1. Introduction
A reed switch is an electromechanical switching device consisting of iron–nickel (permalloy) contacts sealed in a hermetic glass bulb filled with nitrogen. The reed switch contacts comprise both elastic elements and magnetic current conductors. Under the influence of an external magnetic field, the contacts bend and close. After this effect ceases, the elastic forces that arose during the bending open the contacts. During the closing–opening cycles, the number of which can reach a million or more in modern reed switches, complex physicochemical processes occur on the surface and in the near-surface region of the contact pads, leading to an increase in electrical resistance, erosion, and mechanical destruction, and, ultimately, causing the failure of the reed switches [
1,
2].
Although the invention of reed switches and the beginning of their use in switching devices date back to the first half of the last century [
3], and their annual mass production currently amounts to hundreds of millions of pieces, developments to improve the construction of reed switches are ongoing in various laboratories, such as studies on the use of a new composite magnetic material—silver doped with strontium ferrite nanoparticles [
4]. The main aim of these efforts is to increase the failure-free service life of reed switches with simultaneously reducing the cost of their production [
5,
6].
It is worth noting that the long-term, faultless, and stable operation of reed switches is usually ensured through the galvanic deposition of protective contact coatings made of gold or metals, as well as members of the platinum group, like palladium, rhodium, or ruthenium. This industrial technological approach is characterized by high electrical and material consumption, the high cost of equipment and coating materials, a low level of environmental safety, and difficulties in obtaining coatings with acceptable internal stresses and high adhesion to the contact material, as described in detail in [
1,
7].
A less expensive technology, which is not inferior in its switching characteristics to coatings based on precious and noble metals, is surface nitriding, which is widely used in wind turbine gears, pressure vessel gears, high-precision die-casting abrasives, and other fields [
8]. We have developed and tested various methods of nitriding the surface of reed switch contacts [
9,
10].
The objective of this work is to develop a prototype of an industrial installation for the mass production of reed switches, forming self-restoring contact coatings based on iron and nickel nitrides when contact pads are exposed to alternating magnetic and electric fields. As shown in [
11], such coatings can be obtained via the electro-spark erosion alloying of a permalloy that makes direct contact nitrogen in a sealed bulb filled with nitrogen. The proposed installation could provide an alternative to galvanic equipment, and innovative nitride coatings could replace galvanic coatings made of expensive noble and rare-platinum-group metals. The principal novelty of the presented work lies in the development of an innovative equipment, the operating principle and design of which are protected by intellectual rights (four Russian patents).
2. Materials and Methods
MKA-14103 reed switches (
Figure 1) are manufactured by Ryazan Metal Ceramics Instrumentation Plant (Ryazan, Russia [
12]). They were used as the source objects for the production of nitride self-restoring coatings. A distinctive feature of these reed switches compared to the -produced commercial devices is the absence of any galvanic coatings on the surface of their contact pads.
The contacts among the reed switches were located almost parallel to each other at a distance of about 30 μm, with an overlap area of about 400 μm in length and 680 μm in width. They were made from Dilaton permalloy wire, degreased and annealed in a hydrogen atmosphere. The wire was drawn from a vacuum-melted permalloy rod (Ni 52%, Fe 48%); dry (with a dew point of no more than 63 °C) and spectrally pure (99.999%) nitrogen was used as a gas filler during sealing, with a pressure in the reed switch bulb of about 40 kPa. These are the parameters of the well-tested industrial technology used for the mass-production of reed switches [
1].
Self-restoring nitride coatings were deposited on the surface of the reed switch contact pads using the electro-spark erosion alloying method [
11], which is protected by the Russian patents listed in the Patents section of this manuscript.
The elemental composition and surface structure of the reed switch contact pads after the deposition of the nitride coatings were controlled via X-ray microanalysis and scanning electron microscopy using a scanning electron microscope, JSM-6610LV, by JEOL (Tokyo, Japan) equipped with an energy-dispersive X-ray microanalyzer, INCA X-MAX, by Oxford Instruments (Abingdon, Oxfordshire, UK). The energy-dispersive X-ray spectroscopy (EDS) measurements were taken using a Standard Aztec Energy/X-act system with a basic nitrogen-free detector, manufactured by Oxford Instruments, with an accuracy of 0.1% when determining the mass fraction of elements.
The thickness of nitride coatings was controlled by means of secondary ion mass spectrometry (SIMS) via sputter depth profiling using TOF.SIMS-5 by ION-TOF (Muenster, Germany). A detailed description of the time-of-flight secondary ion mass spectrometry (TOF-SIMS) experiments can be found in [
13].
Electrical resistance, return coefficient, breakdown voltage, the number of switching cycles, and other service parameters of the reed switches were controlled with specialized equipment using the methods described in [
1].
