
Mechanical and Tribological Behavior of TiAlSiN/AlSiN Coatings Depending on the High-Temperature Treatment

 ,
, 
 , , ,
, , ,
Abstract

1. Introduction
2. Materials and Methods
3. Results and Discussion
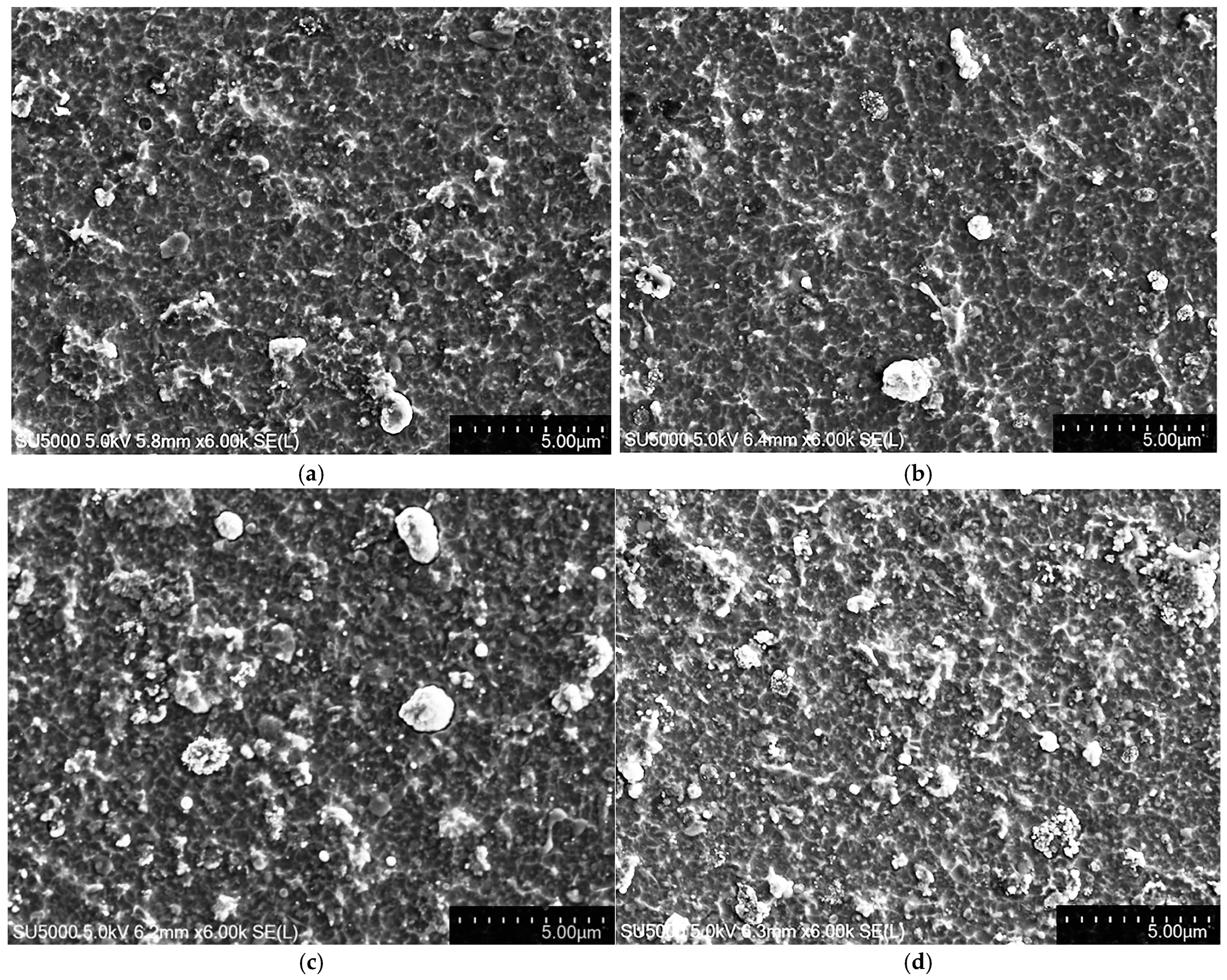
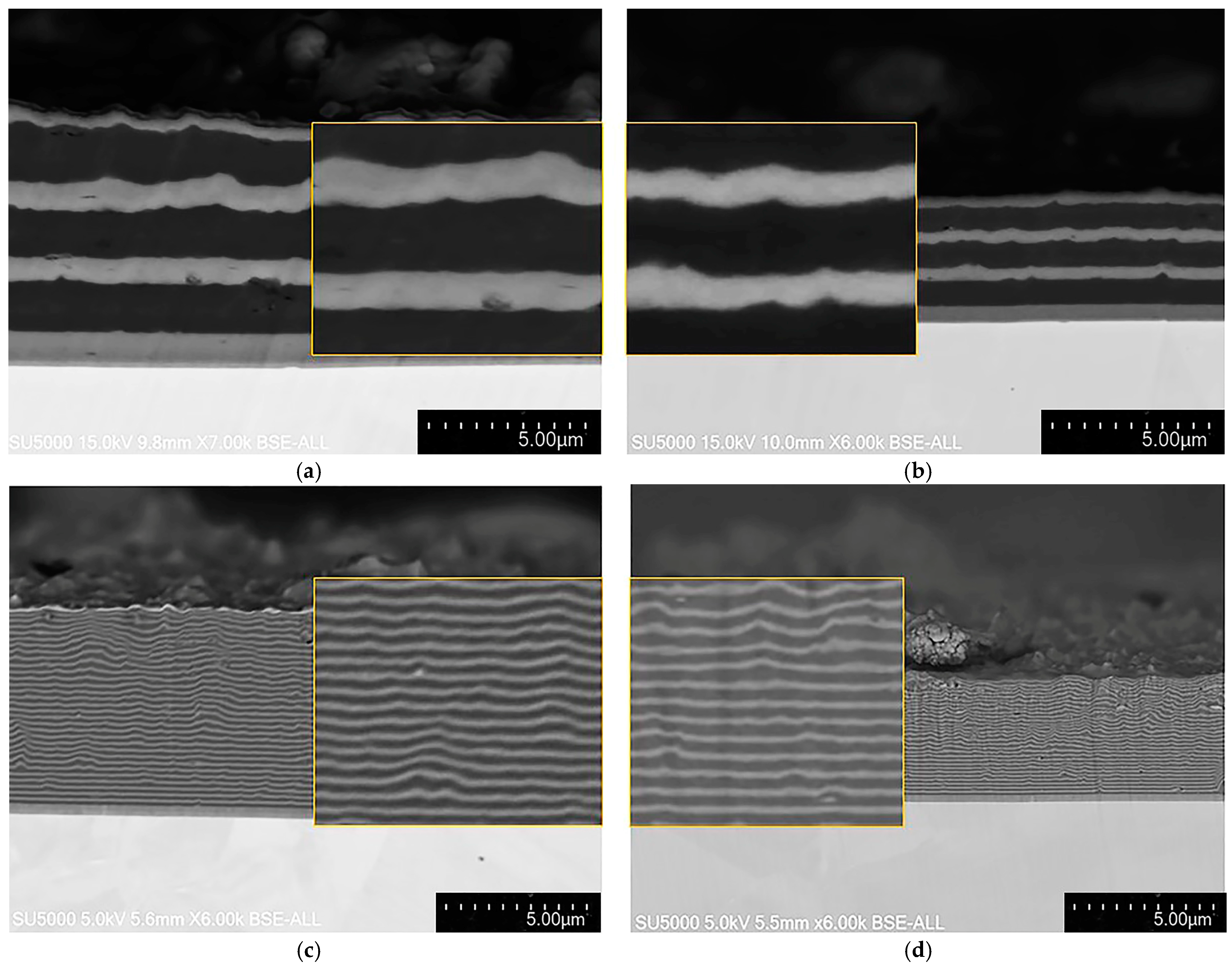
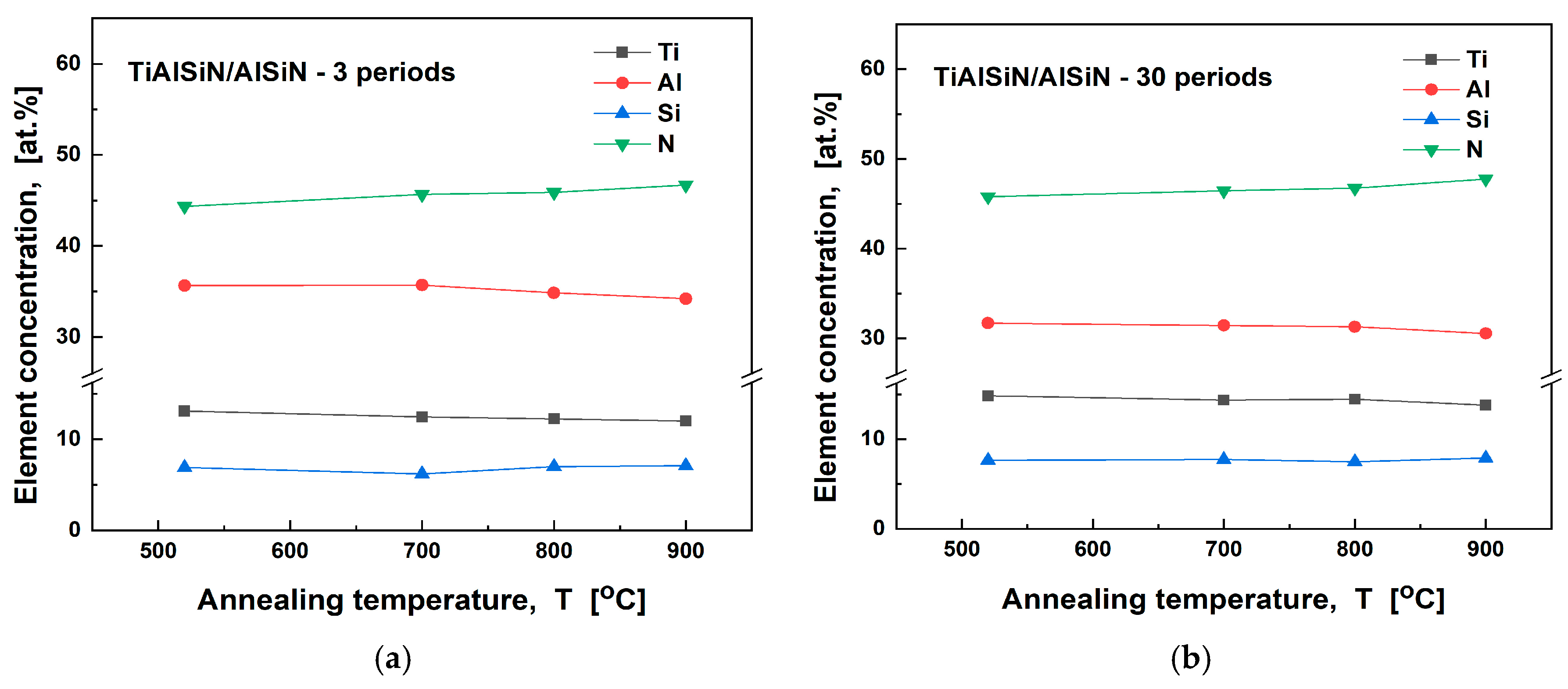
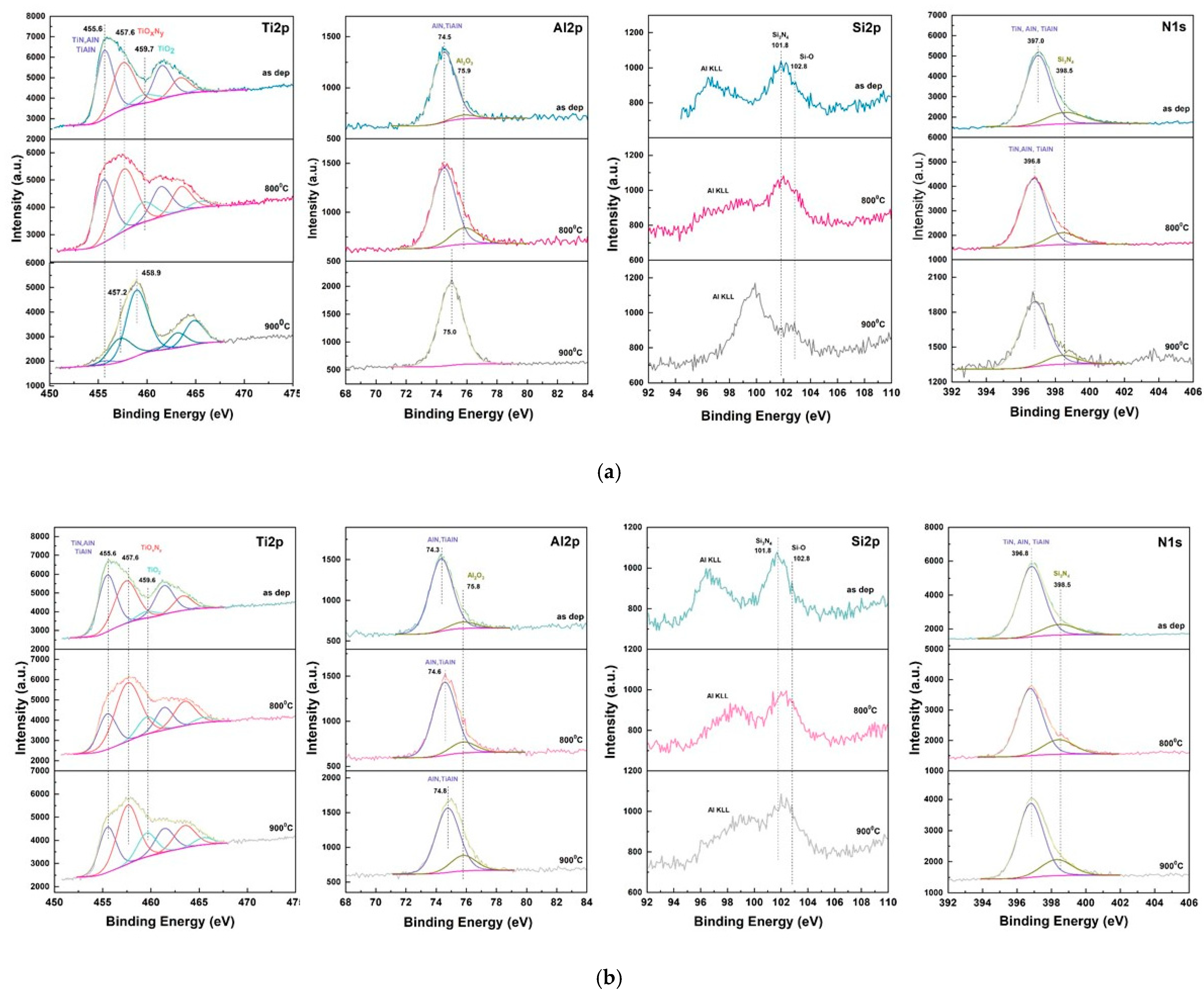
3.1. Morphology and Composition
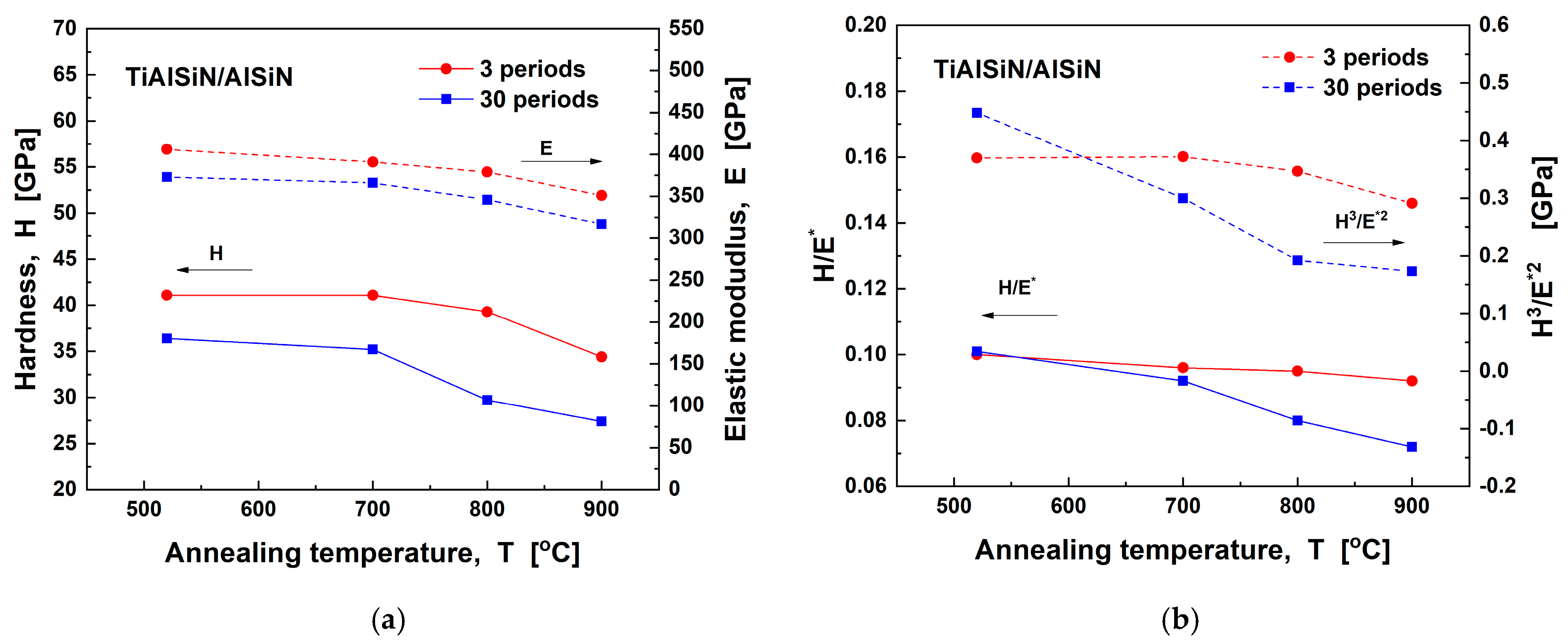
3.2. Mechanical Properties
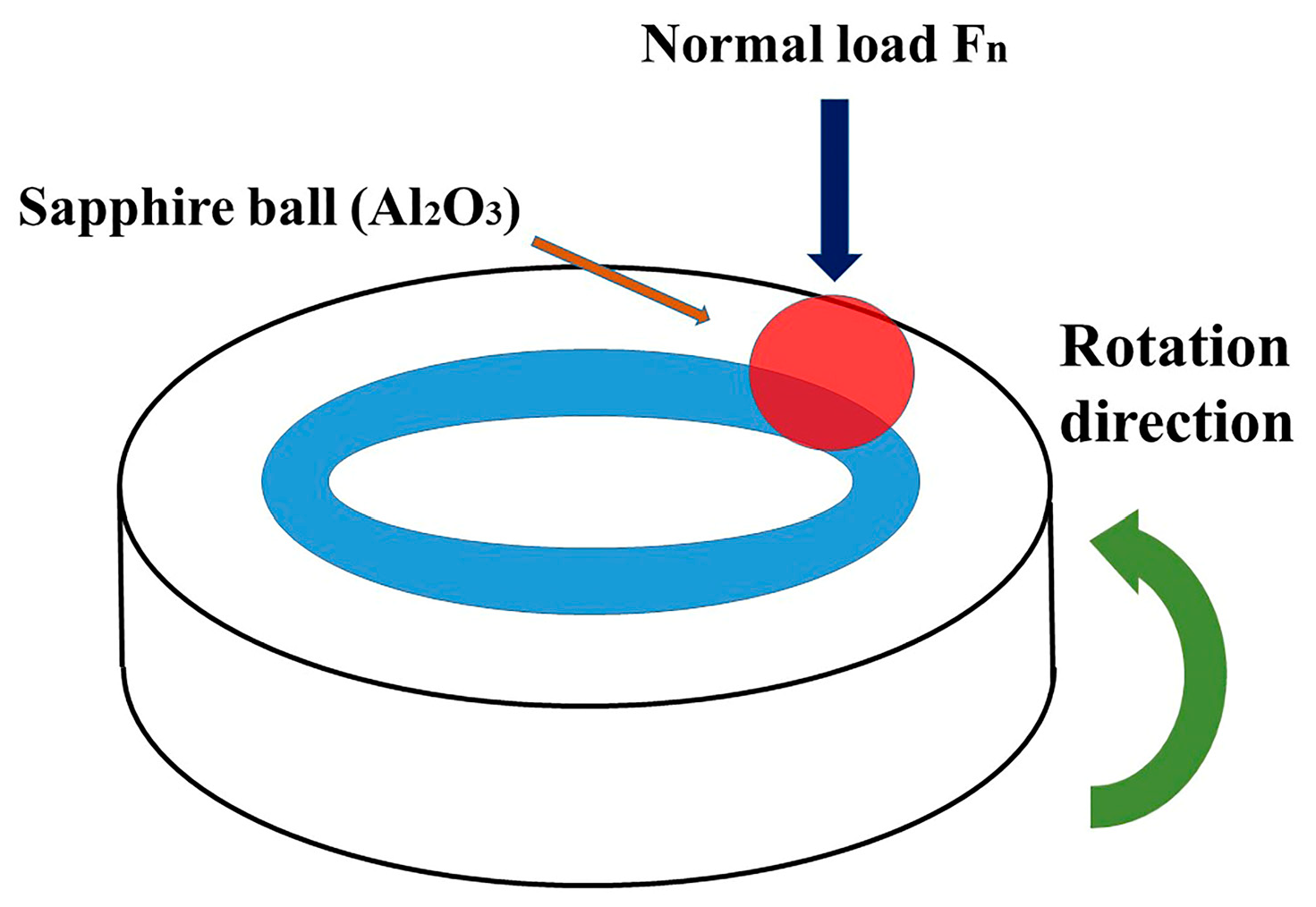
3.3. Tribological Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Park, J.-K.; Ziebert, C.; Stüber, M.; Baik, Y.-J. Improvement of Hardness and Toughness of TiAlN Coating by Nanoscale Multilayered Structurization with Si3N4. Plasma Process. Polym. 2007, 4, S902–S905. [Google Scholar] [CrossRef]
- Chang, Y.-Y.; Tsai, T.-H.; Chang, C.-E.; Feng, H.-Q.; Yang, M.-X.; Stüber, M.; Ulrich, S. Mechanical properties and thermal stabilities of multilayered AlCrBN/AlTiSiN hard coatings. Surf. Coat. Technol. 2025, 498, 131876. [Google Scholar] [CrossRef]
- Chang, Y.-Y.; Chang, C.-E. Mechanical properties and tribological performance of multilayered AlCrBN/AlTiBN coatings. Surf. Coat. Technol. 2025, 496, 131691. [Google Scholar] [CrossRef]
- Wu, H.-Y.; Yang, L.-J.; Chen, H.-J.; Chang, S.-H.; Lin, H.-C. Improvement of the Wear and Corrosion Resistance of CrSiN Films on ZE52 Magnesium Alloy Through the DC Magnetron Sputtering Process. Materials 2025, 18, 536. [Google Scholar] [CrossRef]
- Chang, Y.-Y.; Yang, M.-X.; Chang, C.-E.; Chang, B.-Y. Cyclic thermal shock resistance and tribological properties of AlCrSiN, AlTiSiN and AlCrSiN/AlTiSiN multilayer hard coatings. Surf. Coat. Technol. 2025, 496, 131650. [Google Scholar] [CrossRef]
- Chen, J.; Fang, W.; Gobinda, G.; Cai, F.; Tao, L.; Zhang, S. Effects of multilayer structure on the high-speed dry-cutting performance of AlCrBN/AlCrN multilayer coatings. Int. J. Refract. Met. Hard Mater. 2024, 121, 106672. [Google Scholar] [CrossRef]
- Bobzin, K.; Kalscheuer, C.; Stachowski, N.; Breidenstein, B.; Bergmann, B.; Grzeschik, F. Influence of the thickness of TiAlSiN on the thermal properties as input parameter for FEM-simulation. Surf. Coat. Technol. 2024, 494, 131349. [Google Scholar] [CrossRef]
- Veprek, S.; Veprek-Heijman, M.J.G. Industrial applications of superhard nanocomposite coatings. Surf. Coat. Technol. 2008, 202, 5063–5073. [Google Scholar] [CrossRef]
