Abstract
Fog-proof coatings have been widely utilized in various fields, including automobile windshields, curtain walls, and fog-resistant eyewear. To date, numerous methods have been developed for preparing fog-proof coatings. However, the most effective fog-proof surfaces often suffer from poor light transmittance. In this report, we present a method for preparing fog-proof nano-coatings using atmospheric plasma spraying (APS). Hexamethyldisiloxane (HMDSO) was employed as a precursor solution, resulting in the formation of amorphous nano-coatings on glass substrates with a thickness ranging from 15 to 25 nm. The APS-coated glasses exhibit superhydrophilic properties, excellent fog resistance, and anti-reflective characteristics. Additionally, the APS coatings enhance light transmittance from 90% to 92%.
1. Introduction
Fog formation on high-transparency surfaces is often unavoidable and presents significant challenges for sophisticated equipment such as photovoltaic devices, display screens, solar cells, and medical instruments. Furthermore, water droplets on these surfaces can substantially reduce light transmittance and increase safety hazards [1,2,3,4]. Consequently, fog-proof and anti-reflection treatments are essential for optical surfaces, with surface coating being the most commonly employed method. An ideal anti-reflection coating should satisfy the Fresnel formula [5]:
where nc, na, and ns represent the critical index of refraction, the index of refraction of the coating, and the index of refraction of the substrate, respectively. Additionally, the condition for the coating thickness is typically set at λ/4. However, natural materials often fail to provide effective anti-reflection properties due to excessive water adhesion or high material costs [4,5,6]. With the rapid advancement of nanotechnology, the introduction of nonporous structures presents a promising solution to the challenges of atomization and anti-reflection. These structures leverage their capillary effects to absorb water and utilize diffusive reflection to reduce light scattering [7,8,9].
In recent years, superhydrophilic (SHL) surfaces with unique nanostructures have garnered considerable attention for their extreme wetting behavior and fog-proof performance [10,11,12,13]. England et al. introduced nanoscale clay platelets into SHL coatings, achieving impressive anti-fogging properties along with a light transmission rate of 90%. This study demonstrated that nanostructures play a crucial role in ensuring compatibility with both fog-proofing and anti-reflection properties [14]. Despite significant advancements in the preparation of nanoscale SHL surfaces, many existing methods for creating fog-proof or anti-reflection coatings face limitations, including multi-step processes, reliance on complex or expensive chemical reagents, and challenges related to substrate compatibility [15,16,17].
Atmospheric plasma spraying is a coating method widely used in the fields of thermal barrier coatings, hard coatings, wear-resistant coatings, and more. In recent years, the preparation of hydrophobic and superhydrophobic surfaces using atmospheric plasma spraying has been reported, demonstrating promising application prospects [18,19,20,21]. However, there are limited reports on the preparation of superhydrophilic surfaces. Michael Q et al. utilized titanium n-butoxide and 1-propanol as precursors to prepare superhydrophilic coatings on silicon and glass surfaces using atmospheric plasma spraying technology [22]. Under both fogging and defrosting conditions, these superhydrophilic coatings exhibited a high degree of transparency, showing nearly two orders of magnitude improvement over bare glass. Likewise, Chuanlong Ma et al. enhanced the surface wettability of PET films through atmospheric plasma spraying via plasma activation using hexamethyldisiloxane (HMDSO)-based plasma polymerization [23]. By combining plasma activation with HMDSO-based plasma polymerization, they achieved stable PET surface properties that could be tuned from highly hydrophobic to superhydrophilic. The results clearly demonstrated that the wettability of PET surfaces could be adjusted from stable high hydrophobicity (>140°) to stable superhydrophilicity (<10°), with minimized aging effects due to the plasma activation of the deposited coatings.
The durability of coatings is a critical issue, as many anti-fog coatings are not highly resistant to scratches or wear, which can reduce their effectiveness over time, particularly in high-usage applications. To date, numerous studies have investigated the durability of coatings prepared through various processes. The durability of a coating is influenced by both the preparation process and the materials used. Coatings applied via atmospheric plasma spraying are known for their strong adhesion to the substrate and excellent environmental resistance [24,25,26].
In this study, we introduce a novel, simple, and highly efficient process that utilizes atmospheric plasma spraying (APS) for the fabrication of nanoscale superhydrophilic (SHL) coatings [27,28,29]. Hexamethyldisiloxane (HMDSO, (CH3)3SiOSi(CH3)3) was employed as a precursor solution. The hydrophilic properties of the coatings can be tailored by adjusting the degree of pyrolysis, allowing for the creation of multifunctional coatings. Additionally, the contact angle of water on the coated glass substrates can be modified by varying the processing parameters. We also evaluated the fog-proof performance and light transmittance of the APS-coated glass. The surface morphology of the coated substrates was examined using field-emission scanning electron microscopy (FESEM) and atomic force microscopy (AFM). The dependence of wettability on the spray current was determined, while the composition of the coatings under different spray currents was analyzed using X-ray photoelectron spectroscopy (XPS) and infrared (IR) analysis. The mechanisms underlying superhydrophilicity were further discussed, along with analyses of the microstructure and chemical state of the coatings.
2. Experimental Section
2.1. Preparation of Nano-Coatings
The preparation of superhydrophilic (SHL) coatings was conducted using an atmospheric plasma spraying system (Micro-nano Coater, Inocon Technologie GmbH, Puchheim, Austria). Two types of substrate materials were utilized in this experiment: quartz glass for measuring hydrophilicity and anti-reflection properties and commercial eyewear glasses for fog-proof testing. The dimensions of the quartz glass specimens were 50 mm × 50 mm × 1 mm, while commercially available glasses were used for the fog-proof tests. The plasma gas, composed of argon and hydrogen (in a 90:10 volume ratio), was maintained at a flow rate of approximately 12 L/min. The HMDSO precursor solution (99.99%, Tokyo Chemical Industry, Shanghai, China) was delivered to the APS nozzle through an argon gas carrier (99.9999%) via an evaporator, where HMDSO was heated to 150 °C. The transport velocity of the precursor solution was maintained at 25 mL/min. A specially designed plasma nozzle was employed, focusing the plasma beam on a spot 1 mm in diameter on the substrate, with the nozzle positioned 60 mm above the substrate. The spraying process involved APS arc scanning across the substrate in a line-by-line manner at a speed of 100 mm/s, with a scanning pitch of 1 mm. To optimize the spraying conditions, the plasma current was varied from 120 A to 200 A, and five samples were prepared for each current setting. Prior to coating, all glass substrates were cleaned in acetone and subsequently dried with compressed air after deposition. The parameters for the APS coating are summarized in Table 1.

Table 1.
Spraying parameters.
2.2. Fog-Proof Testing
The coating of bare glass samples was carried out using the atmospheric plasma spraying (APS) process with the HMDSO solution. The spray parameters were consistent with those listed in Table 1, with the plasma current set at 180 A. For the fog-proof test, both APS-coated and uncoated glass samples were placed in a refrigerator at −10 °C for 5 h. After this period, the samples were removed and subjected to conditions in an oven at room temperature and at 80 °C while maintaining a consistent humidity of 80%. Water condensation on the surfaces of the glass samples was then observed. Anti-fog performance was evaluated by measuring the transparency of the coated and uncoated glass substrates. Additionally, we conducted a coating aging test in a constant temperature and humidity oven (28 °C, 40% humidity) and measured the contact angle of the samples, finding that the contact angle remained unchanged.
