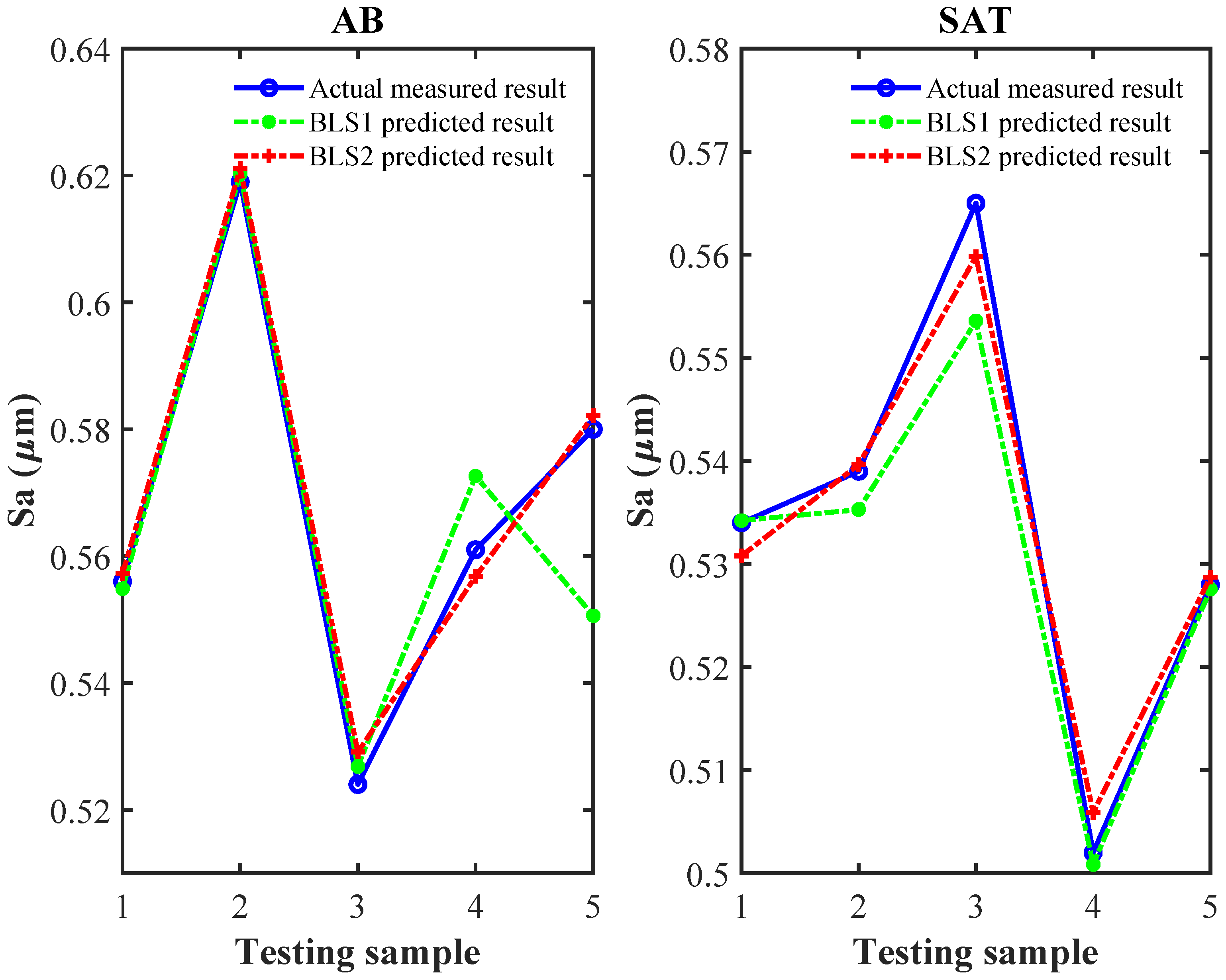
- The BLS was proposed to predict the surface roughness of machined AMed workpieces under AB and SAT states. The prediction accuracy is closely related to the material properties, especially when only process parameters are considered. The results show that the mean absolute percentage error (MAPE) values of predicting the AB sample with low strength and SAT samples with high strength using BLS1 (only considering process parameters) are 1.62% and 0.61%, respectively.
