
Study on Densification of Gd2Zr2O7-Based Ceramic Target for EB-PVD Application and Its Effect on Fracture Toughness

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experimental Design
2.1. Experimental Procedures
2.2. Characterizations
3. Results and Discussion
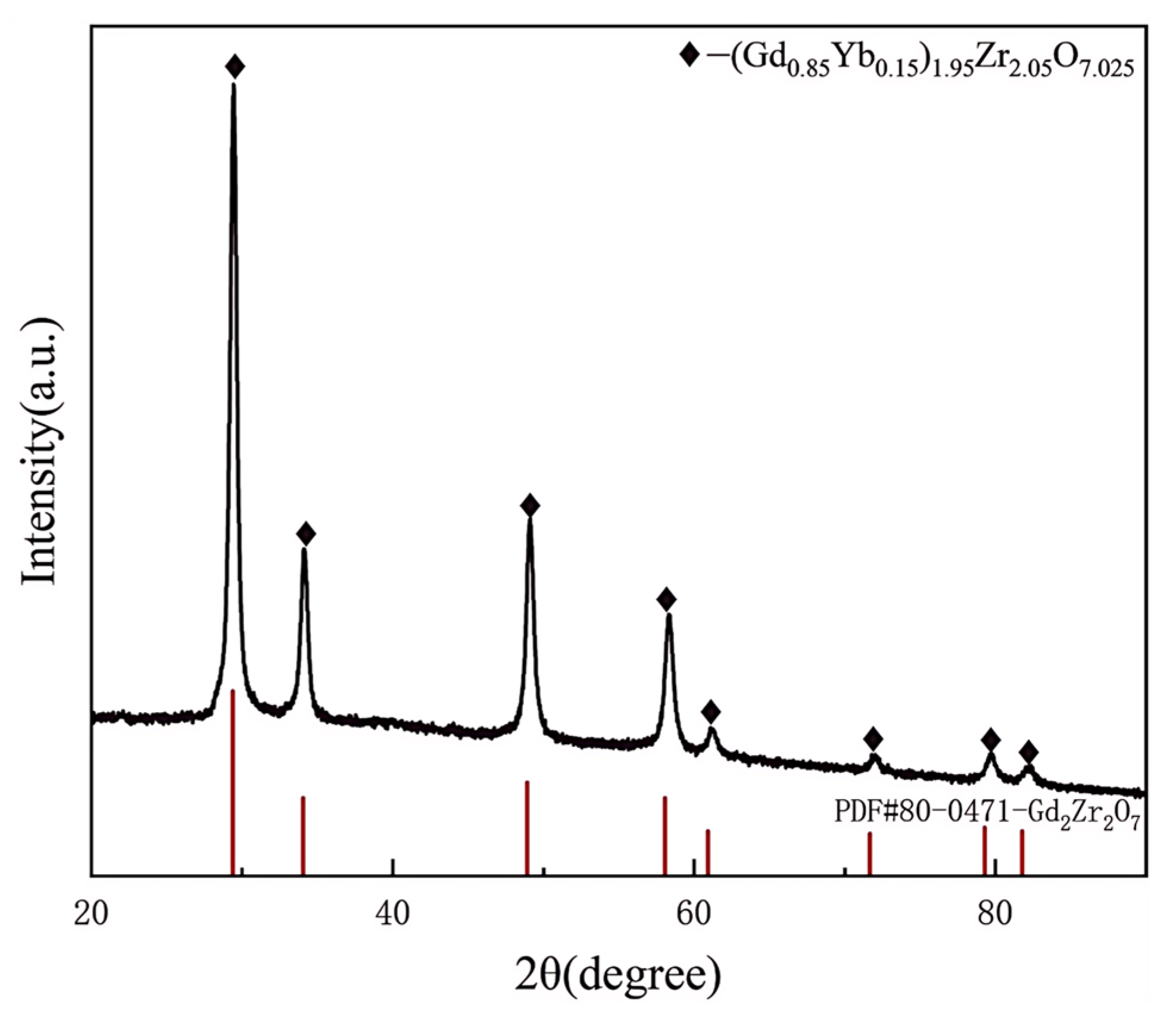
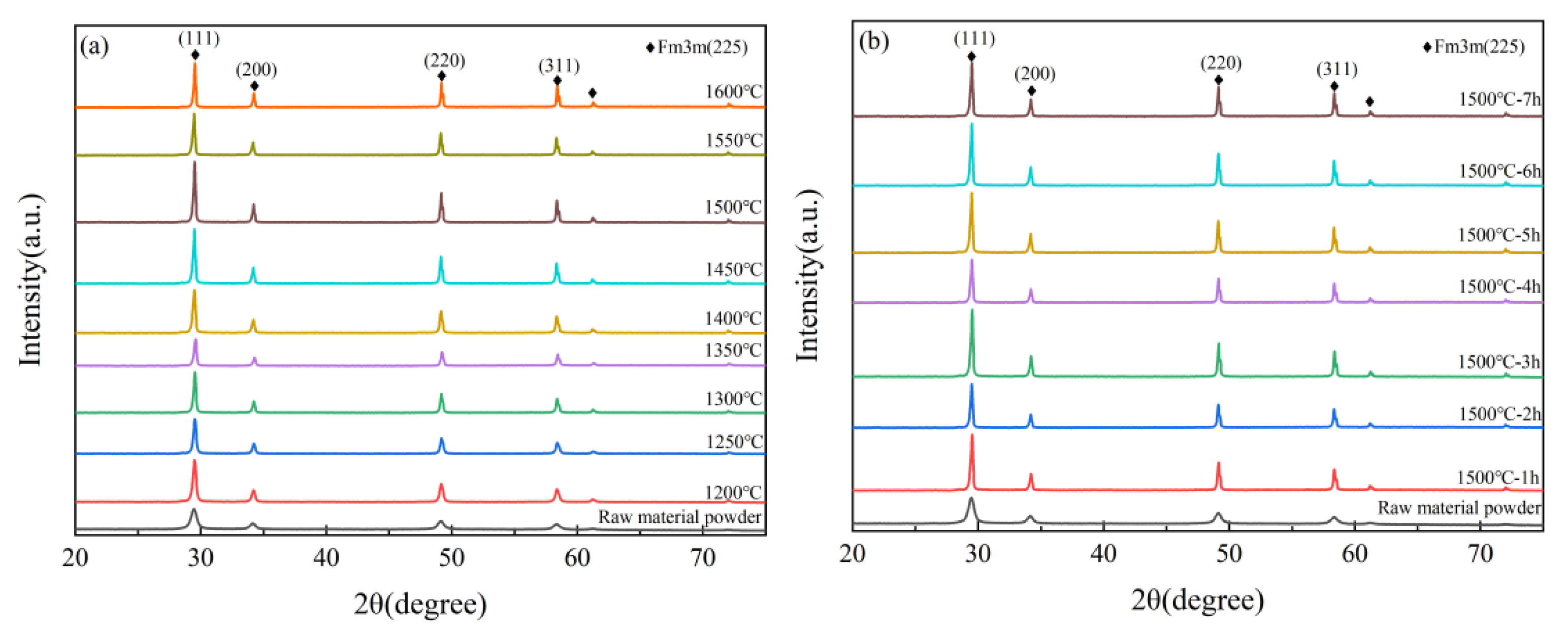
3.1. Effect of Sintering Condidtions on the Phase Structure of the Ceramic Target
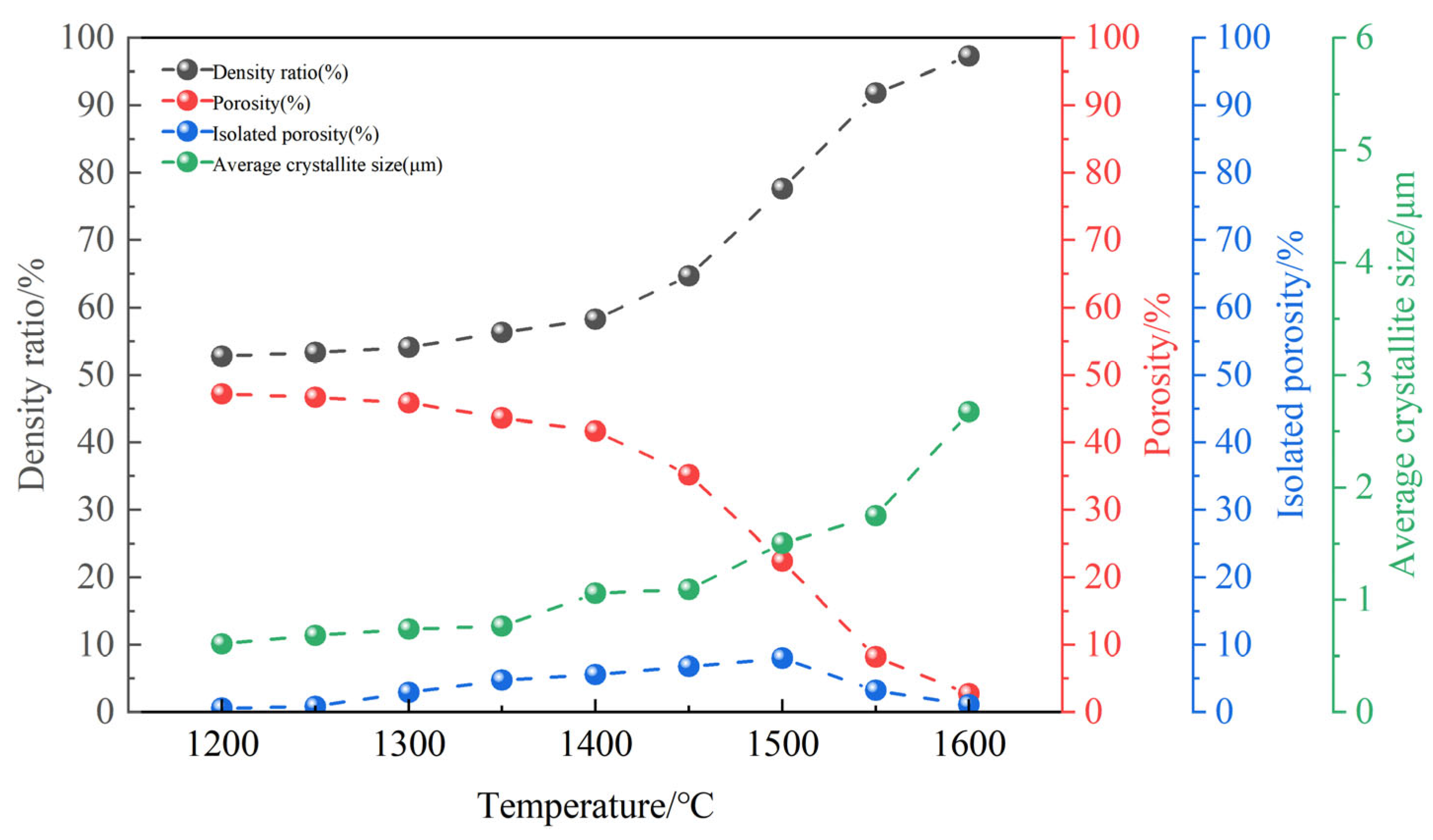
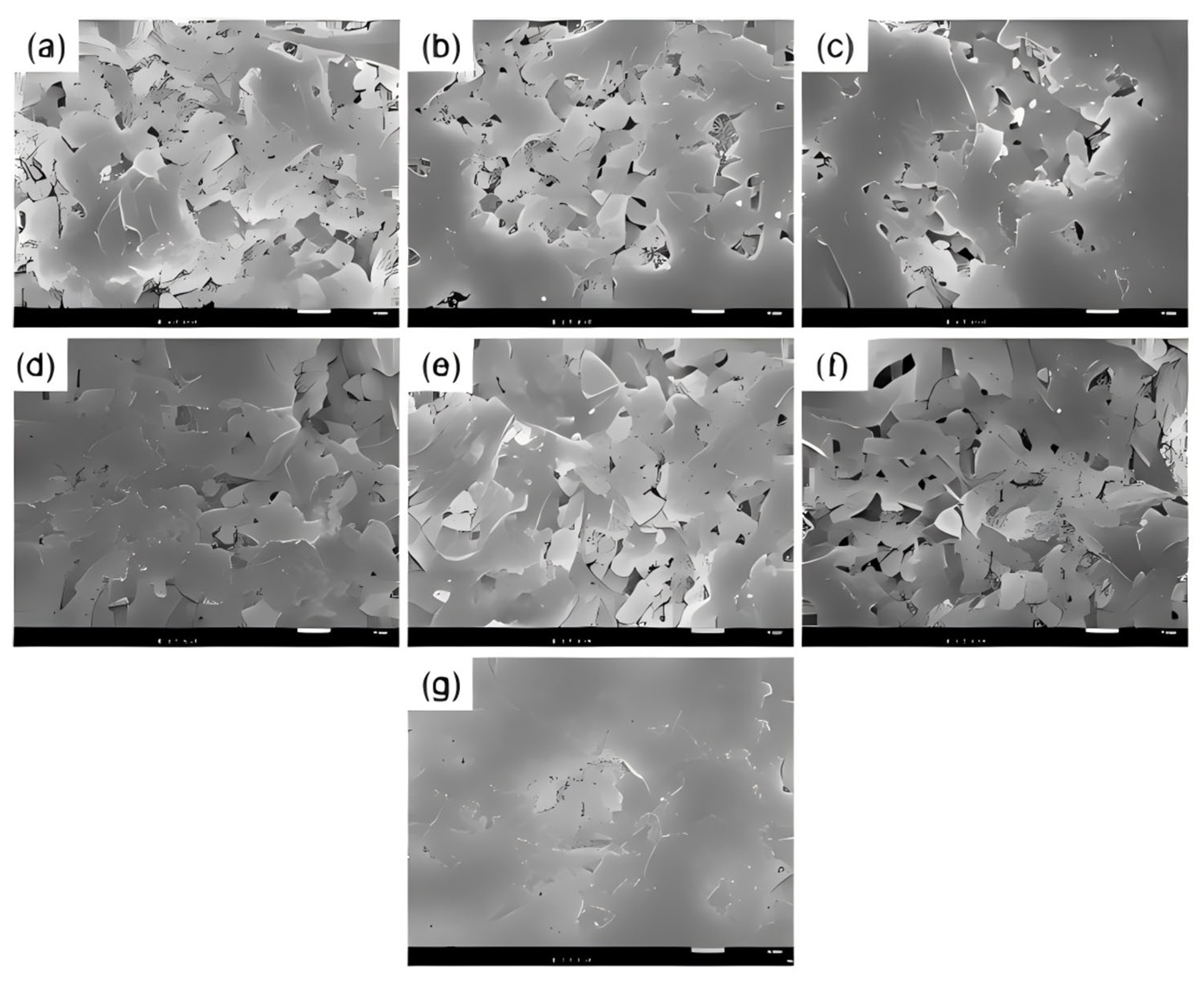
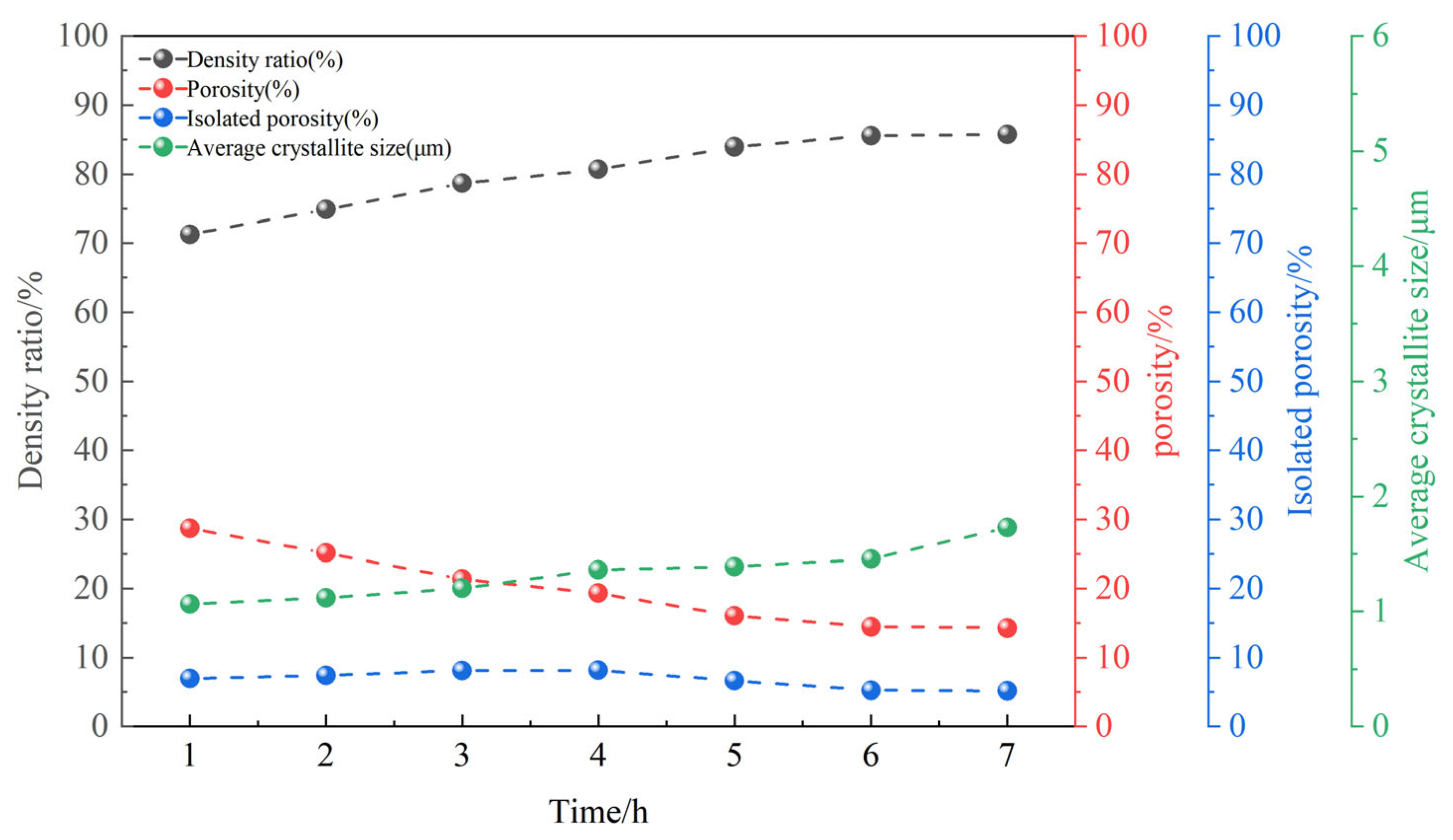
3.2. Investigation of Sintering Densification Process of the Ceramic Target
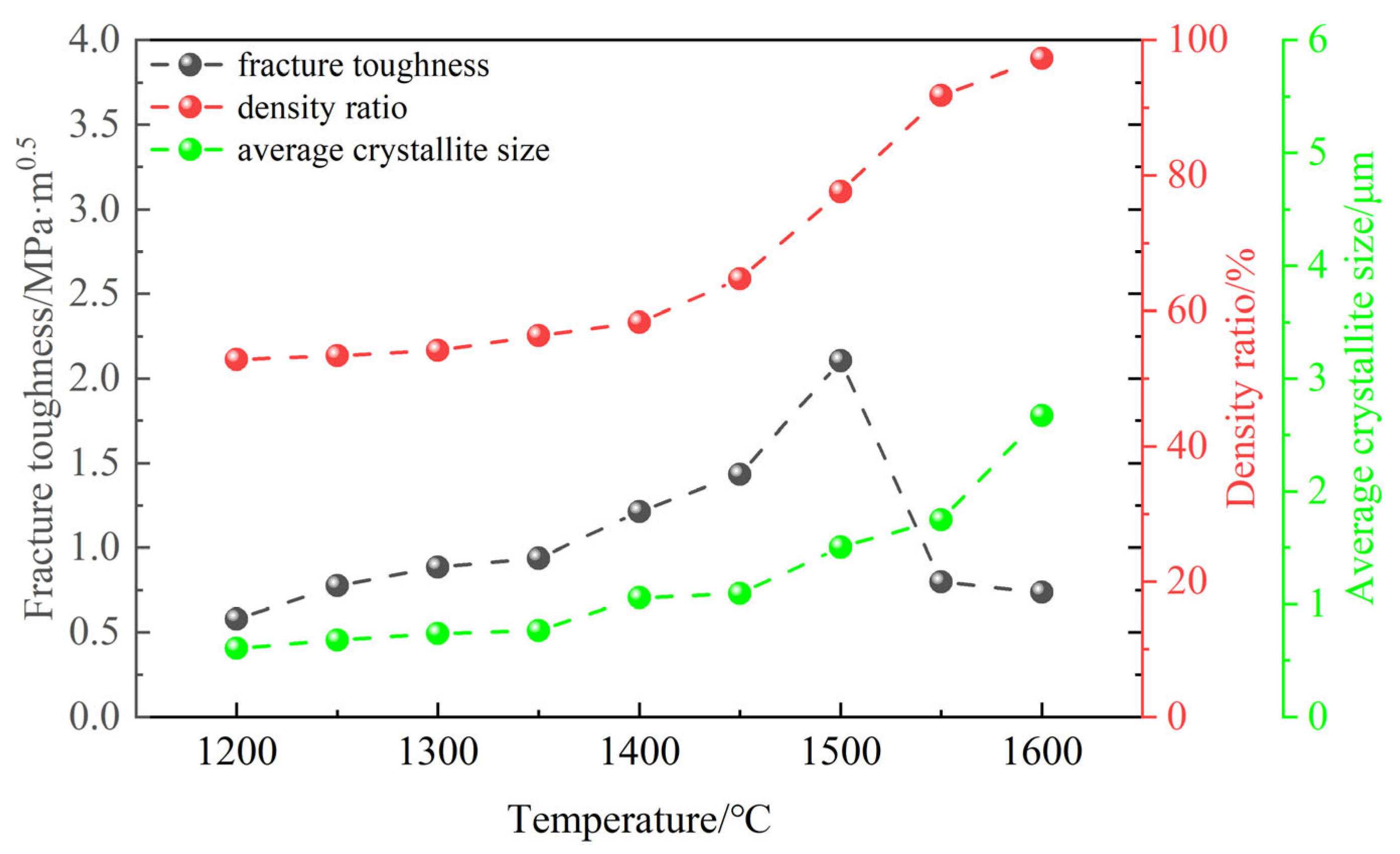
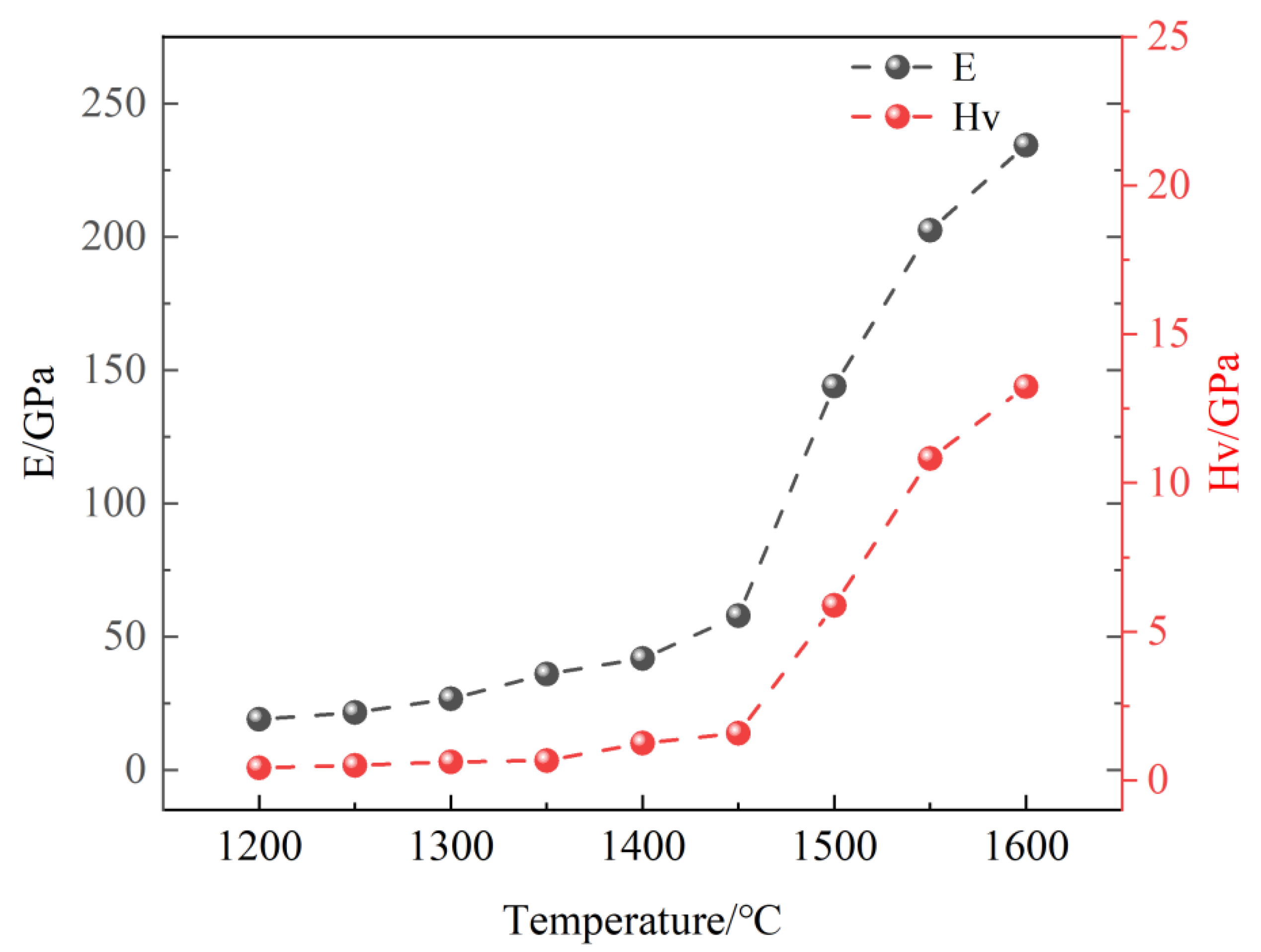
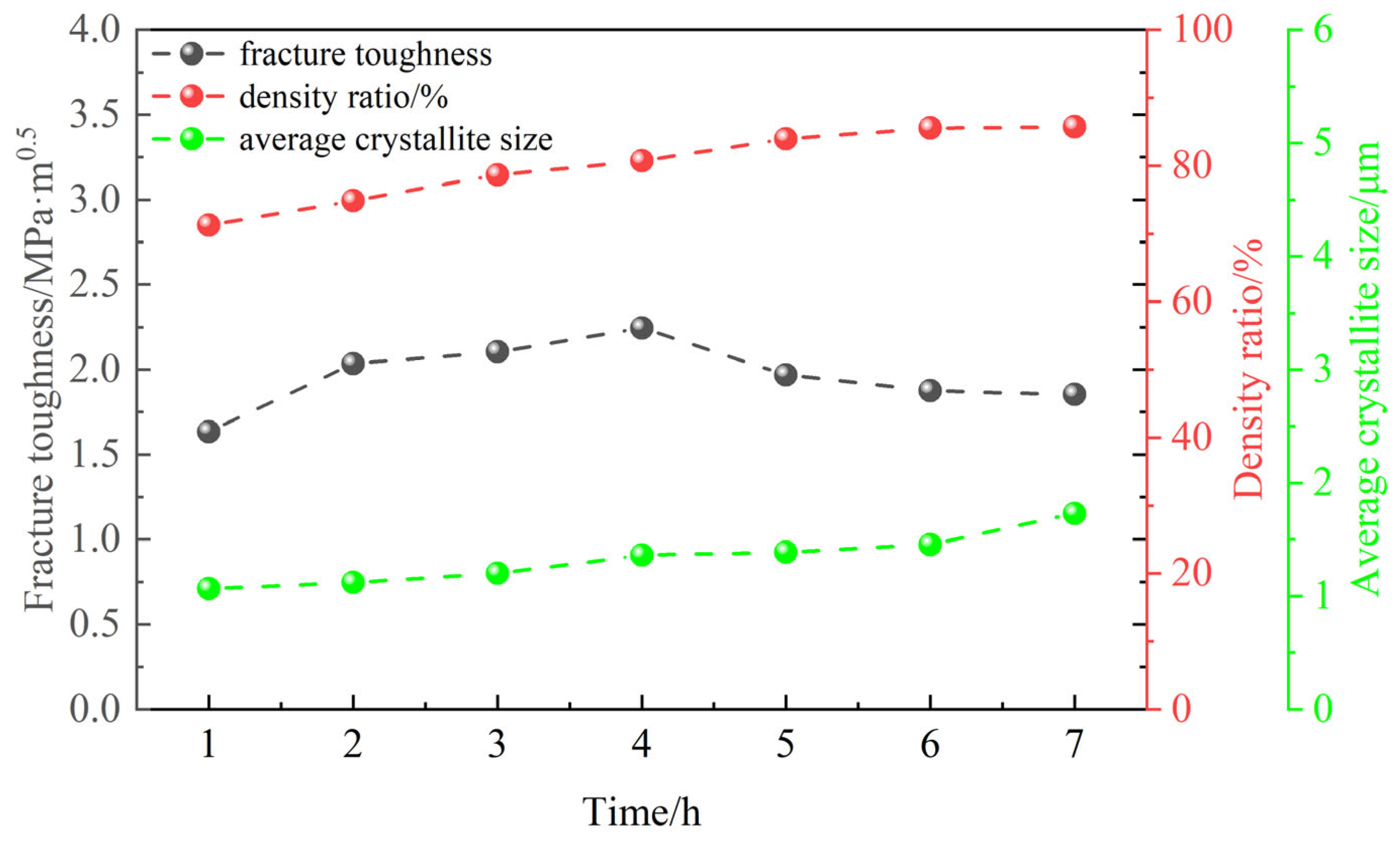
3.3. Effect of the Properties of Ceramic Targets on Fracture Toughness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Doleker, K.M.; Ozgurluk, Y.; Karaoglanli, A.C. TGO growth and kinetic study of single and double layered TBC systems. Surf. Coatings Technol. 2021, 415, 127135. [Google Scholar] [CrossRef]