2.3. Characterization
The phase composition of the coatings was analyzed using X-ray diffraction (XRD, D/MAX-2500, Rigaku, Tokyo, Japan). Water contact angles were measured with a goniometer system (DSA 100, Kruss, Hamburg, Germany), with each measurement repeated five times to ensure accuracy. Coating thickness was characterized using a step profiler (DektakXT, BRUKER, Berlin, Germany), evaluating eight areas per sample. Surface morphology was examined via field-emission scanning electron microscopy (FESEM, Carl Zeiss, Baden-Württemberg, Germany) and atomic force microscopy (AFM, Cypher, Asylum Research, Wycombe, UK). The chemical composition of all samples was determined using X-ray photoelectron spectroscopy (XPS, Thermo Fisher, Waltham, MA, USA). Additionally, UV–visible spectra were analyzed using a UV–visible spectrophotometer (Lambda 950, PE, Waltham, MA, USA).
3. Results and Discussion
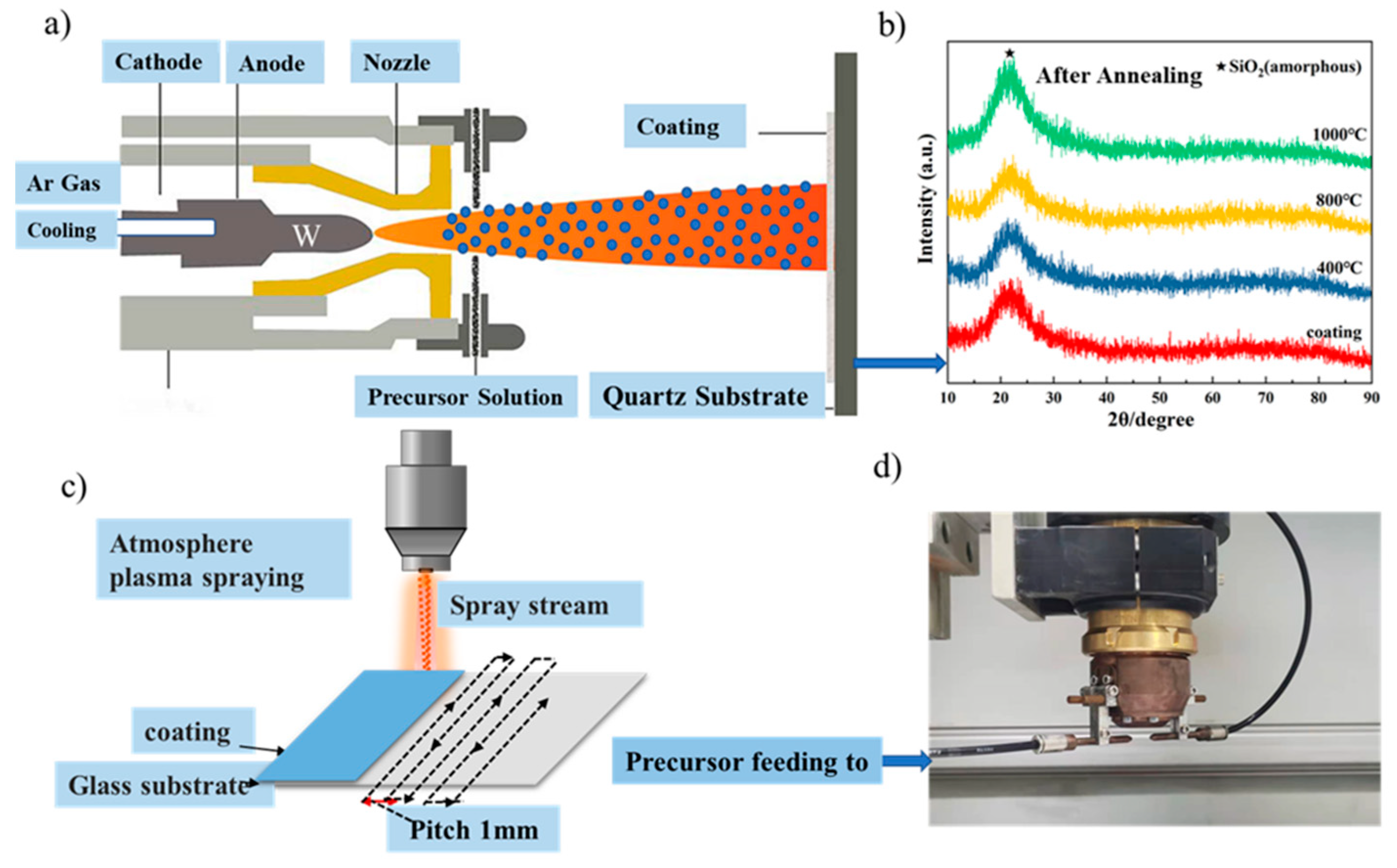
Figure 1a illustrates the setup of the atmospheric plasma spraying (APS) process, while Figure 1d presents a photograph of the nozzle. The precursor solution was injected directly in front of the nozzle and drawn at a 90-degree angle into the plasma jet, which was directed toward the substrate (as depicted in Figure 1d). Figure 1b displays the X-ray diffraction (XRD) results of the coated quartz substrates that were annealed at different temperatures, indicating that the coating primarily consists of amorphous material with silicide content. Figure 1c depicts the scanning process of the nozzle during spraying.
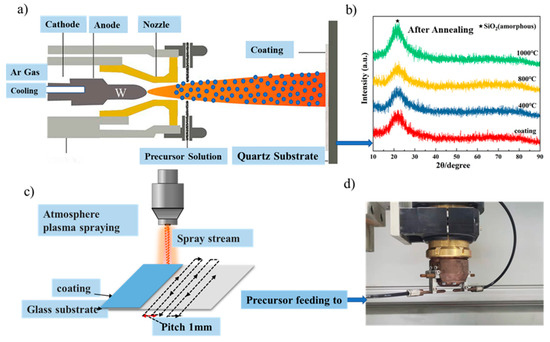
Figure 1.
(a) The setup of the atmospheric plasma spraying process. (b) The XRD patterns of the coatings after heat treatment at 400 °C, 800 °C, and 1000 °C. (c) illustrates the moving scanning process of the nozzle during spraying. (d) A photo of the nozzle used in the atmospheric plasma spraying system.
