
Synthesis and Characterization of Silane-Coupled Sodium Silicate Composite Coatings for Enhanced Anticorrosive Performance

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Preparation of Materials
2.2.1. Preparation of Modified Sodium Silicate
2.2.2. Preparation of Modified Sodium Silicate/PU Coatings
2.3. Characterization
3. Results and Discussion
3.1. Analysis of Sodium Silicate Coatings Modified with Silane Coupling Agent
3.1.1. FTIR Analysis
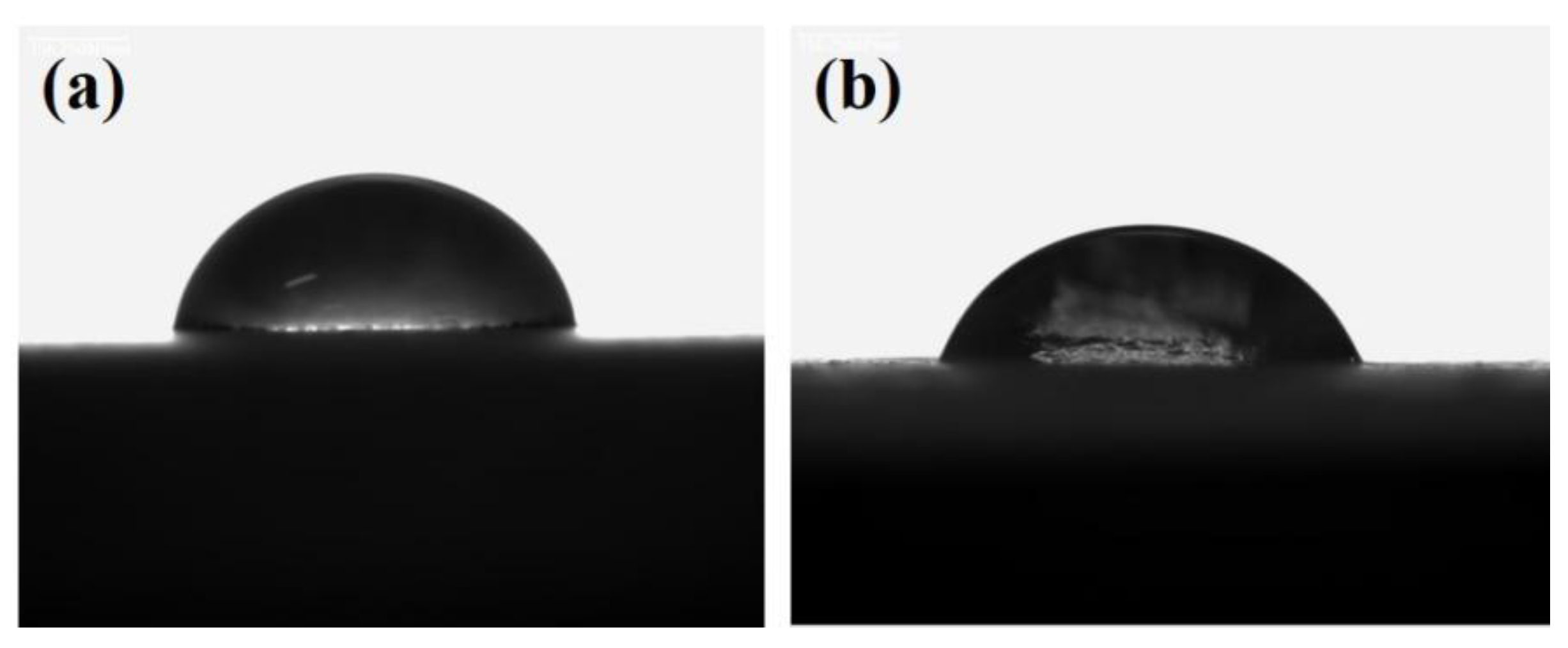
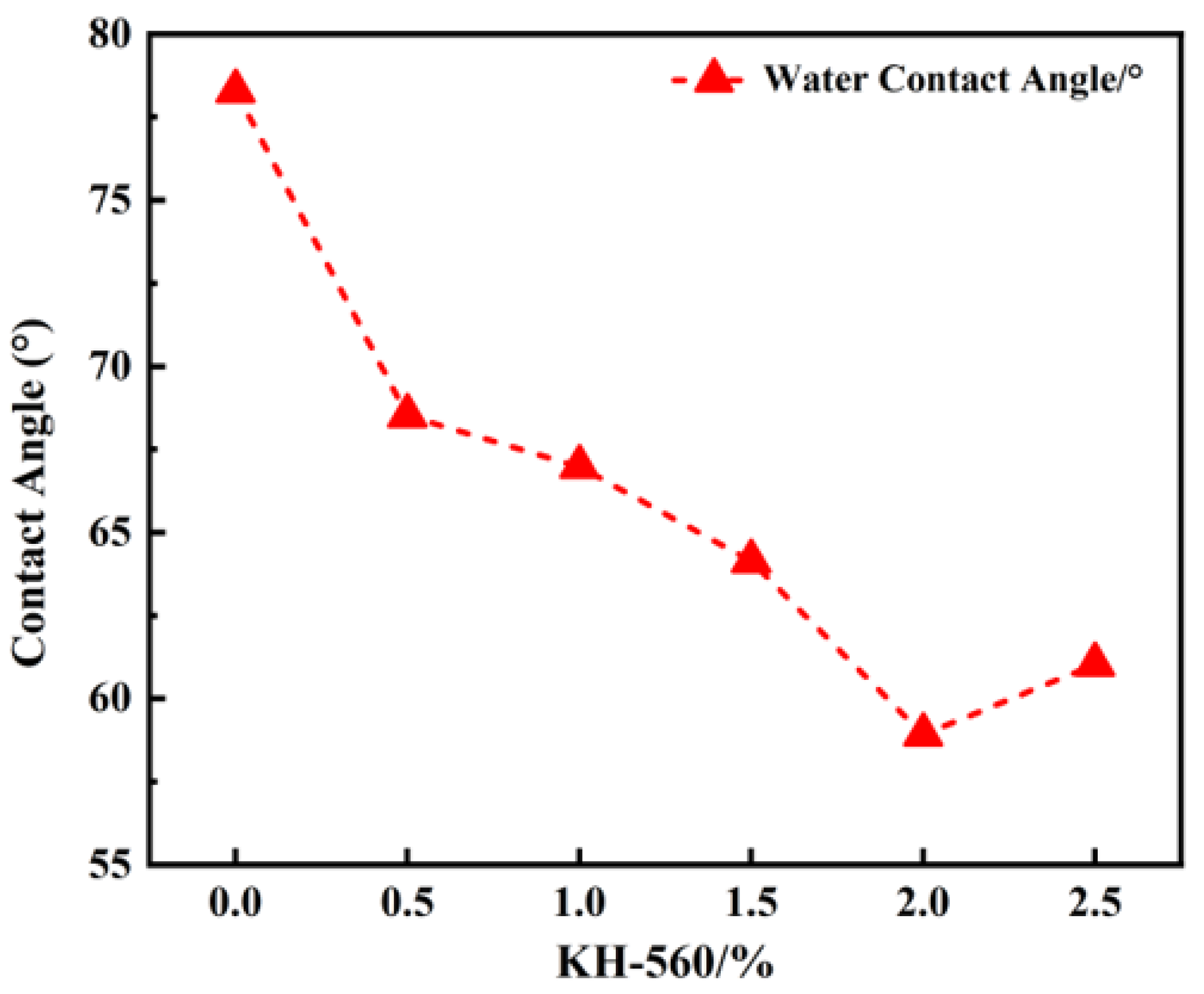
3.1.2. Contact Angle
3.2. Properties of Modified Sodium Silicate/PU Coatings
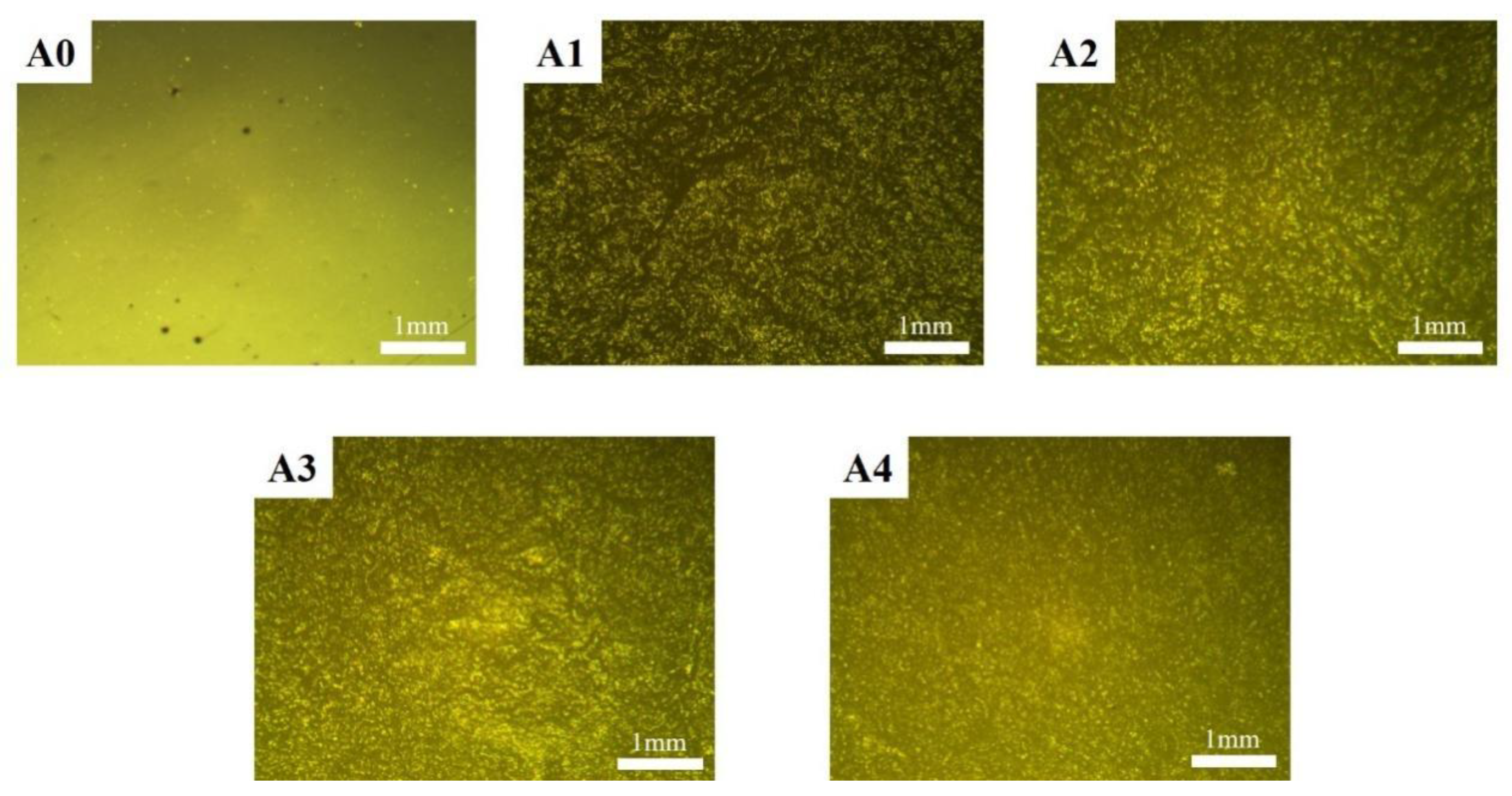
3.2.1. Microstructure of the Coatings
3.2.2. Conventional Physical Properties
3.2.3. Water Contact Angle of the Coatings
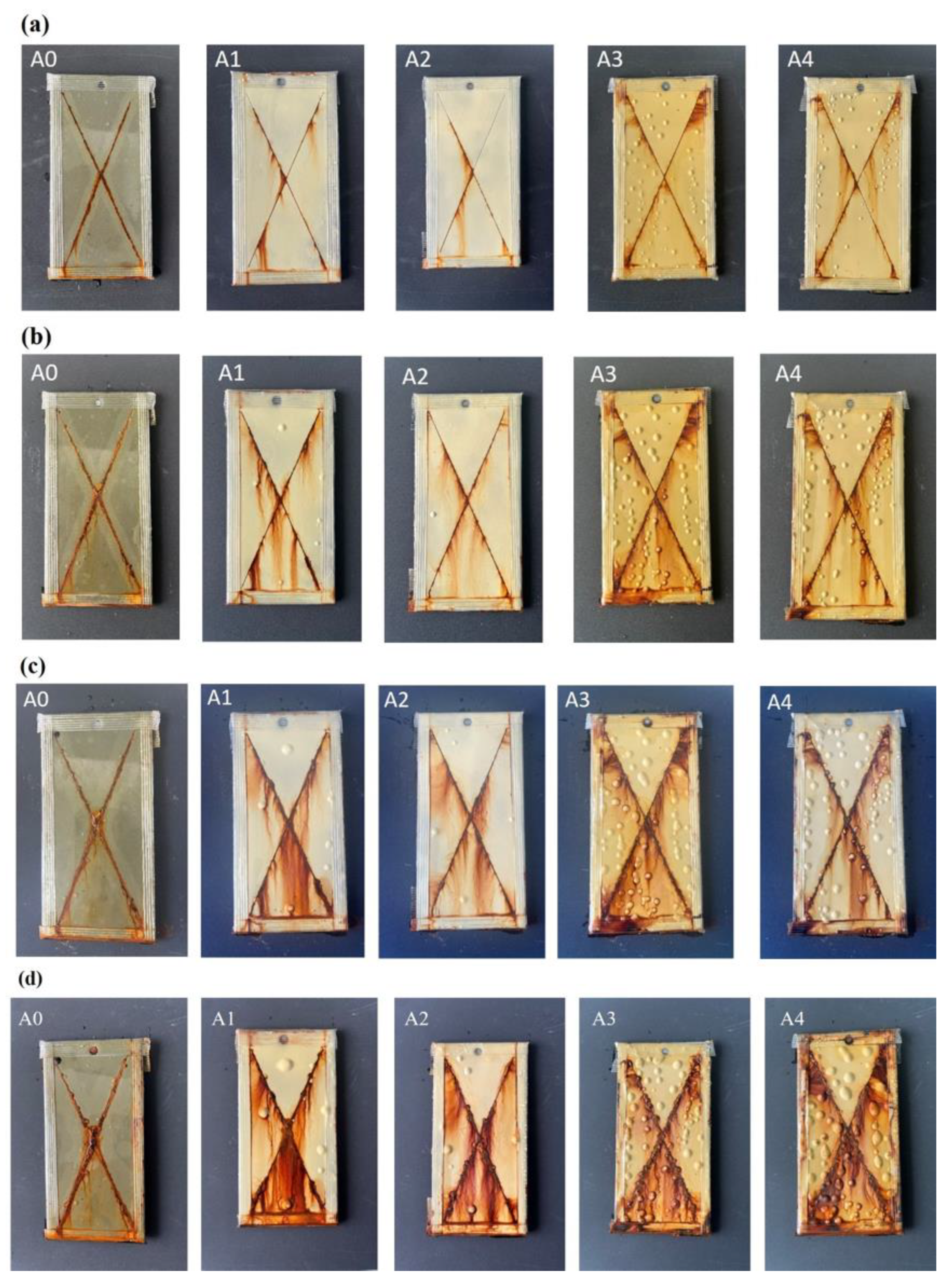
3.2.4. Salt Spray Resistance of the Coatings
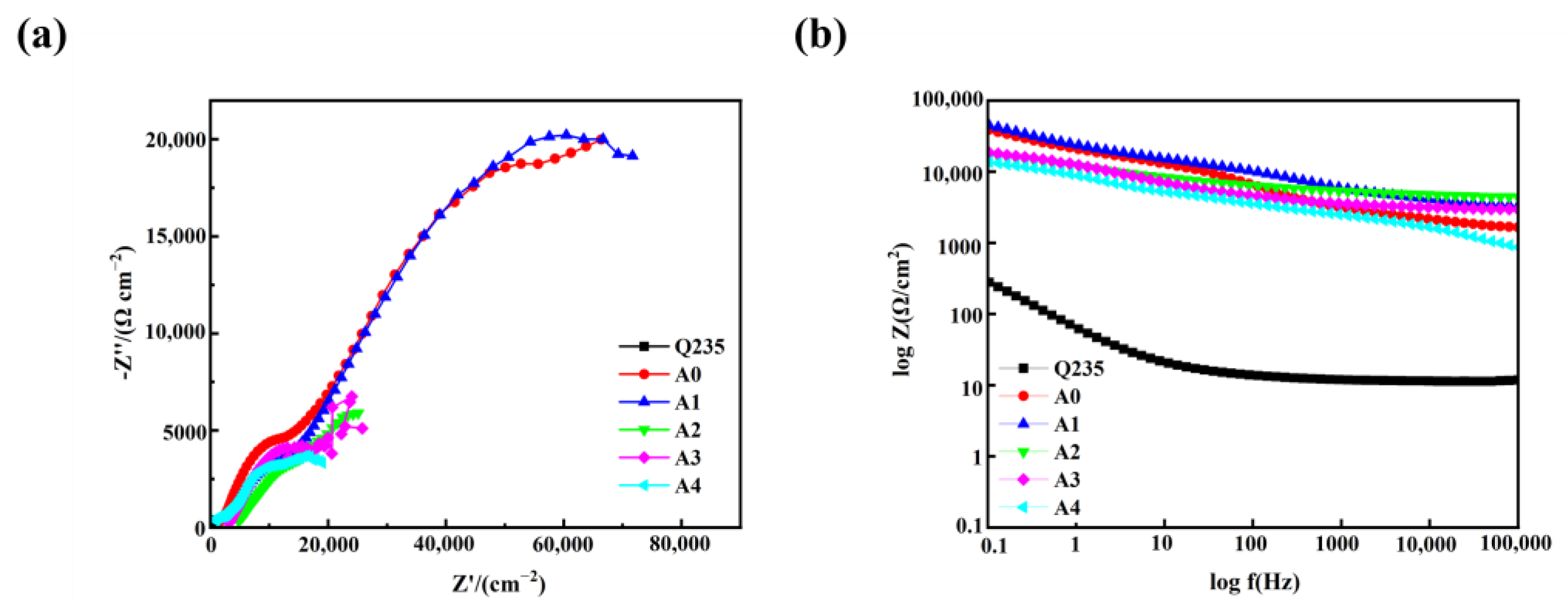
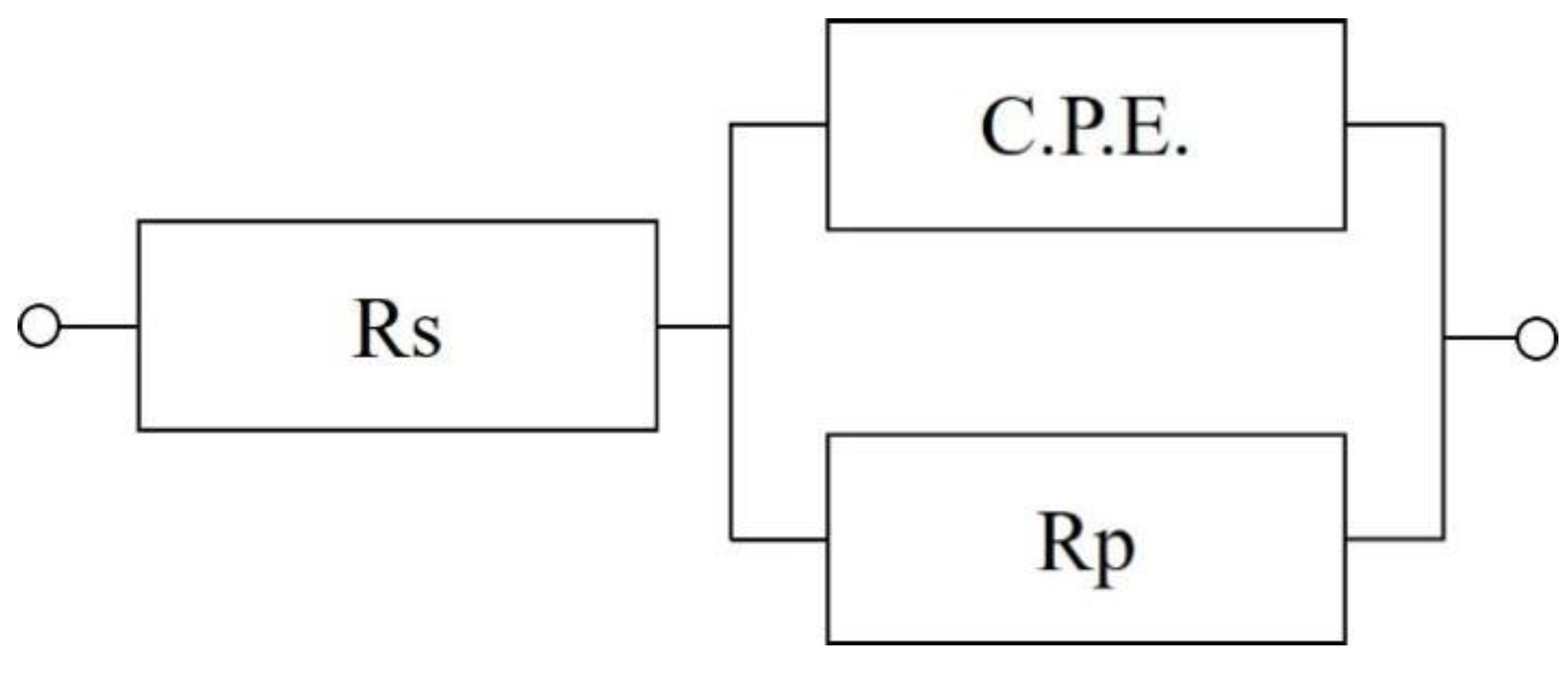
3.2.5. Electrochemical Testing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, N.; Zhang, W.; Yan, X.; Zhang, M.; Han, L.; Cai, Y. Effect of Tropical Marine Atmospheric Environment on Corrosion Behaviour of the 7B04-T74 Aluminium Alloy. Metals 2023, 13, 995. [Google Scholar] [CrossRef]