- Cai, L.; Ma, W.; Li, X.; Yin, Y.; Ma, B.; Bai, Y.; Wang, J.; Dong, H. Corrosion resistance of (Gd0.7Sr0.3)ZrO3.35 coating against CaO-MgO-Al2O3-SiO2 (CMAS). J. Chin. Soc. Corros. Prot. 2017, 37, 47–52. [Google Scholar]
- He, M.; Meng, H.; Wang, Y.; Ren, P. Research and development of advanced thermal barrier coating materials and preparation technology. Electroplat. Finish. 2017, 14, 66–71. [Google Scholar]
- Ren, X.; Pan, W. Mechanical properties of high-temperature-degraded yttria-stabilized zirconia. Acta Mater. 2014, 69, 397–406. [Google Scholar] [CrossRef]
- Wuensch, B.J.; Eberman, K.W. Order-disorder phenomena in A2B2O7 pyrochlore oxides. JOM 2000, 52, 19–21. [Google Scholar] [CrossRef]
- Bonnefont, G.; Fantozzi, G.; Trombert, S.; Bonneau, L. Fine-grained transparent MgAl2O4 spinel obtained by spark plasma sintering of commercially available nanopowders. Ceram. Int. 2012, 38, 131–140. [Google Scholar] [CrossRef]
- Guo, L.; Guo, H.; Peng, H.; Gong, S. Thermophysical properties of Yb2O3 doped Gd2Zr2O7 and thermal cycling durability of (Gd0.9Yb0.1)2Zr2O7/YSZ thermal barrier coatings. J. Eur. Ceram. Soc. 2014, 34, 1255–1263. [Google Scholar] [CrossRef]