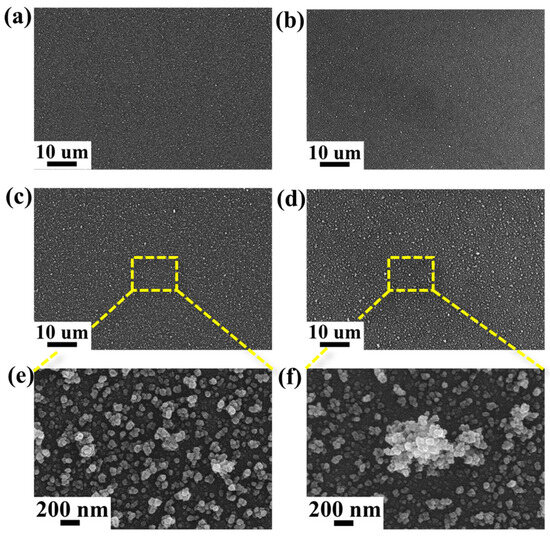
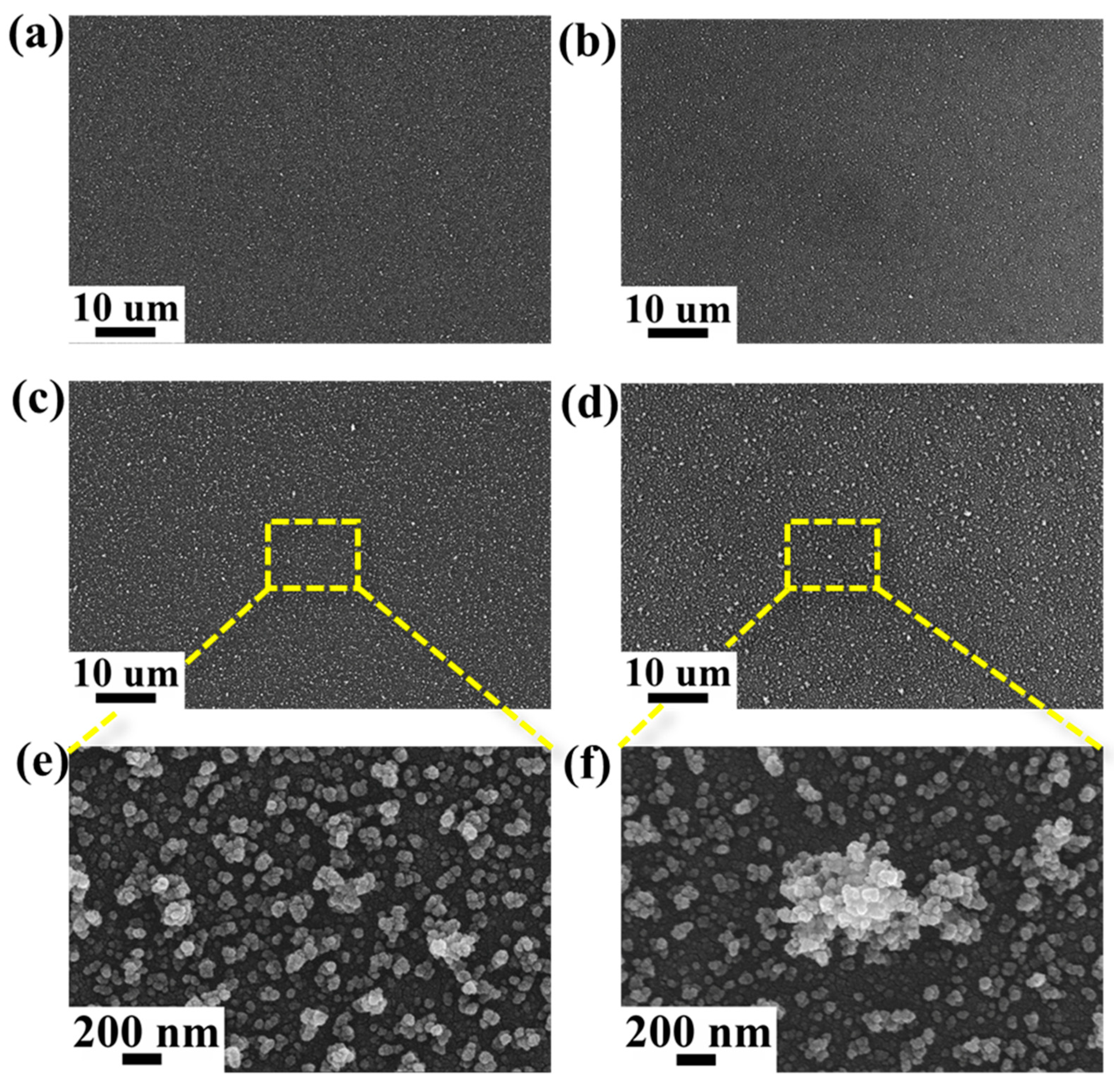
The surface morphologies of the APS-coated substrates at spray currents of 120 A, 150 A, 180 A, and 200 A are presented in Figure 2a, Figure 2b, Figure 2c, and Figure 2d, respectively. A comparison between Figure 2a,b indicates that the surfaces exhibit relatively smooth textures, while higher spray currents, as shown in Figure 2c,d, result in a significantly rougher surface texture. The enlarged SEM images in Figure 2e,f (from Figure 2c,d) reveal larger surface particles and aggregates, which enhance the superhydrophobic characteristics of the coatings.
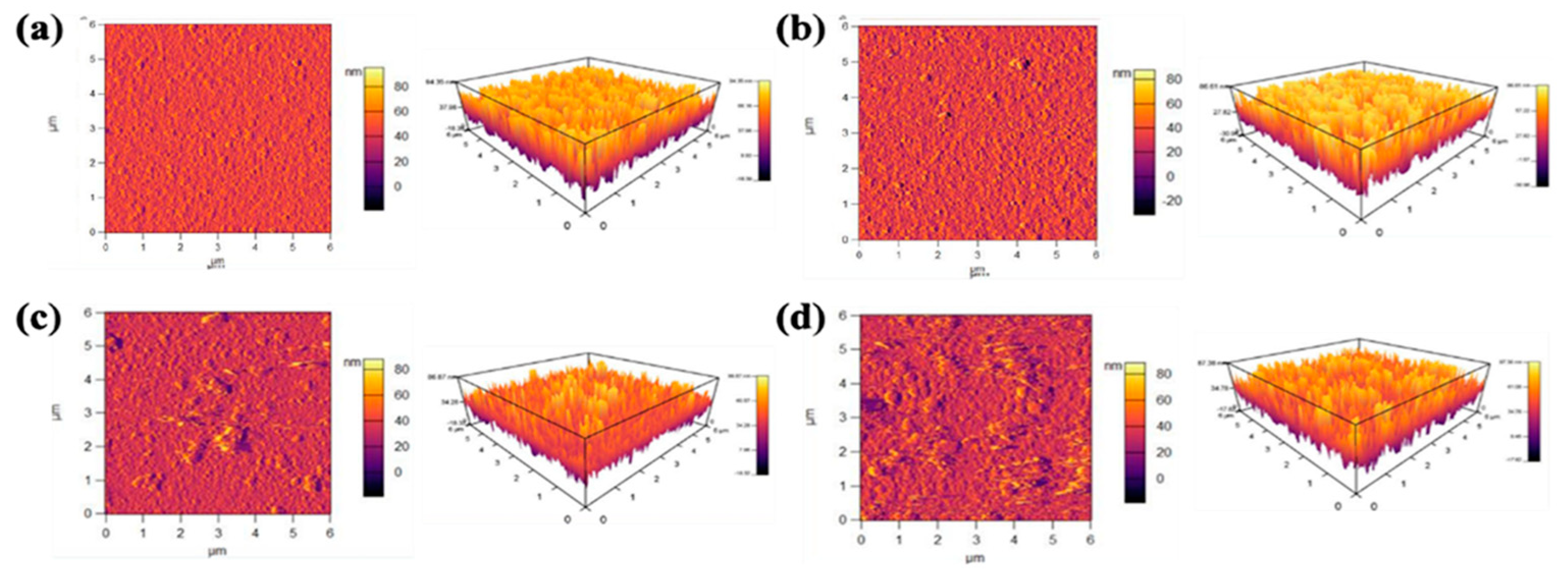
The atomic force microscopy (AFM) images of the APS-coated quartz glass substrates are presented in Figure 3a–d for spray currents of 120 A, 150 A, 180 A, and 200 A, respectively. It is observed that as the spray current increases, the surface of the coated substrates becomes progressively rougher, with evident cluster formation. At a spray current of 120 A, the coating thickness measures 15.7 nm, with a surface roughness of approximately 1.2 nm. As the spray current increases to 150 A, 180 A, and 200 A, the coating thickness rises to about 21.5 nm, 22.3 nm, and 20.6 nm, respectively. Correspondingly, the surface roughness is measured at approximately 3.1 nm, 2.4 nm, and 1.7 nm.
