
The Role of HVAF Nozzle Design and Process Parameters on In-Flight Particle Oxidation and Microstructure of NiCoCrAlY Coatings

 , , , ,
, , , , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Coating Deposition
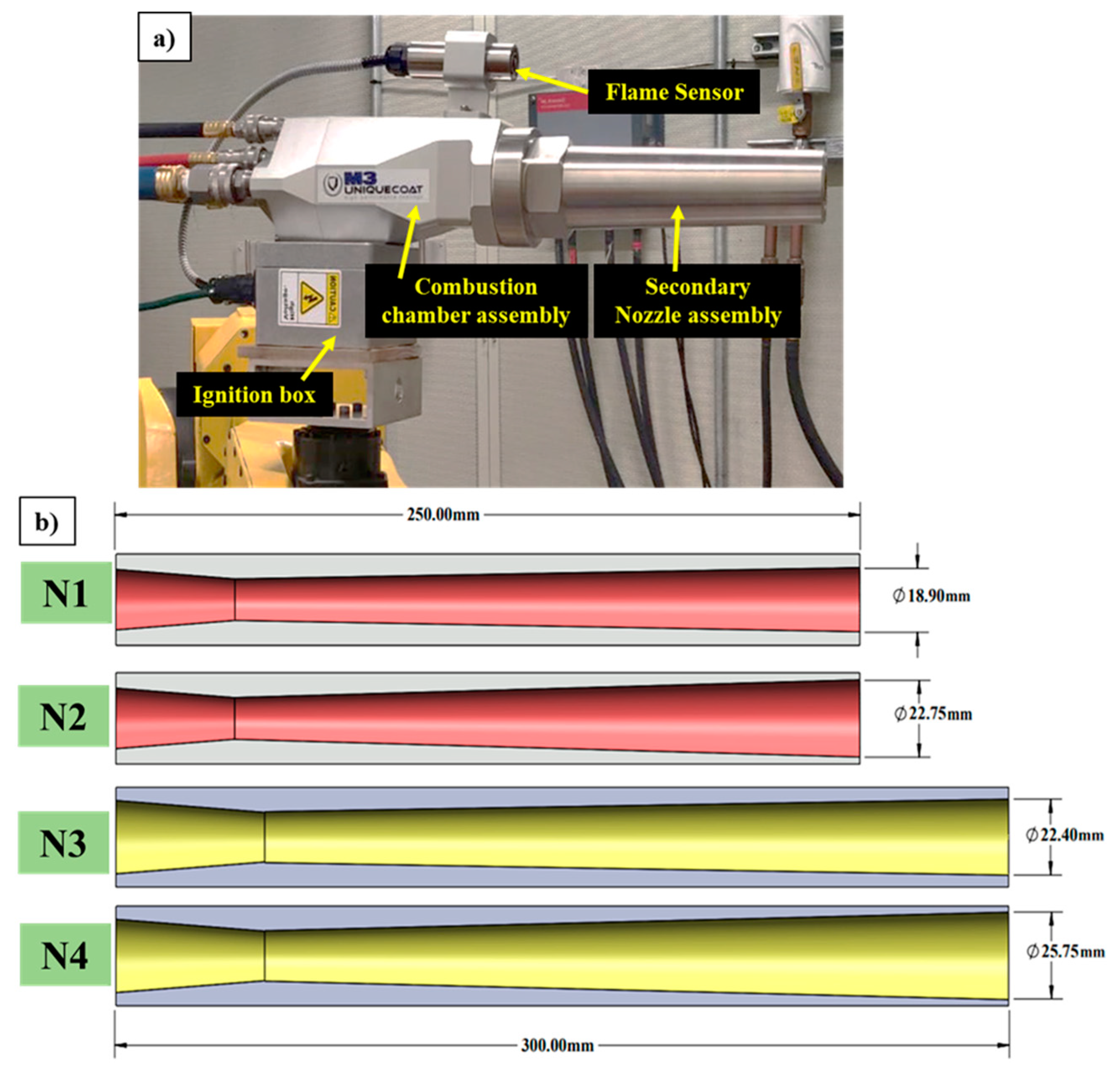