It should be stressed here that the main result of corrosion, erosion, and contamination on the contact pads of reed switches is the failure of their electrical resistance, and the quality of reed switches is characterized by the number of working switching cycles (closing–opening operations) that can be carried out before a disastrous change in the resistance begins and/or the mechanical sealing of contacts occurs. Therefore, one of the principal criteria for the operability of reed switches with self-restoring nitride coatings is the results of the switching tests for failure-free functioning, which were carried out in this work according to the procedures described in [
1].
3. Results
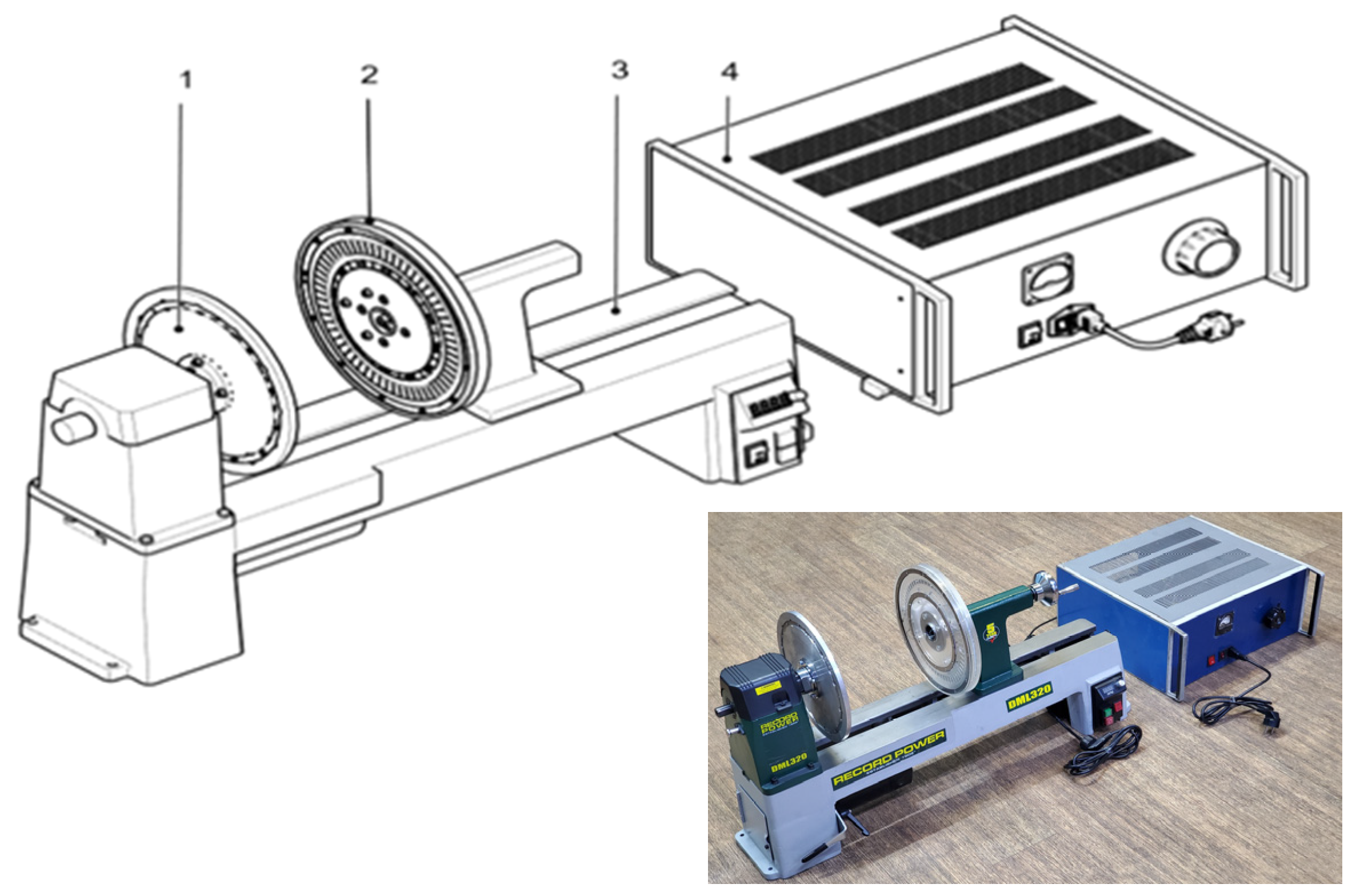
The external appearance of a prototype of an industrial installation for the mass production of reed switches using electro-spark erosion alloying is shown in
Figure 2. The prototype was developed, made, and tested in LLC Nitron, which is a small scientific-production enterprise. The design and operating principles of the prototype are protected by four Russian patents, as listed in the Patents section of this manuscript.