- Wu, J.; Wang, H.; Xu, J.; Liu, Y.; Feng, X.; Fan, F.; Wang, X.; Gao, F. Enhanced thermophysical and mechanical properties of gadolinium zirconate ceramics via non-stoichiometric design. J. Eur. Ceram. Soc. 2024, 44, 116790. [Google Scholar] [CrossRef]
- Shao, Y.; Xu, J.; Wei, M.; Wang, H.; Lin, L.; Fan, F.; Feng, X.; Zhang, P.; Gao, F. Rare-earth zirconate high-entropy nanofibrous porous ceramics for high-temperature thermal insulation applications. J. Eur. Ceram. Soc. 2023, 43, 7635–7643. [Google Scholar] [CrossRef]
- Chen, Q.; Xu, J.; Wang, H.; Wu, J.; Dong, H.; Zhai, B.; He, J.; Gao, F. Thermophysical properties of Yb3+-doped nonstoichiometric gadolinium zirconate ceramics. Ceram. Int. 2024, 50, 47813–47823. [Google Scholar] [CrossRef]
- Chen, Q.; Wang, H.; Wu, J.; Xu, J.; Zhai, B.; He, J.; Gao, F. Effect of Yb3+ on the thermophysical and mechanical properties of gadolinium zirconate ceramics: First-principles calculations and experimental study. J. Alloys Compd. 2024, 1007, 176480. [Google Scholar] [CrossRef]