2.2. High-Velocity Air-Fuel Deposition
2.3. Particle Diagnostics
2.4. Characterization Techniques
3. Results and Discussions
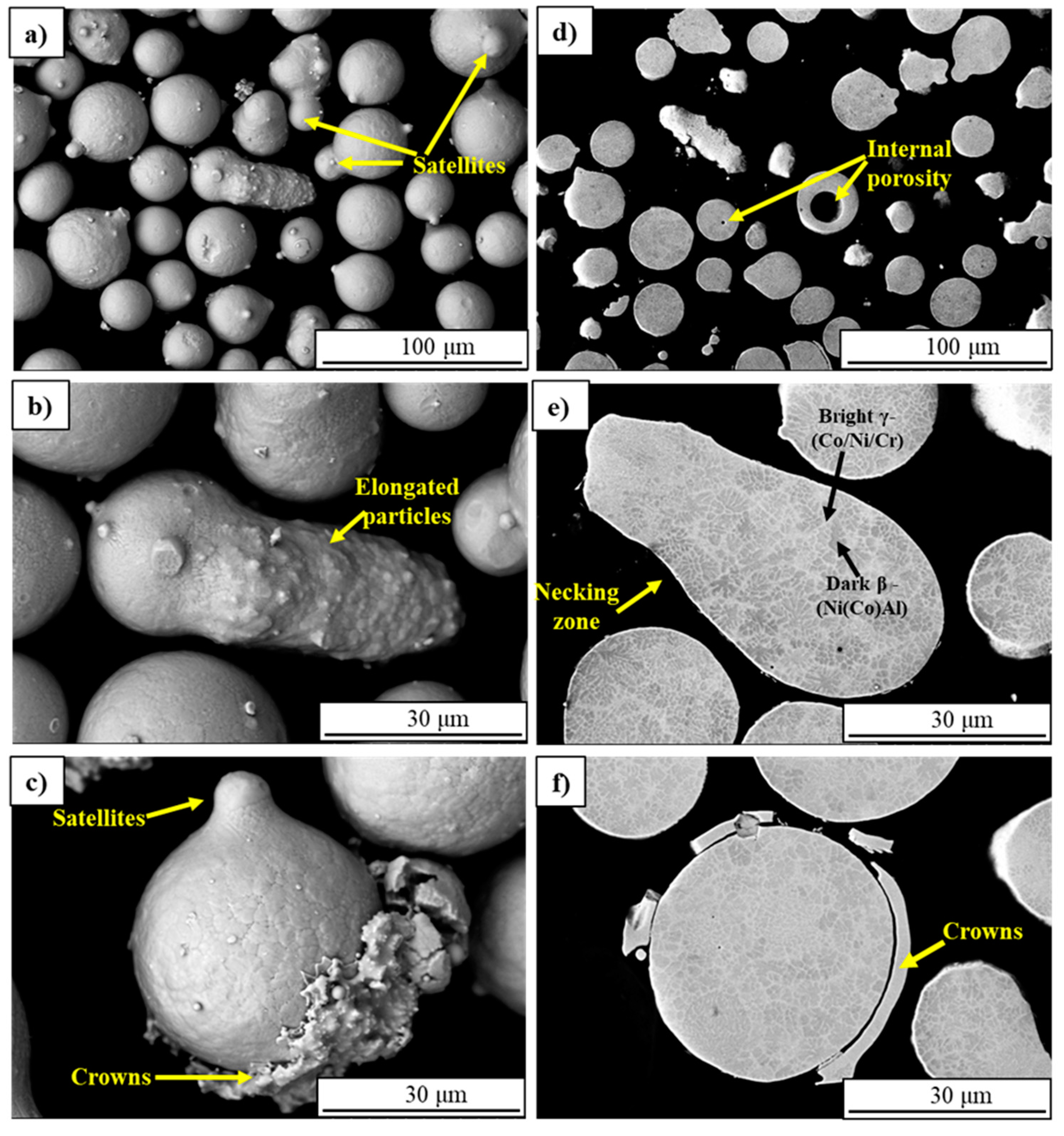
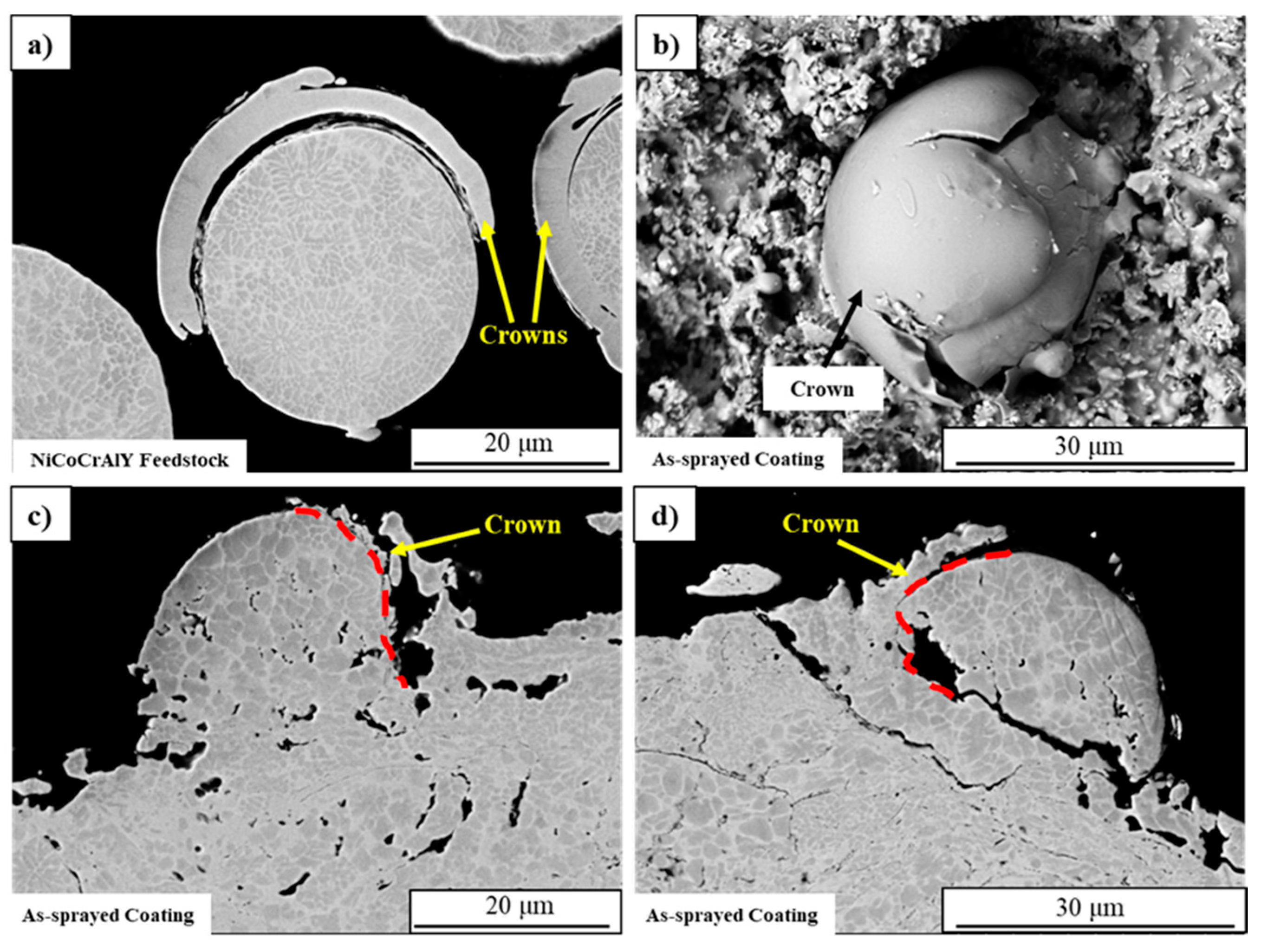
