
Effect of Recovery Treatment on the Microstructure and Tribological Properties of Ultrasonic Impacted Al2FeCoNiCrW0.5 High-Entropy Alloy Coatings

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
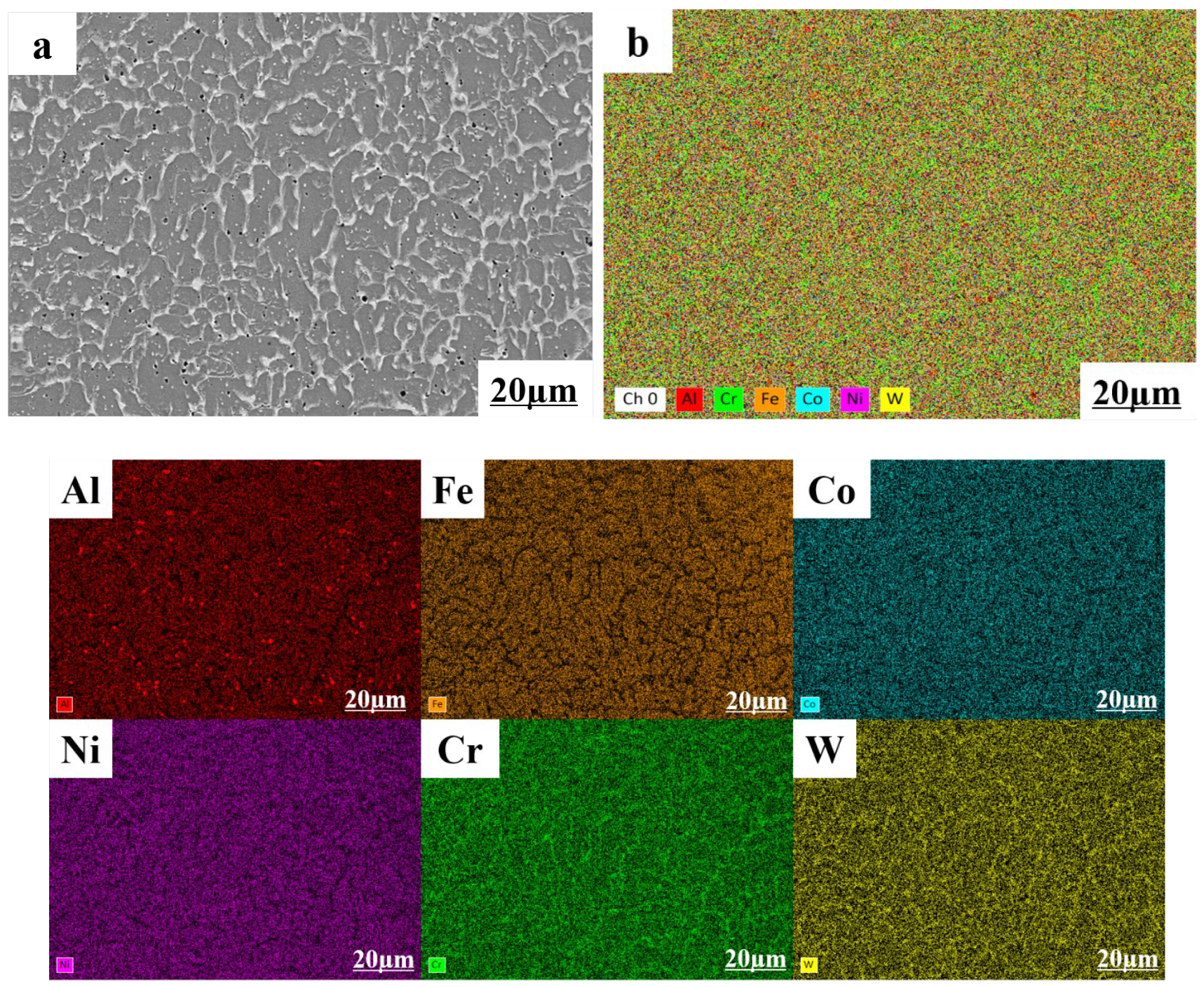
3.1. Microstructural Analysis
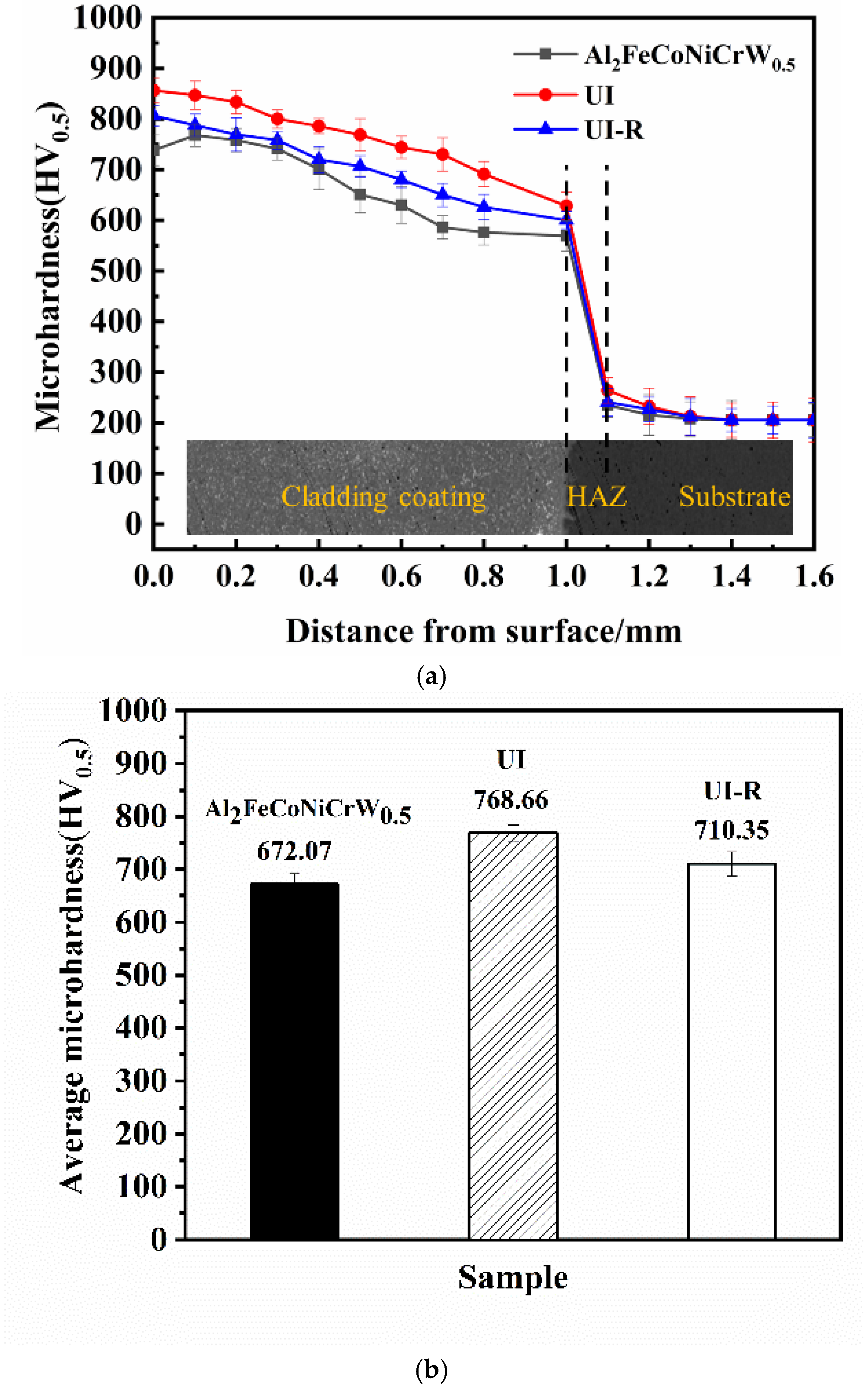
3.2. Microhardness Analysis
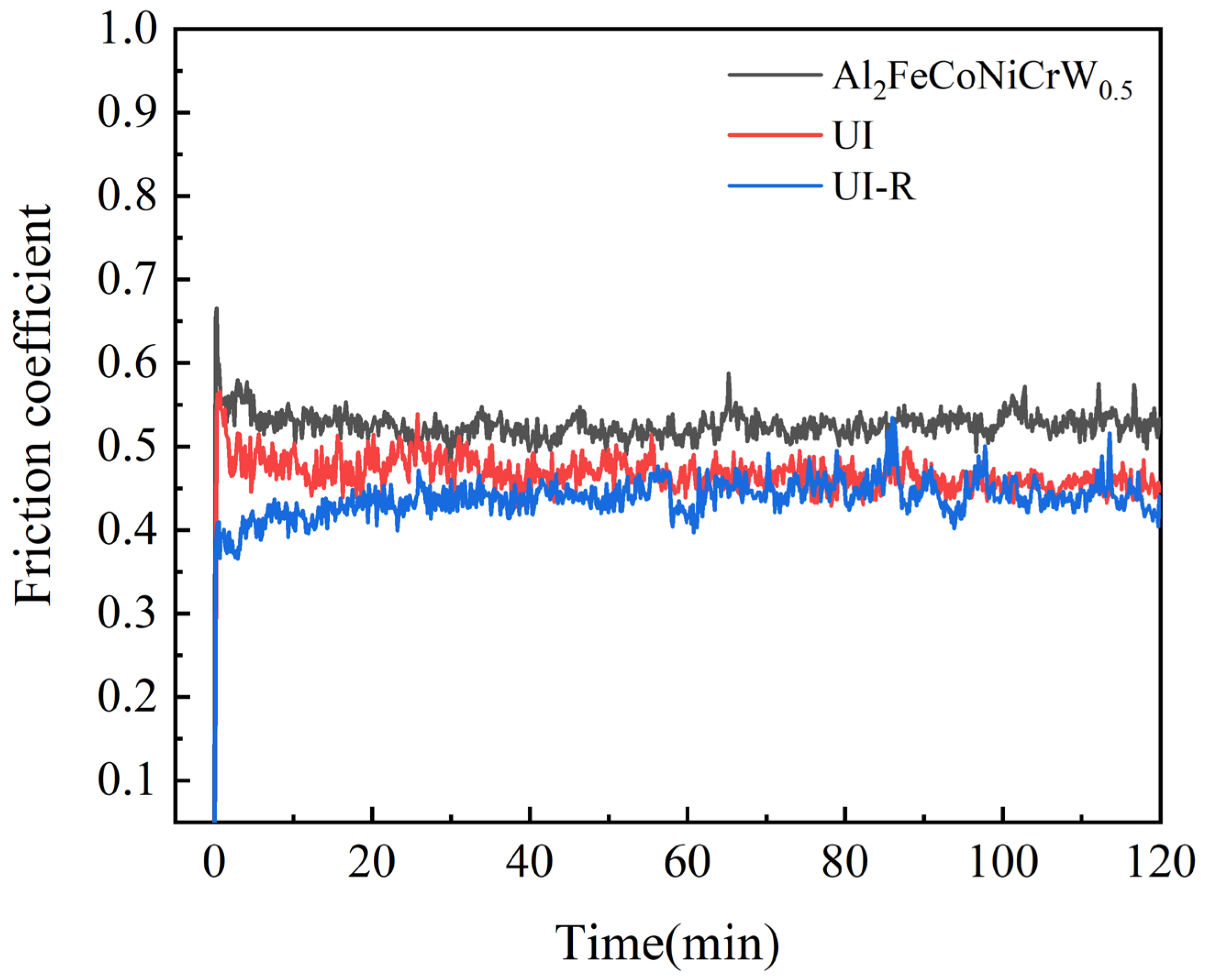
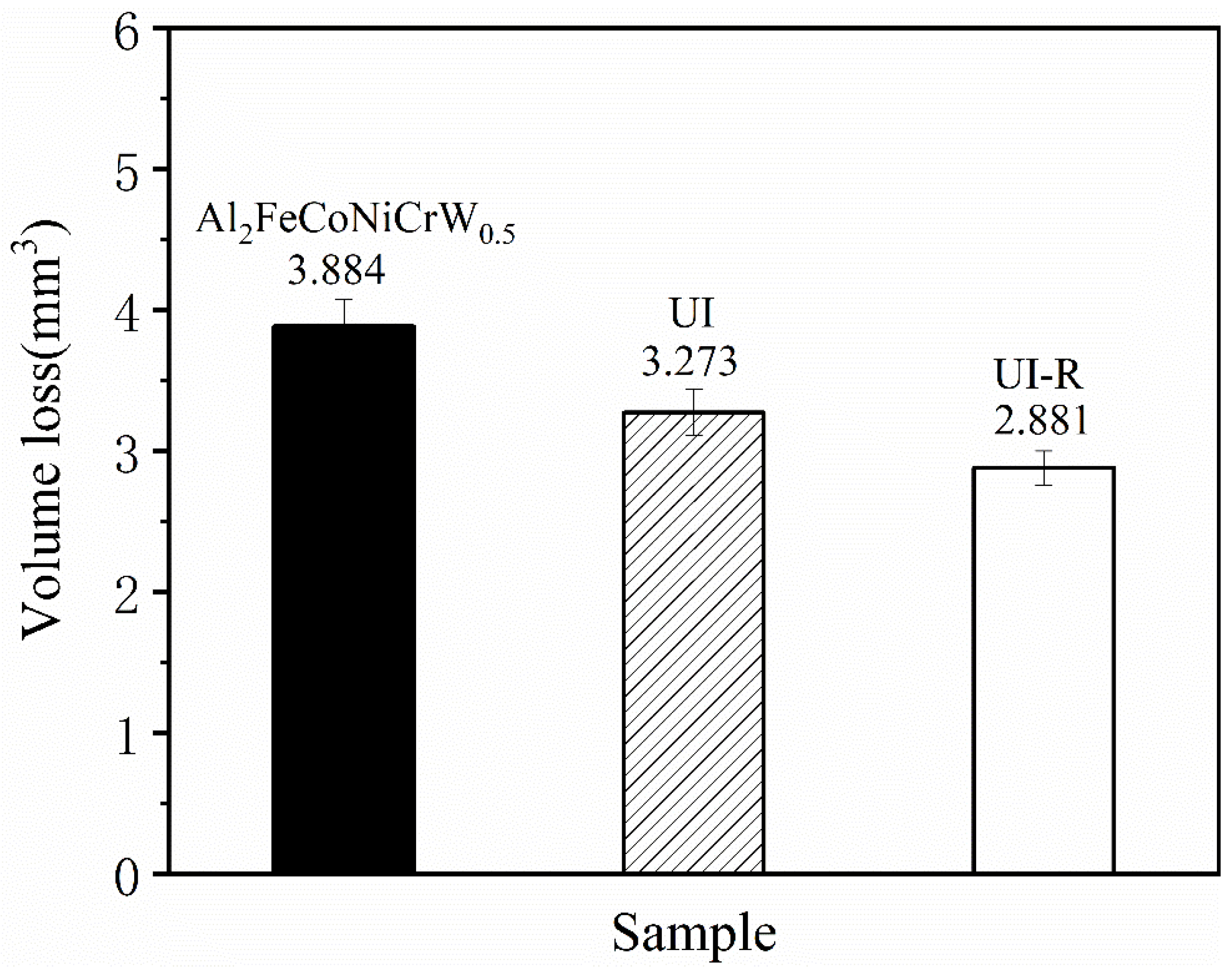
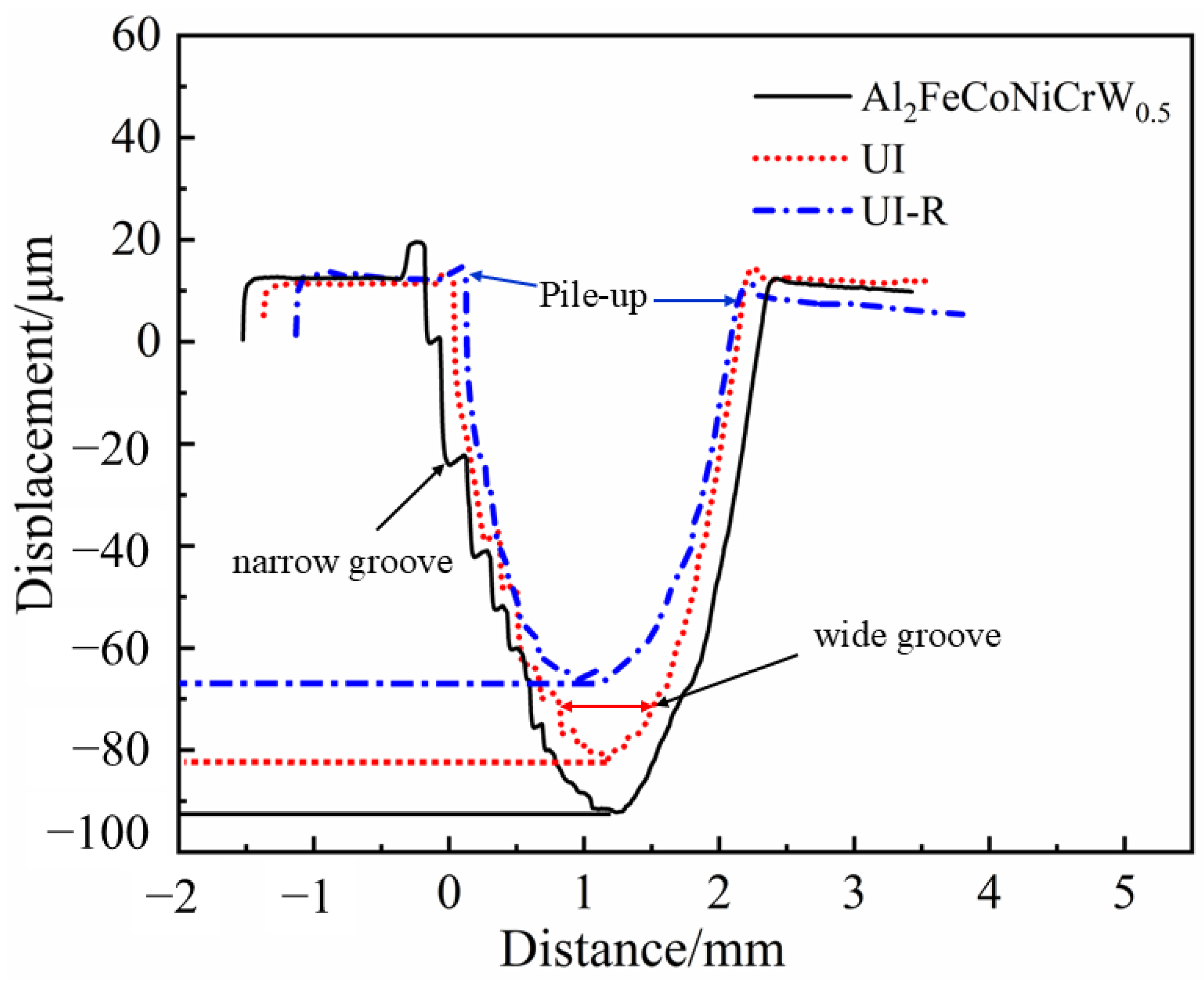
3.3. Friction and Wear Performance
4. Conclusions
- (1)
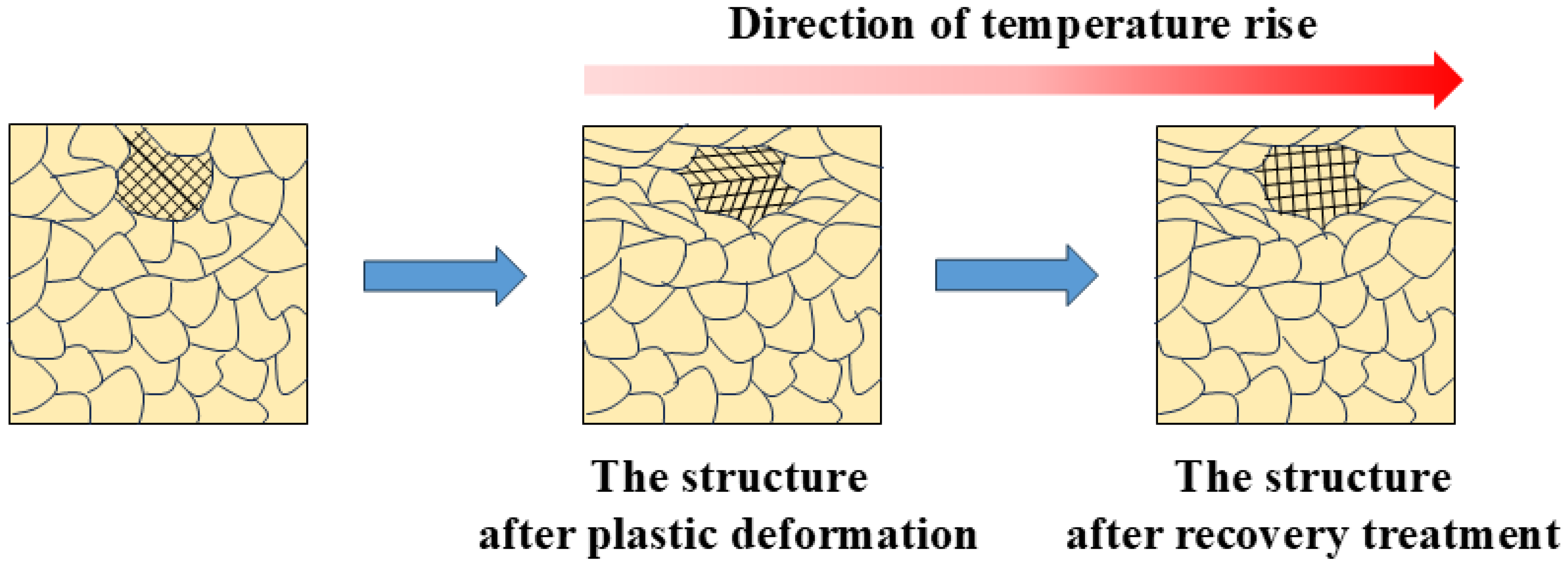
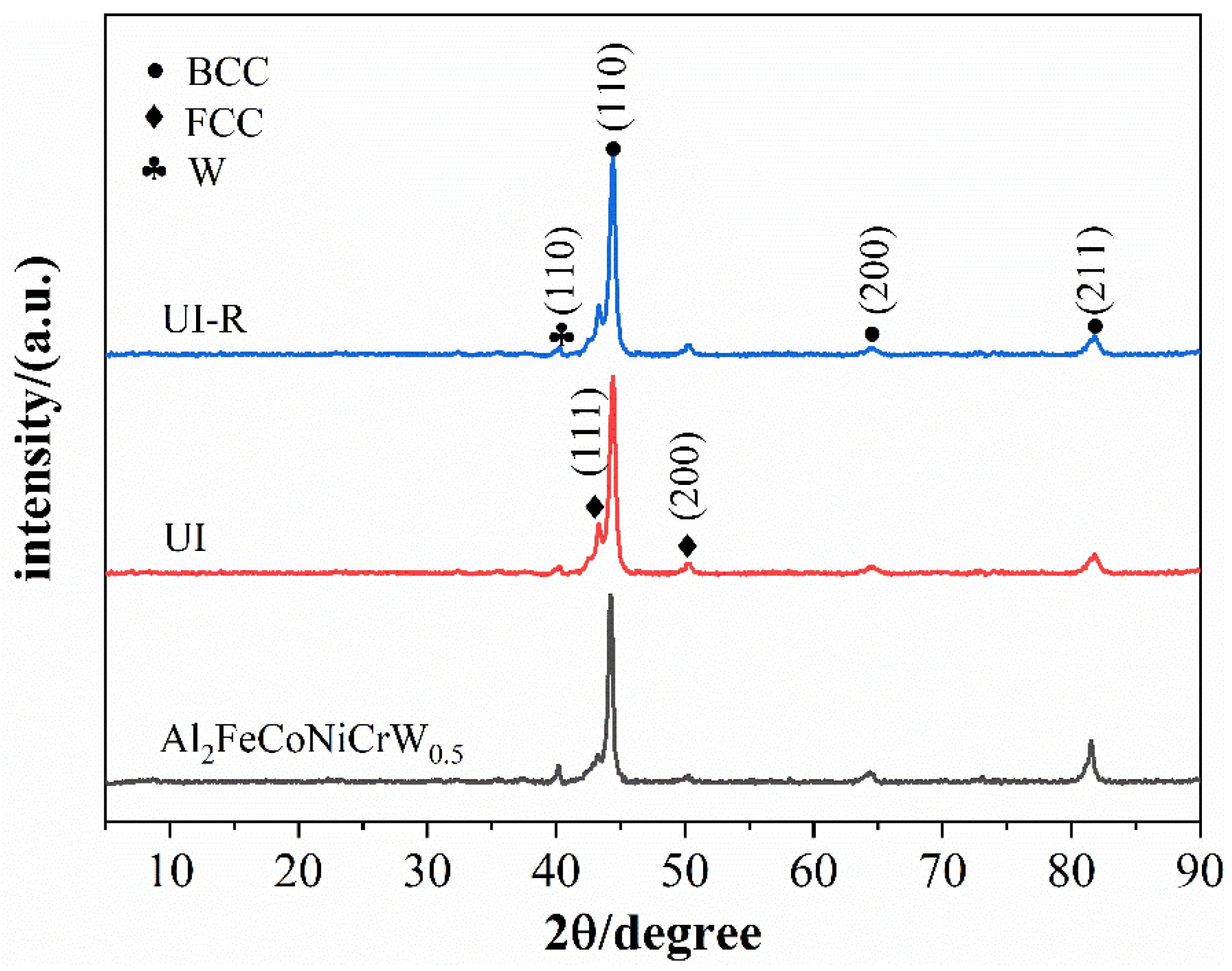
- After ultrasonic impact treatment and recovery treatment, the fine-grained layer thicknesses were approximately 100 μm and 80 μm, respectively. Ultrasonic impact treatment induced severe plastic deformation on the coating surface, resulting in high-density dislocation tangling and dislocation walls, promoting grain refinement. Recovery treatment released residual stresses introduced during the ultrasonic impact process, facilitating the transformation of dislocation cells into fine grains, with minimal impact on the phase structure of the high-entropy alloy coating.
- (2)
- The maximum microhardness of the Al2FeCoNiCrW0.5 high-entropy alloy coating after ultrasonic impact treatment was 856 HV0.5, representing a 13.8% increase compared to the untreated coating (738 HV0.5). After recovery treatment, the surface microhardness of the UI-R sample decreased to 806 HV0.5. The UI-R sample exhibited the lowest average friction coefficient and wear volume loss, with its wear resistance improving by 15% compared to the untreated coating.
