
The Microstructure and Properties of Laser-Cladded Ni-Based Self-Fluxing Alloy Coatings Reinforced by TiC Particles



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials and Laser Processing
2.2. Structure and Properties Testing
3. Results and Discussion
3.1. Penetrant Testing
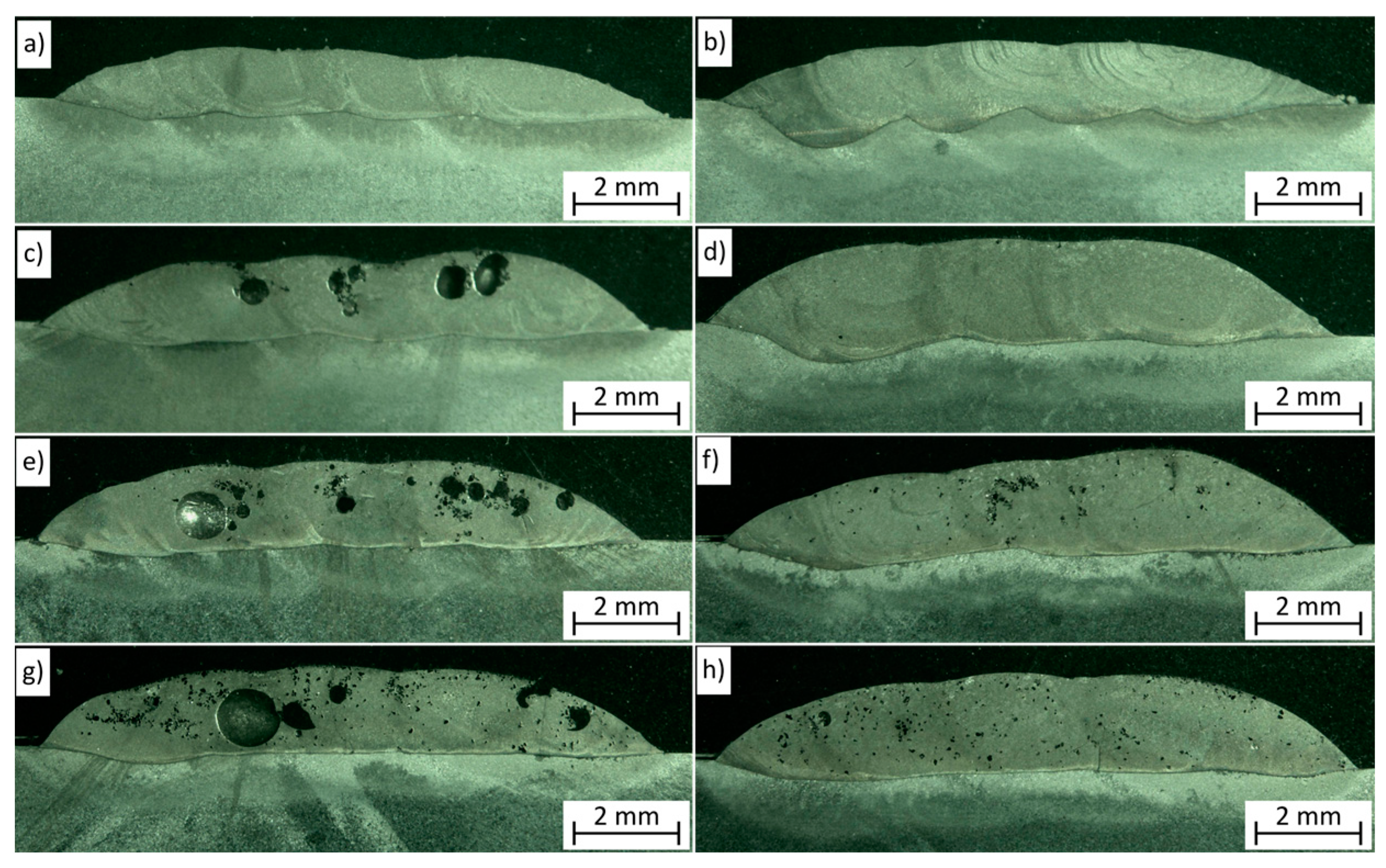
3.2. Macrostructure Analysis