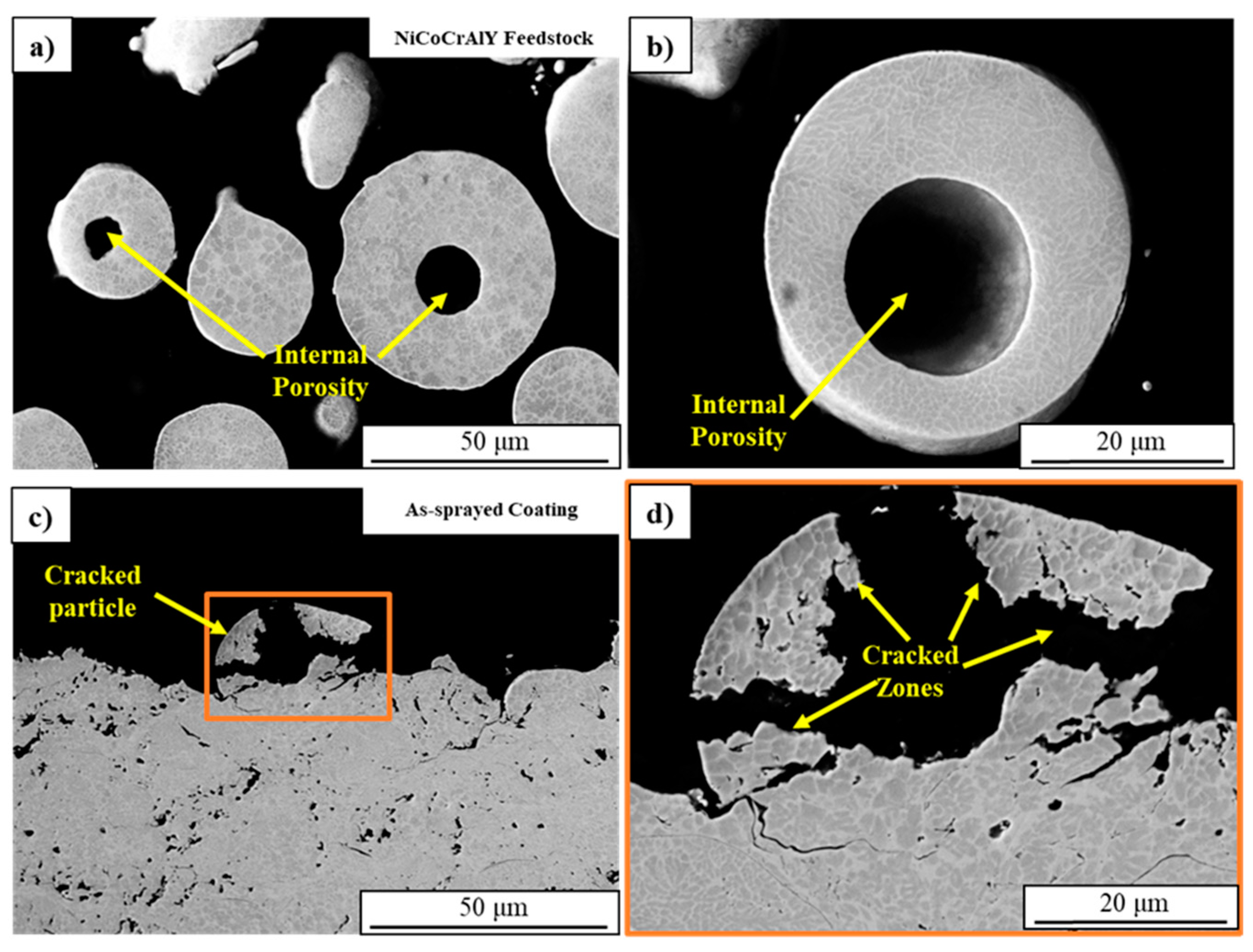
3.1. NiCoCrAlY Feedstock
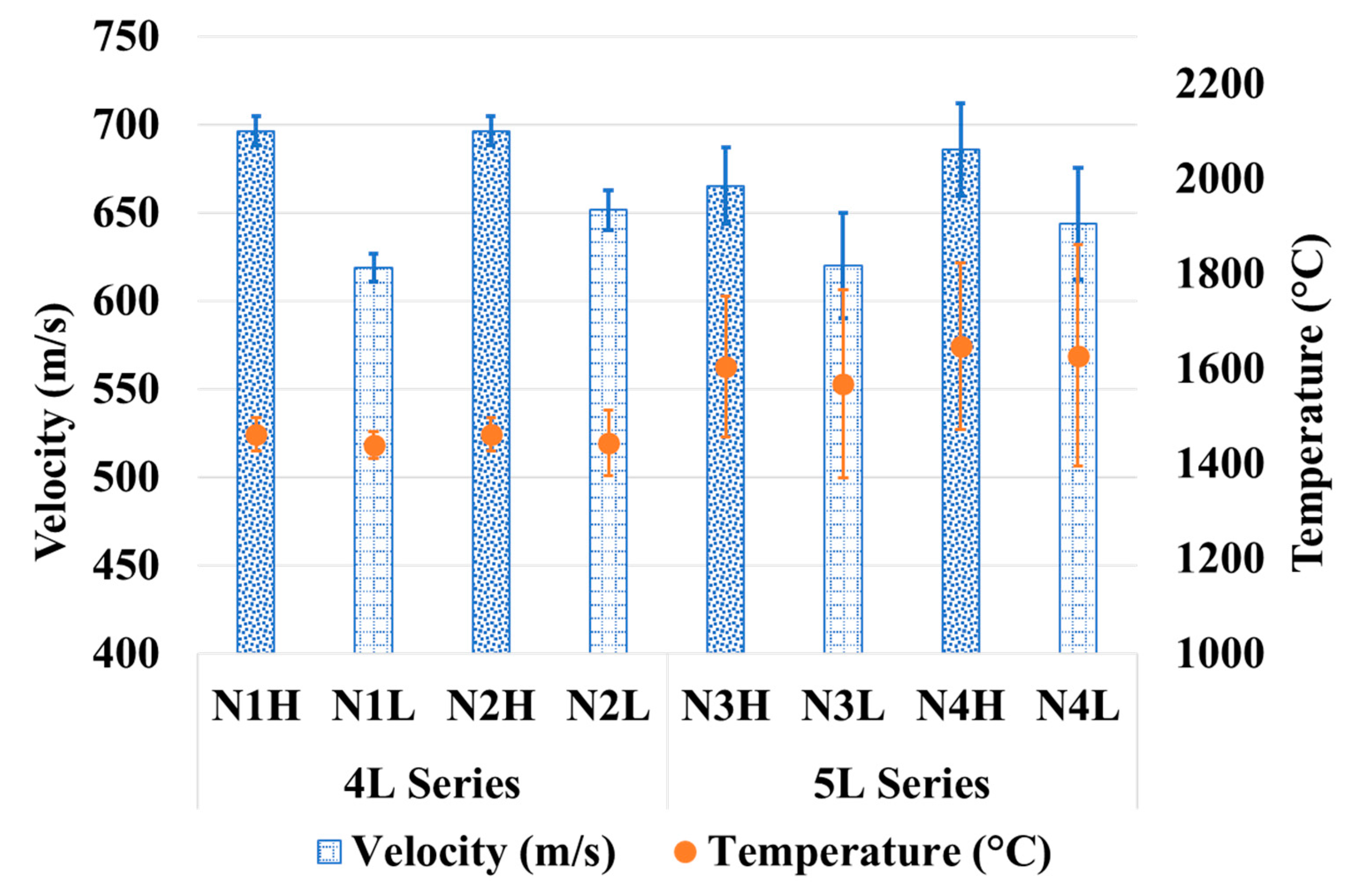
3.2. Particle Diagnostics
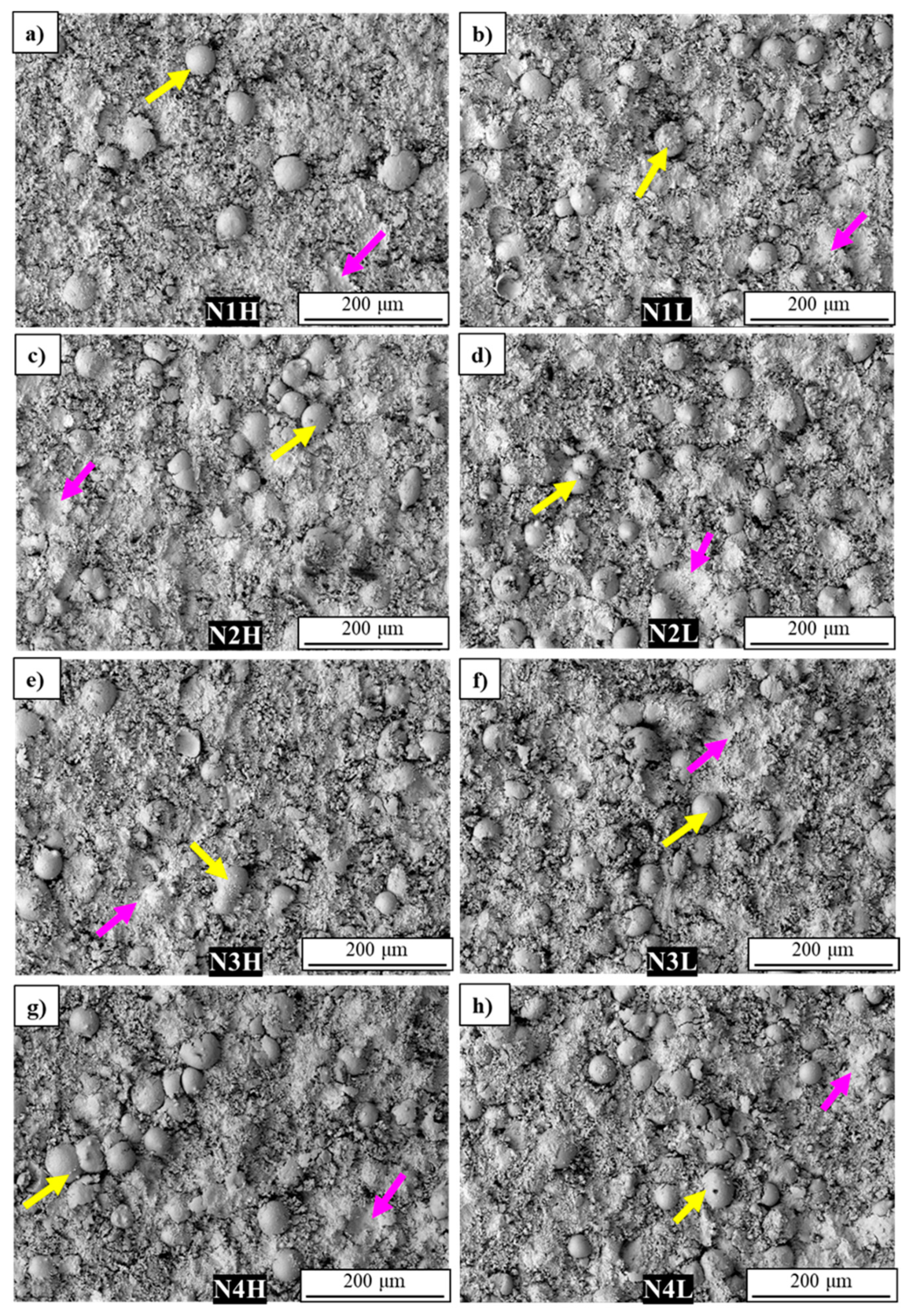
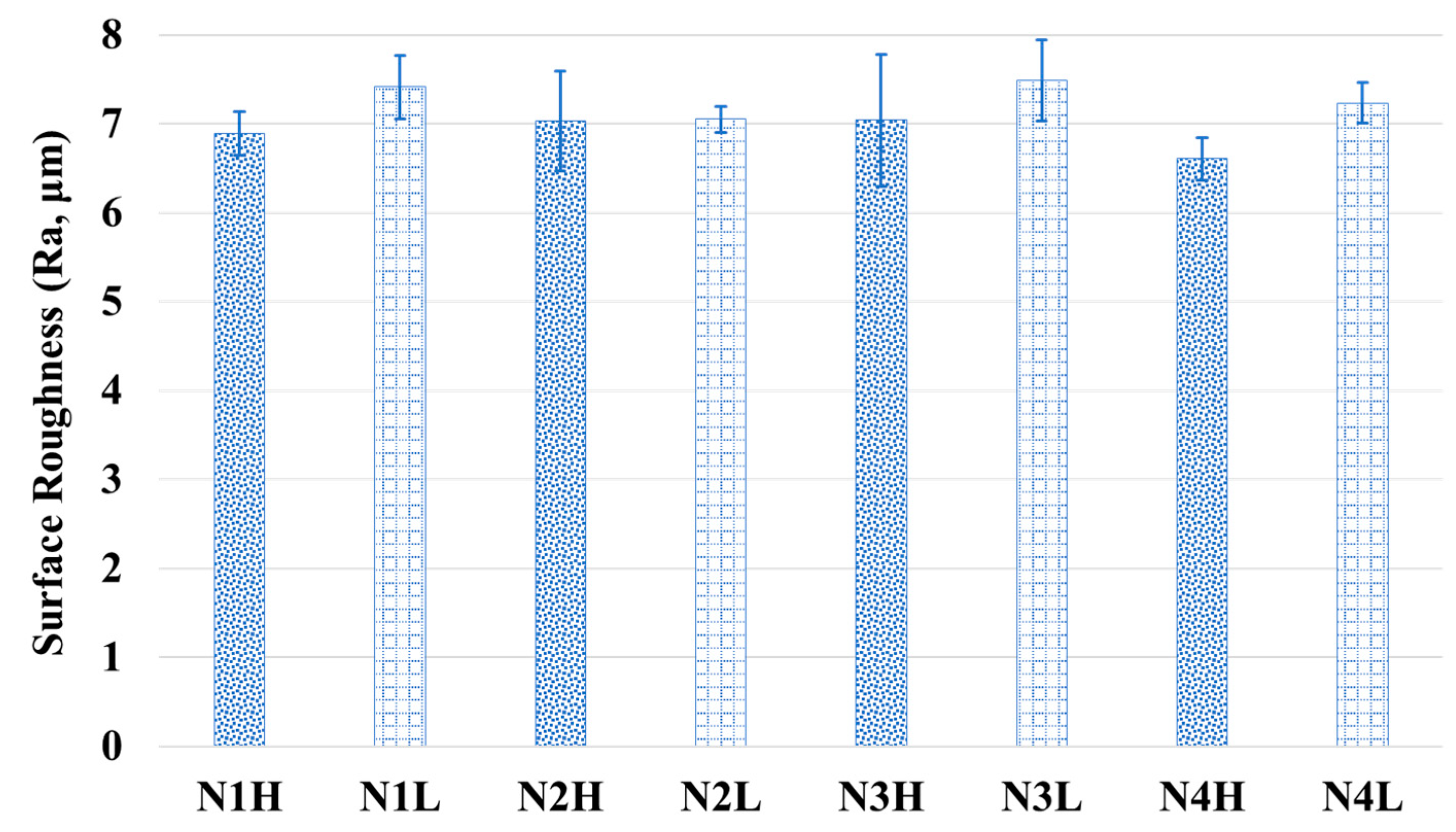
3.3. Topographical Analysis—Coatings