- (3)
- After recovery treatment, the wear surface of the sample became smoother, and the wear debris finer, indicating that recovery treatment effectively enhanced the toughness and wear resistance of the coating. The wear mechanisms of the high-entropy alloy coating transitioned from abrasive wear, oxidative wear, and adhesive wear to primarily abrasive wear and oxidative wear after recovery treatment combined with ultrasonic impact treatment. These treatments effectively improve the tribological performance of the high-entropy alloy coating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tsai, M.H.; Yeh, J.W. High-Entropy Alloys: A Critical Review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- George, E.P.; Raabe, D.; Ritchie, R.O. High-entropy alloys. Nat. Rev. Mater. 2019, 4, 515–534. [Google Scholar] [CrossRef]
- Vaidya, M.; Muralikrishna, G.M.; Murt, B.S. High-entropy alloys by mechanical alloying: A review. J. Mater. Res. 2019, 34, 664–686. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, Y.; Ying, L.; Sun, R.; Zhang, T.; Yang, X. Research and progress of laser cladding on engineering alloys: A review. J. Manuf. Process. 2021, 66, 341–363. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, L.J.; Sun, G.F.; Luo, K.Y.; Zhang, Y.K.; Cai, J.; Luo, X.M. Microstructural Response and Grain Refinement Mechanism of Commercially Pure Titanium Subjected to Multiple Laser Shock Peening Impacts. Acta Mater. 2017, 127, 252–266. [Google Scholar] [CrossRef]
- Zhang, S.; Han, B.; Li, M.; Hu, C.; Zhang, Q.; Liu, X.; Wang, Y. Investigation on microstructure and properties of laser cladded AlCoCrCuFeNi high entropy alloy coating by ultrasonic impact treatment. Intermetallics 2021, 128, 107017. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, C.; Liu, F.; Song, M.; Ke, L. Nanocrystallization of a Ti40 cladding layer by ultrasonic impact to improve burn resistance. J. Mater. Res. Technol. 2021, 11, 1331–1342. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, W.Y.; Zhang, J.H.; Liu, C.Y.; Wang, Z.X.; Wan, J.; Zhao, H.W. The Recovery Behavior of AZ31B Magnesium Alloy Stimulated by Electropulsing Treatment and Heat Treatment. J. Mater. Eng. Perform. 2022, 31, 8346–8354. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, M.; Han, B.; Zhang, S.; Li, Y.; Hu, C. Investigation on Microstructures and Properties of Al1.5CoCrFeMnNi High Entropy Alloy Coating Before and After Ultrasonic Impact Treatment. J. Alloys Compd. 2021, 884, 160989. [Google Scholar] [CrossRef]
- Li, M.; Zhang, Q.; Han, B.; Song, L.; Li, J.; Yang, J. Investigation on microstructure and properties of AlxCoCrFeMnNi high entropy alloys by ultrasonic impact treatment. J. Alloys Compd. 2020, 816, 152626. [Google Scholar] [CrossRef]