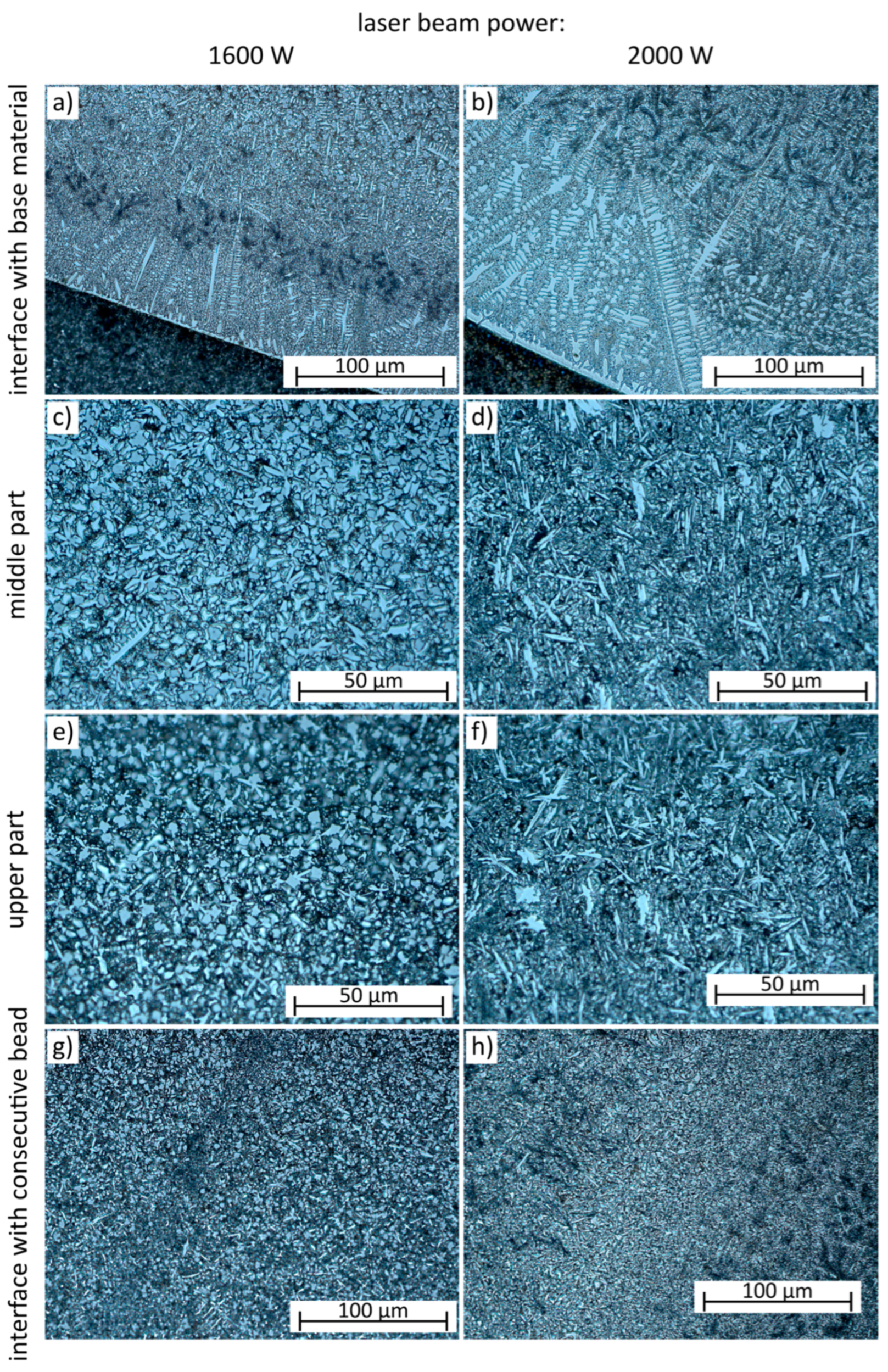
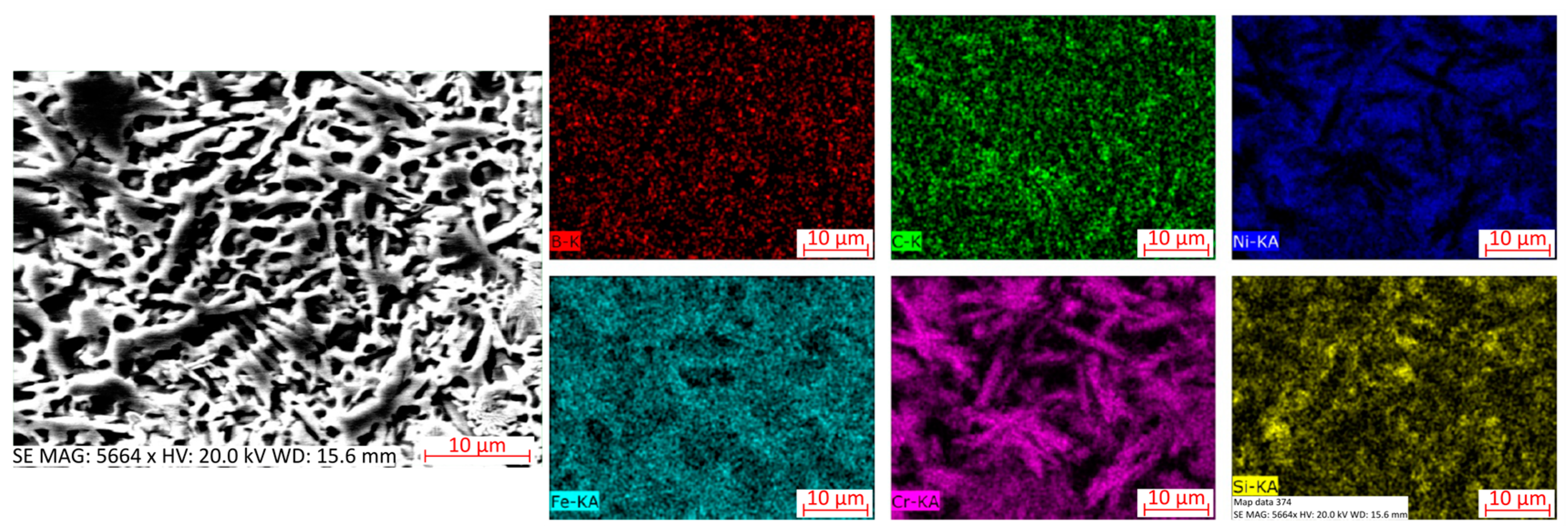
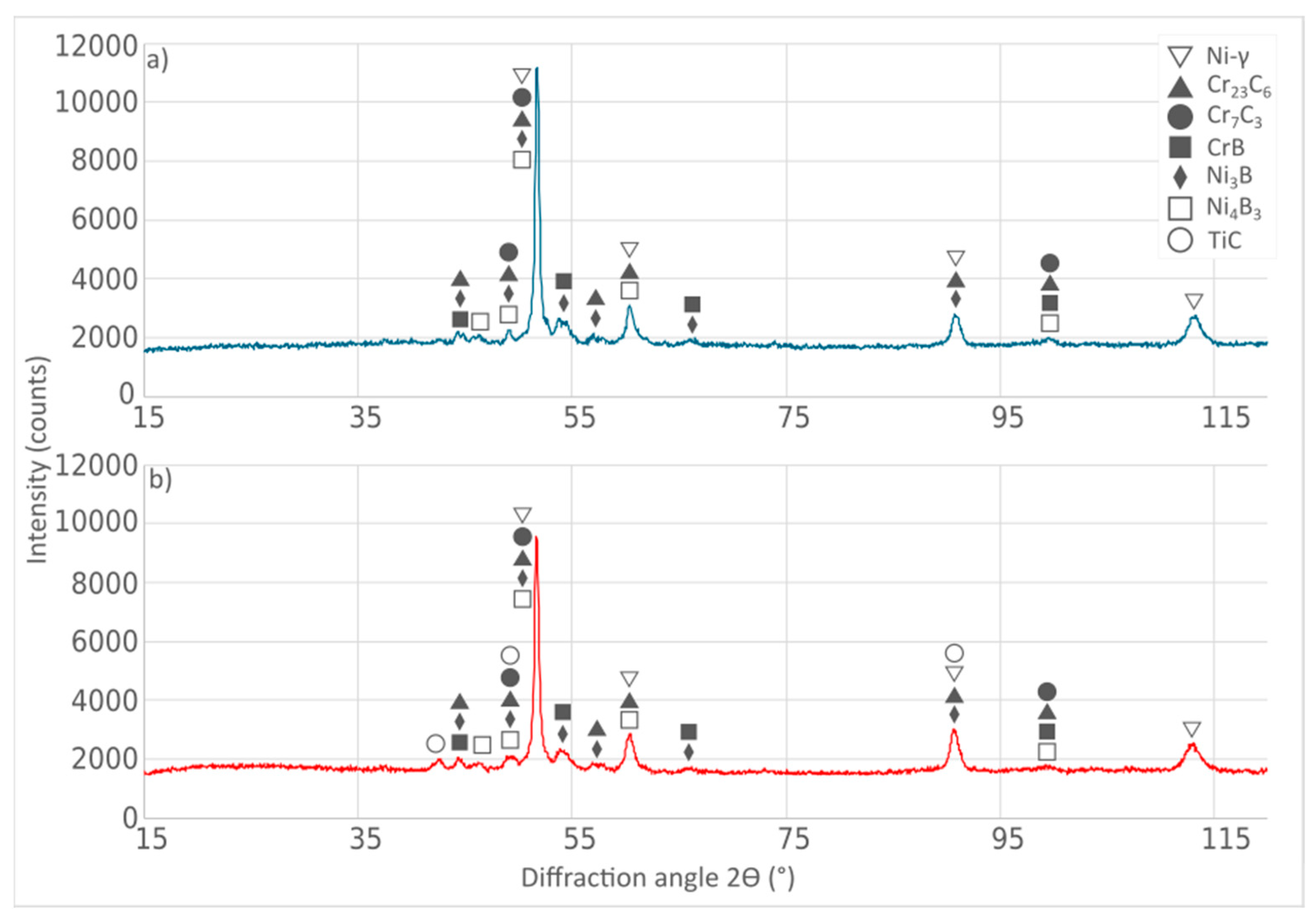
3.3. Microstructure Analysis
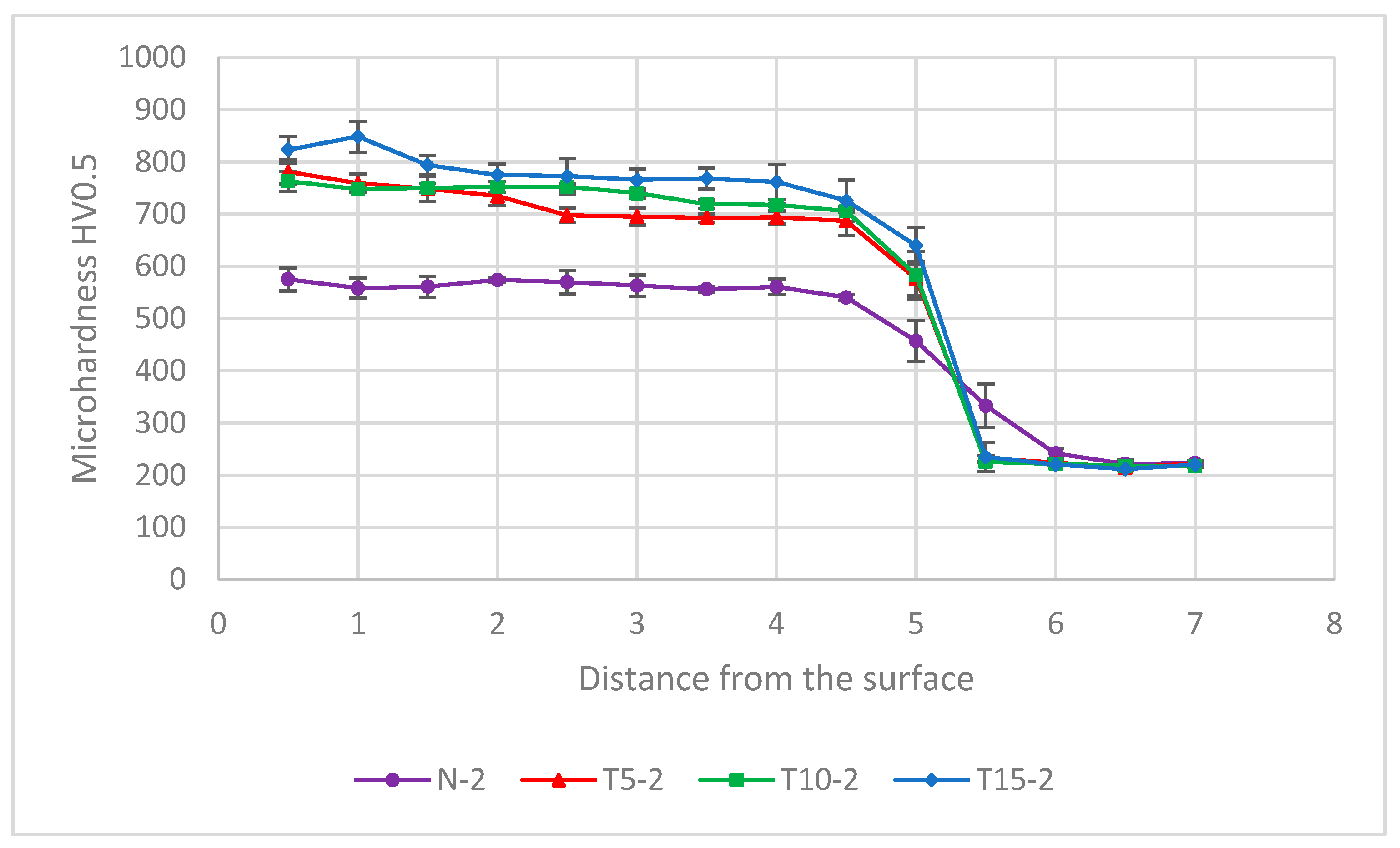
3.4. Microhardness Analysis
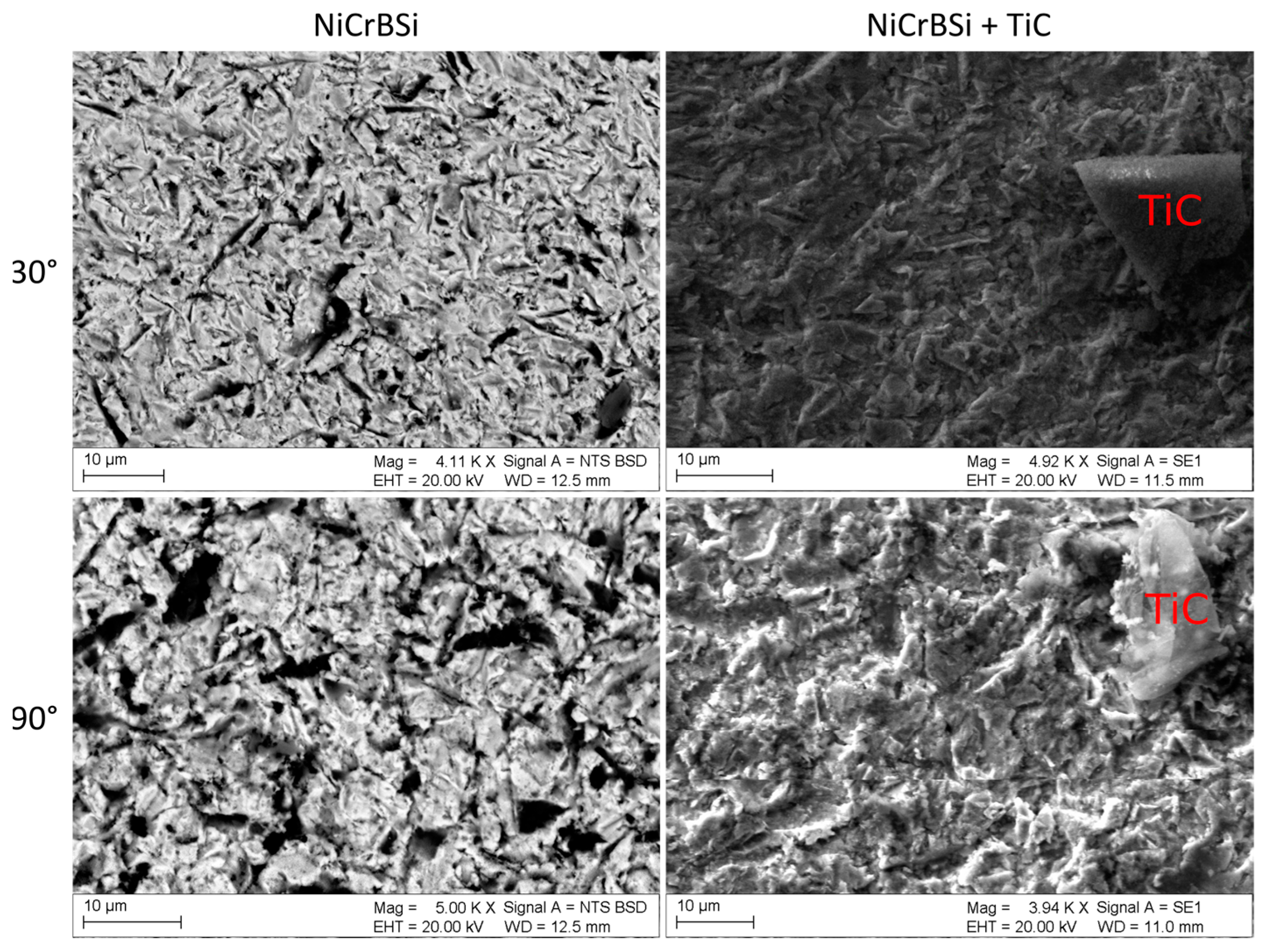
3.5. Erosion Behavior
4. Conclusions
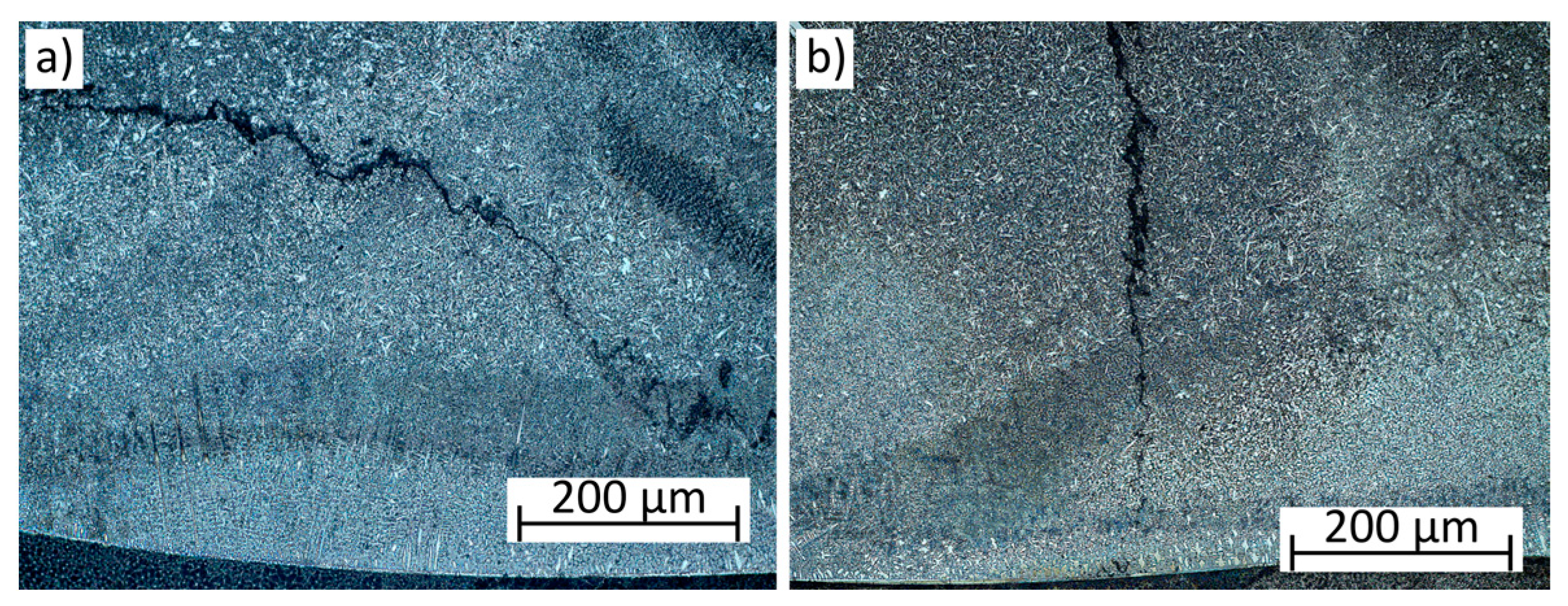