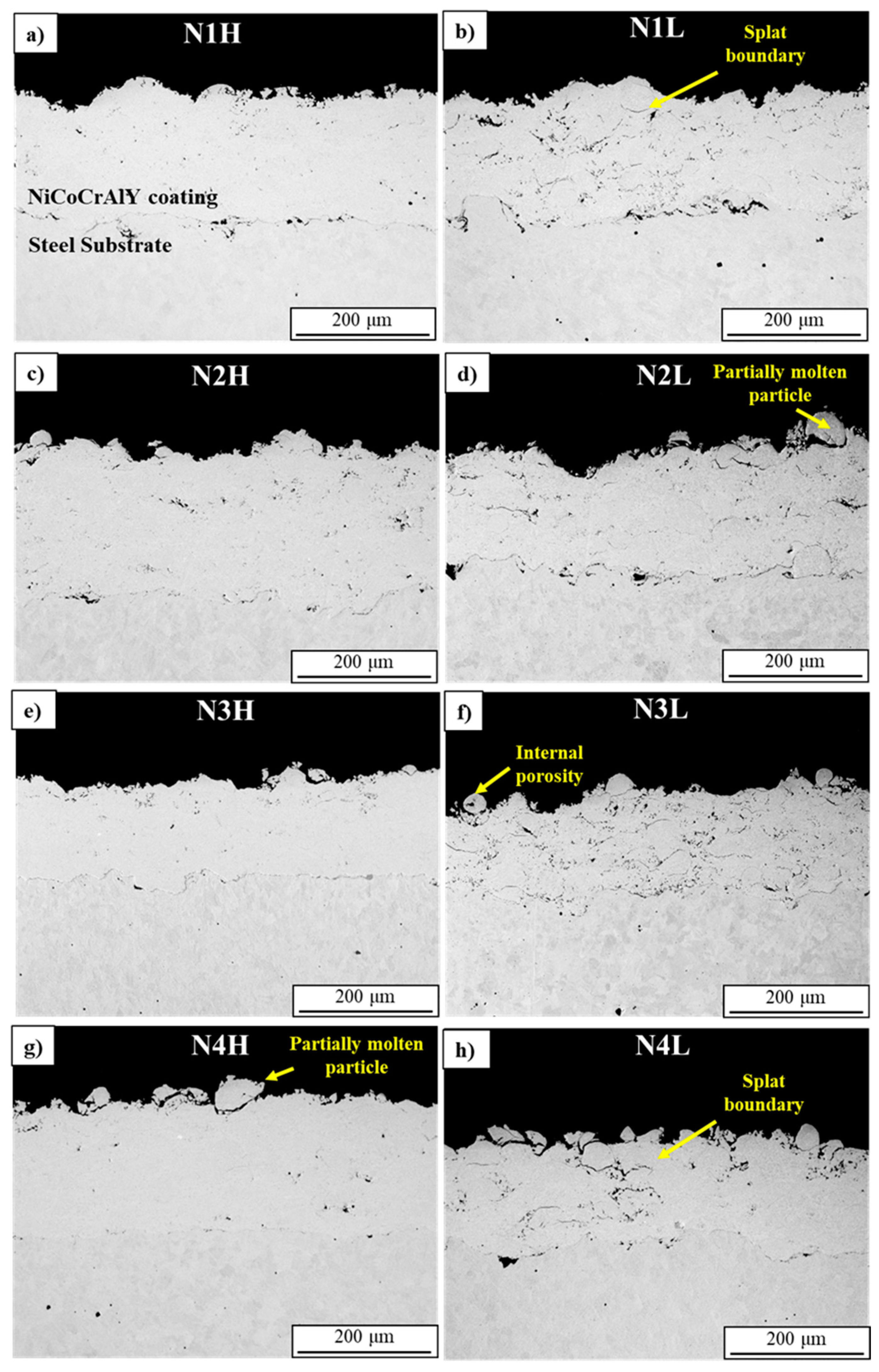
3.4. Microstructural Analysis—Coatings
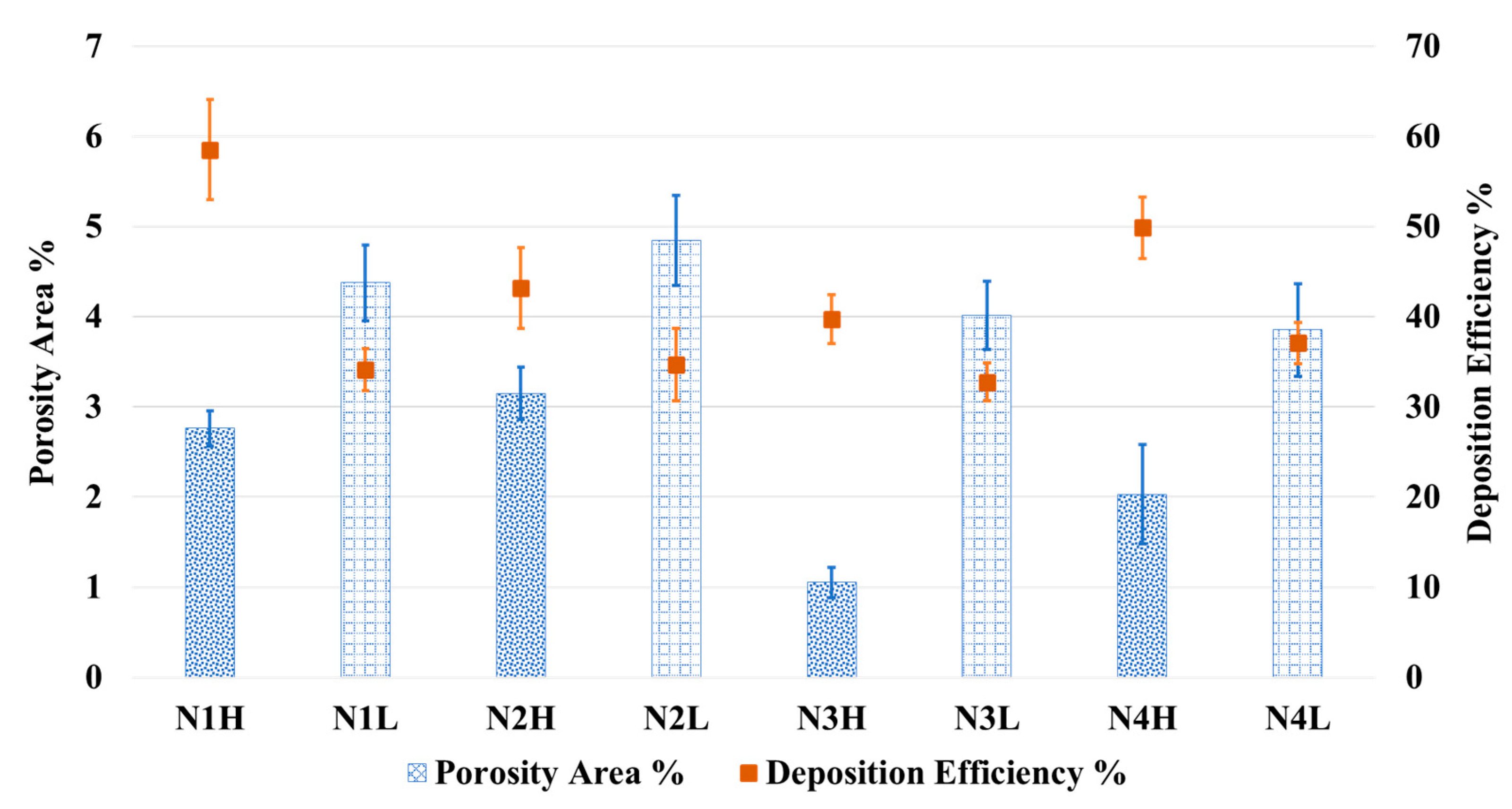
3.5. Porosity Analysis
3.6. Inference on Feedstock and Coating Microstructure
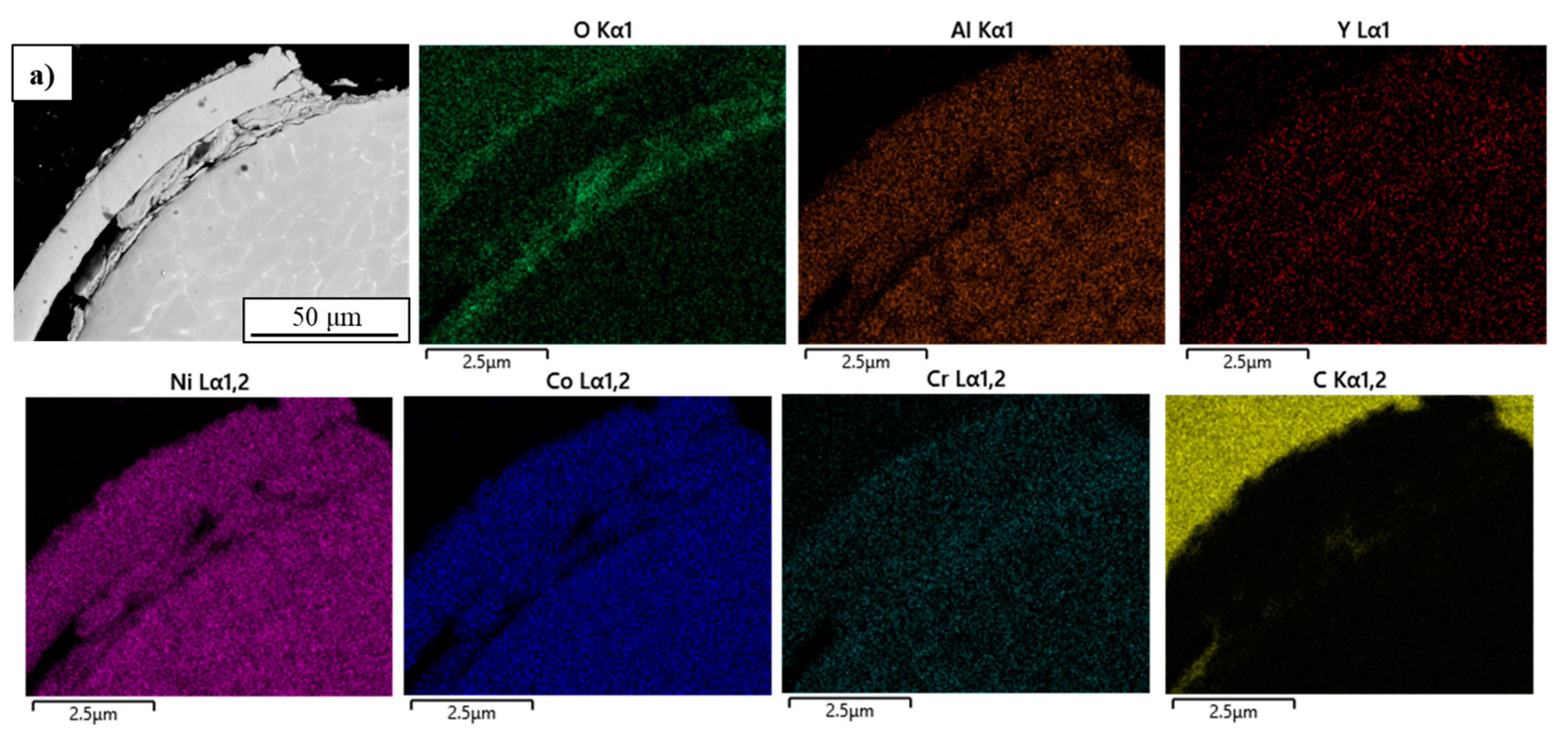
