
Experimental Study on Impact Resistance of Thermoplastic Fiber–Metal Laminates with Different Layup Sequences


Abstract
1. Introduction
2. Materials and Methods
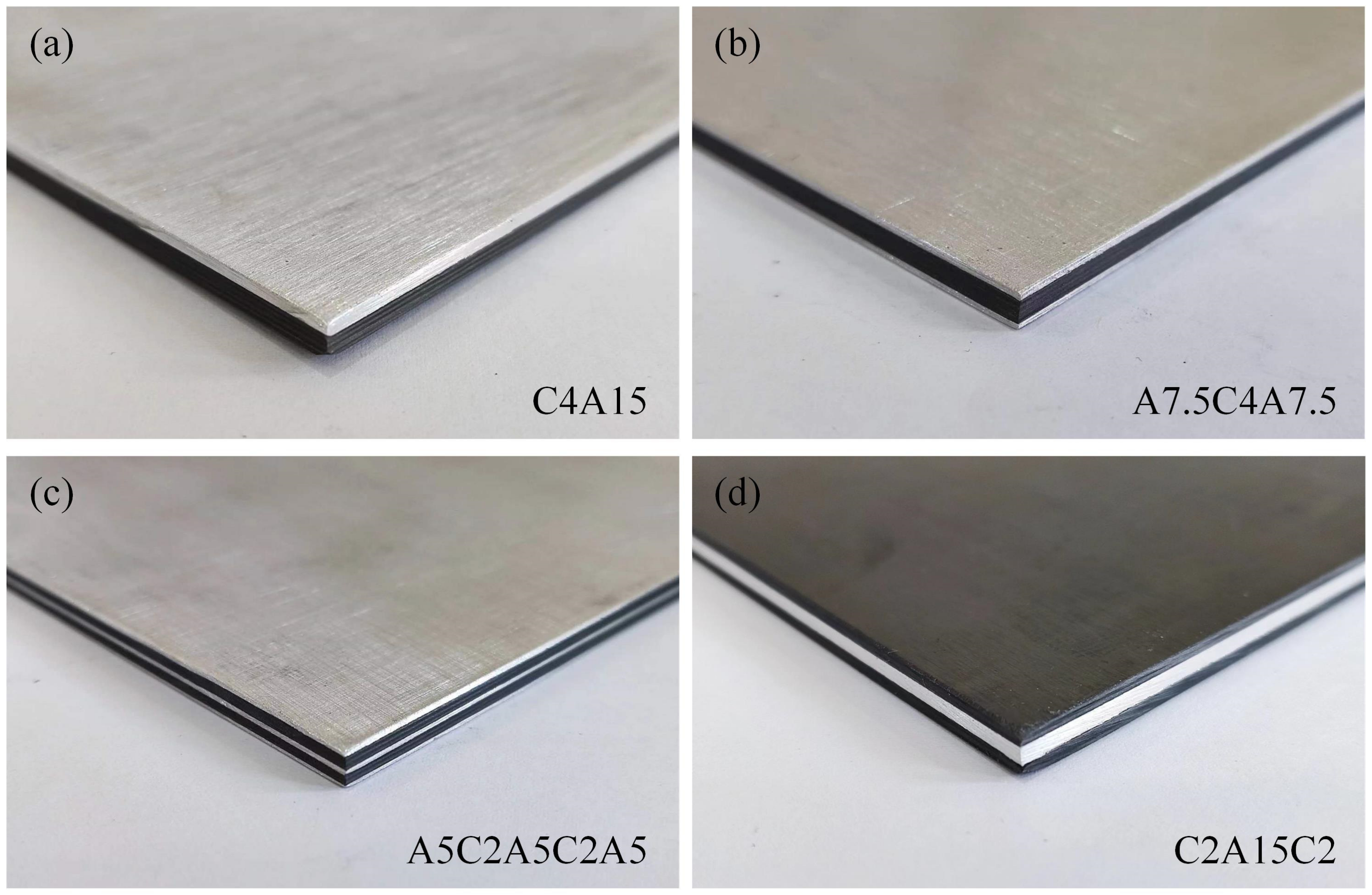
2.1. Specimen Preparation
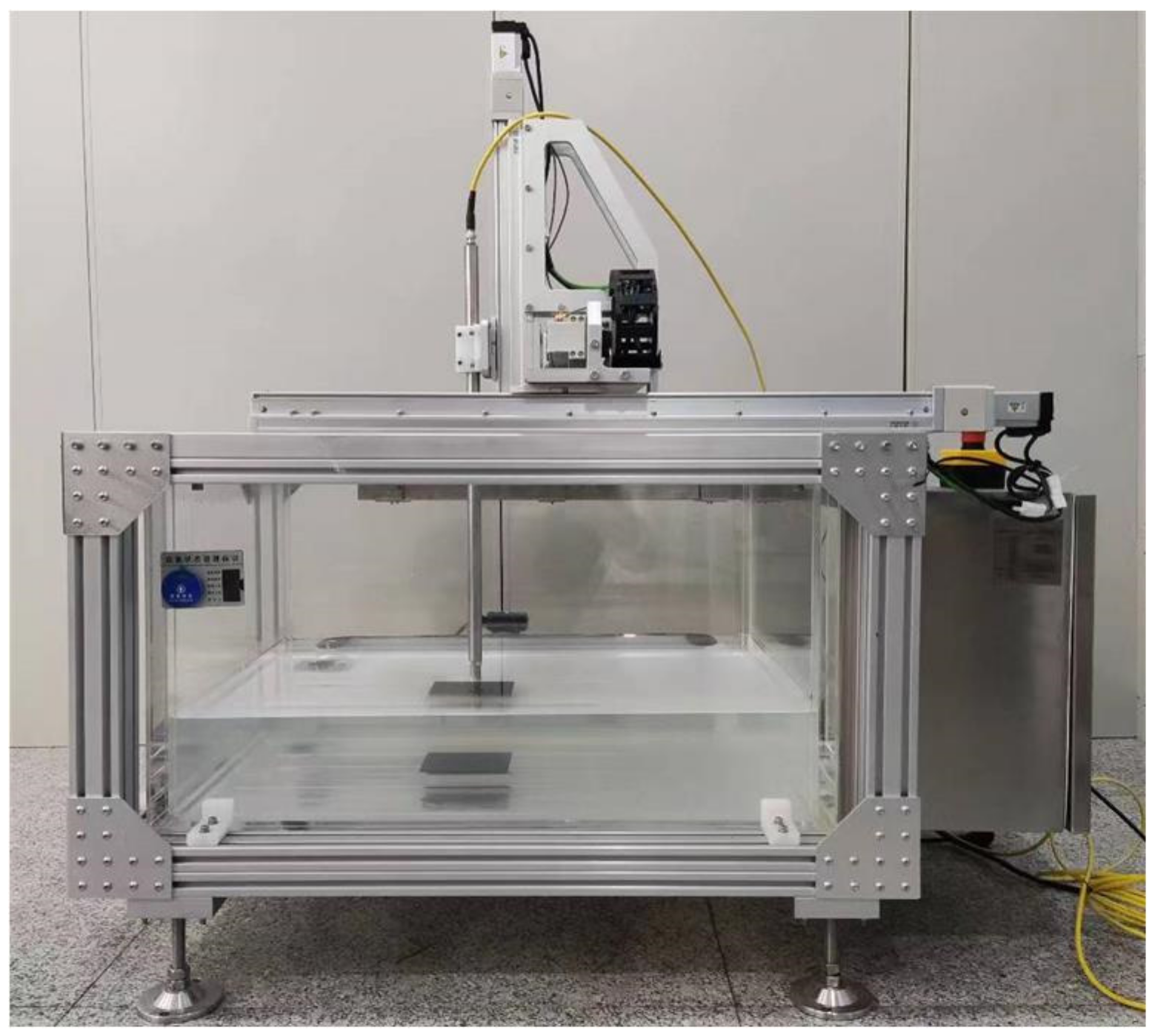