- The laser cladding process parameters significantly affect the quality of NiCrBSi + TiC coatings. Penetrant tests revealed the cracks’ presence in most of the tested coatings, and a macrostructural analysis revealed the porosity in coatings with added TiC particles, especially those produced using a lower laser beam power. With increased laser beam power, defects such as cracks and porosity can be reduced.
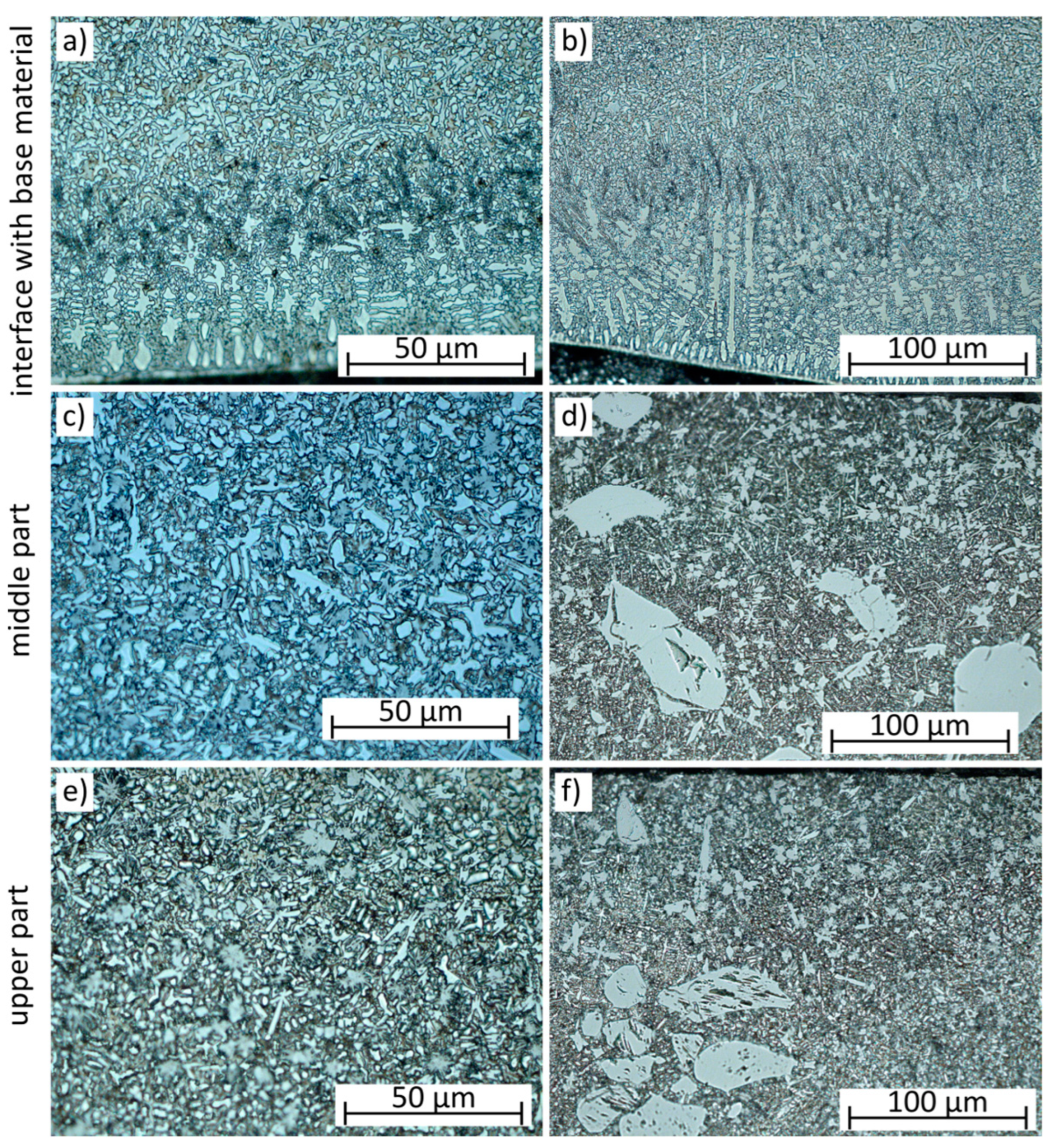
- The microstructure of NiCrBSi coatings is composed of Ni-γ matrix and fine chromium precipitates, exhibiting different morphologies in the structure (mainly blocky, equiaxial, and acicular), depending on local crystallization conditions.