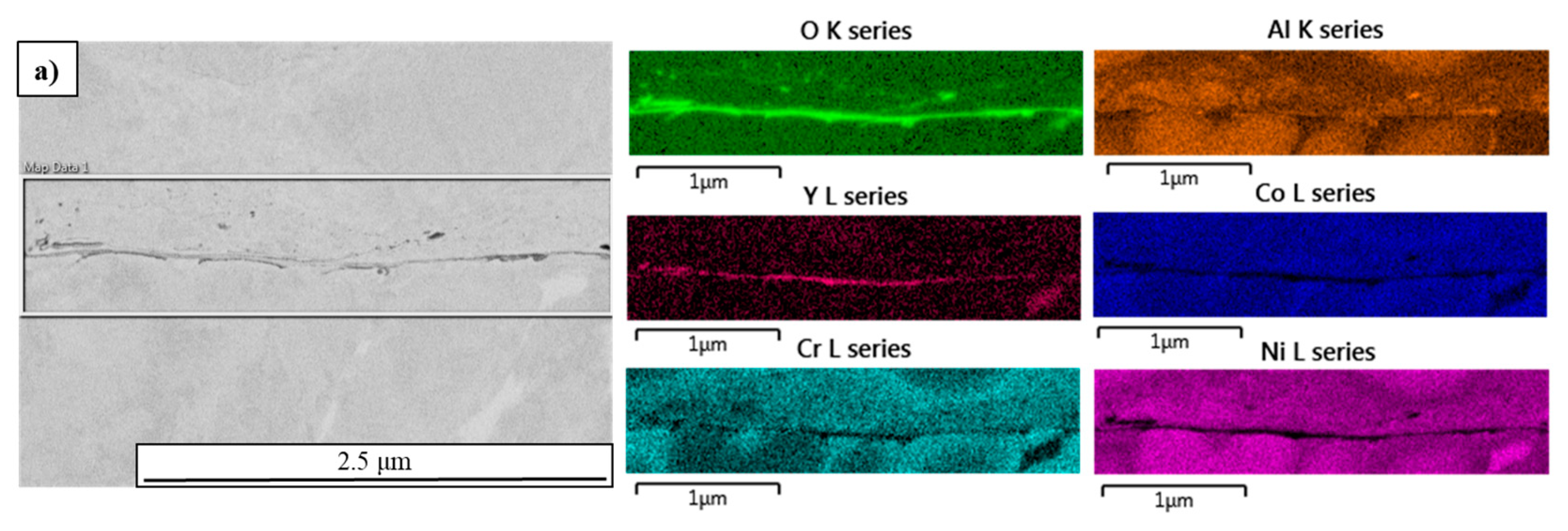
3.7. Compositional Analysis—Feedstock and Coating Microstructure
4. Conclusions
- The morphology analysis of the feedstock powder exposed the existence of spheroidal particles, elongated particles, and satellites attached to larger particles. These morphological features exerted a significant influence on the coating microstructure, contributing to porosity in the form of splat boundaries and entrapped porosity, among other factors.