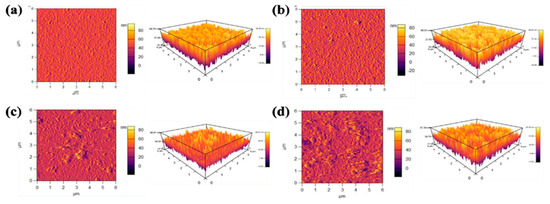
Figure 3.
AFM images showing (a) the surface coated at a spray current of 120 A; (b) the surface coated at a spray current of 150 A; (c) the surface coated at a spray current of 180 A; and (d) the surface coated at a spray current of 200 A.
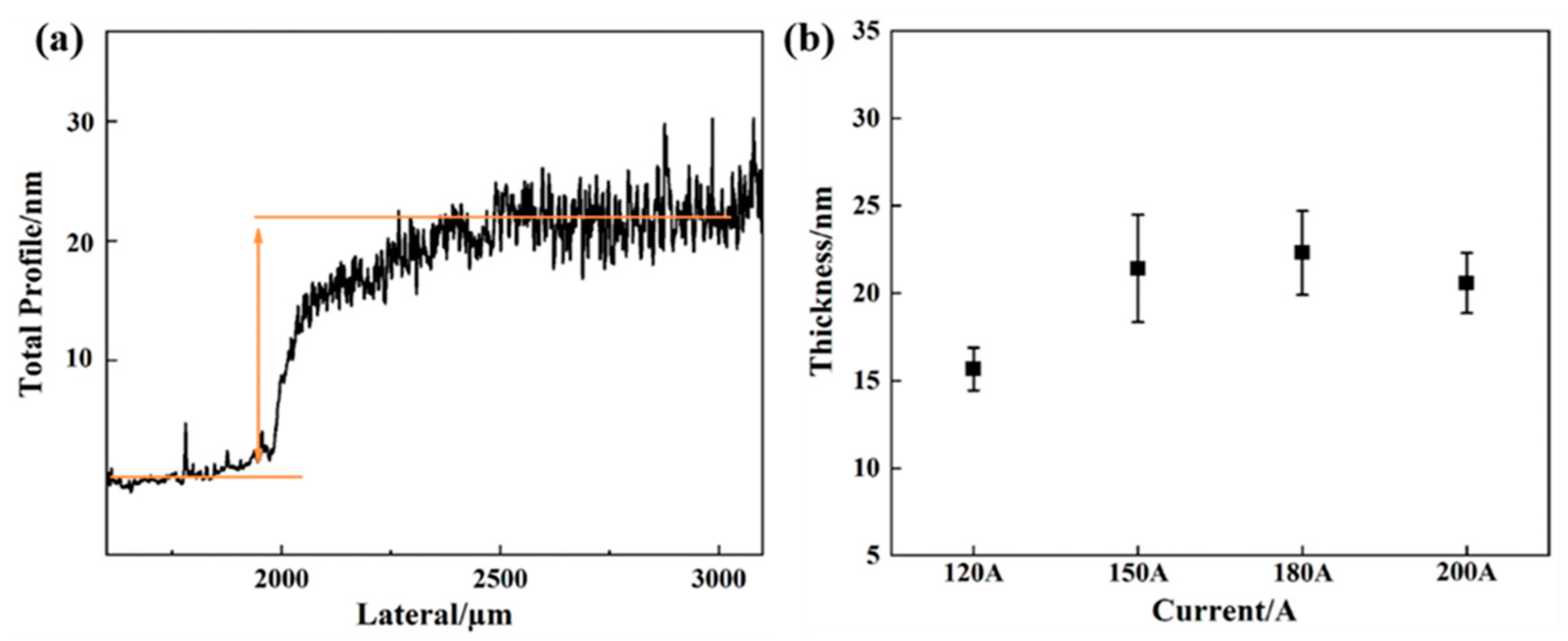
The average coating thickness was measured using a step profiler, and representative thickness scan results are illustrated in Figure 4a. Figure 4b shows the relationship between the average coating thickness and the spray current. The results indicate that as the spray current increases, the thickness rises from 16 nm to a maximum of 24 nm at a spray current of 180 A, before slightly decreasing when the current is further increased to 200 A. This reduction in coating thickness may be attributed to the high current, which results in an increased plasma jet velocity that reduces the attachment of particles to the substrate surface. Additionally, the elevated current raises the temperature of the plasma beam, leading to a sintering shrinkage phenomenon during the coating process.
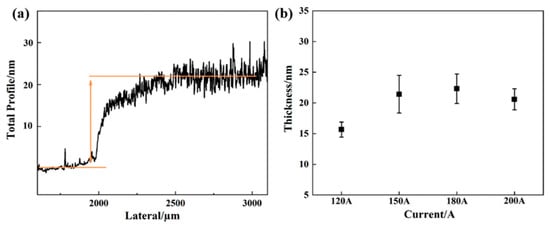
Figure 4.
(a) The profile obtained from a lateral scan of the surface coated at a spray current of 200 A. (b) The average thickness measured by the step profiler on the coated surfaces at spray currents of 120 A, 150 A, 180 A, and 200 A.
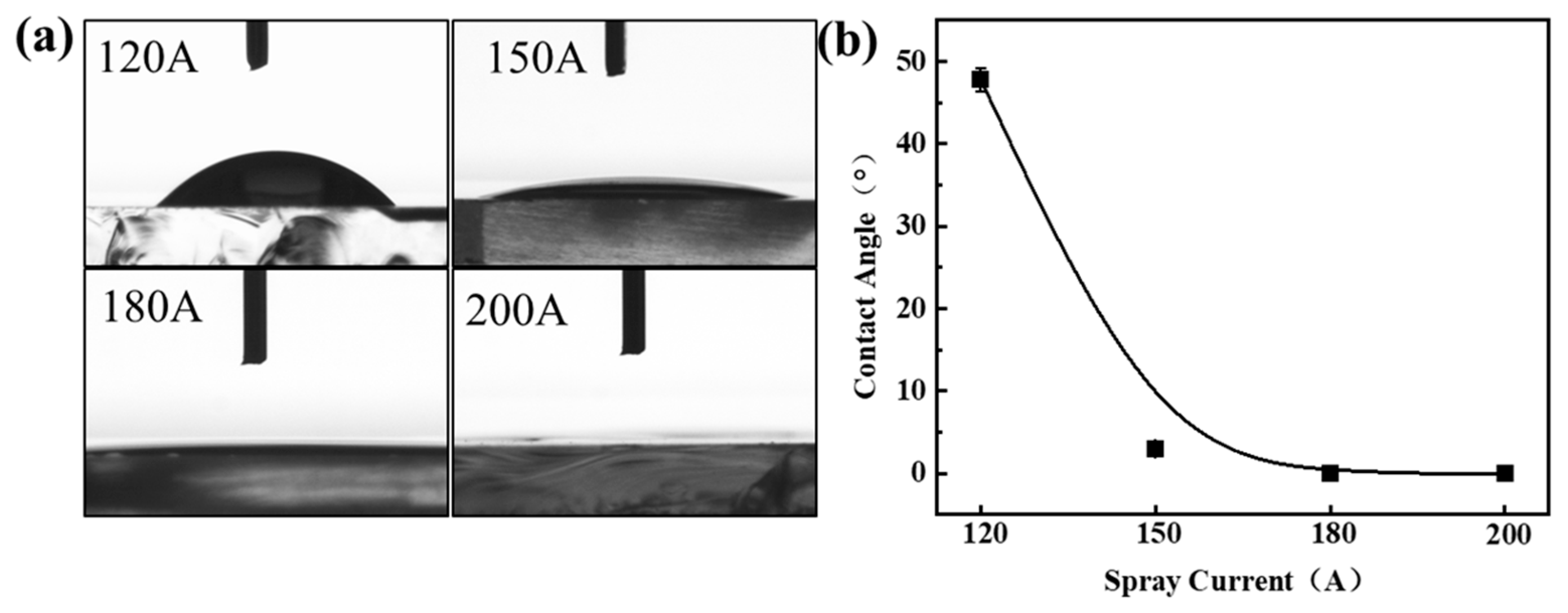
The water contact angles (WCAs) of the coated samples prepared at different spray currents are presented in Figure 5a,b. Figure 4a displays images of water droplets on the coated substrates. At a spray current of 120 A, the coating exhibits hydrophilic characteristics with a WCA of 47.8°. As the spray current increases to 150 A, the wetting state transitions from hydrophilic to superhydrophilic (SHL), resulting in a WCA of 3.2°. Figure 5a,b indicate a substantial enhancement in SHL performance as the spray current reaches 200 A, where water droplets can rapidly spread, resulting in a WCA close to 0°.