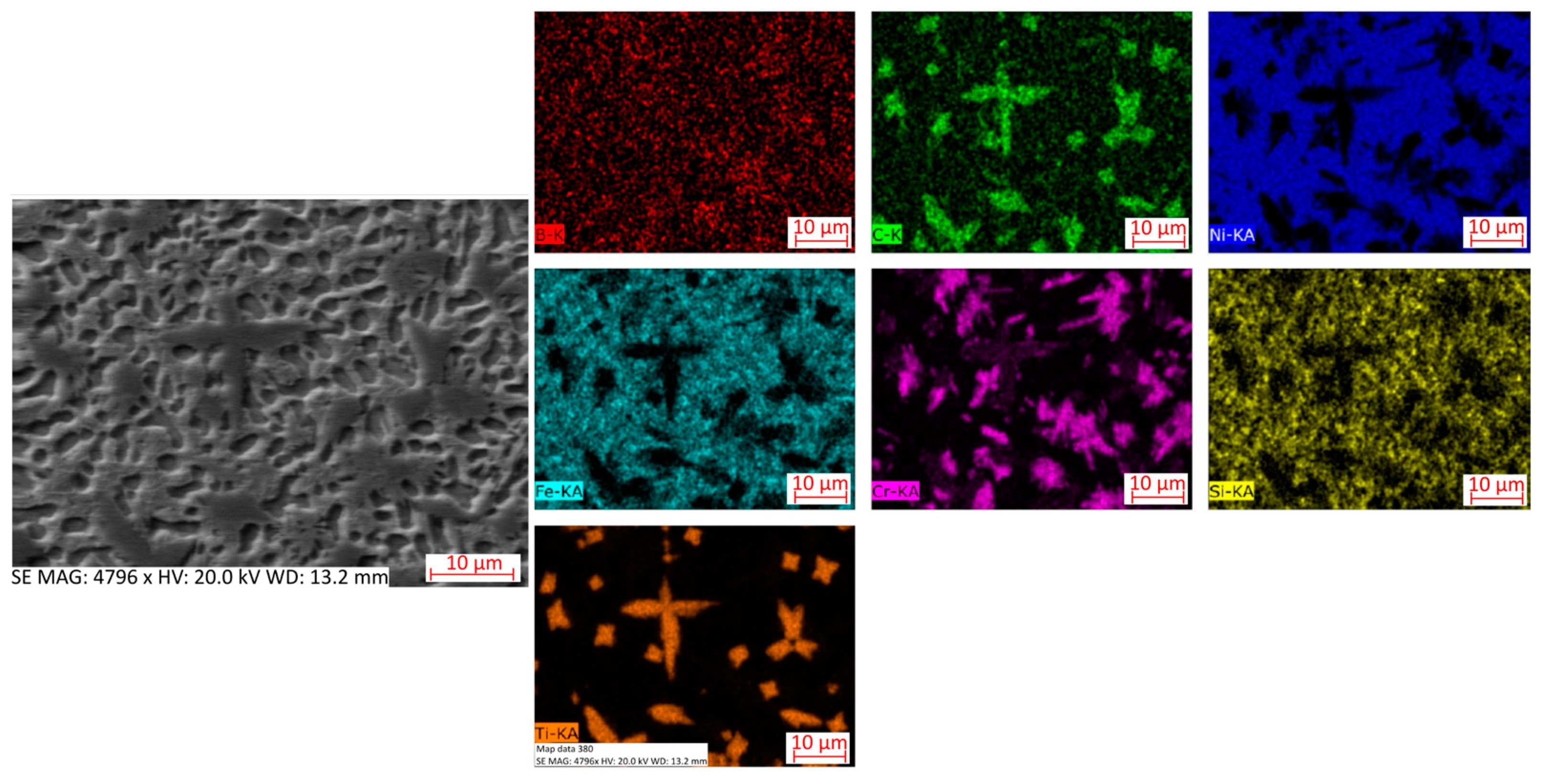
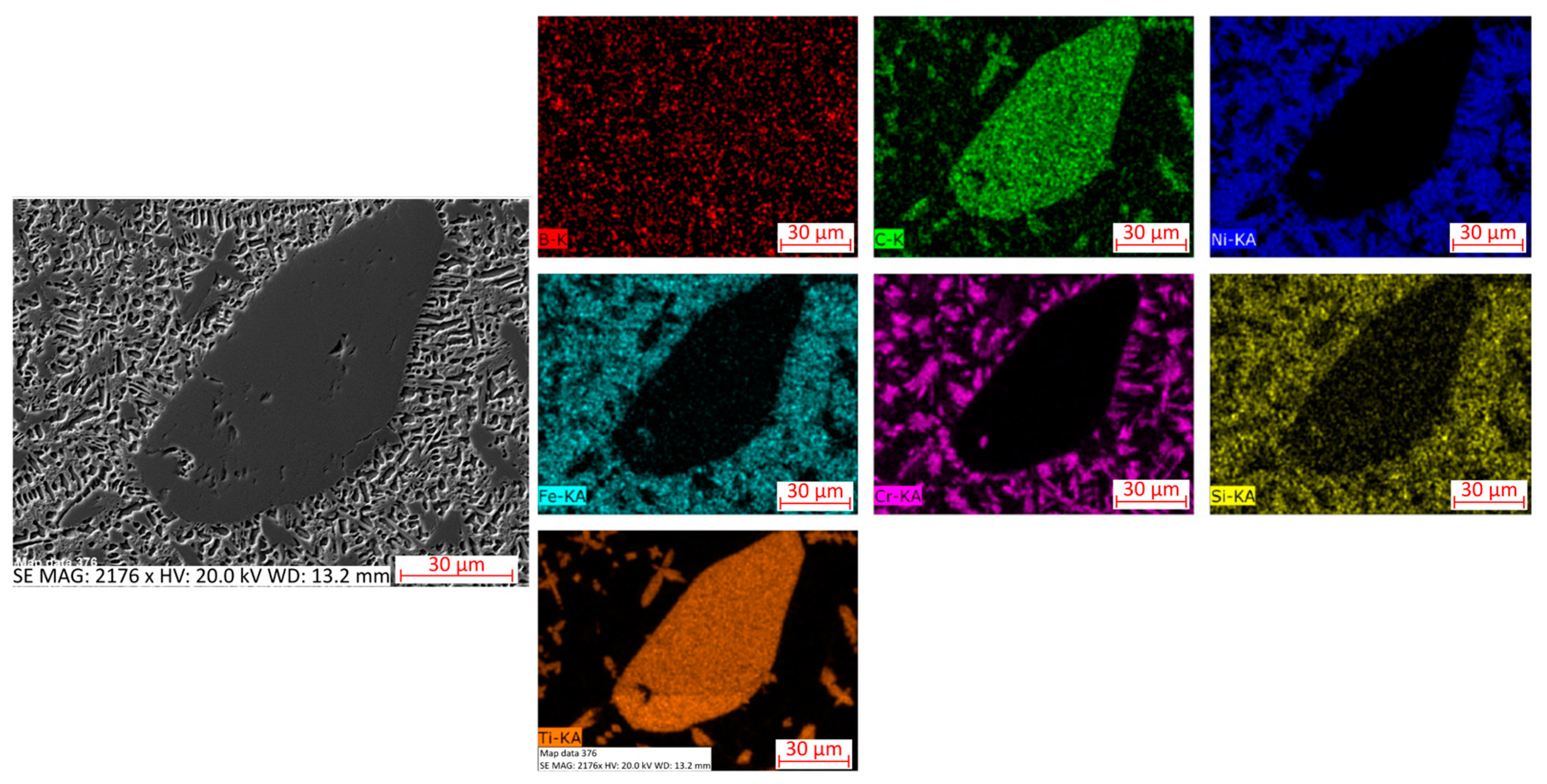
- The TiC particles added to the NiCrBSi powder partially dissolved in the liquid metal pool during the laser cladding process, leading to an enrichment of the NiCrBSi alloy with titanium and carbon, and the further in situ precipitation of titanium carbides. In the Ni-γ matrix, equiaxial and acicular chromium precipitates were observed, along with blocky and dendritic titanium carbides, and some large TiC particles that did not dissolve, mainly near the coatings surface.
- The addition of 5–15 wt.% TiC particles to NiCrBSi laser-cladded coatings resulted in an increase in hardness by 28%–40%. Due to the fine and homogeneous microstructure, the hardness was uniform throughout the coatings’ depth.
- The results of the solid particle erosion tests showed that the addition of TiC particles to the NiCrBSi laser-cladded coatings maintained their erosion resistance. Observations of erosion craters indicated that NiCrBSi coatings exhibited a ductile erosion wear mechanism. In composite coatings with added TiC particles, the matrix showed a ductile mechanism and TiC particles exhibited a brittle mechanism of erosion wear. These findings are valuable for hard and wear-resistant coatings for specific mechanical applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- de Sousa, J.M.S.; Ratusznei, F.; Pereira, M.; de Medeiros Castro, R.; Curi, E.I.M. Abrasion resistance of Ni-Cr-B-Si coating deposited by laser cladding process. Tribol. Int. 2020, 143, 106002. [Google Scholar] [CrossRef]
- Paulin, C.; Chicet, D.L.; Istrate, B.; Panturu, M.; Munteanu, C. Corrosion behavior aspects of Ni-base self-fluxing coatings. IOP Conf. Ser. Mater. Sci. Eng. 2016, 147, 012034. [Google Scholar] [CrossRef]
- Kazamer, N.; Muntean, R.; Valean, P.C.; Pascal, D.T.; Marginean, G.; Serban, V.A. Comparison of Ni-Based Self-Fluxing Remelted Coatings for Wear and Corrosion Applications. Materials 2021, 14, 3293. [Google Scholar] [CrossRef]
- Simunovic, K.; Saric, T.; Simunovic, G. Different Approaches to the Investigation and Testing of the Ni-Based Self-Fluxing Alloy Coatings—A Review. Part 1: General Facts, Wear and Corrosion Investigations. Tribol. Trans. 2014, 57, 955–979. [Google Scholar] [CrossRef]
- Simunovic, K.; Havrlisan, S.; Saric, T.; Vukelic, D. Modeling and Optimization in Investigating Thermally Sprayed Ni-Based Self-Fluxing Alloy Coatings: A Review. Materials 2020, 13, 4584. [Google Scholar] [CrossRef] [PubMed]
- Gunen, A.; Curuk, A. Properties and High-Temperature Wear Behavior of Remelted NiCrBSi Coatings. JOM 2020, 72, 673–683. [Google Scholar] [CrossRef]
- Miguel, J.M.; Guilemany, J.M.; Vizcaino, S. Tribological study of NiCrBSi coating obtained by different processes. Tribol. Int. 2003, 36, 181–187. [Google Scholar] [CrossRef]
- Dong, X.Y.; Luo, X.T.; Zhang, S.L.; Li, C.J. A Novel Strategy for Depositing Dense Self-fuxing Alloy Coatings with Sufficiently Bonded Splats by One-Step Atmospheric Plasma Spraying. J. Therm. Spray Technol. 2020, 29, 173–184. [Google Scholar] [CrossRef]