- The utilization of four distinct nozzles, characterized by different lengths and exit diameters, had a notable impact on the coating microstructure, leading to varied velocities and temperatures during the deposition process. Specifically, high-pressure parameters induced higher velocities compared to their low-pressure counterparts, with temperature variations being relatively insignificant.
- Within the four nozzle systems investigated, the N3 and N4 nozzles exhibited a slightly elevated temperature during deposition, while the velocity remained consistent. Among the coatings studied, N1H demonstrated superior deposition efficiency, with N4H following closely. Additionally, it was observed that, overall, high-pressure parameters yielded higher deposition efficiency and lower porosity compared to their low-pressure counterparts.
- Among all the deposition parameters, N3H demonstrated the densest coating, followed by N4H. The enhanced particle dwell time due to the longer lengths of the N3, and N4 nozzles, combined with the high-pressure parameters, likely contributed to the improved peening effect and overall coating density in these systems.
- Despite variations in nozzle configurations and deposition parameters, the surface roughness remained consistent across all sample systems.
- Sample N3H highlights traces of oxygen content, associated with Y and Al, indicating potential in-flight particle oxidation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| HVAF | High-Velocity Air-Fuel |
| HVOF | High-Velocity Oxy-Fuel |
| APS | Atmospheric Plasma Spray |
| TGO | Thermally Grown Oxide |
| FIB | Focused Ion Beam |
| SEM | Scanning Electron Microscopy |
| FE-SEM | Field Emission—Scanning Electron Microscopy |
| EDS | Energy Dispersive Spectroscopy |
| TBC | Thermal Barrier Coating |
| GIS | Gas Injection System |
| ASME | American Society of Mechanical Engineers |
References
- Thakare, J.G.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. Thermal Barrier Coatings—A State of the Art Review. Met. Mater. Int. 2020, 27, 1947–1968. [Google Scholar] [CrossRef]
- Hardwicke, C.U.; Lau, Y.-C. Advances in Thermal Spray Coatings for Gas Turbines and Energy Generation: A Review. J. Therm. Spray Technol. 2013, 22, 564–576. [Google Scholar] [CrossRef]
- He, J. Advanced MCrAlY alloys with doubled TBC lifetime. Surf. Coat. Technol. 2022, 448, 128931. [Google Scholar] [CrossRef]
- Yuan, K.; Peng, R.L.; Li, X.-H.; Johansson, S.; Wang, Y.-D. Some aspects of elemental behaviour in HVOF MCrAlY coatings in high-temperature oxidation. Surf. Coat. Technol. 2015, 261, 86–101. [Google Scholar] [CrossRef]
- Thoutam, A.; Lamana, M.; Mahdavi, A.; Liberati, A.; Ben Ettouil, F.; Moreau, C.; Dolatabadi, A. Influence of HVAF Process Parameters on In-Flight NiCoCrAlY Particle Oxidation and Corresponding Splat Characteristics. In Proceedings of the ITSC 2023, ASM International, Quebec City, QC, Canada, 22–25 May 2023; pp. 618–624. [Google Scholar]
- Chen, Y.; Zhao, X.; Bai, M.; Yang, L.; Li, C.; Wang, L.; Carr, J.; Xiao, P. A mechanistic understanding on rumpling of a NiCoCrAlY bond coat for thermal barrier coating applications. Acta Mater. 2017, 128, 31–42. [Google Scholar] [CrossRef]
- Toscano, J.; Vaβen, R.; Gil, A.; Subanovic, M.; Naumenko, D.; Singheiser, L.; Quadakkers, W. Parameters affecting TGO growth and adherence on MCrAlY-bond coats for TBC’s. Surf. Coat. Technol. 2006, 201, 3906–3910. [Google Scholar] [CrossRef]
- Browning, J.A. Viewing the future of high-velocity oxyfuel (HVOF) and high-velocity air fuel (HVAF) thermal spraying. J. Therm. Spray Technol. 1999, 8, 351. [Google Scholar]
- Sadeghimeresht, E.; Markocsan, N.; Nylén, P. A Comparative Study on Ni-Based Coatings Prepared by HVAF, HVOF, and APS Methods for Corrosion Protection Applications. J. Therm. Spray Technol. 2016, 25, 1604–1616. [Google Scholar] [CrossRef]
- Khamsepour, P.; Moreau, C.; Dolatabadi, A. Effect of Particle and Substrate Pre-heating on the Oxide Layer and Material Jet Formation in Solid-State Spray Deposition: A Numerical Study. J. Therm. Spray Technol. 2023, 32, 1153–1166. [Google Scholar] [CrossRef]
- Alroy, R.J.; Pandey, R.; Kamaraj, M.; Sivakumar, G. Role of process parameters on microstructure, mechanical properties and erosion performance of HVAF sprayed Cr3C2-NiCr coatings. Surf. Coat. Technol. 2022, 449, 128941. [Google Scholar] [CrossRef]
- Torkashvand, K.; Gupta, M.; Björklund, S.; Marra, F.; Baiamonte, L.; Joshi, S. Influence of nozzle configuration and particle size on characteristics and sliding wear behaviour of HVAF-sprayed WC-CoCr coatings. Surf. Coat. Technol. 2021, 423, 127585. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Xu, W.-Y.; Li, Z.; Zheng, L.; Liu, Y.-F.; Zhang, G.-Q. Mechanism of rapidly solidified satellites formation in gas atomized powders: Simulation and characterization. Powder Technol. 2023, 418, 118162. [Google Scholar] [CrossRef]