- Chen, Q.; Song, W.; Xie, Y.; Yan, Z.; Xu, J.; Gao, F. Thermal expansion coefficient of nonstoichiometric gadolinium zirconate: First-principles calculations and experimental study. J. Phys. Chem. Solids 2023, 178, 111363. [Google Scholar] [CrossRef]
- Chen, Q.; Xie, Y.; Yan, Z.; Wang, H.; Fan, F.; Xu, J.; Gao, F. Impact of nonstoichiometry on the mechanical properties and thermal conductivity of gadolinium zirconate ceramics. Ceram. Int. 2023, 49, 33972–33980. [Google Scholar] [CrossRef]
- Wang, X.; Bai, X.; Xiao, W.; Liu, Y.; Li, X.; Wang, J.; Peng, C.; Wang, L.; Wang, X. Calculation of thermal expansion coefficient of rare earth zirconate system at high temperature by first principles. Materials 2022, 15, 2264. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Liu, Y.; Zhang, X.; Bai, X.; Gui, T.; Peng, C.; Xiao, W.; Chu, M.; Wang, X. Investigation of the effects of rare earth element doping on the thermophysical properties of Gd2Zr2O7 by first principles. J. Mater. Res. Technol. 2024, 30, 8591–8598. [Google Scholar] [CrossRef]