- Li, C.; Peng, C.; Li, X.; Liu, Y.; Liu, Y.; Wang, Z.; Pai, J.; Wang, C. Initial Corrosion Behavior of EH36 Marine Steel in Simulated Polar Marine Environment. Int. J. Electrochem. Sci. 2022, 17, 22126. [Google Scholar]
- Cao, Z.; Cao, P. Research Progress on Low-Surface-Energy Antifouling Coatings for Ship Hulls: A Review. Biomimetics 2023, 8, 502. [Google Scholar] [CrossRef]
- Leonardi, A.; Zhang, A.; Düzen, N.; Nick, A.; John, A.; Jessica, L.; Anthony, S.; Rachel, A.; Christopher, K. Amphiphilic Nitroxide-Bearing Siloxane-Based Block Copolymer Coatings for Enhanced Marine Fouling Release. ACS Appl. Mater. Interfaces 2021, 13, 28790–28801. [Google Scholar]
- Lu, G.; Zou, Y.; Chen, X.; Shi, R.; Wang, G.; Zhu, L.; Xie, X.; Sun, W.; Yang, J.; Chang, S.; et al. Micro-morphological analysis, lubricating behaviors, and wear failure characteristics and mechanisms of propeller hub bearings in marine environments. Wear 2023, 530, 205047. [Google Scholar]
- Zhou, Y.K.; Kang, J.J.; Yue, W.; Fu, Z.; Zhu, L.; She, D. Wet Sliding Wear of HVOF-Sprayed WC-10Co4Cr Coatings in Simulated Seawater Drilling Fluid. J. Therm. Spray Technol. 2021, 30, 2174–2186. [Google Scholar]