- Usana-ampaipong, T.; Dumkum, C.; Tuchinda, K.; Tangwarodomnukun, V.; Teeraprawatekul, B.; Qi, H. Surface and Subsurface Characteristics of NiCrBSi Coating with Different WC Amount Prepared by Flame Spray Method. J. Therm. Spray Technol. 2019, 28, 580–590. [Google Scholar] [CrossRef]
- Zhou, Y.X.; Zhang, J.; Xing, Z.G.; Wang, H.D.; Lv, Z.L. Microstructure and properties of NiCrBSi coating by plasma cladding on gray cast iron. Surf. Coat. Technol. 2019, 361, 270–279. [Google Scholar] [CrossRef]
- Long, H.; Li, T.; Shi, H.; Gui, Y.; Qiu, C. Experimental Study of Laser Cladding Ni-Based Coating Based on Response Surface Method. Coatings 2023, 13, 1216. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Natarajan, N.; Krishnaraj, V.; Davim, J.P. Metal Matrix Composites: Synthesis, Wear, Characteristics, Machinability Study of MMC Brake Drum; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Davoodi, F.; Atapour, M.; Ashrafizadeh, F.; Rikhtehgaran, R. Dry Sliding Wear Characteristics of NiP/TiN Duplex Coated Aluminum Alloy and Wear Analysis Using Response Surface Method. J. Mater. Eng. Perform. 2022, 31, 6360–6372. [Google Scholar] [CrossRef]
- Singh, S.; Kumar, S.; Khanna, V. A review on surface modification techniques. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Unune, D.R.; Brown, G.R.; Reilly, G.C. Thermal based surface modification techniques for enhancing the corrosion and wear resistance of metallic implants: A review. Vacuum 2022, 203, 111298. [Google Scholar] [CrossRef]
- Jonda, E.; Łatka, L.; Pakieła, W. Microstructure and Selected Properties of Cr3C2–NiCr Coatings Obtained by HVOF on Magnesium Alloy Substrates. Materials 2020, 13, 2775. [Google Scholar] [CrossRef]
- Appiah, A.N.S.; Bialas, O.; Żuk, M.; Czupryński, A.; Sasu, D.K.; Adamiak, M. Hardfacing of mild steel with wear-resistant Ni-based powders containing tungsten carbide particles using powder plasma transferred arc welding technology. Mater. Sci. Pol. 2022, 40, 42–63. [Google Scholar] [CrossRef]
- Karmakar, R.; Maji, P.; Ghosh, S.K. A Review on the Nickel Based Metal Matrix Composite Coating. Met. Mater. Int. 2021, 27, 2134–2145. [Google Scholar] [CrossRef]
- Poloczek, T.; Lont, A.; Górka, J. The Structure and Properties of Laser-Cladded Inconel 625/TiC Composite Coatings. Materials 2023, 16, 1265. [Google Scholar] [CrossRef]
- Janicki, D. Laser cladding of Inconel 625-based composite coatings reinforced by porous chromium carbide particles. Opt. Laser Technol. 2017, 94, 6–14. [Google Scholar] [CrossRef]
- Górka, J.; Poloczek, T.; Janicki, D.; Lont, A.; Topór, S.; Żuk, M.; Rzeźnikiewicz, A. Microstructure and erosion wear of in situ TiC-reinforced Co-Cr-W-C (Stellite 6) laser-cladded coatings. Materials 2024, 17, 3101. [Google Scholar] [CrossRef] [PubMed]
- Mi, H.; Chen, T.; Deng, Z.; Li, S.; Liu, J.; Liu, D. Microstructure and Mechanical Properties of TiC/TiB Composite Ceramic Coatings In-Situ Synthesized by Ultrasonic Vibration-Assisted Laser Cladding. Coatings 2022, 12, 99. [Google Scholar] [CrossRef]
- Lisiecki, A.; Kurc-Lisiecka, A. Laser Cladding of NiCrBSi/WC + W2C Composite Coatings. Coatings 2023, 13, 576. [Google Scholar] [CrossRef]
- Bialas, O.; Appiah, A.N.S.; Wala, M.; Kunwar, A.; Woźniak, A.; Nuckowski, P.M.; Simka, W.; Raback, P.; Adamiak, M. Laser assisted fabrication of mechanochemically robust Ti3Au intermetallic at Au-Ti interface. Eng. Sci. Technol. Int. J. 2023, 42, 101413. [Google Scholar] [CrossRef]