- Wang, C.; Li, R.; Bi, X.; Yuan, W.; Gu, J.; Chen, J.; Zhang, Z. Microstructure and Wear Resistance Property of Laser Cladded CrCoNi Coatings Assisted by Ultrasonic Impact Treatment. J. Mater. Res. Technol. 2023, 22, 853–864. [Google Scholar] [CrossRef]
- Li, Q.; Lu, H.; Li, D.Y. Effect of recovery treatment on the wear resistance of surface ham-mered AZ31 Mg alloy. Wear 2019, 426, 981–988. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, K.; Xu, D.; Liu, Y.; Hu, C. Effects of ultrasonic surface rolling processing and subsequent recovery treatment on the wear resistance of AZ91D Mg alloy. Materials 2020, 13, 5705. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Wang, H.; Che, C.; Wan, L.; Dong, X.; Wang, S.; Zhang, C. Effect of ultrasonic impact on the organization and friction wear performance of AZ31B magnesium alloy micro-arc oxidation composite coating. Coatings 2023, 13, 1161. [Google Scholar] [CrossRef]
- Li, M.; Zhang, Q.; Han, B.; Song, L.; Li, J.; Zhang, S. Effects of ultrasonic impact treatment on structures and properties of laser cladding Al0. 5CoCrFeMnNi high entropy alloy coatings. Mater. Chem. Phys. 2021, 258, 123850. [Google Scholar] [CrossRef]
- Li, M.; Guo, L.; Li, J.; Zhang, Q.; Han, B.; Song, L. Effect of Ultrasonic Impact Treatment on the Microstructure and Properties of Laser Cladded CoCrFeNiMoX High Entropy Alloy Coatings. Surf. Coat. Technol. 2024, 476, 130243. [Google Scholar] [CrossRef]