The prototype is a desk-size piece of equipment that can be placed on a square surface of 150 × 80 cm2. It includes a modified mini DML 320 Cast Iron Electronic Variable Speed Lathe (Record Power, Chesterfield, UK) and a homemade power supply with a timer. The rotating rotor of the lathe was equipped with 12 axially magnetized, cylindrical, N35H neodymium magnets (Hangzhou Tengye Magnetic, Hangzhou, China) with a diameter of 15 mm and a height of 5 mm. Each of them provides a magnetic induction on the surface of at least 400 mT. The contact sockets into which the MKA-14103 reed switches (or other reed switches of a similar size), without galvanic coatings, were inserted were placed on the stationary stator of a lathe. The total number of reed switches that were processed was 60. The power supply provides the contact sockets with an adjustable sinusoidal voltage with an amplitude of up to 250 V and a frequency of 50 Hz.
The electro-spark nitriding of the reed switch contact pads was performed as follows. When the rotor (1) revolves with a frequency f in the range of 250–3850 rpm, the reed switches installed on the stationary stator (2) alternately close and open. The frequency of such commutation cycles is equal to F = f·N, where N is the number of permanent magnets installed on the rotor. In this case, AC voltage is supplied to the reed switch contacts from the power supply (4), and during the closing, a pulse current of 100 mA or more flows through the contacts. During this, nitriding of the contact surface occurs at the points of contact. The total duration of the electro-spark erosion alloying of the reed switches does not exceed 7 min.
As a result of such processing, reed switches with a nitride coating were produced, which were named MKA-14 Nitro; that is, commercial MKA-14103 reed switches. On these switches, nitride coatings were deposited on the surface of the contact pads in place of the galvanic Au-Ru coatings.
According to the data obtained from the X-ray microanalysis, as shown in
Figure 3, the nitrogen concentration in the surface layers of the contact pads of the MKA-14 Nitro reed switches was no lower than 19 at.%. The measurements were taken at five randomly chosen points on the surface of the nitride coatings, and the data scatter was found to be within the range of ±10%.
Using time-of-flight secondary ion mass spectrometry (TOF-SIMS) depth profiling measurements, the results of which are shown in
Figure 4, the thickness of the nitride coatings was estimated to be within the range of 250–350 nm. In the insert of
Figure 4, the sputter crater obtained under the 15 min bombardment by 2 keV Cs
+ ions is presented. The sputter time was converted into sputtering depth, assuming a constant sputter rate of ca. 67 nm/min, estimated using the measurements of the crater depth, which were taken using a Talysurf CCI 000 optical profiler by AMETEK Taylor Hobson (Leicester, UK) after the experiments ended [
10].
The measurements of the electrophysical parameters of the reed switches before and after the nitriding led to the following results: before—the resistance in closed state R = 0.25 Ohm and breakdown voltage U = 290 V; after—R = 0.09 Ohm and U = 240 V. These operational data, obtained for MKA-14 Nitro reed switches, are not inferior to those obtained for the mass-produced MKA-14103 reed switches with Au-Ru galvanic coatings. The decreased electrical resistance will allow for an increase in the number of working closing–opening cycles that can occur before the reed switches overheat, and the small decrease in the breakdown voltage (about 50 V) indicates that some part of the nitrogen in the glass bulb was spent on the surface nitriding of the contact pads.
The MKA-14 Nitro reed switches passed the switching tests for 106 failure-free operations in various modes at a switching voltage/switching current/operation frequency of 100 V/100 mA/50 Hz, 50 V/50 mA/50 Hz, and 24 V/400 mA/50 Hz. The developed prototype was tested under laboratory conditions at LLC Nitron and its productivity, which was measured to obtain the above-mentioned electrophysical parameters of the MKA-14 Nitro reed switches, was at least 500 pcs/hour.
Thus, the prototype of the industrial electro-spark erosion alloying installation made it possible to produce wear-resistant nitride coatings on the surface of the reed switch contact pads in the areas of direct current-switching.
4. Discussion
In this section, we briefly discuss the physicochemical processes underlying the operation of the prototype described above. The model of electro-spark alloying proposed in [
14,
15], and the theory of explosive electron emission [
16,
17,
18], which is consistent with this model, were used as a basis for our prototype. In these theoretical concepts, the initiators of erosion and mass transfer are the packets of electrons [
14,
15] or the electron avalanche [
16,
17,
18] emitted from the metal, and are called an ecton. According to [
11], an ecton acts as a driver of mass transfer during the closing–opening of reed switch contacts. The energy threshold of its formation is directly proportional to the sum of the values of the specific energy of sublimation and ionization, which determine the degree of erosion resistance of the “reed switch contacts–plasma” system.