- Musil, J. Hard nanocomposite coatings: Thermal stability, oxidation resistance and toughness. Surf. Coat. Technol. 2012, 207, 50–65. [Google Scholar] [CrossRef]
- Su, K.; Liu, D.; Shao, T. Microstructure and mechanical properties of TiAlSiN nano-composite coatings deposited by ion beam assisted deposition. Sci. China Technol. Sci. 2015, 58, 1682–1688. [Google Scholar] [CrossRef]
- Hong, D.; Huang, L.; Yuan, J.; Li, C. Influence of annealing temperature on microstructure evolution of TiAlSiN coating and its tribological behavior against Ti6Al4V alloys. Ceram. Int. 2021, 47, 3789–3796. [Google Scholar] [CrossRef]
- He, N.; Li, H.; Ji, L.; Liu, X.; Zhou, H.; Chen, J. High temperature tribological properties of TiAlSiN coatings produced by hybrid PVD technology. Tribol. Int. 2016, 98, 133–143. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Hörling, A.; Karlsson, L.; Sjölén, J.; Larsson, T.; Mitterer, C.; Hultman, L. Self-organized nanostructures in the Ti–Al–N system. Appl. Phys. Lett. 2003, 83, 2049–2051. [Google Scholar] [CrossRef]
- Yang, S.M.; Chang, Y.Y.; Lin, D.Y.; Wang, D.Y.; Wu, W. Thermal stability of TiAlN and nanocomposite TiAlSiN thin films. J. Nanosci. Nanotechnol. 2009, 9, 1108–1112. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Yu, S.; Shi, Q.; Ge, X.; Wang, W. Multilayer Coatings for Tribology: A Mini Review. Nanomaterials 2022, 12, 1388. [Google Scholar] [CrossRef] [PubMed]
- Kolaklieva, L.; Kakanakov, R.; Stefanov, P.; Kovacheva, D.; Atanasova, G.; Russev, S.; Chitanov, V.; Cholakova, T.; Bahchedjiev, C. Mechanical and Structural Properties of Nanocomposite CrAlSiN–AlSiN Coating with Periodically Modulated Composition. Coatings 2020, 10, 41. [Google Scholar] [CrossRef]
- Ziebert, C.; Stüber, M.; Leiste, H.; Ulrich, S.; Holleck, H. Nanoscale PVD Multilayer Coatings. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Cahn, R.W., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Veyssière, P., Eds.; Elsevier: Oxford, UK, 2011; pp. 1–8. [Google Scholar]
- Mishra, S.K. Toughening of nanocomposite hard coatings. Rev. Adv. Mater. Sci. 2020, 59, 553–585. [Google Scholar] [CrossRef]
- Li, G.; Li, L.; Han, M.; Luo, S.; Jin, J.; Wang, L.; Gu, J.; Miao, H. The Performance of TiAlSiN Coated Cemented Carbide Tools Enhanced by Inserting Ti Interlayers. Metals 2019, 9, 918. [Google Scholar] [CrossRef]