2.2. Experimental Setup
3. Results and Discussion
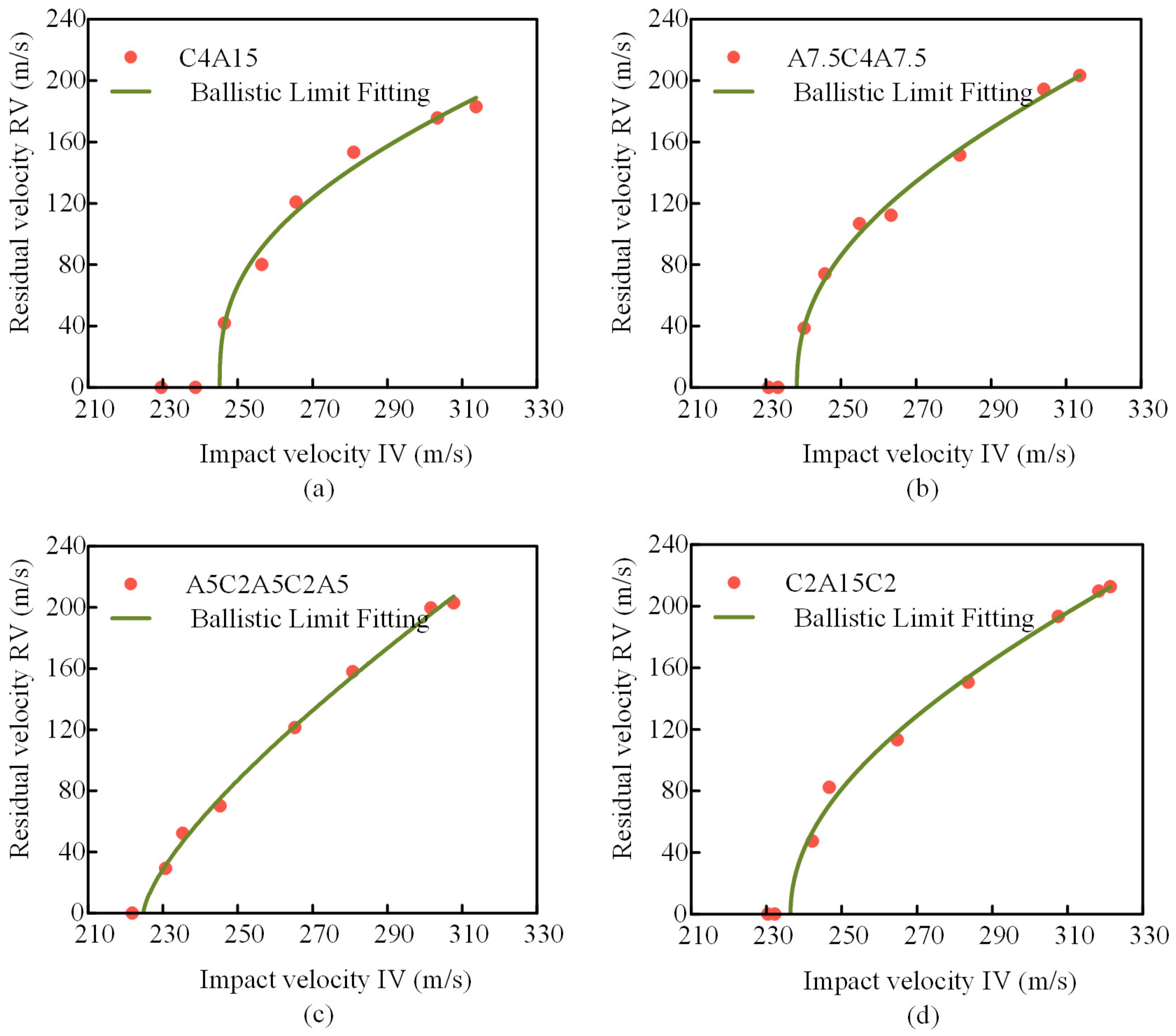
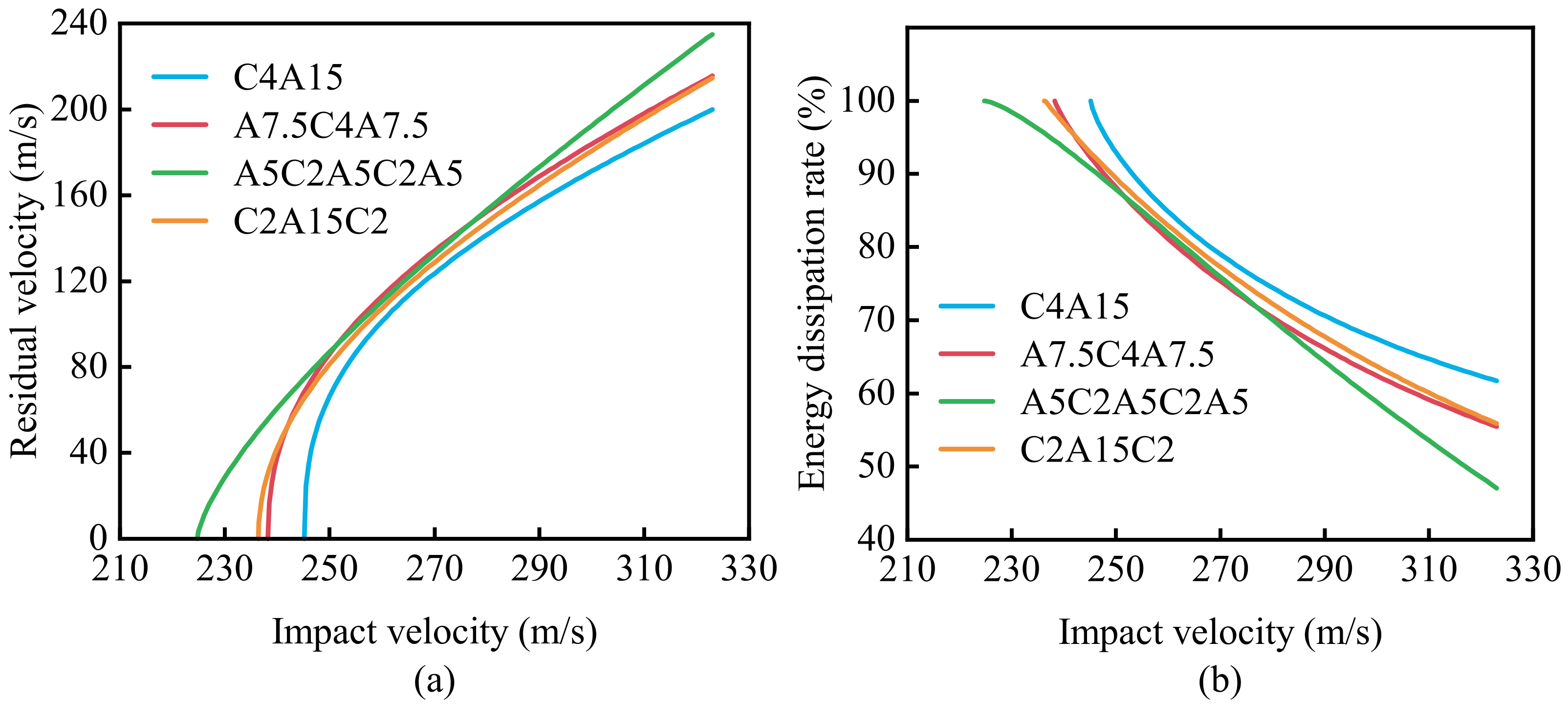
3.1. Ballistic Limit and Energy Dissipation
3.2. Analysis of Aluminum Alloy Layer Deformation
3.3. Analysis of Interlayer Delamination in Composite Laminates
3.4. Subsection
4. Conclusions
- The distribution of aluminum alloy layers along the thickness of the laminate significantly affects the ballistic limit. Specifically, the ballistic limits for C4A15, A7.5C4A7.5, A5C2A5C2A5, and C2A15C2 are 245.2 m/s, 238.2 m/s, 224.7 m/s, and 236.2 m/s, respectively. Increasing the number of layers of aluminum alloy distributed along the thickness direction is detrimental to the laminate’s impact resistance.