- Rodrigues, R.; Gaboreau, S.; Gance, J.; Ioannis, I.; Stéphanie, B. Reinforced concrete structures: A review of corrosion mechanisms and advances in electrical methods for corrosion monitoring. Constr. Build. Mater. 2021, 269, 121240. [Google Scholar]
- He, K.; Liu, Y.; He, Y. Organic-Inorganic Interpenetrating Technology-Based Nano Water-Borne Paint for Steel Structures. Nanosci. Nanotechnol. Lett. 2019, 11, 434–440. [Google Scholar] [CrossRef]
- Kiani, V.; Asl, A.; Khosravi, H.; Eivaz, M.; Ahmadi, H. Designing a smart polyurethane anti-corrosion coating loaded with APTES/IMZ modified halloysite nanotubes. Surf. Coat. Technol. 2024, 492, 131179. [Google Scholar]
- Zhang, L.; Chen, Y.; Wu, K.; Sun, G.; Liu, R.; Luo, J. One-pot efficient synthesis of amino-functionalized polyurethane capsules via photopolymerization for self-healing anticorrosion coatings. Prog. Org. Coat. 2024, 189, 108348. [Google Scholar]
- Jothi, V.; Adesina, A.; Rahman, M.; Nirmal, R. Improved Adhesion and Corrosion Resistant Performance of Polyurethane Coatings on Anodized Mg Alloy for Aerospace Applications. J. Mater. Eng. Perform. 2020, 29, 2586–2596. [Google Scholar]