- Getachew, B.; Wang, T.g. Effect of Modulation Period on the Structure and Properties of AlTiN/AlTiSiN Multilayers. Int. J. Eng. Res. Technol. 2020, 9, 62–68. [Google Scholar]
- Wang, Z.; He, Z.; Chen, F.; Tian, C.; Valiev, U.V.; Zou, C.; Fu, D. Effects of N2 partial pressure on microstructure and mechanical properties of cathodic arc deposited TiBN/TiAlSiN nano-multilayered coatings. Mater. Today Commun. 2022, 31, 103436. [Google Scholar] [CrossRef]
- Sui, X.; Li, G.; Qin, X.; Yu, H.; Zhou, X.; Wang, K.; Wang, Q. Relationship of microstructure, mechanical properties and titanium cutting performance of TiAlN/TiAlSiN composite coated tool. Ceram. Int. 2016, 42, 7524–7532. [Google Scholar] [CrossRef]
- Ma, H.; Miao, Q.; Zhang, G.; Liang, W.; Wang, Y.; Sun, Z.; Lin, H. The influence of multilayer structure on mechanical behavior of TiN/TiAlSiN multilayer coating. Ceram. Int. 2021, 47, 12583–12591. [Google Scholar] [CrossRef]
- Chen, W.; Lin, Y.; Zheng, J.; Zhang, S.; Liu, S.; Kwon, S.C. Preparation and characterization of CrAlN/TiAlSiN nano-multilayers by cathodic vacuum arc. Surf. Coat. Technol. 2015, 265, 205–211. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, S.; Zhang, B.; Zhao, Y.-m.; Guan, J.; Zhang, X.; Ying, M.; Wang, J.; Wu, J.; Chen, L.; et al. High temperature tribological properties of TiAlSiN/NiCr multilayer coatings with different modulation periods. Ceram. Int. 2024, 50, 22381–22394. [Google Scholar] [CrossRef]
- Wang, T.-C.; Hsu, S.-Y.; Lai, Y.-T.; Tsai, S.-Y.; Duh, J.-G. Microstructure and high-temperature tribological characteristics of self-lubricating TiAlSiN/VSiN multilayer nitride coatings. Mater. Chem. Phys. 2023, 295, 127149. [Google Scholar] [CrossRef]
- Xiao, B.; Liu, J.; Liu, F.; Zhong, X.; Xiao, X.; Zhang, T.F.; Wang, Q. Effects of microstructure evolution on the oxidation behavior and high-temperature tribological properties of AlCrN/TiAlSiN multilayer coatings. Ceram. Int. 2018, 44, 23150–23161. [Google Scholar] [CrossRef]
- Kolchev, S.; Kolaklieva, L.; Chitanov, V.; Cholakova, T.; Zlatareva, E.; Kovacheva, D.; Atanasova, G.; Kakanakov, R. The Role of Period Modulation on the Structure, Composition and Mechanical Properties of Nanocomposite Multilayer TiAlSiN/AlSiN Coatings. Coatings 2023, 13, 1546. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Ma, S.; Procházka, J.; Karvánková, P.; Ma, Q.; Niu, X.; Wang, X.; Ma, D.; Xu, K.; Vepřek, S. Comparative study of the tribological behaviour of superhard nanocomposite coatings nc-TiN/a-Si3N4 with TiN. Surf. Coat. Technol. 2005, 194, 143–148. [Google Scholar] [CrossRef]