- Song, Z.; Liu, S.; Qiu, X.; Zhang, L.; Wu, C.; Ren, X.; Meng, C. Effect of Ultrasonic Impact Treatment on the Properties of CoCrFeNiCu High-Entropy Alloy Coatings on Steel by Induction Cladding. Surf. Coat. Technol. 2023, 459, 129390. [Google Scholar] [CrossRef]
- Edalati, K.; Bachmaier, A.; Beloshenko, V.A.; Beygelzimer, Y.; Blank, V.D.; Botta, W.J.; Zhu, X. Nanomaterials by Severe Plastic Deformation: Review of Historical Developments and Recent Advances. Mater. Res. Lett. 2022, 10, 163–256. [Google Scholar] [CrossRef]
- Qu, S.; Ren, Z.; Hu, X.; Lai, F.; Sun, F.; Li, X.; Yang, C. The effect of electric pulse aided ultrasonic rolling processing on the microstructure evolution, surface properties, and fatigue properties of a titanium alloy Ti5Al4Mo6V2Nb1Fe. Surf. Coat. Technol. 2021, 421, 127408. [Google Scholar] [CrossRef]
- Rui, H.; Wang, M.P.; Chen, C.; Jiang, D.; Gao, Y.; Ma, X.J. Microstructure Evolution, Mechanical Properties of FeCrNiMnAl High Entropy Alloy Coatings Fabricated by Laser Cladding. Surf. Coat. Technol. 2022, 447, 128851. [Google Scholar] [CrossRef]
- Lou, L.Y.; Liu, K.C.; Jia, Y.J.; Ji, G.; Wang, W.; Li, C.J.; Li, C.X. Microstructure and properties of lightweight Al0. 2CrNbTiV refractory high entropy alloy coating with different dilutions deposited by high speed laser cladding. Surf. Coat. Technol. 2022, 447, 128873. [Google Scholar] [CrossRef]