- Kumar, A.; Meena, M. Fabrication of durable corrosion-resistant polyurethane/SiO2 nanoparticle composite coating on aluminium. Colloid Polym. Sci. 2021, 299, 915–924. [Google Scholar]
- Jelić, A.; Sekulić, M.; Travica, M.; Gržetić, J.; Ugrinović, V.; Marinković, A.D.; Božić, A.; Stamenović, M.; Putić, S. Determination of Mechanical Properties of Epoxy Composite Materials Reinforced with Silicate Nanofillers Using Digital Image Correlation (DIC). Polymers 2022, 14, 1255. [Google Scholar] [CrossRef]
- Liu, W.; Song, J.; Zhao, H.; Cui, Z.; Zhang, S.; Qiao, Y.; Cao, C.; Li, W. Mechanically stable and superhydrophobic nano-SiO2@silane/silicate coating for enhanced impermeability of mortar. Constr. Build. Mater. 2025, 470, 140541. [Google Scholar]
- Skosana, S.; Khoathane, C.; Malwela, T. Enhancing the adhesion strength of polyurethane coatings by dispersing layered silicates via sonication and high-shear mixing method. Polym. Bull. 2021, 78, 203–221. [Google Scholar]
- Kalendová, A.; Vesely, D.; Kalenda, R. Nanoparticles of soluble alkaline silicates as flash rusting inhibitors in water-borne paints. Anti-Corros. Methods Mater. 2006, 53, 79–87. [Google Scholar]
- Sahoo, P.K.; Samal, R.; Swain, S.K.; Rana, P.K. Synthesis of poly(butyl acrylate)/sodium silicate nanocomposite fire retardant. Eur. Polym. J. 2008, 44, 3522–3528. [Google Scholar]