- Fan, Q.; Zhang, S.; Lin, J.; Cao, F.; Liu, Y.; Xue, R.; Wang, T. Microstructure, mechanical and tribological properties of gradient CrAlSiN coatings deposited by magnetron sputtering and arc ion plating technology. Thin Solid Film. 2022, 760, 139490. [Google Scholar] [CrossRef]
- Zhou, Q.; Huang, B.; Zhang, E.-g.; Peng, Z.-y.; Chen, Q.; Liang, D.-d. Improving the mechanical and tribological properties of TiAlSiN coatings by annealing. Vacuum 2023, 214, 112249. [Google Scholar] [CrossRef]
- Palacios, A.M.G.; Olaya, J.J.; Alfonso, J.E. Influence of Si on the Structural, Electrical, and Optical Properties of (Al, Ti, Si)N Films Deposited Via Reactive DC Sputtering. Mater. Res. 2020, 23, e20190687. [Google Scholar] [CrossRef]
- Obrosov, A.; Gulyaev, R.; Ratzke, M.; Volinsky, A.A.; Bolz, S.; Naveed, M.; Weiß, S. XPS and AFM Investigations of Ti-Al-N Coatings Fabricated Using DC Magnetron Sputtering at Various Nitrogen Flow Rates and Deposition Temperatures. Metals 2017, 7, 52. [Google Scholar] [CrossRef]
- Jeon, N.; Lightcap, I.; Mandia, D.J.; Martinson, A.B.F. Plasma-Enhanced Atomic Layer Deposition of TiAlN: Compositional and Optoelectronic Tunability. ACS Appl. Mater. Interfaces 2019, 11, 11602–11611. [Google Scholar] [CrossRef] [PubMed]
- Yan, Y.L.; Helfand, M.A.; Clayton, C.R. Evaluation of the effect of surface roughness on thin film thickness measurements using variable angle XPS. Appl. Surf. Sci. 1989, 37, 395–405. [Google Scholar] [CrossRef]
- Wang, S.Q.; Chen, L.; Yang, B.; Chang, K.K.; Du, Y.; Li, J.; Gang, T. Effect of Si addition on microstructure and mechanical properties of Ti–Al–N coating. Int. J. Refract. Met. Hard Mater. 2010, 28, 593–596. [Google Scholar] [CrossRef]
- Matsuoka, M.; Isotani, S.; Sucasaire, W.; Zambom, L.S.; Ogata, K. Chemical bonding and composition of silicon nitride films prepared by inductively coupled plasma chemical vapor deposition. Surf. Coat. Technol. 2010, 204, 2923–2927. [Google Scholar] [CrossRef]
- Devia, D.M.; Restrepo-Parra, E.; Arango, P.J.; Tschiptschin, A.P.; Velez, J.M. TiAlN coatings deposited by triode magnetron sputtering varying the bias voltage. Appl. Surf. Sci. 2011, 257, 6181–6185. [Google Scholar] [CrossRef]