- Reddy, T.S.; Wani, I.S.; Bhattacharjee, T.; Reddy, S.R.; Saha, R.; Bhattacharjee, P.P. Severe plastic deformation driven nanostructure and phase evolution in a Al0. 5CoCrFeMnNi dual phase high entropy alloy. Intermetallics 2017, 91, 150–157. [Google Scholar] [CrossRef]
- Wang, L.; Wang, L.; Yingchun, T.; Lei, L.; Luo, L.S.; Su, Y.Q.; Guo, J.J.; Fu, H.Z. Microstructure and Mechanical Properties of CoCrFeNiW High Entropy Alloys Reinforced by μ Phase Particles. J. Alloys Compd. 2020, 843, 155997. [Google Scholar] [CrossRef]
- Cheng, Q.; Shi, H.; Jiang, Q.; Yu, Z.; Zhang, P.; Ye, X. Effect of phase composition on microstructure and wear resistance of (Al16. 80Co20. 74Cr20. 49Fe21. 28Ni20. 70) 99.5 Ti0.5 high-entropy alloy coatings. Mater. Today Commun. 2022, 31, 103765. [Google Scholar] [CrossRef]
- Han, B.; Zhang, S.; Zhang, T.; Chen, Y.; Qin, X.; Li, M.; Xue, X. Hardness enhancement mechanism of AlxCoCrFeNiSi high-entropy alloy coatings prepared by laser cladding. Intermetallics 2023, 158, 107909. [Google Scholar] [CrossRef]
- Wang, P.; Wang, Y.; Cui, F.; Yang, X.; Pan, A.; Wu, W. Microstructural Evolution, Mechanical Properties and Corrosion Resistance of CoCrFeNiW0.5 High Entropy Alloys with Various Annealing Heat Treatment. J. Alloys Compd. 2022, 918, 165602. [Google Scholar] [CrossRef]