- Wang, J.; Qi, Y.; Zhao, X.; Zhang, Z. Electrochemical Investigation of Corrosion Behavior of Epoxy Modified Silicate Zinc-Rich Coatings in 3.5% NaCl Solution. Coatings 2020, 10, 444. [Google Scholar] [CrossRef]
- Mohamed, A.; Abdullah, A.; Younan, N. Corrosion behavior of superhydrophobic surfaces: A review. Arab. J. Chem. 2015, 8, 749–765. [Google Scholar]
- Kong, J.; Hou, T.; Wang, Q.; Yin, L.; Zhou, F.; Zhou, Z.; Li, L. Influence of titanium or aluminum doping on the electrochemical properties of CrN coatings in artificial seawater. Surf. Coat. Technol. 2016, 307, 118–124. [Google Scholar]
- Sattari, M.; Olad, A.; Maryami, F.; Ahadzadeh, I.; Nofouzi, K. Facile fabrication of durable and fluorine-free liquid infused surfaces on aluminum substrates with excellent anti-icing, anticorrosion, and antibiofouling properties. Surf. Interfaces 2023, 38, 102860. [Google Scholar] [CrossRef]
- Sun, H.; Lei, F.; Li, T.; Han, H.; Li, B.; Li, D.; Sun, D. Facile Fabrication of Novel Multifunctional Lubricant-Infused Surfaces with Exceptional Tribological and Anticorrosive Properties. ACS Appl. Mater. Interfaces 2021, 13, 6678–6687. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | S | P | Fe |