- Banerjee, T.; Chattopadhyay, A.K. Influence of substrate bias on structural and tribo-mechanical properties of pulsed magnetron sputtered TiN-WSx hard-lubricious coating. Tribol. Int. 2018, 123, 81–91. [Google Scholar] [CrossRef]
- Cao, H.-s.; Liu, F.-j.; Li, H.; Luo, W.-z.; Qi, F.-g.; Lu, L.-w.; Zhao, N.; Ouyang, X.-p. Effect of bias voltage on microstructure, mechanical and tribological properties of TiAlN coatings. Trans. Nonferrous Met. Soc. China 2022, 32, 3596–3609. [Google Scholar] [CrossRef]
- Zhitomirsky, V.N.; Grimberg, I.; Rapoport, L.; Boxman, R.L.; Travitzky, N.A.; Goldsmith, S.; Weiss, B.Z. Bias voltage and incidence angle effects on the structure and properties of vacuum arc deposited TiN coatings. Surf. Coat. Technol. 2000, 133–134, 114–120. [Google Scholar] [CrossRef]
- El-Awadi, G.A.; Waheed, A.F.; Abdel Samad, S.M.; Saleh, Z.A.; Rassoul, E.M.A. Phase Transition and Hardness of Tialn Coatings Deposited on Wc/co by MSIP. In Proceedings of the 9 International Conference for Nuclear Sciences and Applications, Sharm Al Sheikh, Egypt, 11–14 February 2008; p. 10. [Google Scholar]
- Rauschenbach, B.; Gerlach, J.W. Texture Development in Titanium Nitride Films Grown by Low-Energy Ion Assisted Deposition. Cryst. Res. Technol. 2000, 35, 675–688. [Google Scholar] [CrossRef]
- Rahman, M.M.; Jiang, Z.-T.; Munroe, P.; Chuah, L.S.; Zhou, Z.-f.; Xie, Z.; Yin, C.Y.; Ibrahim, K.; Amri, A.; Kabir, H.; et al. Chemical bonding states and solar selective characteristics of unbalanced magnetron sputtered TixM1−x−yNy films. RSC Adv. 2016, 6, 36373–36383. [Google Scholar] [CrossRef]
- Das, S.; Guha, S.; Ghadai, R.; Swain, B.P. A comparative analysis over different properties of TiN, TiAlN and TiAlSiN thin film coatings grown in nitrogen gas atmosphere. Mater. Chem. Phys. 2021, 258, 123866. [Google Scholar] [CrossRef]
- Buchinger, J.; Löfler, L.; Ast, J.; Wagner, A.; Chen, Z.; Michler, J.; Zhang, Z.L.; Mayrhofer, P.H.; Holec, D.; Bartosik, M. Fracture properties of thin film TiN at elevated temperatures. Mater. Des. 2020, 194, 108885. [Google Scholar] [CrossRef]
- Tillmann, W.; Dildrop, M. Influence of Si content on mechanical and tribological properties of TiAlSiN PVD coatings at elevated temperatures. Surf. Coat. Technol. 2017, 321, 448–454. [Google Scholar] [CrossRef]
- Xie, Z.-W.; Wang, L.-P.; Wang, X.-F.; Huang, L.; Lu, Y.; Yan, J.-C. Influence of Si content on structure and mechanical properties of TiAlSiN coatings deposited by multi-plasma immersion ion implantation and deposition. Trans. Nonferrous Met. Soc. China 2011, 21, s476–s482. [Google Scholar] [CrossRef]