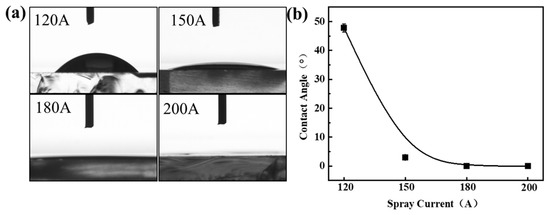
Figure 5.
(a) Photos during the measurement of water contact angles on the surfaces coated under spray currents of 120 A, 150 A, 180 A, and 200 A. (b) A plot of the water contact angles and spray currents.
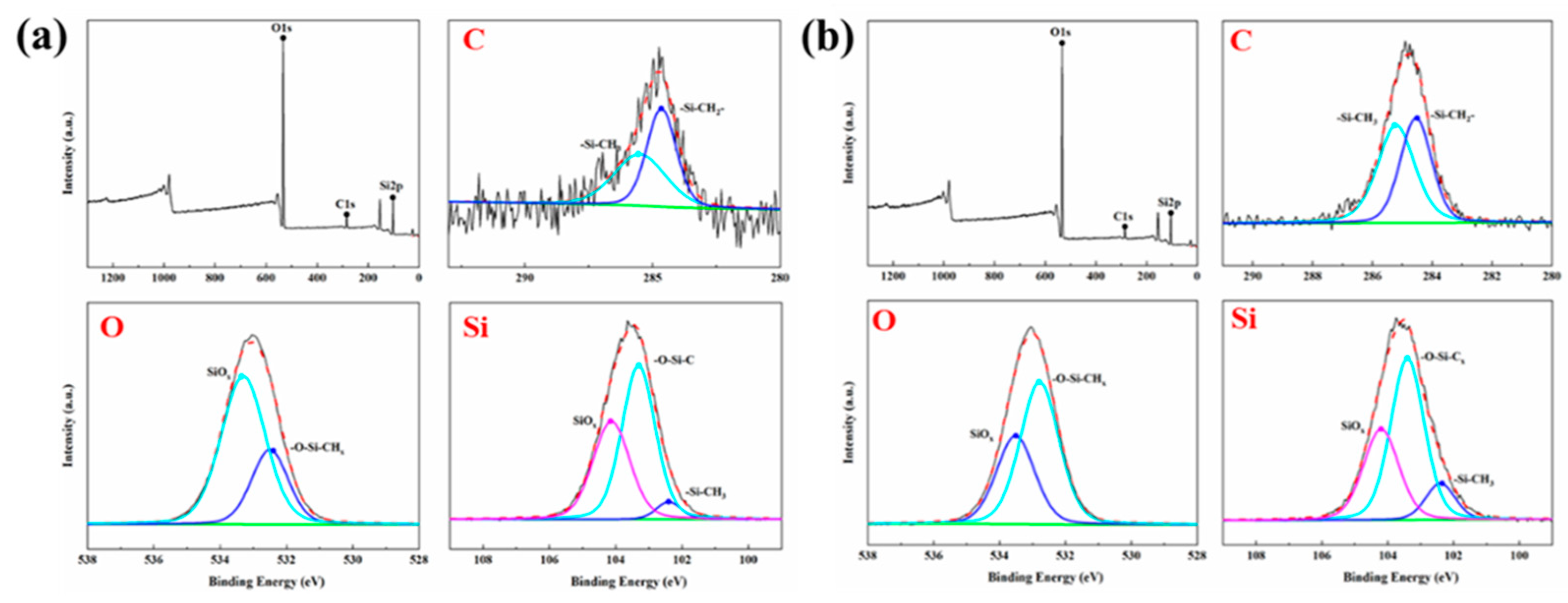
To investigate the mechanism by which the spray current influences the hydrophilic characteristics of the APS-coated glass substrate, X-ray photoelectron spectroscopy (XPS) and infrared spectroscopy (IR) analyses were conducted. Figure 6 presents the XPS analysis results for the APS-coated specimens, with Figure 6a showing the results for a sample sprayed at 120 A and Figure 6b for a sample sprayed at 200 A. Through peak separation and area integration processing, the contents of various functional groups on the coated surfaces were quantified and are listed in Table 2.
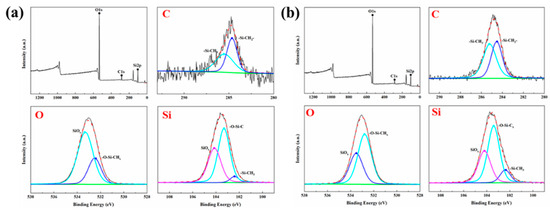
Figure 6.
(a) The X-ray photoelectron spectroscopy results for the coated surface at a spray current of 120 A; (b) the X-ray photoelectron spectroscopy results for the coated surface at a spray current of 180 A.
Table 2.
Element and functional groups measured with XPS.
The HMDSO precursor contains both hydrophilic groups (O-Si-O) and hydrophobic groups (Si-CH3). During the APS process, Si-CH3 partially oxidizes into silicon oxide, transforming it into a suitable superwetting precursor depending on the degree of pyrolysis. The XPS results indicate that the contents of hydrophobic groups, such as -Si-CH3, -O-Si-CHx (where x < 3), and -Si-C, are lower on the surface coated at 200 A compared to that at 120 A. Conversely, the content of hydrophilic groups, specifically SiOx, increases on the coated surface. This suggests that the increase in spray current enhances the temperature of the plasma beam, thereby facilitating the oxidation of the HMDSO precursor. This process leads to a rise in hydrophilic groups on the coated surface, resulting in superhydrophilicity [23].