|---|---|---|---|---|---|---|
| Content/wt% | 0.14~0.22 | 0.35~0.65 | ≤0.30 | ≤0.05 | ≤0.045 | balance |
| Sample | Sodium Silicate (g) | KH-560 (g) | Ratio (wt%) |
|---|---|---|---|
| K0 | 50 | 0 | 0 |
| K1 | 50 | 0.25 | 0.5 |
| K2 | 50 | 0.5 | 1 |
| K3 | 50 | 0.75 | 1.5 |
| K4 | 50 | 1.0 | 2 |
| K5 | 50 | 1.25 | 2.5 |
| Sample Number | PU (g) | Sodium Silicate Solution (g) | KH-560 (g) | KH-560 Ratio (%) | HK-12A (g) | Defoamer (g) |
|---|---|---|---|---|---|---|
| A0 (0 wt%) | 100 | 0 | 0 | 0 | 0 | 1–1.5 |
| A1 (60 wt%) | 100 | 60 | 1.2 | 2% | 1–1.5 | 1–1.5 |
| A2 (70 wt%) | 100 | 70 | 1.4 | 2% | 1–1.5 | 1–1.5 |
| A3 (80 wt%) | 100 | 80 | 1.6 | 2% | 1–1.5 | 1–1.5 |
| A4 (90 wt%) | 100 | 90 | 1.8 | 2% | 1–1.5 | 1–1.5 |
| Test Item | A0 | A1 | A2 | A3 | A4 | Reference Standards |
|---|---|---|---|---|---|---|
| Solid content (%) | 66.00 | 79.11 | 79.25 | 83.01 | 83.22 | GB/T 1752-2007 |
| Viscosity (mm2/s) | 242.02 | 269.06 | 479.82 | 538.17 | 672.65 | GB/T 1723-93 |
| Surface drying time (h)/Complete drying time (h) | 4/18 | 5/23 | 5/23 | 5/25 | 5/25 | GB/T 1728-1979 |
| Pencil hardness (H) | 2 | 4 | 3 | 3 | 3 | GB/T 6739-2006 |