- Yu, D.; Wang, C.; Cheng, X.; Zhang, F. Microstructure and properties of TiAlSiN coatings prepared by hybrid PVD technology. Thin Solid Film. 2009, 517, 4950–4955. [Google Scholar] [CrossRef]
- Veprek, S.; Veprek-Heijman, M.G.J.; Karvankova, P.; Prochazka, J. Different approaches to superhard coatings and nanocomposites. Thin Solid Film. 2005, 476, 1–29. [Google Scholar] [CrossRef]
- Kolednik, O.; Predan, J.; Fischer, F.D.; Fratzl, P. Bioinspired Design Criteria for Damage-Resistant Materials with Periodically Varying Microstructure. Adv. Funct. Mater. 2011, 21, 3634–3641. [Google Scholar] [CrossRef]
- Yu, J.; Dong, L.; Li, C.; Pan, Y.; Wan, R.; Gu, H.; Li, D. The influence of modulation periods on the evolution of microstructure and mechanical properties of nanoscale HfN/HfB2 multilayers. Surf. Coat. Technol. 2017, 326, 368–374. [Google Scholar] [CrossRef]
- Ma, H.; Miao, Q.; Liang, W.; Persson, P.O.Å.; Palisaitis, J.; Gao, X.; Song, Y.; Eklund, P.; le Febvrier, A. Effect of modulation period and thickness ratio on the growth and mechanical properties of heteroepitaxial c-Ti0.4Al0.6N/h-Cr2N multilayer films. Surf. Coat. Technol. 2023, 472, 129921. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, H.D.; Pelenovich, V.; Wan, Q.; Guo, J.L.; Chen, Y.M.; Zhang, J.; Xue, L.J.; Li, Z.G.; Yang, B. Influences of modulation period on structure and properties of AlTiSiN/AlCrSiN nanocomposite multilayer coatings. Vacuum 2021, 193, 110516. [Google Scholar] [CrossRef]
- ISO 20502 International Standard; Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Determination of Adhesion of Ceramic Coatings by Scratch Testing. ISO Copyright Office: Geneva, Switzerland, 2005. Available online: https://www.iso.org/standard/34189.html (accessed on 24 April 2025).
- Lungu, M.V.; Tălpeanu, D.; Ciobanu, R.C.; Cojocaru, A.; Pătroi, D.; Marinescu, V.; Caramitu, A.R. Evaluation of Magnetron Sputtered TiAlSiN-Based Thin Films as Protective Coatings for Tool Steel Surfaces. Coatings 2024, 14, 1184. [Google Scholar] [CrossRef]
- Luo, Q.; Zhou, Z.; Rainforth, W.M.; Bolton, M. Effect of Tribofilm Formation on the Dry Sliding Friction and Wear Properties of Magnetron Sputtered TiAlCrYN Coatings. Tribol. Lett. 2009, 34, 113–124. [Google Scholar] [CrossRef]