- Clarke, D.; Levi, C. Materials Design for the Next Generation Thermal Barrier Coatings. Annu. Rev. Mater. Sci. 2003, 33, 383–417. [Google Scholar] [CrossRef]
- Schulz, U.; Leyens, C.; Fritscher, K.; Peters, M.; Saruhan-Brings, B.; Lavigne, O.; Dorvaux, J.-M.; Poulain, M.; Mévrel, R.; Caliez, M. Some recent trends in research and technology of advanced thermal barrier coatings. Aerosp. Sci. Technol. 2003, 7, 73–80. [Google Scholar] [CrossRef]
- Wu, X.; Wang, P.; Jiang, C. Cracking mechanism and prediction of crack spacing of ceramics under thermal shock. Eng. Mech. 2013, 30, 458–463. [Google Scholar]
- Raayai-Ardakani, S.; Earl, D.R.; Cohen, T. The intimate relationship between cavitation and fracture. Soft Matter 2019, 15, 4999–5005. [Google Scholar] [CrossRef]
- Kamperman, M.; Kroner, E.; Del Campo, A.; McMeeking, R.M.; Arzt, E. Functional adhesive surfaces with “gecko” effect: The concept of contact splitting. Adv. Eng. Mater. 2010, 12, 335–348. [Google Scholar] [CrossRef]