- As the projectile velocity increases, the deformation at the center of the laminate gradually increases. A5C2A5C2A5 exhibits greater deformation, but as velocity increases, the differences in deformation among laminates with different stacking sequences diminish. Multiple layers of aluminum alloy distributed along the thickness independently bear load, thereby increasing laminate deformation.
- The aluminum alloy layer on the impact side exacerbates delamination damage in the fiber-reinforced composite layers, whereas the aluminum alloy layer on the backside limits delamination damage. Laminates of different stacking sequences achieve the maximum delamination diameters near their ballistic limits. When the impact velocity exceeds the ballistic limit, the maximum delamination diameter of the laminate experiences a sudden drop.
- The primary failure modes of the laminates include fiber debonding, fiber fracture, matrix cracks along fiber directions, metal plastic deformation, and petal-shaped fractures. With increasing projectile velocity, shear effects from the projectile intensify, causing circular perforations in the carbon fiber-reinforced composite layers and gradually inducing peeling petal-shaped fractures in the aluminum alloy layers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hu, Y.; Zhou, J.; Ji, F.; Zhang, Y.; Duan, Y.; Guan, Z.; Tao, J. Optimization of preparation technology on fibre metal laminates (FMLs) for high-temperature applications. Int. J. Light. Mater. Manuf. 2020, 3, 317–327. [Google Scholar] [CrossRef]
- Sinmazçelik, T.; Avcu, E.; Bora, M.Ö.; Çoban, O. A review: Fibre metal laminates, background, bonding types and applied test methods. Mater. Des. 2011, 32, 3671–3685. [Google Scholar]
- Vogelesang, L.B.; Vlot, A. Development of fibre metal laminates for advanced aerospace structures. J. Mater. Process. Technol 2000, 103, 1–5. [Google Scholar]
- Şimşir, E. Study of Impact Behavior of Glass-Fiber-Reinforced Aluminum Composite Sandwich Panels at Constant Energy Levels. Coatings 2025, 15, 299–312. [Google Scholar] [CrossRef]
- He, W.; Wang, L.; Liu, H.; Wang, C.; Yao, L.; Li, Q.; Sun, G. On impact behavior of fiber metal laminate (FML) structures: A state-of-the-art review. Thin-Walled Struct. 2021, 167, 108026. [Google Scholar]
- Serubibi, A.; Hazell, P.J.; Escobedo, J.P.; Wang, H.; Oromiehie, E.; Prusty, G.B.; Phillips, A.W.; St John, N.A. Fibre-metal laminate structures: High-velocity impact, penetration, and blast loading—A review. Compos. Part A 2023, 173, 107674. [Google Scholar] [CrossRef]
- Wang, W.; Rans, C.; Benedictus, R. Analytical prediction model for non-symmetric fatigue crack growth in Fibre Metal Laminates. Int. J. Fatigue 2017, 103, 546–556. [Google Scholar]