- (3)
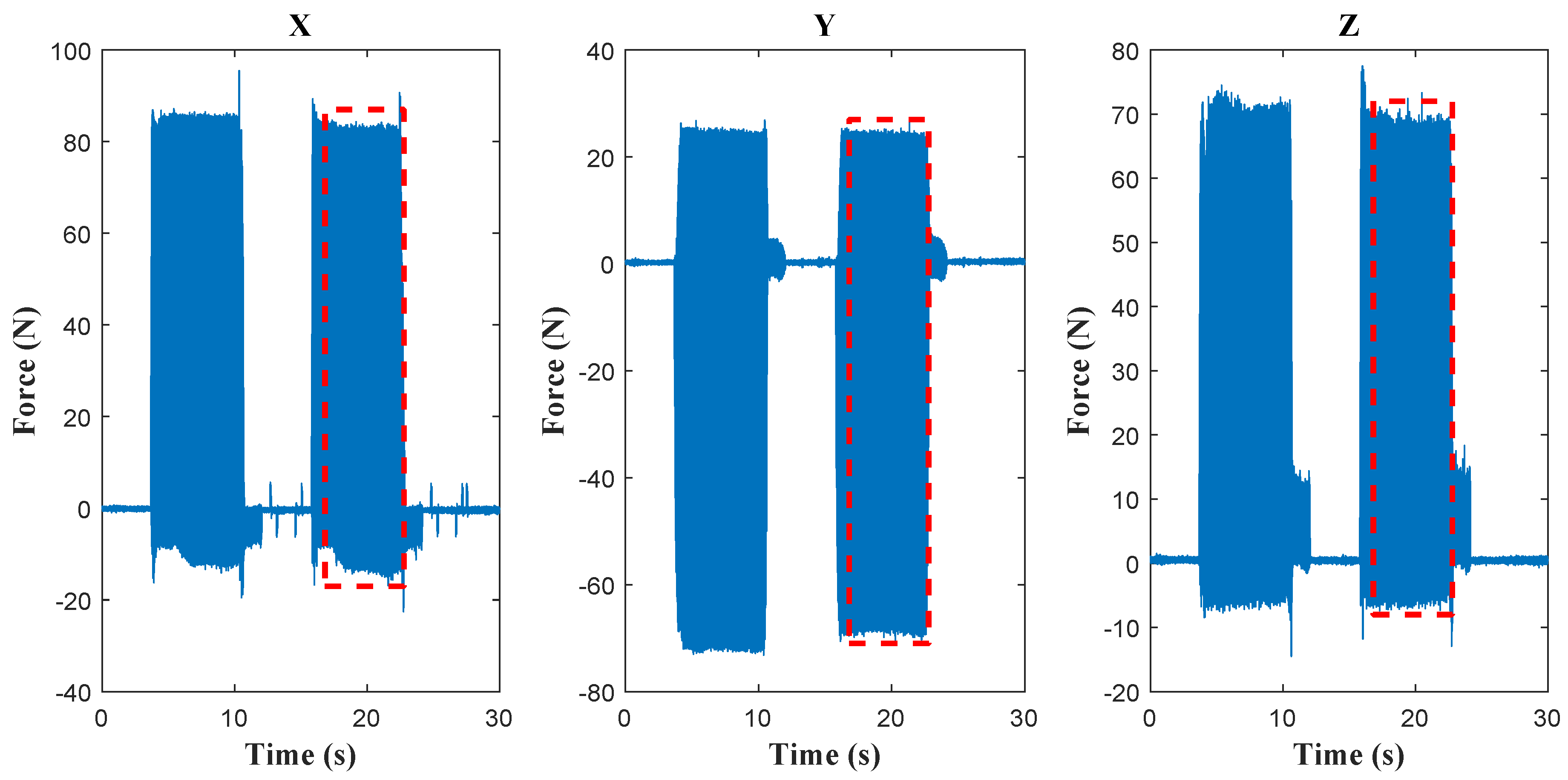
- The prediction accuracy was significantly improved by fusing cutting force signal features and process parameters compared to only considering process parameters, where the MAPE values for predicting surface roughness in both machined AB and SAT components saw significant reductions, with a remarkable 67.28% decrease for AB parts and a notable 16.39% decrease for SAT parts, resulting in values of 0.53% and 0.51%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Cham, Switzerland, 2021. [Google Scholar]
- Srivastava, M.; Rathee, S. Additive manufacturing: Recent trends, applications and future outlooks. Prog. Addit. Manuf. 2022, 7, 261–287. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y. Laser powder bed fusion for metal additive manufacturing: perspectives on recent developments. Virtual Phys. Prototyp. 2020, 15, 359–370. [Google Scholar] [CrossRef]
- Bai, Y.; Lee, Y.J.; Guo, Y.; Yan, Q.; Zhao, C.; Kumar, A.S.; Xue, J.M.; Wang, H. Efficient post-processing of additive manufactured maraging steel enhanced by the mechanochemical effect. Int. J. Mach. Tools Manuf. 2023, 193, 104086. [Google Scholar] [CrossRef]
- Zhang, T.; Yuan, L. Understanding surface roughness on vertical surfaces of 316 L stainless steel in laser powder bed fusion additive manufacturing. Powder Technol. 2022, 411, 117957. [Google Scholar] [CrossRef]
- Liu, H.; Ye, M.; Ye, Z.; Wang, L.; Wang, G.; Shen, X.; Xu, P.; Wang, C. High-quality surface smoothening of laser powder bed fusion additive manufacturing AlSi10Mg via intermittent electrochemical polishing. Surf. Coatings Technol. 2022, 443, 128608. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, C.; Yang, J.; Hong, R.; Weng, C.; Wang, H. Microstructure and machinability of selective laser melted high-strength maraging steel with heat treatment. J. Mater. Process. Technol. 2021, 288, 116906. [Google Scholar] [CrossRef]
- Du, W.; Bai, Q.; Zhang, B. A novel method for additive/subtractive hybrid manufacturing of metallic parts. Procedia Manuf. 2016, 5, 1018–1030. [Google Scholar] [CrossRef]
- Xia, C.; Pan, Z.; Polden, J.; Li, H.; Xu, Y.; Chen, S. Modelling and prediction of surface roughness in wire arc additive manufacturing using machine learning. J. Intell. Manuf. 2022, 33, 1467–1482. [Google Scholar] [CrossRef]
- Benardos, P.; Vosniakos, G.C. Predicting surface roughness in machining: A review. Int. J. Mach. Tools Manuf. 2003, 43, 833–844. [Google Scholar] [CrossRef]