During the operation of the prototype, when the reed switch contacts are brought together under the action of an alternating magnetic field, a spark breakdown of the intercontact gap and micro-explosions of the contact materials occur. The opening of the contacts (the break in the current flow) also leads to a micro-explosion of the molten bridge, which forms when the region of current constriction between the reed switch contacts melts. The substance formed by the micro-explosions in the plasma, vapor, and liquid phases is transferred from one contact (conventionally considered an anode) to another (a cathode) in a nitrogen plasma atmosphere, which leads to electro-spark alloying, along with nitriding of the surface and the near-surface region of the reed switch contact pads.
Spark breakdown, which occurs when contacts come together, allows for the mass transfer of a portion of the material (Fe-Ni) from one contact (anode) of the reed switches to another (cathode) in a nitrogen plasma environment. The periodic change in the direction of mass transfer creates the necessary conditions for the ionization/atomization of molecular nitrogen and the formation of nitride contact pads on the reed switch via nitrogen alloying.
When the contacts are opened, the nitriding of their surface continues. The first stage of opening begins with the start of the contacts’ movement: when the contacts have not yet separated, the deformation in the contact area is already being reduced and the temperature of the contacts increases due to the increase in current density in the contraction area. Then, the second stage of contact-opening begins, during which a liquid metal bridge is formed between the contacts. When the temperature at the hottest point of the bridge is equal to the boiling point of the metal, it explodes and the third stage begins. At this stage, the interelectrode medium is ionized and becomes conductive, and an electric spark or plasma arc occurs between the contacts, followed by quenching when the contacts move apart.
Since the electrical discharge treatment of the contacts is carried out using the AC current, a reverse mass transfer of the contact material occurs; as a result of this, the amount of contact material that is present after such treatment remains practically unchanged. The nitride contact pads of reed switches become corrosion–erosion-resistant, and the electrical resistance of the reed switches decreases and becomes more stable.
5. Conclusions
The main results of our work can be summarized as follows:
- (1)
A prototype of an industrial installation for the deposition of self-restoring nitride coatings on the surface of reed switch contacts using electro-spark erosion alloying was developed and tested under laboratory conditions at LLC Nitron. The novelty of the presented work consists of the development of an innovative equipment, the operating principle and design of which are protected by intellectual property rights (four Russian patents).
- (2)
The technological approach implemented in this installation differs from the industrial galvanic technology due to its high level of environmental safety and economic efficiency, since it does not require the use of gold, ruthenium, or other high-priced metals.
- (3)
The nitride coatings formed inside the reed switch bulb at the final stage of its production when the reed switch contacts were exposed to AC magnetic and electric fields, causing the periodic closing–opening of the contacts. This process was accompanied by a pulsed flow of electric current through the reed switch, pulsed discharges between its contacts, and the mass transfer of the contact materials in a nitrogen plasma atmosphere.
- (4)
The nitrogen concentration in the surface layers of the nitride coatings, estimated by means of X-ray microanalysis, was ca. 19 at.%, and their thickness, measured by time-of-flight secondary ion mass spectrometry via sputter depth profiling, was found to be within the range of 250–350 nm.
- (5)
The coatings were formed directly from the permalloy contact material of the reed switch and the nitrogen that fills the reed switch bulb, and not from the expensive noble and rare-platinum-group metals used in the current industrial galvanic technology.
- (6)
The nitriding of the reed switch contacts was carried out by means of electrical erosion and the mass transfer of the anode material to cathode in a nitrogen plasma atmosphere, which is typical for nitrogen-containing coatings of iron–nickel contacts. Therefore, when switching an electric current using a reed switch, self-restoration occurred simultaneously with the erosion of the coating
6. Patents
The patents resulting from the work reported in this manuscript are listed below:
- (1)
Zeltser, I.A.; Trunin, E.B. Method for group production of reed switches with nitrided contact pads. Russian patent RU 2739583 with claim № 2020U7381 of 15 May 2020.
- (2)
Zeltser, I.A.; Kuhmistrov, Ju. V.; Trunin, E.B.; Trunina, O.E.; Tolstoguzov, A.B. Method for reed switches fabrication. Russian patent RU 2805999 with claim № 2022133828 of 22 December 2022.
- (3)
Zeltser, I.A.; Trunin, E.B. Device for group production of reed switches with nitrided contact pads. Russian patent RU 2742556 with claim № 2020106264 of 10 February 2020.
- (4)
Zeltser, I.A.; Kuhmistrov, Ju. V.; Trunin, E.B.; Trunina, O.E.; Tolstoguzov, A.B. Device for mass production of reed switches with nitrided contact pads. Russian patent RU 2795947 with claim No. 2022126751 of 13 October 2022.





{kind=link}
{kind=link}
{kind=link}
{kind=link}