| Impact resistance (cm) | 58 | 85 | 100 | 85 | 94 | GB/T 1732-1993 |
| Bending resistance (cm) | 0 | 0 | 0 | 0 | 0 | GB/T 11185-1989 |
| Saltwater resistance (grade) | 2 | 1 | 1 | 3 | 3 | GB/T 10834-2008 |
| Friction and wear resistance (g) | 0.22 | 0.17 | 0.22 | 0.25 | 0.23 | GB/T 1768-2006 |
| Paint film adhesion/MPa | 12.16 | 11.04 | 10.80 | 10.67 | 10.52 | GB/T 1768-2006 |
| Samples | Open Circuit Potential (OCP) (V) | Corrosion Current (Icorr)/(A/cm2) | Corrosion Potential (Ecorr)/V |
|---|---|---|---|
| Q235 | −0.60 | 1.29 × 10−5 | −0.93 |
| A0 | −0.37 | 6.29 × 10−7 | −0.53 |
| A1 | −0.14 | 5.82 × 10−7 | −0.33 |
| A2 | −0.39 | 8.05 × 10−7 | −0.44 |
| A3 | −0.36 | 5.43 × 10−7 | −0.43 |
| A4 | −0.39 | 6.06 × 10−7 | −0.47 |
| Sample | Solution Resistance (Rs)(kΩ/cm2) | Polarization Resistance (Rp) (kΩ/cm2) | Constant Phase Elements C.P.E (uF/cm2) |
|---|---|---|---|
| A0 | 12.5 | 81.1 | 80.6 |
| A1 | 11.9 | 92.5 | 57.8 |
| A2 | 10.5 | 29.8 | 534 |
| A3 | 3.38 | 20.1 | 14.0 |
| A4 | 6.61 | 18.0 | 238 |
| Samples | |Z|/Ω/cm2 |
|---|---|
| Q235 | 8.72 × 102 |
| A0 | 6.64 × 104 |
| A1 | 9.62 × 104 |
| A2 | 2.51 × 104 |
| A3 | 2.58 × 104 |