- Park, I.-W.; Choi, S.R.; Suh, J.H.; Park, C.-G.; Kim, K.H. Deposition and mechanical evaluation of superhard Ti–Al–Si–N nanocomposite films by a hybrid coating system. Thin Solid Film. 2004, 447–448, 443–448. [Google Scholar] [CrossRef]
- Zou, C.W.; Zhang, J.; Xie, W.; Shao, L.X.; Guo, L.P.; Fu, D.J. Characterization and properties Ti–Al–Si–N nanocomposite coatings prepared by middle frequency magnetron sputtering. Appl. Surf. Sci. 2011, 257, 10373–10378. [Google Scholar] [CrossRef]
- Kim, G.S.; Kim, B.S.; Lee, S.Y.; Hahn, J.H. Effect of Si content on the properties of TiAl–Si–N films deposited by closed field unbalanced magnetron sputtering with vertical magnetron sources. Thin Solid Film. 2006, 506–507, 128–132. [Google Scholar] [CrossRef]
- Wu, J.; He, N.; Li, H.; Liu, X.; Ji, L.; Huang, X.; Chen, J. Deposition and characterization of TiAlSiN coatings prepared by hybrid PVD coating system. Surf. Interface Anal. 2015, 47, 184–191. [Google Scholar] [CrossRef]
- Lou, M.; Chen, X.; Xu, K.; Deng, Z.; Chen, L.; Lv, J.; Chang, K.; Wang, L. Temperature-induced wear transition in ceramic-metal composites. Acta Mater. 2021, 205, 116545. [Google Scholar] [CrossRef]
- Wan, W.; Zhou, Q.; Liang, M.; Wang, P.; Rao, C.; Ji, S.; Fan, K.; Song, J. Study on the high temperature wear behavior of TiAlSiN coatings deposited on WC-TaC-Co cemented carbides. Tribol. Int. 2024, 200, 110115. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | ELEMENT COMPOSITION, at. % | |||||
|---|---|---|---|---|---|---|
| - | Ti | Al | Si | N | C | O |
| TiAlSiN/AlSiN—3 periods | - | - | - | - | - | - |
| AD | 19.80 | 24.90 | 5.60 | 46.80 | 2.90 | 0.00 |
| 700 °C | 19.40 | 25.10 | 6.60 | 45.00 | 3.90 | 0.00 |
| 800 °C | 19.00 | 26.00 | 6.20 | 44.50 | 3.90 | 0.40 |
| 900 °C | 13.90 | 29.40 | 6.90 | 44.10 | 3.80 | 1.90 |
| TiAlSiN/AlSiN—30 periods | - | - | - | - | - | - |
| AD | 12.90 | 30.80 | 7.30 | 45.80 | 3.20 | 0.00 |
| 700 °C | 13.40 | 31.40 | 7.30 | 43.60 | 4.30 | 0.00 |
| 800 °C | 13.50 | 32.50 | 7.50 | 42.00 | 3.50 | 1.00 |
| 900 °C | 13.40 | 31.70 | 7.40 | 41.50 | 4.50 | 1.50 |
| Sample/Phase | TiN a = 4.24173 Å PDF 00-038-1420 | AlN a = 3.114 Å c = 4.9792 Å PDF 00-025-1133 |
|---|---|---|
| TiAlSiN/AlSiN—3 periods | - | - |
| AD | 4.2248 (6) | a = 3.141 (3) c = 5.19 (1) |
| 800 °C | 4.2283 (5) | a = 3.154 (2) c = 5.20 (3) |
| 900 °C | 4.2337 (4) | a = 3.145 (2) c = 5.20 (3) |
| TiAlSiN/AlSiN—30 periods | - | - |
| AD | 4.2386 (6) | a = 3.154 (4) c = 5.19 (1) |