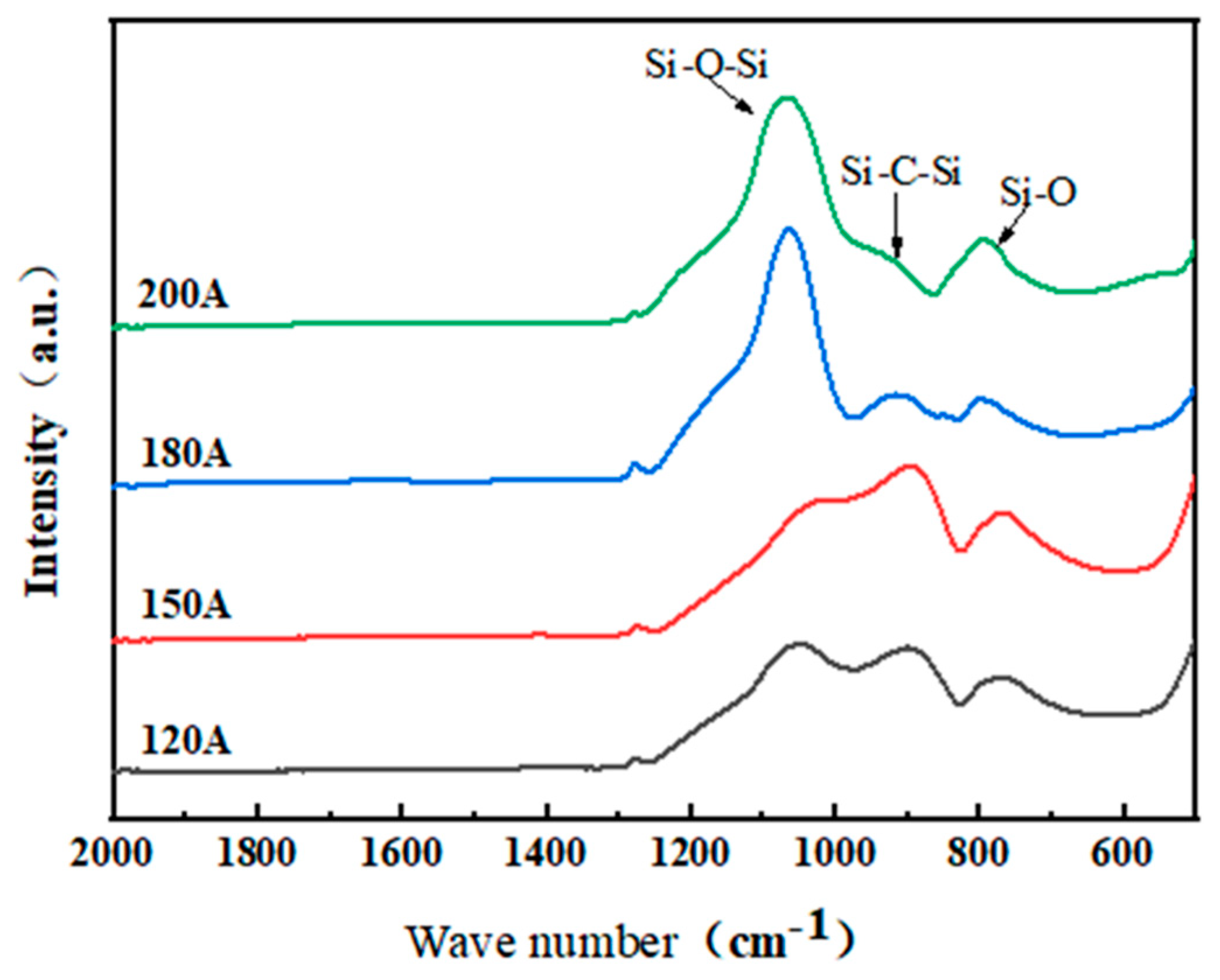
Figure 7 presents the infrared (IR) results of the coated surfaces subjected to different spray currents. It is observed that the vibrational peaks corresponding to Si-O-Si and Si-O bonds are enhanced, while the vibrational peak associated with Si-C-Si diminishes as the spray current increases. The increase in the Si-O-Si and Si-O bands in the coatings is beneficial for hydrophilicity, whereas the reduction in the Si-C-Si band supports improved surface hydrophilicity [22].
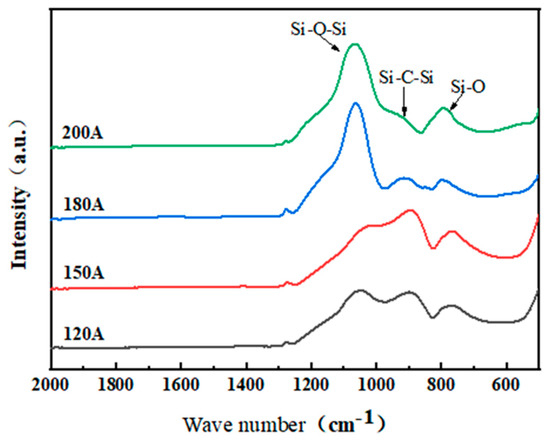
Figure 7.
IR analysis results of surfaces coated at spray currents of 120 A, 150 A, 180 A, and 200 A.
The water contact angle (WCA) measurement results indicate that the wettability of the APS coatings is closely related to the spray currents. Higher spray currents are believed to contribute to an increased degree of pyrolysis, promoting the formation of sufficient hydrophilic groups on the coating surface. Furthermore, the analysis of surface morphology, coating thickness, and roughness (illustrated in Figure 2, Figure 3 and Figure 4) further elucidates the relationship between hydrophilicity and spray current. At higher spray currents, pyrolytic particles exhibit an increased deposition rate, leading to a more complex surface microstructure and enhanced surface roughness [30].
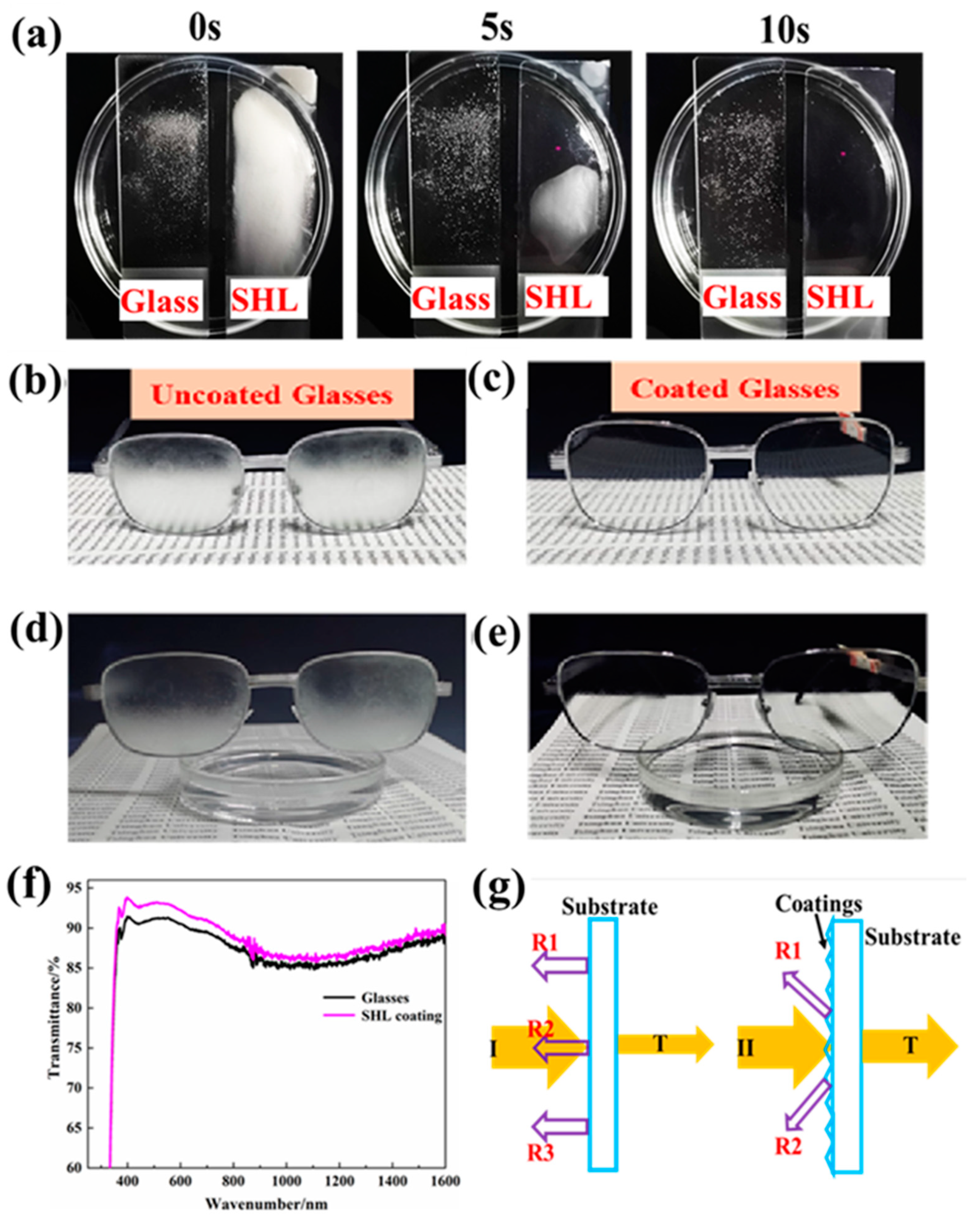
To evaluate the fog-proof performance of APS coatings on glass substrates, two methods were employed: one at room temperature and the other in a hot-vapor environment (80 °C), both under conditions of 80% humidity. The resulting images of the coated and uncoated glasses are displayed in Figure 8. Figure 8a illustrates the fogging process experiments conducted on both coated and uncoated glass. Figure 8b,d illustrate the uncoated glasses under 80% humidity at room temperature and 80 °C, respectively, revealing significant fog accumulation on their surfaces. In contrast, the APS-coated glasses show no fog on their surfaces (see Figure 8c,e). The APS-coated glasses maintain high visible transmittance at both room temperature and 80 °C under the same humidity conditions, demonstrating the excellent anti-fog functionality of the superhydrophilic coatings.