- Ding, Z.; Wang, H.; Luo, J.; Li, N. A review on forming technologies of fibre metal laminates. Int. J. Light. Mater. Manuf. 2021, 4, 110–126. [Google Scholar]
- Zhang, F.; Luo, G.; Zhang, H.; Cong, P.; Liu, L.; Chen, W. Experimental and numerical analysis study on the low and medium speed bird strike. Eng. Fail. Anal. 2024, 156, 107766. [Google Scholar]
- Rekatsinas, C.S.; Siorikis, D.K.; Nastos, C.V.; Chrysochoidis, N.A.; Theodosiou, T.C.; Yigit, A.S.; Christoforou, A.P.; Saravanos, D.A. An efficient computational framework for hailstone impacts on composite plates utilizing a semi-empirical viscoplastic contact law. Int. J. Impact Eng. 2023, 178, 110–126. [Google Scholar]
- Sun, J.; Xu, S.; Lu, G.; Wang, Q.; Gong, A. Ballistic impact experiments of titanium-based carbon-fibre/epoxy laminates. Thin-Walled Struct. 2022, 179, 109709. [Google Scholar]
- Corderley, G.; Mostert, F.; Krüger, J.J. Failure modes in a carbon / titanium fibre metal laminate under hyper-velocity impact. Int. J. Impact Eng. 2019, 125, 180–187. [Google Scholar] [CrossRef]
- Zhu, Z.; Li, X.; Yang, R.; Xie, W.; Zhang, D. The energy dissipation mechanism of bi-metal Kevlar\titanium fiber metal laminate under high-velocity impact. Eur. J. Mech. A Solids 2023, 100, 104956. [Google Scholar]
- Ali, A.; Pan, L.; Duan, L.; Zheng, Z.; Sapkota, B. Characterization of seawater hygrothermal conditioning effects on the properties of titanium-based fiber-metal laminates for marine applications. Compos. Struct. 2016, 158, 199–207. [Google Scholar]
- Song, Z.; Ming, S.; Du, K.; Zhou, C.; Wang, Y.; Xu, S.; Wang, B. Energy absorption of metal-composite hybrid tubes with a diamond origami pattern. Thin-Walled Struct. 2022, 180, 109824. [Google Scholar]
- Ahmadi, H.; Liaghat, G.H.; Sabouri, H.; Bidkhouri, E. Investigation on the high velocity impact properties of glass-reinforced fiber metal laminates. J. Compos. Mater. 2012, 47, 1605–1615. [Google Scholar] [CrossRef]
- Seyed Yaghoubi, A.; Liaw, B. Thickness influence on ballistic impact behaviors of GLARE 5 fiber-metal laminated beams: Experimental and numerical studies. Compos. Struct. 2012, 94, 2585–2598. [Google Scholar]
- Li, K.; Qin, Q.; Cui, T.; Han, Q.; Peng, J.; Sha, Z.; Zhang, W. Soft impact of GLARE fiber metal laminates. Int. J. Impact Eng. 2023, 178, 104607. [Google Scholar]
- Kosedag, E.; Aydin, M.; Ekici, R. Effect of stacking sequence and metal volume fraction on the ballistic impact behaviors of ARALL fiber-metal laminates: An experimental study. Polym. Compos. 2021, 43, 1536–1545. [Google Scholar]
- Sharma, A.P.; Khan, S.H.; Kitey, R.; Parameswaran, V. Effect of through thickness metal layer distribution on the low velocity impact response of fiber metal laminates. Polym. Test. 2018, 65, 301–312. [Google Scholar] [CrossRef]