| A4 | 1.90 × 104 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Tan, Z.; Xu, S.; Zhao, Y.; Wang, H.; Zhang, S.; Ma, R.; Jiang, T.; Ma, Z.; Zhong, N.; et al. Synthesis and Characterization of Silane-Coupled Sodium Silicate Composite Coatings for Enhanced Anticorrosive Performance. Coatings 2025, 15, 428. https://doi.org/10.3390/coatings15040428
Liu M, Tan Z, Xu S, Zhao Y, Wang H, Zhang S, Ma R, Jiang T, Ma Z, Zhong N, et al. Synthesis and Characterization of Silane-Coupled Sodium Silicate Composite Coatings for Enhanced Anticorrosive Performance. Coatings. 2025; 15(4):428. https://doi.org/10.3390/coatings15040428
Chicago/Turabian StyleLiu, Minghui, Zhiwen Tan, Shengda Xu, Yuantao Zhao, Haoran Wang, Shitao Zhang, Rong Ma, Tao Jiang, Zhen Ma, Ning Zhong, and et al. 2025. "Synthesis and Characterization of Silane-Coupled Sodium Silicate Composite Coatings for Enhanced Anticorrosive Performance" Coatings 15, no. 4: 428. https://doi.org/10.3390/coatings15040428
APA StyleLiu, M., Tan, Z., Xu, S., Zhao, Y., Wang, H., Zhang, S., Ma, R., Jiang, T., Ma, Z., Zhong, N., & Li, W. (2025). Synthesis and Characterization of Silane-Coupled Sodium Silicate Composite Coatings for Enhanced Anticorrosive Performance. Coatings, 15(4), 428. https://doi.org/10.3390/coatings15040428