- Meng, Y.; Xu, J.; Jin, Z.; Prakash, B.; Hu, Y. A Review of Recent Advances in Tribology. Friction 2020, 8, 221–300. [Google Scholar] [CrossRef]
- Joseph, J.; Haghdadi, N.; Shamlaye, K.; Hodgson, P.; Barnett, M.; Fabijanic, D. The Sliding Wear Behaviour of CoCrFeMnNi and AlxCoCrFeNi High Entropy Alloys at Elevated Temperatures. Wear 2019, 428, 32–44. [Google Scholar] [CrossRef]
- Patel, P.; Roy, A.; Sharifi, N.; Stoyanov, P.; Chromik, R.R.; Moreau, C. Tribological Performance of High-Entropy Coatings (HECs): A Review. Materials 2022, 15, 3699. [Google Scholar] [CrossRef]
- Xin, B.; Zhang, A.; Han, J.; Meng, J. The tribological properties of carbon doped Al0. 2Co1. 5CrFeNi1. 5Ti0. 5 high entropy alloys. Wear 2021, 484–485, 204045. [Google Scholar] [CrossRef]
- Jing, P.; Wang, H.; Chen, W.; Chen, L.; Yin, H.; Wu, H.; Li, D.Y. Effect of Ti Addition on Microstructure and Tribological Properties of Laser Cladding Ni35/WC Coating in an Oxygen-Free Environment. Surf. Coat. Technol. 2022, 440, 128480. [Google Scholar] [CrossRef]
- Guo, B.Q.; Ray, R.K.; Yoshida, S.; Bai, Y.; Tsuji, N. In-situ Observations of Static Recrystallization and Texture Formation in a Cold-Rolled CoCrFeMnNi High Entropy Alloy. Scr. Mater. 2022, 208, 114706. [Google Scholar] [CrossRef]
- Chen, L.; Wang, H.; An, X.G.; Huang, X.F. Recovery, Recrystallization and Precipitation Behavior in an ATF FeCrAl Alloy During Annealing Treatment. Mater. Charact. 2022, 190, 112026. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.45 | 0.17 | 0.5 | 0.03 | 0.02 | 0.05 | 0.05 | 0.05 | Bal |