- Sharma, A.P.; Khan, S.H. Influence of metal layer distribution on the projectiles impact response of glass fiber reinforced aluminum laminates. Polym. Test. 2018, 70, 320–347. [Google Scholar]
- Abdullah, M.; Cantwell, W. The impact resistance of polypropylene-based fibre–metal laminates. Compos. Sci. Technol. 2006, 66, 1682–1693. [Google Scholar]
- Abdullah, M.R.; Cantwell, W.J. The high-velocity impact response of thermoplastic–matrix fibre–metal laminates. J. Strain Anal. Eng. Des. 2012, 47, 432–443. [Google Scholar]
- Cortés, P.; Cantwell, W.J. The Impact Properties of High-temperature Fiber-Metal Laminates. J. Compos. Mater. 2007, 41, 613–632. [Google Scholar]
- Santiago, R.; Cantwell, W.; Alves, M. Impact on thermoplastic fibre-metal laminates: Experimental observations. Compos. Struct. 2017, 159, 800–817. [Google Scholar]
- Santiago, R.C.; Cantwell, W.J.; Jones, N.; Alves, M. The modelling of impact loading on thermoplastic fibre-metal laminates. Compos. Struct. 2018, 189, 228–238. [Google Scholar] [CrossRef]
- Carrillo, J.G.; Gonzalez-Canche, N.G.; Flores-Johnson, E.A.; Cortes, P. Low velocity impact response of fibre metal laminates based on aramid fibre reinforced polypropylene. Compos. Struct. 2019, 220, 708–716. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Ferrante, L.; Sergi, C.; Sbardella, F.; Russo, P.; Simeoli, G.; Mellier, D.; Calzolari, A. Effect of temperature and fiber type on impact behavior of thermoplastic fiber metal laminates. Compos. Struct. 2019, 223, 110961. [Google Scholar]
- Nassir, N.A.; Birch, R.S.; Cantwell, W.J.; Guan, Z.W. The influence of composite core thickness on the perforation resistance of titanium-based FMLs. Results Mater. 2023, 19, 100414. [Google Scholar]
- Cortés, P.; Cantwell, W.J. The fracture properties of a fibre–metal laminate based on magnesium alloy. Compos. Part B 2005, 37, 163–170. [Google Scholar]
- Liu, H.; Liu, J.; Kaboglu, C.; Zhou, J.; Kong, X.; Blackman, B.R.K.; Kinloch, A.J.; Dear, J.P. The behaviour of fibre-reinforced composites subjected to a soft impact-loading: An experimental and numerical study. Eng. Fail. Anal. 2020, 111, 104448. [Google Scholar]
- Recht, R.; Ipson, T.W. Ballistic perforation dynamics. J. Appl. Mech. 1963, 30, 384–390. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Number | Layup Sequences | Thickness of AL Plate |
|---|---|---|
| C4A15 | [0/90/90/0]4/Al | 1.5 mm |
| A7.5C4A7.5 | Al/[0/90/90/0]4/Al | 0.75 mm |
| A5C2A5C2A5 | Al/[0/90/90/0]2/Al/[0/90/90/0]2/Al | 0.5 mm |
| C2A15C2 | [0/90/90/0]2/Al/[0/90/90/0]2 | 1.5 mm |
| Specimen Number | Impact Velocity (m/s) | Impact Energy (J) | Residual Velocity (m/s) | Residual Energy (J) | Energy Absorption (J) | Energy Dissipating Rate (%) |
|---|---|---|---|---|---|---|
| C4A15 | 229.6 | 92.3 | - | - | - | - |