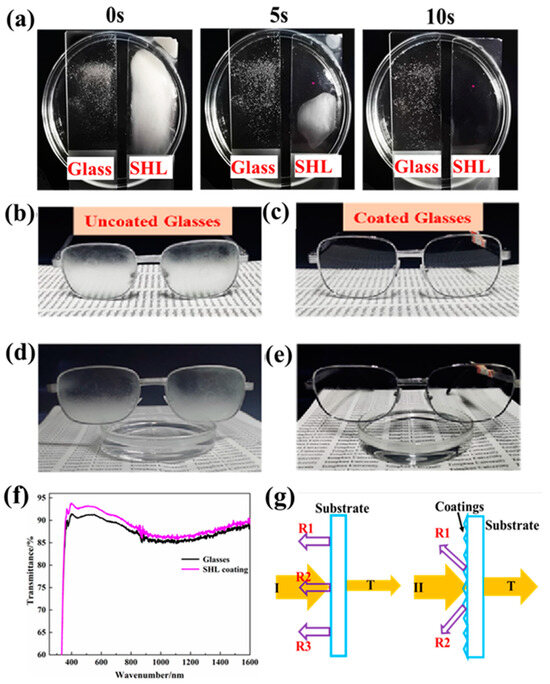
Figure 8.
(a) Fogging process experiments conducted on both coated and uncoated glass. (b) Frost formation on the uncoated glass surface at room temperature. (c) Frost formation on the coated glass surface at room temperature. (d) Frost formation on the uncoated glass surface at 80 °C. (e) Frost formation on the coated glass surface at 80 °C. (f) Transmittance comparison between uncoated glass and coated glass. (g) A schematic representation of light passing through both coated and uncoated glass surfaces.
Figure 8g presents the UV-Vis spectra for both uncoated and coated quartz glasses. The spectra indicate that the APS-coated glasses exhibit a light transmittance exceeding 92%, which is superior to that of the uncoated samples, highlighting their excellent anti-reflective properties. The refractive index of the coatings is correlated with coating density, as expressed in the following equation [30,31]:
where np is the refractive index of coatings, n is the refractive index of the dense coatings, and p is the porosity of coatings. To effectively reduce the refractive index of a thin film, it is necessary to increase the coating’s porosity. As illustrated in Figure 2e, the APS-coated surface has sufficient nanogaps, resulting in a porosity of 61%, which contributes to a reduced refractive index.
Furthermore, as shown in Figure 8f, the incorporation of nanoparticles on the surface of the coated substrate proved to be an effective method for mitigating destructive interference at the air/coating/substrate interfaces [32,33].
4. Conclusions
An excellent fog-proof and anti-reflection nano-coating was successfully developed using atmospheric plasma spraying (APS) with a hexamethyldisiloxane precursor solution. X-ray diffraction (XRD) analysis, along with atomic force microscopy (AFM) and field-emission scanning electron microscopy (FESEM) observations, revealed an inorganic amorphous nano-coating with a thickness ranging from 15 to 25 nm, depending on the coating parameters. The water contact angle on the surface of the coated glasses decreased as the spray current increased from 120 A to 200 A, maintaining a contact angle of 0º when the spray current exceeded 150 A. This nano-coating also improved transparency, enhancing it from 90% to 92% for ordinary silicate glass. X-ray photoelectron spectroscopy (XPS) and infrared (IR) analyses indicated that the APS-sprayed nano-coatings consist of snow-like nanoclusters containing hydrophilic SiOx groups. The coatings demonstrate excellent fog-proof properties across various temperature and humidity conditions. This work presents a simple and efficient method for creating fog-proof and anti-reflection coatings suitable for diverse applications, including fog-proof glasses, photovoltaic panels, and automotive reflectors.
Author Contributions
Conceptualization, W.P. and Y.X.; methodology, X.Z.; software, Z.Z. and X.Z.; validation, D.W., Y.X. and X.Z.; formal analysis, X.Z.; investigation, X.Z.; resources, G.L.; data curation, G.L.; writing—original draft preparation, X.Z.; writing—review and editing, W.P.; supervision, W.P.; project administration, W.P.; funding acquisition, W.P. All authors have read and agreed to the published version of the manuscript.