| Parameter | Laser Power/W | Scan Speed/(mm·s−1) | Spot Diameter/mm | Working Distance/mm | Overlap Ratio/% |
|---|---|---|---|---|---|
| Value | 2000 | 7 | 2.5 | 40 | 40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Li, Q.; Hu, J.; Zhao, S.; Zheng, X.; Wang, H.; Liu, H. Effect of Recovery Treatment on the Microstructure and Tribological Properties of Ultrasonic Impacted Al2FeCoNiCrW0.5 High-Entropy Alloy Coatings. Coatings 2025, 15, 83. https://doi.org/10.3390/coatings15010083
Zhang C, Li Q, Hu J, Zhao S, Zheng X, Wang H, Liu H. Effect of Recovery Treatment on the Microstructure and Tribological Properties of Ultrasonic Impacted Al2FeCoNiCrW0.5 High-Entropy Alloy Coatings. Coatings. 2025; 15(1):83. https://doi.org/10.3390/coatings15010083
Chicago/Turabian StyleZhang, Chong, Qingda Li, Jun Hu, Shengxue Zhao, Xin Zheng, Hao Wang, and Hongyuan Liu. 2025. "Effect of Recovery Treatment on the Microstructure and Tribological Properties of Ultrasonic Impacted Al2FeCoNiCrW0.5 High-Entropy Alloy Coatings" Coatings 15, no. 1: 83. https://doi.org/10.3390/coatings15010083
APA StyleZhang, C., Li, Q., Hu, J., Zhao, S., Zheng, X., Wang, H., & Liu, H. (2025). Effect of Recovery Treatment on the Microstructure and Tribological Properties of Ultrasonic Impacted Al2FeCoNiCrW0.5 High-Entropy Alloy Coatings. Coatings, 15(1), 83. https://doi.org/10.3390/coatings15010083