- Mhadhbi, M.; Driss, M. Titanium Carbide: Synthesis, Properties and Applications. J. Brill. Eng. 2021, 2, 1–11. [Google Scholar] [CrossRef]
- Janicki, D. Microstructure and sliding wear behaviour of in-situ TiC-reinforced composite surface layers fabricated on ductile cast iron by laser alloying. Materials 2018, 11, 75. [Google Scholar] [CrossRef]
- Lian, G.; Zhang, H.; Zhang, Y.; Yao, M.; Huang, X.; Chen, C. Computational and Experimental Investigation of Micro-Hardness and Wear Resistance of Ni-Based Alloy and TiC Composite Coating Obtained by Laser Cladding. Materials 2019, 12, 793. [Google Scholar] [CrossRef] [PubMed]
- Sun, R.L.; Lei, Y.W.; Niu, W. Laser clad TiC reinforced NiCrBSi composite coatings on Ti–6Al–4V alloy using a CW CO2 laser. Surf. Coat. Technol. 2009, 203, 1395–1399. [Google Scholar] [CrossRef]
- Devojno, O.G.; Feldshtein, E.; Kardapolava, M.A.; Lutsko, N.I. On the formation features, microstructure and microhardness of single laser tracks formed by laser cladding of a NiCrBSi self-fluxing alloy. Opt. Lasers Eng. 2018, 106, 32–38. [Google Scholar] [CrossRef]
- Chen, L.; Yu, T.; Chen, X.; Zhao, Y.; Guan, C. Process optimization, microstructure and microhardness of coaxial laser cladding TiC reinforced Ni-based composite coatings. Opt. Laser Technol. 2022, 152, 108129. [Google Scholar] [CrossRef]
- Meng, Q.; Wang, C.; Liu, T.; Song, Q.; Xue, B.; Ciu, H. Microstructure and performance optimization of laser cladding nano-TiC modified nickel-based alloy coatings. Surf. Coat. Technol. 2024, 479, 130583. [Google Scholar] [CrossRef]
- Yang, S.; Liu, W.; Zhong, M.; Wang, Z. TiC reinforced composite coating produced by powder feeding laser cladding. Mater. Lett. 2004, 58, 2958–2962. [Google Scholar] [CrossRef]
- Huang, X.; Liu, C.; Zhang, H.; Chen, C.; Lian, G.; Jiang, J.; Feng, M.; Zhou, M. Microstructure Control and Friction Behavior Prediction of Laser Cladding Ni35A+TiC Composite Coatings. Coatings 2020, 10, 774. [Google Scholar] [CrossRef]
- Surzhenkov, A.; Goljandin, D.; Traksmaa, R.; Viljus, M.; Talviste, K.; Aruniit, A.; Latokartano, J.; Kulu, P. High Temperature Erosion Wear of Cermet Particles Reinforced Self-Fluxing Alloy HVOF Sprayed Coatings. Mater. Sci. 2015, 21, 386–390. [Google Scholar] [CrossRef]
- Katsich, C.; Badisch, E. Effect of carbide degradation in a Ni-based hardfacing under abrasive and combined impact/abrasive conditions. Surf. Coat. Technol. 2011, 206, 1062–1068. [Google Scholar] [CrossRef]
- Zikin, A.; Antonov, M.; Hussainova, I.; Katona, L.; Gavrilovic, A. High temperature wear of cermet particle reinforced NiCrBSi hardfacings. Tribol. Int. 2013, 68, 45–55. [Google Scholar] [CrossRef]
- Szala, M. Cavitation erosion damage of self-fluxing NiCrSiB hardfacings deposited by oxy-acetylene powder welding. J. Phys. Conf. Ser. 2021, 2130, 012033. [Google Scholar] [CrossRef]
- ASTM E407-99; Standard Practice for Microetching Metals and Alloys. ASTM International: West Conshohocken, PA, USA, 1999.
- ASTM G76-18; Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets. ASTM International: West Conshohocken, PA, USA, 2018.