- Lo, S.P. An adaptive-network based fuzzy inference system for prediction of workpiece surface roughness in end milling. J. Mater. Process. Technol. 2003, 142, 665–675. [Google Scholar] [CrossRef]
- Zain, A.M.; Haron, H.; Sharif, S. Prediction of surface roughness in the end milling machining using Artificial Neural Network. Expert Syst. Appl. 2010, 37, 1755–1768. [Google Scholar] [CrossRef]
- Chiu, H.W.; Lee, C.H. Prediction of machining accuracy and surface quality for CNC machine tools using data driven approach. Adv. Eng. Softw. 2017, 114, 246–257. [Google Scholar] [CrossRef]
- Karkalos, N.; Galanis, N.; Markopoulos, A. Surface roughness prediction for the milling of Ti–6Al–4V ELI alloy with the use of statistical and soft computing techniques. Measurement 2016, 90, 25–35. [Google Scholar] [CrossRef]
- Wu, T.; Lei, K. Prediction of surface roughness in milling process using vibration signal analysis and artificial neural network. Int. J. Adv. Manuf. Technol. 2019, 102, 305–314. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Shi, J.; Wu, D. Prediction of surface roughness in extrusion-based additive manufacturing with machine learning. Robot. -Comput.-Integr. Manuf. 2019, 57, 488–495. [Google Scholar] [CrossRef]
- Rifai, A.P.; Aoyama, H.; Tho, N.H.; Dawal, S.Z.M.; Masruroh, N.A. Evaluation of turned and milled surfaces roughness using convolutional neural network. Measurement 2020, 161, 107860. [Google Scholar] [CrossRef]
- Kong, D.; Zhu, J.; Duan, C.; Lu, L.; Chen, D. Surface roughness prediction using kernel locality preserving projection and Bayesian linear regression. Mech. Syst. Signal Process. 2021, 152, 107474. [Google Scholar] [CrossRef]
- Zhang, T.; Guo, X.; Fan, S.; Li, Q.; Chen, S.; Guo, X. AMS-Net: Attention mechanism based multi-size dual light source network for surface roughness prediction. J. Manuf. Processes 2022, 81, 371–385. [Google Scholar] [CrossRef]
- Tian, W.; Zhao, F.; Sun, Z.; Zhang, J.; Gong, C.; Mei, X.; Chen, G.; Wang, H. Prediction of surface roughness using fuzzy broad learning system based on feature selection. J. Manuf. Syst. 2022, 64, 508–517. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, X.; Wan, X.; Zhou, S.; Gao, Z. Digital twin-driven surface roughness prediction and process parameter adaptive optimization. Adv. Eng. Inform. 2022, 51, 101470. [Google Scholar] [CrossRef]