- Dunkley, J.J.; Telford, B. Control of “Satellite” Particles in Gas Atomisation. Adv. Powder Metall. Part. Mater. 2002, 103–110. [Google Scholar]
- Anderson, I.E.; Figliola, R.S.; Morton, H. Flow mechanisms in high pressure gas atomization. Mater. Sci. Eng. A 1991, 148, 101–114. [Google Scholar] [CrossRef]
- Unal, R. Experimental and numerical modeling of the gas atomization nozzle for gas flow behavior. Comput. Fluids 2011, 42, 37–43. [Google Scholar]
- Beckers, D.; Ellendt, N.; Fritsching, U.; Uhlenwinkel, V. Impact of process flow conditions on particle morphology in metal powder production via gas atomization. Adv. Powder Technol. 2020, 31, 300–311. [Google Scholar] [CrossRef]
- Chen, G.; Zhou, Q.; Zhao, S.; Yin, J.; Tan, P.; Li, Z.; Ge, Y.; Wang, J.; Tang, H. A pore morphological study of gas-atomized Ti-6Al-4V powders by scanning electron microscopy and synchrotron X-ray computed tomography. Powder Technol. 2018, 330, 425–430. [Google Scholar] [CrossRef]
- Gerling, R.; Leitgeb, R.; Schimansky, F.-P. Porosity and argon concentration in gas atomized γ-TiAl powder and hot isostatically pressed compacts. Mater. Sci. Eng. A 1998, 252, 239–247. [Google Scholar] [CrossRef]
- Fritscher, K.; Lee, Y. Investigation of an as-sprayed NiCoCrAIY overlay coating—Microstructure and evolution of the coating. Mater. Corros. 2005, 56, 5–14. [Google Scholar] [CrossRef]
- Huang, J.; Sun, W.; Chu, X.; Lan, H.; Xie, Y.; Ye, D.; Huang, R. Effect of high temperature exposure on microstructure, mechanical and tribological properties of cold sprayed NiCoCrAlTaY coatings. Surf. Coat. Technol. 2023, 462, 129466. [Google Scholar] [CrossRef]
- Baufeld, B.; Schmücker, M. Microstructural evolution of a NiCoCrAlY coating on an IN100 substrate. Surf. Coat. Technol. 2005, 199, 49–56. [Google Scholar] [CrossRef]
- Hao, E.; Chen, J.; Liu, G.; Cui, L.; Jia, L.; Wei, L.; Ma, B.; An, Y. Effect of alloying elements on microstructure evolution and wear mechanism of MCrAlX-based coatings at 800 °C. Surf. Coat. Technol. 2023, 456, 129266. [Google Scholar] [CrossRef]
- Prashar, G.; Vasudev, H. A comprehensive review on combating the elevated-temperature surface degradation by MCrAlX Coatings. Surf. Rev. Lett. 2023, 30, 2330009. [Google Scholar] [CrossRef]
- Gupta, M.; Markocsan, N.; Li, X.-H.; Östergren, L. Influence of bondcoat spray process on lifetime of suspension plasma-sprayed thermal barrier coatings. J. Therm. Spray Technol. 2018, 27, 84–97. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | All Nozzles (N1H, N2H, N3H, N4H) | All Nozzles (N1L, N2L, N3L, N4L) |
|---|---|---|
| Powder Feed Rate (g/min) | 100 | 100 |
| Powder Carrier Gas (L/min) | 45 | 45 |
| Stand-off distance (mm) | 300 | 300 |
| Air Pressure (MPa) | 0.7 | 0.6 |
| Fuel 1 Pressure (MPa) | 0.6 | 0.5 |
| Fuel 2 Pressure (MPa) | 0.6 | 0.5 |
| No. of Passes | 4 | 4 |
| Powder Cut Size (µm) | −63 + 22 | −63 + 22 |
| Sample Type/Name | Thickness (µm) |
|---|---|
| N1H | 215.5 ± 15.2 |
| N1L | 152.0 ± 5.7 |
| N2H | 188.3 ± 14.6 |
| N2L | 163.8 ± 14.4 |
| N3H | 149.5 ± 12.0 |
| N3L | 125.3 ± 12.5 |
| N4H | 151.3 ± 17.5 |
| N4L | 122.0 ± 7.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thoutam, A.K.; Lamana, M.S.; de Castilho, B.C.N.M.; Ben Ettouil, F.; Chandrakar, R.; Bessette, S.; Brodusch, N.; Gauvin, R.; Dolatabadi, A.; Moreau, C. The Role of HVAF Nozzle Design and Process Parameters on In-Flight Particle Oxidation and Microstructure of NiCoCrAlY Coatings. Coatings 2025, 15, 355. https://doi.org/10.3390/coatings15030355
Thoutam AK, Lamana MS, de Castilho BCNM, Ben Ettouil F, Chandrakar R, Bessette S, Brodusch N, Gauvin R, Dolatabadi A, Moreau C. The Role of HVAF Nozzle Design and Process Parameters on In-Flight Particle Oxidation and Microstructure of NiCoCrAlY Coatings. Coatings. 2025; 15(3):355. https://doi.org/10.3390/coatings15030355
Chicago/Turabian StyleThoutam, Aravind Kumar, Murilo Sergio Lamana, Bruno C. N. M. de Castilho, Fadhel Ben Ettouil, Ritvij Chandrakar, Stephanie Bessette, Nicolas Brodusch, Raynald Gauvin, Ali Dolatabadi, and Christian Moreau. 2025. "The Role of HVAF Nozzle Design and Process Parameters on In-Flight Particle Oxidation and Microstructure of NiCoCrAlY Coatings" Coatings 15, no. 3: 355. https://doi.org/10.3390/coatings15030355
APA StyleThoutam, A. K., Lamana, M. S., de Castilho, B. C. N. M., Ben Ettouil, F., Chandrakar, R., Bessette, S., Brodusch, N., Gauvin, R., Dolatabadi, A., & Moreau, C. (2025). The Role of HVAF Nozzle Design and Process Parameters on In-Flight Particle Oxidation and Microstructure of NiCoCrAlY Coatings. Coatings, 15(3), 355. https://doi.org/10.3390/coatings15030355