- Sedighi, A.M.; Nabavi, S.F.; Farshidianfar, A.A. A Review on Effect of Cooling Rate on Metallurgical, Mechanical, Geometrical Characteristics and Defects of Laser Cladding Process. Lasers Manuf. Mater. Process 2024, 11, 677–742. [Google Scholar] [CrossRef]
- Shi, B.; Li, T.; Wang, D.; Zhang, X.; Zhang, H. Investigation on crack behavior of Ni60A alloy coating produced by coaxial laser cladding. J. Mater. Sci. 2021, 56, 13323–13336. [Google Scholar] [CrossRef]
- Simunovic, K.; Saric, T.; Simunovic, G. Different Approaches to the Investigation and Testing of the Ni-Based Self-Fluxing Alloy Coatings—A Review. Part 2: Microstructure, Adhesive Strength, Cracking Behavior, and Residual Stresses Investigations. Tribol. Trans. 2014, 57, 980–1000. [Google Scholar] [CrossRef]
- Sun, R.L.; Yang, D.Z.; Guo, L.X.; Dong, S.L. Laser cladding of Ti-6Al-4V alloy with TiC and TiC+NiCrBSi powders. Surf. Coat. Technol. 2001, 135, 307–312. [Google Scholar] [CrossRef]
- Zeng, C.; Tian, W.; Liao, W.H.; Hua, L. Microstructure and porosity evaluation in laser-cladding deposited Ni-based coatings. Surf. Coat. Technol. 2016, 294, 122–130. [Google Scholar] [CrossRef]
- Janicki, D. Shaping the Structure and Properties of Surface Layers of Ductile Cast Iron by Laser Alloying, 1st ed.; Publishing House of the Silesian University of Technology: Gliwice, Poland, 2018; p. 50. [Google Scholar]
- Chen, L.-Y.; Xu, T.; Wang, H.; Sang, P.; Lu, S.; Wang, Z.-X.; Chen, S.; Zhang, L.-C. Phase interaction induced texture in a plasma sprayed-remelted NiCrBSi coating during solidification: An electron backscatter diffraction study. Surf. Coat. Technol. 2019, 358, 467–480. [Google Scholar] [CrossRef]
- Hu, G.; Yang, Y.; Qi, K.; Lu, X.; Li, J. Investigation of the Microstructure and Properties of NiCrBSi Coating Obtained by Laser Cladding with Different Process Parameters. Trans. Indian Inst. Met. 2020, 73, 2623–2634. [Google Scholar] [CrossRef]
- Navas, C.; Colaco, R.; de Damborenea, J.; Vilar, R. Abrasive wear behaviour of laser clad and flame sprayed-melted NiCrBSi coatings. Surf. Coat. Technol. 2006, 200, 6854–6862. [Google Scholar] [CrossRef]
- Górka, J.; Lont, A.; Janicki, D.; Poloczek, T.; Rzeźnikiewicz, A. Comparison of the Erosive Wear Resistance of Ductile Cast Iron Following Laser Surface Melting and Alloying. Coatings 2024, 14, 646. [Google Scholar] [CrossRef]
- Stachowiak, G.W.; Batchelor, A.W. Engineering Tribology, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2014; pp. 551–556. [Google Scholar]
- Malik, J.; Toor, I.H.; Ahmed, W.H.; Gasem, Z.M.; Habib, M.A.; Ben-Mansour, R.; Badr, H.M. Evaluating the Effect of Hardness on Erosion Characteristics of Aluminum and Steels. J. Mater. Eng. Perform. 2014, 23, 2274–2282. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Designation | C | Mn | Si | P | S | Cr | B | Al | Cu | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | |||||||||||
| S355JR | 0.2 | 1.5 | 0.2–0.5 | max. 0.04 | max. 0.04 | max. 0.3 | - | max. 0.02 | max. 0.03 | max. 0.3 | bal. |
| Metco 15E | 0.91 | - | 4.0 | - | - | 16.8 | 3.42 | - | - | bal. | 4.1 |
| Property | Value |
|---|---|
| Wavelength (μm) | 1.3 |
| Maximum output power (W) | 3300 |
| Laser beam divergence (mm∙rad) | <8.0 |
| Fibre core diameter (μm) | 200 |
| Collimator focal length (mm) | 200 |
| Focusing lens focal length (mm) | 200 |
| Beam spot diameter (μm) | 200 |
| Fiber length (m) | 20 |
| Designation | Powder TiC Content (wt.%) | Laser Power (W) | Speed (mm/min) | Powder Feed Rate (g/min) |
|---|---|---|---|---|
| N-1 | 0 | 1600 | 200 | 7 |
| N-2 | 0 | 2000 | 200 | 7 |
| T5-1 | 5 | 1600 | 200 | 7 |
| T5-2 | 5 | 2000 | 200 | 7 |
| T10-1 | 10 | 1600 | 200 | 7 |
| T10-2 | 10 | 2000 | 200 | 7 |
| T15-1 | 15 | 1600 | 200 | 7 |
| T15-2 | 15 | 2000 | 200 | 7 |
| Designation 1 | Dilution (%) | Thickness (mm) |
|---|---|---|
| N-1 | 13.92 ± 3.2 | 1.09 ± 0.03 |
| N-2 | 22.09 ± 5.1 | 1.19 ± 0.05 |
| T5-1 | 14.45 ± 2.8 | 1.47 ± 0.07 |
| T5-2 | 14.81 ± 1.9 | 1.7 ± 0.05 |
| T10-1 | 12.69 ± 2.3 | 1.53 ± 0.06 |
| T10-2 | 13.45 ± 3.4 | 1.76 ± 0.06 |
| T15-1 | 7.55 ± 1.3 | 1.56 ± 0.07 |
| T15-2 | 10.87 ± 1.8 | 1.76 ± 0.08 |
| Designation 1 | Average Vickers Microhardness (HV0.5) |
|---|---|
| N-2 | 564.8 ± 18.5 |
| T5-2 | 721.9 ± 34.6 |
| T10-2 | 736.6 ± 20.1 |
| T15-2 | 792.0 ± 34.5 |
| Designation 1 | Average Steady-State Erosion Rate (mg/min) | Average Erosion Value (mm3/g) | ||
|---|---|---|---|---|
| 30° | 90° | 30° | 90° | |
| N-2 | 0.0917 ± 0.02 | 0.0417 ± 0.003 | 0.0056 ± 0.0011 | 0.0025 ± 0.0002 |
| T5-2 | 0.0900 ± 0.04 | 0.0517 ± 0.006 | 0.0057 ± 0.0025 | 0.0033 ± 0.0004 |
| T10-2 | 0.0900 ± 0.02 | 0.0483 ± 0.01 | 0.0059 ± 0.0013 | 0.0031 ± 0.0009 |
| T15-2 | 0.0867 ± 0.02 | 0.027 ± 0.02 | 0.0058 ± 0.0013 | 0.0018 ± 0.0013 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Górka, J.; Lont, A.; Poloczek, T. The Microstructure and Properties of Laser-Cladded Ni-Based Self-Fluxing Alloy Coatings Reinforced by TiC Particles. Coatings 2025, 15, 527. https://doi.org/10.3390/coatings15050527
Górka J, Lont A, Poloczek T. The Microstructure and Properties of Laser-Cladded Ni-Based Self-Fluxing Alloy Coatings Reinforced by TiC Particles. Coatings. 2025; 15(5):527. https://doi.org/10.3390/coatings15050527
Chicago/Turabian StyleGórka, Jacek, Aleksandra Lont, and Tomasz Poloczek. 2025. "The Microstructure and Properties of Laser-Cladded Ni-Based Self-Fluxing Alloy Coatings Reinforced by TiC Particles" Coatings 15, no. 5: 527. https://doi.org/10.3390/coatings15050527
APA StyleGórka, J., Lont, A., & Poloczek, T. (2025). The Microstructure and Properties of Laser-Cladded Ni-Based Self-Fluxing Alloy Coatings Reinforced by TiC Particles. Coatings, 15(5), 527. https://doi.org/10.3390/coatings15050527