- Chen, C.P.; Liu, Z. Broad learning system: An effective and efficient incremental learning system without the need for deep architecture. IEEE Trans. Neural Netw. Learn. Syst. 2017, 29, 10–24. [Google Scholar] [CrossRef] [PubMed]
- Tian, W.; Zhao, F.; Min, C.; Feng, X.; Liu, R.; Mei, X.; Chen, G. Broad Learning System Based on Binary Grey Wolf Optimization for Surface Roughness Prediction in Slot Milling. IEEE Trans. Instrum. Meas. 2022, 71, 2502310. [Google Scholar] [CrossRef]
- Bertsch, K.; De Bellefon, G.M.; Kuehl, B.; Thoma, D. Origin of dislocation structures in an additively manufactured austenitic stainless steel 316L. Acta Mater. 2020, 199, 19–33. [Google Scholar] [CrossRef]
- Marattukalam, J.J.; Karlsson, D.; Pacheco, V.; Beran, P.; Wiklund, U.; Jansson, U.; Hjörvarsson, B.; Sahlberg, M. The effect of laser scanning strategies on texture, mechanical properties, and site-specific grain orientation in selective laser melted 316L SS. Mater. Des. 2020, 193, 108852. [Google Scholar] [CrossRef]
- Fernandez-Zelaia, P.; Rossy, A.M.; Campbell, Q.; Nycz, A.; Ledford, C.; Kirka, M.M. Austenitic parent grain reconstruction in martensitic steel using deep learning. Mater. Charact. 2022, 185, 111759. [Google Scholar] [CrossRef]
- Seede, R.; Zhang, B.; Whitt, A.; Picak, S.; Gibbons, S.; Flater, P.; Elwany, A.; Arroyave, R.; Karaman, I. Effect of heat treatments on the microstructure and mechanical properties of an ultra-high strength martensitic steel fabricated via laser powder bed fusion additive manufacturing. Addit. Manuf. 2021, 47, 102255. [Google Scholar] [CrossRef]
- Xiong, Z.; Timokhina, I.; Pereloma, E. Clustering, nano-scale precipitation and strengthening of steels. Prog. Mater. Sci. 2021, 118, 100764. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, P.; Lu, T.; Feng, K.; Tong, Y.; Sun, B.; Yao, N.; Xie, Y.; Han, B.; Zhang, X.; et al. Effects of post annealing on the microstructure, precipitation behavior, and mechanical property of a (CoCrNi) 94Al3Ti3 medium-entropy alloy fabricated by laser powder bed fusion. J. Mater. Sci. Technol. 2023, 135, 142–155. [Google Scholar] [CrossRef]
- Reshef, D.N.; Reshef, Y.A.; Finucane, H.K.; Grossman, S.R.; McVean, G.; Turnbaugh, P.J.; Lander, E.S.; Mitzenmacher, M.; Sabeti, P.C. Detecting novel associations in large data sets. Science 2011, 334, 1518–1524. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Laser power (W) | 205 |