Funding
This study was supported by the National Natural Science Foundation of China (Grant No. 52073156, 91960104).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Xu, L.; He, J. Antifogging and antireflection coatings fabricated by integrating solid and mesoporous silica nanoparticles without any post-treatments. ACS Appl. Mater. Interfaces 2012, 4, 3293–3299. [Google Scholar] [CrossRef]
- Lai, Y.; Tang, Y.; Gong, J.; Gong, D.; Chi, L.; Lin, C.; Chen, Z. Transparent superhydrophobic/superhydrophilic TiO2-based coatings for self-cleaning and anti-fogging. J. Mater. Chem. 2012, 22, 7420–7426. [Google Scholar] [CrossRef]
- Wang, S.; Liu, K.; Yao, X.; Jiang, L. Bioinspired Surfaces with Superwettability: New Insight on Theory, Design, and Applications. Chem. Rev. 2015, 115, 8230–8293. [Google Scholar] [CrossRef]
- MacLeod, H.A.; Macleod, H.A. Thin-Film Optical Filters, 4th ed.; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar] [CrossRef]
- Yao, L.; He, J. Recent progress in antireflection and self-cleaning technology—From surface engineering to functional surfaces. Prog. Mater. Sci. 2014, 61, 94–143. [Google Scholar] [CrossRef]
- Han, J.; Dou, Y.; Wei, M.; Evans, D.G.; Duan, X. Antireflection/antifogging coatings based on nanoporous films derived from layered double hydroxide. Chem. Eng. J. 2011, 169, 371–378. [Google Scholar] [CrossRef]
- Daoud, W.A.; Xin, J.H.; Tao, X. Superhydrophobic silica nanocomposite coating by a low-temperature process. J. Am. Ceram. Soc. 2004, 87, 1782–1784. [Google Scholar] [CrossRef]
- Wang, D.; Zheng, S.; Liu, H.; Tang, J.; Miao, W.; Wang, H.; Tian, Y.; Yang, H.; Jiang, L. A Magnetic Gated Nanofluidic Based on the Integration of a Superhydrophilic Nanochannels and a Reconfigurable Ferrofluid. Adv. Mater. 2019, 31, e1805953. [Google Scholar] [CrossRef]
- Choi, M.; Xiangde, L.; Park, J.; Choi, D.; Heo, J.; Chang, M.; Lee, C.; Hong, J. Superhydrophilic coatings with intricate nanostructure based on biotic materials for antifogging and antibiofouling applications. Chem. Eng. J. 2017, 309, 463–470. [Google Scholar] [CrossRef]
- Zhu, Z.; Zheng, S.; Peng, S.; Zhao, Y.; Tian, Y. Superlyophilic Interfaces and Their Applications. Adv. Mater. 2017, 29, 1703120. [Google Scholar] [CrossRef]
- Si, Y.; Dong, Z.; Jiang, L. Bioinspired Designs of Superhydrophobic and Superhydrophilic Materials. ACS Cent. Sci. 2018, 4, 1102–1112. [Google Scholar] [CrossRef]
- Tian, Y.; Su, B.; Jiang, L. Interfacial material system exhibiting superwettability. Adv. Mater. 2014, 26, 6872–6897. [Google Scholar] [CrossRef] [PubMed]
- Su, B.; Tian, Y.; Jiang, L. Bioinspired Interfaces with Superwettability: From Materials to Chemistry. J. Am. Chem. Soc. 2016, 138, 1727–1748. [Google Scholar] [CrossRef] [PubMed]
- England, M.W.; Urata, C.; Dunderdale, G.J.; Hozumi, A. Anti-Fogging/Self-Healing Properties of Clay-Containing Transparent Nanocomposite Thin Films. ACS Appl. Mater. Inter. 2016, 8, 4318–4322. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Ren, L.; Liu, X.; Zhang, C.; Chen, D.; Xu, W.; Qin, Y. Superhydrophilic and Underwater Superoleophobic Poly(propylene) Nonwoven Coated with TiO2 by Atomic Layer Deposition. Adv. Mater. Interfaces 2020, 8, 2001485. [Google Scholar] [CrossRef]
- Kim, D.-Y.; Park, J.-J.; Lee, J.-G.; Lee, M.-W.; Kim, H.-Y.; Oh, J.-H.; Seong, T.-Y.; Kim, D.; James, S.C.; van Hest, M.F.A.M.; et al. Tuning Hydrophobicity with Honeycomb Surface Structure and Hydrophilicity with CF4 Plasma Etching for Aerosol-Deposited Titania Films. J. Am. Ceram. Soc. 2012, 95, 3955–3961. [Google Scholar] [CrossRef]
- Park, J.J.; Kim, D.Y.; Lee, J.G.; Kim, D.; Oh, J.H.; Seong, T.Y.; Van Hest, M.F.A.M.; Yoon, S.S. Superhydrophilic transparent Titania films by supersonic aerosol deposition. J. Am. Ceram. Soc. 2013, 96, 1596–1601. [Google Scholar] [CrossRef]
- Dimitrakellis, P.; Gogolides, E. Hydrophobic and superhydrophobic surfaces fabricated using atmospheric pressure cold plasma technology: A review. Adv. Colloid Interface Sci. 2018, 254, 1–21. [Google Scholar] [CrossRef]
- Sharifi, N.; Pugh, M.; Moreau, C.; Dolatabadi, A. Developing hydrophobic and superhydrophobic TiO2 coatings by plasma spraying. Surf. Coat. Technol. 2016, 289, 29–36. [Google Scholar] [CrossRef]
- Mugica-Vidal, R.; Alba-Elias, F.; Sainz-Garcia, E.; Pantoja-Ruiz, M. Hydrophobicity attainment and wear resistance enhancement on glass substrates by atmospheric plasma-polymerization of mixtures of an aminosilane and a fluorocarbon. Appl. Surf. Sci. 2015, 347, 325–335. [Google Scholar] [CrossRef]
- Wang, D.; Zhang, Q.; Zhen, Y.; Xu, F.; Ma, Z.; Gao, L. Oxygen vacancy induced superhydrophobicity of air plasma spraying deposited Y2O3 coatings. J. Eur. Ceram. Soc. 2025, 45, 116871. [Google Scholar] [CrossRef]
- Hovish, M.Q.; Hilt, F.; Rolston, N.; Xiao, Q.; Dauskardt, R.H. Open Air Plasma Deposition of Superhydrophilic Titania Coatings. Adv. Funct. Mater. 2019, 29, 1806421. [Google Scholar] [CrossRef]
- Yu, X.; Zhao, J.; Wu, C.; Li, B.; Sun, C.; Huang, S.; Tian, X. Highly durable antifogging coatings resistant to long-term airborne pollution and intensive UV irradiation. Mater. Des. 2020, 194, 108956. [Google Scholar] [CrossRef]
- Lomga, J.; Varshney, P.; Nanda, D.; Satapathy, M.; Mohapatra, S.S.; Kumar, A. Fabrication of durable and regenerable superhydrophobic coatings with excellent self-cleaning and anti-fogging properties for aluminium surfaces. J. Alloys Compd. 2017, 702, 161–170. [Google Scholar] [CrossRef]
- Macdonald, B.; Wang, F.W.; Tobelmann, B.; Wang, J.; Landini, J.; Gunaratne, N.; Kovac, J.; Miller, T.; Mosurkal, R.; Tuteja, A. Design of Abrasion-Resistant, Long-Lasting Antifog Coatings. ACS Appl. Mater. Interfaces 2024, 16, 13018–13028. [Google Scholar] [CrossRef] [PubMed]
- Momoli, R.; Giacomazzo, S.; Gandin, A.; Brusatin, G. Anti-fog nanocomposite coatings of enhanced durability. J. Sol-Gel. Sci. Technol. 2022, 101, 46–57. [Google Scholar] [CrossRef]
- Zhong, X.; Liang, R.; Liu, G.; Pan, W. Zinc coating on steel by atmosphere plasma spray and their anti-corrosion behavior. Mater. Lett. 2022, 314, 131825. [Google Scholar] [CrossRef]
- Rahman, O.S.A.; Mukherjee, B.; Islam, A.; Keshri, A.K. Instant Tuning of Superhydrophilic to Robust Superhydrophobic and Self-Cleaning Metallic Coating: Simple, Direct, One-Step, and Scalable Technique. ACS Appl. Mater. Interfaces 2019, 11, 4616–4624. [Google Scholar] [CrossRef]
- Fan, W.; Bai, Y. Review of suspension and solution precursor plasma sprayed thermal barrier coatings. Ceram. Int. 2016, 42, 14299–14312. [Google Scholar] [CrossRef]
- Thomas, I.M. High laser damage threshold porous silica antireflective coating. Appl. Opt. 1986, 25, 1481–1483. [Google Scholar] [CrossRef]
- Nostell, P.; Roos, A.; Karlsson, B. Optical and mechanical properties of sol-gel antireflective films for solar energy applications. Thin. Solid Films 1999, 351, 170–175. [Google Scholar] [CrossRef]
- Aghaei, R.; Eshaghi, A. Optical and superhydrophilic properties of nanoporous silica-silica nanocomposite thin film. J. Alloys Compd. 2017, 699, 112–118. [Google Scholar] [CrossRef]
- Budunoglu, H.; Yildirim, A.; Bayindir, M. Flexible and mechanically stable antireflective coatings from nanoporous organically modified silica colloids. J. Mater. Chem. 2012, 22, 9671–9677. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).