- Spriggs, R.M. Expression for effect of porosity on elastic modulus of polycrystalline refractory materials, particularly aluminum oxide. J. Am. Ceram. Soc. 1961, 44, 628–629. [Google Scholar] [CrossRef]
- Nose, T.; Fujii, T. Evaluation of Fracture Toughness for Ceramic Materials by a Single-Edge-Precracked-Beam Method. J. Am. Ceram. Soc. 2010, 71, 328–333. [Google Scholar]
- Veeman, D.; Browne, M.A.; Kannan, S.; Arumugaperumal, P.; Das, M.M.; Jeevaraj, K.; Subramaniyan, M.K. Fracture toughness of innovative material fabricated through additive manufacturing: Experimental and numerical prediction. Mech. Adv. Mater. Struct. 2024, 1–8. [Google Scholar] [CrossRef]
- Jørgensen, J.B.; Kildegaard, C.; Sørensen, B.F. Design of four-point SENB specimens with stable crack growth. Eng. Fract. Mech. 2018, 191, 168–186. [Google Scholar] [CrossRef]
- Ma, D.; Sun, L.; Gao, T.; Wang, J.; Wang, L. New method for extracting fracture toughness of ceramic materials by instrumented indentation test with Berkovich indenter. J. Eur. Ceram. Soc. 2017, 37, 2537–2545. [Google Scholar] [CrossRef]