| 238.7 | 99.7 | - | - | - | - | |
| 246.5 | 106.3 | 41.8 | 3.1 | 103.3 | 97.1 | |
| 256.5 | 115.1 | 80.1 | 11.2 | 103.9 | 90.2 | |
| 265.6 | 123.5 | 120.8 | 25.5 | 97.9 | 79.3 | |
| 281.1 | 138.3 | 153.3 | 41.1 | 97.2 | 70.3 | |
| 303.4 | 161.1 | 175.5 | 53.9 | 107.2 | 66.5 | |
| 313.8 | 172.3 | 182.98 | 58.6 | 113.7 | 66.0 | |
| A7.5C4A7.5 | 230.7 | 93.1 | - | - | - | - |
| 233.2 | 95.2 | - | - | - | - | |
| 240.2 | 101.0 | 38.6 | 2.6 | 98.4 | 97.4 | |
| 245.7 | 105.6 | 73.9 | 9.6 | 96.1 | 91.0 | |
| 255.0 | 113.8 | 106.7 | 19.9 | 93.9 | 82.5 | |
| 263.4 | 121.4 | 112.1 | 22.0 | 99.4 | 81.9 | |
| 281.7 | 138.9 | 151.3 | 40.1 | 98.8 | 71.2 | |
| 304.1 | 161.8 | 194.2 | 66.0 | 95.8 | 59.2 | |
| 313.7 | 172.2 | 203.2 | 72.3 | 100.0 | 58.0 | |
| A5C2A5C2A5 | 221.8 | 86.1 | - | - | - | - |
| 230.7 | 93.1 | 29.2 | 1.5 | 91.6 | 98.4 | |
| 235.3 | 96.9 | 52.3 | 4.8 | 92.1 | 95.1 | |
| 245.3 | 105.3 | 70.1 | 8.6 | 96.7 | 91.8 | |
| 265.3 | 123.2 | 121.3 | 25.7 | 97.4 | 79.1 | |
| 280.8 | 138.0 | 157.9 | 43.6 | 94.4 | 68.4 | |
| 301.7 | 159.3 | 199.5 | 69.7 | 89.6 | 56.3 | |
| 307.8 | 165.8 | 202.8 | 72.0 | 93.8 | 56.6 | |
| C2A15C2 | 230.4 | 92.9 | - | - | - | - |
| 232.2 | 94.4 | - | - | - | - | |
| 242.2 | 102.7 | 49.3 | 4.3 | 98.4 | 95.9 | |
| 246.7 | 106.5 | 79.9 | 11.2 | 95.3 | 89.5 | |
| 264.8 | 122.7 | 113.2 | 22.4 | 100.3 | 81.7 | |
| 283.6 | 140.8 | 150.5 | 39.6 | 101.1 | 71.8 | |
| 307.6 | 165.6 | 193.2 | 65.3 | 100.3 | 60.6 | |
| 318.3 | 177.3 | 209.8 | 77.0 | 100.3 | 56.6 | |
| 321.4 | 180.8 | 212.5 | 79.0 | 101.7 | 56.3 |
| Specimen Number | a | b | vbl | R2 |
|---|---|---|---|---|
| C4A15 | 0.77981 | 2.74195 | 245.2 | 0.992 |
| A7.5C4A7.5 | 0.88651 | 2.35730 | 238.2 | 0.996 |
| A5C2A5C2A5 | 1.37404 | 1.42612 | 224.7 | 0.996 |
| C2A15C2 | 0.95417 | 2.05978 | 236.4 | 0.996 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Lan, Y.; Guo, H.; Zhao, L. Experimental Study on Impact Resistance of Thermoplastic Fiber–Metal Laminates with Different Layup Sequences. Coatings 2025, 15, 443. https://doi.org/10.3390/coatings15040443
Zhang Z, Lan Y, Guo H, Zhao L. Experimental Study on Impact Resistance of Thermoplastic Fiber–Metal Laminates with Different Layup Sequences. Coatings. 2025; 15(4):443. https://doi.org/10.3390/coatings15040443
Chicago/Turabian StyleZhang, Zheyi, Yang Lan, Haotian Guo, and Libin Zhao. 2025. "Experimental Study on Impact Resistance of Thermoplastic Fiber–Metal Laminates with Different Layup Sequences" Coatings 15, no. 4: 443. https://doi.org/10.3390/coatings15040443
APA StyleZhang, Z., Lan, Y., Guo, H., & Zhao, L. (2025). Experimental Study on Impact Resistance of Thermoplastic Fiber–Metal Laminates with Different Layup Sequences. Coatings, 15(4), 443. https://doi.org/10.3390/coatings15040443