| Scanning speed (mm/s) | 800 |
| Layer thickness (μm) | 30 |
| Hatch distance (μm) | 80 |
| Factors | Level | ||||
|---|---|---|---|---|---|
| −α | −1 | 0 | 1 | α | |
| Cutting speed () | 115.9 | 150 | 200 | 250 | 284.1 |
| Feed per tooth (μm/r) | 39.1 | 80 | 140 | 200 | 240.9 |
| Depth of cut (μm) | 31.8 | 100 | 200 | 300 | 368.2 |
| Cutting Parameters | Sa (μm) | Status | |||
|---|---|---|---|---|---|
| Cutting Speed (m/min) | Feed Per Tooth (μm/r) | Depth of Cut (μm) | AB | SAT | |
| 150 | 80 | 100 | 0.525 | 0.574 | Training |
| 250 | 80 | 100 | 0.640 | 0.491 | Training |
| 150 | 200 | 100 | 0.571 | 0.516 | Training |
| 250 | 200 | 100 | 0.637 | 0.525 | Training |
| 150 | 80 | 300 | 0.619 | 0.539 | Testing |
| 350 | 80 | 300 | 0.524 | 0.565 | Testing |
| 150 | 200 | 300 | 0.587 | 0.510 | Training |
| 250 | 200 | 300 | 0.568 | 0.530 | Training |
| 115.9 | 140 | 200 | 0.528 | 0.531 | Training |
| 284.1 | 140 | 200 | 0.561 | 0.502 | Testing |
| 200 | 39.1 | 200 | 0.556 | 0.534 | Testing |
| 200 | 240.9 | 200 | 0.535 | 0.512 | Training |
| 200 | 140 | 31.8 | 0.570 | 0.502 | Training |
| 200 | 140 | 368.2 | 0.556 | 0.537 | Training |
| 200 | 140 | 200 | 0.529 | 0.557 | Training |
| 200 | 140 | 200 | 0.515 | 0.540 | Training |
| 200 | 140 | 200 | 0.580 | 0.528 | Testing |
| 200 | 140 | 200 | 0.536 | 0.544 | Training |
| 200 | 140 | 200 | 0.605 | 0.486 | Training |
| 200 | 140 | 200 | 0.568 | 0.527 | Training |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, C.; Tian, W.; Yan, Q.; Bai, Y. Prediction of Surface Roughness in Milling Additively Manufactured High-Strength Maraging Steel Using Broad Learning System. Coatings 2025, 15, 566. https://doi.org/10.3390/coatings15050566
Zhao C, Tian W, Yan Q, Bai Y. Prediction of Surface Roughness in Milling Additively Manufactured High-Strength Maraging Steel Using Broad Learning System. Coatings. 2025; 15(5):566. https://doi.org/10.3390/coatings15050566
Chicago/Turabian StyleZhao, Cuiling, Wenwen Tian, Qi Yan, and Yuchao Bai. 2025. "Prediction of Surface Roughness in Milling Additively Manufactured High-Strength Maraging Steel Using Broad Learning System" Coatings 15, no. 5: 566. https://doi.org/10.3390/coatings15050566
APA StyleZhao, C., Tian, W., Yan, Q., & Bai, Y. (2025). Prediction of Surface Roughness in Milling Additively Manufactured High-Strength Maraging Steel Using Broad Learning System. Coatings, 15(5), 566. https://doi.org/10.3390/coatings15050566