| 800 °C | 4.2336 (8) | a = 3.150 (6) c = 5.16 (2) |
| 900 °C | 4.2359 (5) | a = 3.145 (6) c = 5.13 (2) |
| Coatings | LC1 | LC2 | LC3 | |||
|---|---|---|---|---|---|---|
| F1, [N] | l1, [mm] | F2, [N] | l2, [mm] | F3, [N] | l3, [mm] | |
| TiAlSiN/AlSiN—3 periods | - | - | - | - | - | - |
| AD | 56.9 | 1.68 | - | - | - | - |
| 700 °C | 55.2 | 1.63 | 77.8 | 2.32 | - | - |
| 800 °C | 58.9 | 1.79 | 66.0 | 1.97 | 84.0 | 2.50 |
| 900 °C | 52.8 | 1.56 | 55.5 | 1.64 | 85.0 | 2.54 |
| TiAlSiN/AlSiN—30 periods | - | - | - | - | - | - |
| AD | 40.0 | 1.18 | 54.4 | 1.63 | - | - |
| 700 °C | 35.0 | 1.00 | 57.5 | 1.70 | 83.0 | 2.5 |
| 800 °C | 44.3 | 1.30 | 60.0 | 1.77 | 80.0 | 2.4 |
| 900 °C | 38.0 | 1.10 | 56.0 | 1.65 | 80.5 | 2.4 |
| Coating | Wear Track Width (W), [µm] | Penetration Depth (Pd), [µm] |
|---|---|---|
| TiAlSiN/AlSiN—3 bilayers AD | 340 | 2.39 |
| 700 °C | 280 | 2.58 |
| 800 °C | 275 | 2.18 |
| 900 °C | 310 | 1.76 |
| TiAlSiN/AlSiN—30 bilayers AD | 265 | 2.13 |
| 700 °C | 285 | 2284 |
| 800 °C | 305 | 2385 |
| 900 °C | 260 | 2.46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kolchev, S.; Kolaklieva, L.; Kovacheva, D.; Atanasova, G.; Cholakova, T.; Chitanov, V.; Zlatareva, E.; Kakanakov, R.; Pashinski, C. Mechanical and Tribological Behavior of TiAlSiN/AlSiN Coatings Depending on the High-Temperature Treatment. Coatings 2025, 15, 542. https://doi.org/10.3390/coatings15050542
Kolchev S, Kolaklieva L, Kovacheva D, Atanasova G, Cholakova T, Chitanov V, Zlatareva E, Kakanakov R, Pashinski C. Mechanical and Tribological Behavior of TiAlSiN/AlSiN Coatings Depending on the High-Temperature Treatment. Coatings. 2025; 15(5):542. https://doi.org/10.3390/coatings15050542
Chicago/Turabian StyleKolchev, Stefan, Lilyana Kolaklieva, Daniela Kovacheva, Genoveva Atanasova, Tetiana Cholakova, Vasiliy Chitanov, Ekaterina Zlatareva, Roumen Kakanakov, and Chavdar Pashinski. 2025. "Mechanical and Tribological Behavior of TiAlSiN/AlSiN Coatings Depending on the High-Temperature Treatment" Coatings 15, no. 5: 542. https://doi.org/10.3390/coatings15050542
APA StyleKolchev, S., Kolaklieva, L., Kovacheva, D., Atanasova, G., Cholakova, T., Chitanov, V., Zlatareva, E., Kakanakov, R., & Pashinski, C. (2025). Mechanical and Tribological Behavior of TiAlSiN/AlSiN Coatings Depending on the High-Temperature Treatment. Coatings, 15(5), 542. https://doi.org/10.3390/coatings15050542