- Kingery, W.; Berg, M. Study of the initial stages of sintering solids by viscous flow, evaporation-condensation, and self-diffusion. J. Appl. Phys. 1955, 26, 1205–1212. [Google Scholar]
- Powers, J.; Glaeser, A. Grain boundary migration in ceramics. Interface Sci. 1998, 6, 23–39. [Google Scholar] [CrossRef]
- Wang, X.; Bai, X.; Duan, H.; Shi, Z.; Sun, J.; Lu, S.; Huang, T. Research on the preparation of AZO target and sputtering application. Mater. Res. 2011, 25, 326. [Google Scholar]
- Manna, S.; Chan, H.; Ghosh, A.; Chakrabarti, T.; Sankaranarayanan, S.K. Understanding and control of Zener pinning via phase field and ensemble learning. Comput. Mater. Sci. 2023, 229, 112384. [Google Scholar] [CrossRef]
- Li, L. High-temperature fracture behavior of ceramic matrix composites: An overview. In Fracture Mechanics and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2008; pp. 17–28. [Google Scholar]
- Cui, J.; Guan, K.; Rao, P.; Gong, Z.; Yu, S.; Zeng, Q.; Liu, J. Influence of grain-scale microstructural parameters on fracture toughness of polycrystalline ceramics: Dual scale finite element method. J. Am. Ceram. Soc. 2024, 107, 2573–2592. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, Z.; Wang, X.; Liu, Y.; Wang, X. Study on Densification of Gd2Zr2O7-Based Ceramic Target for EB-PVD Application and Its Effect on Fracture Toughness. Coatings 2025, 15, 532. https://doi.org/10.3390/coatings15050532
Luo Z, Wang X, Liu Y, Wang X. Study on Densification of Gd2Zr2O7-Based Ceramic Target for EB-PVD Application and Its Effect on Fracture Toughness. Coatings. 2025; 15(5):532. https://doi.org/10.3390/coatings15050532
Chicago/Turabian StyleLuo, Zhen, Xingqi Wang, Yuyang Liu, and Xingming Wang. 2025. "Study on Densification of Gd2Zr2O7-Based Ceramic Target for EB-PVD Application and Its Effect on Fracture Toughness" Coatings 15, no. 5: 532. https://doi.org/10.3390/coatings15050532
APA StyleLuo, Z., Wang, X., Liu, Y., & Wang, X. (2025). Study on Densification of Gd2Zr2O7-Based Ceramic Target for EB-PVD Application and Its Effect on Fracture Toughness. Coatings, 15(5), 532. https://doi.org/10.3390/coatings15050532