
Microstructure and Mechanical Behavior of Magnetron Co-Sputtering MoTaN Coatings


Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussion
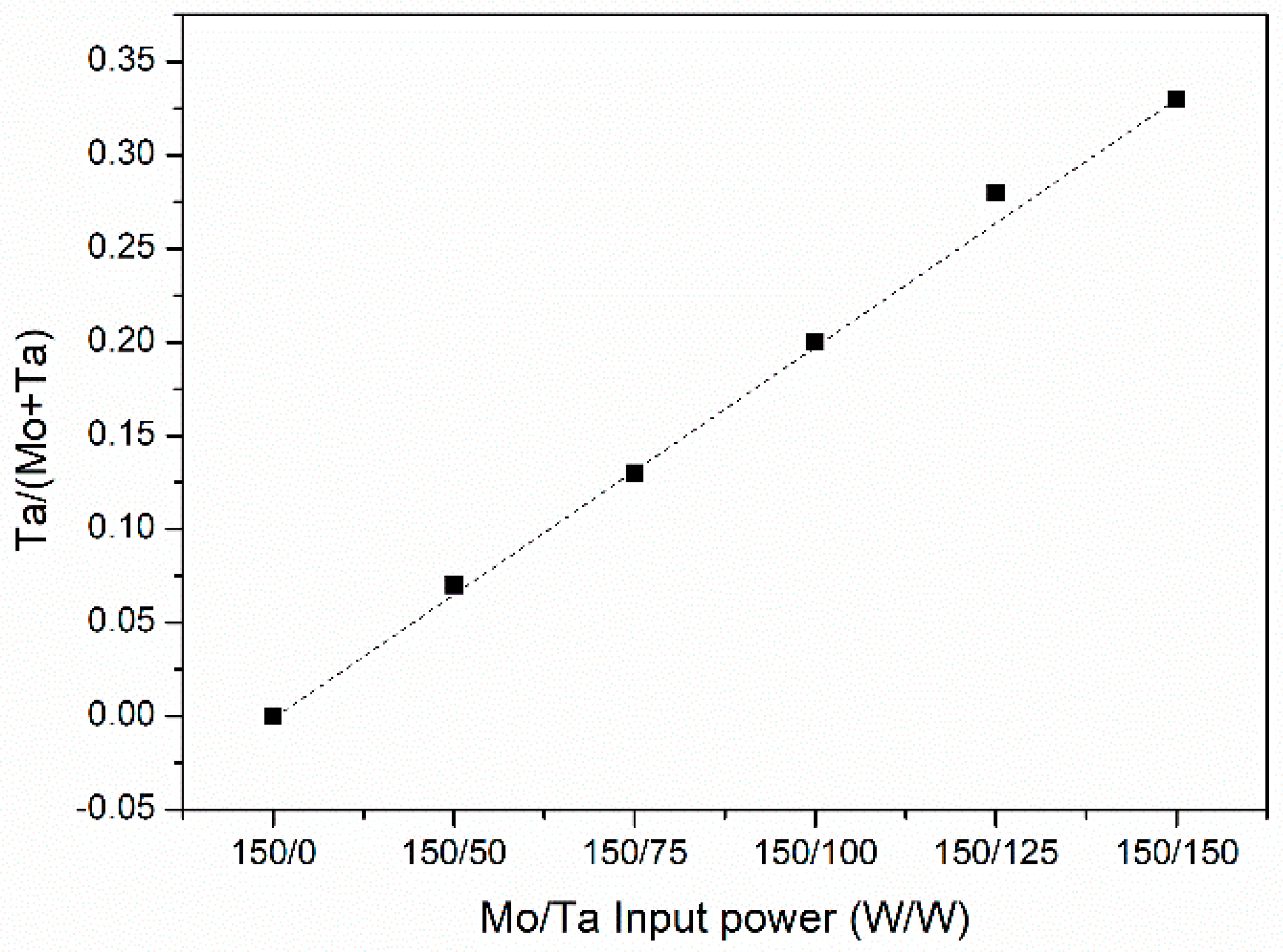
3.1. Fabrication and Composition Analysis
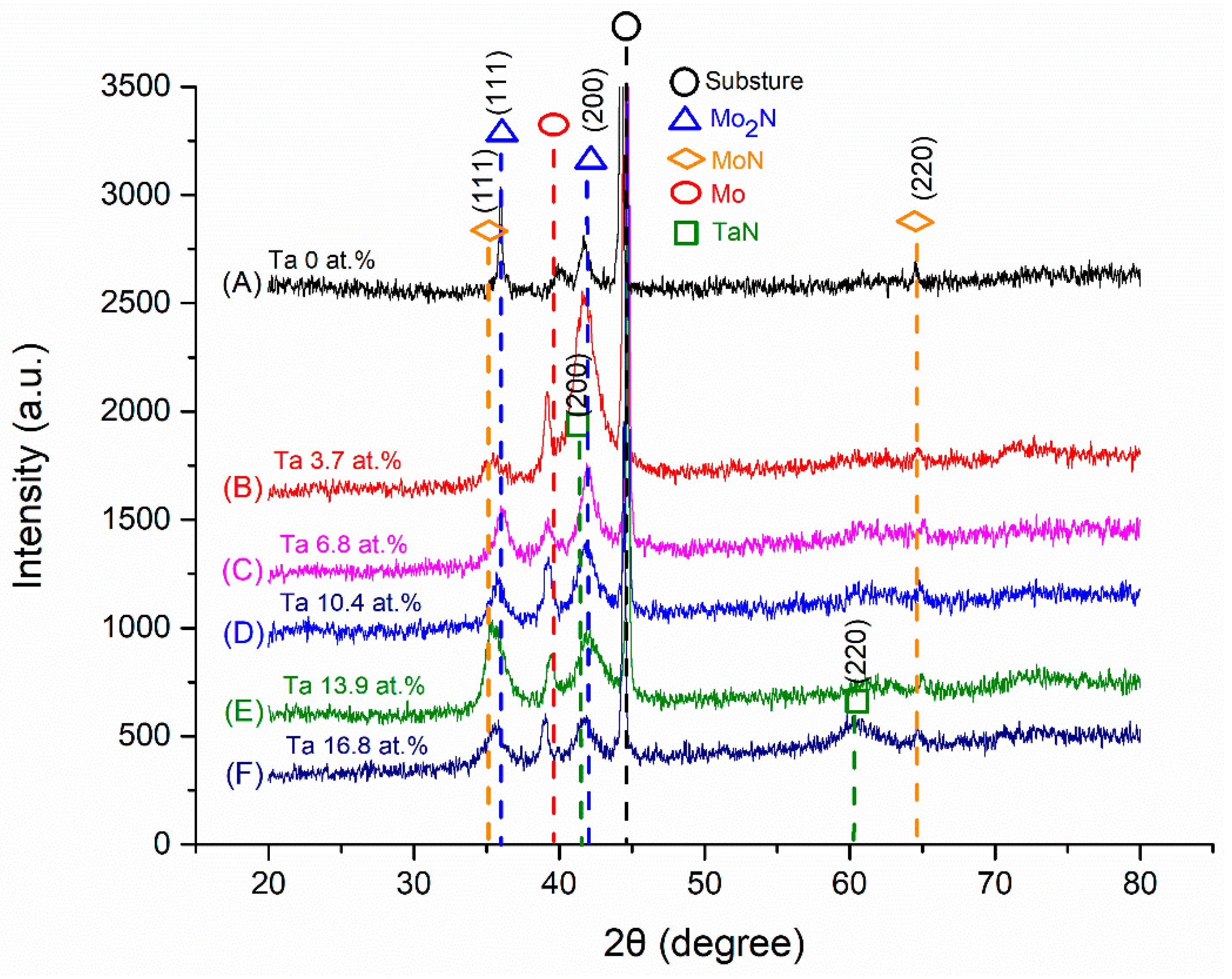
3.2. Phase Identification Through X-Ray Diffraction
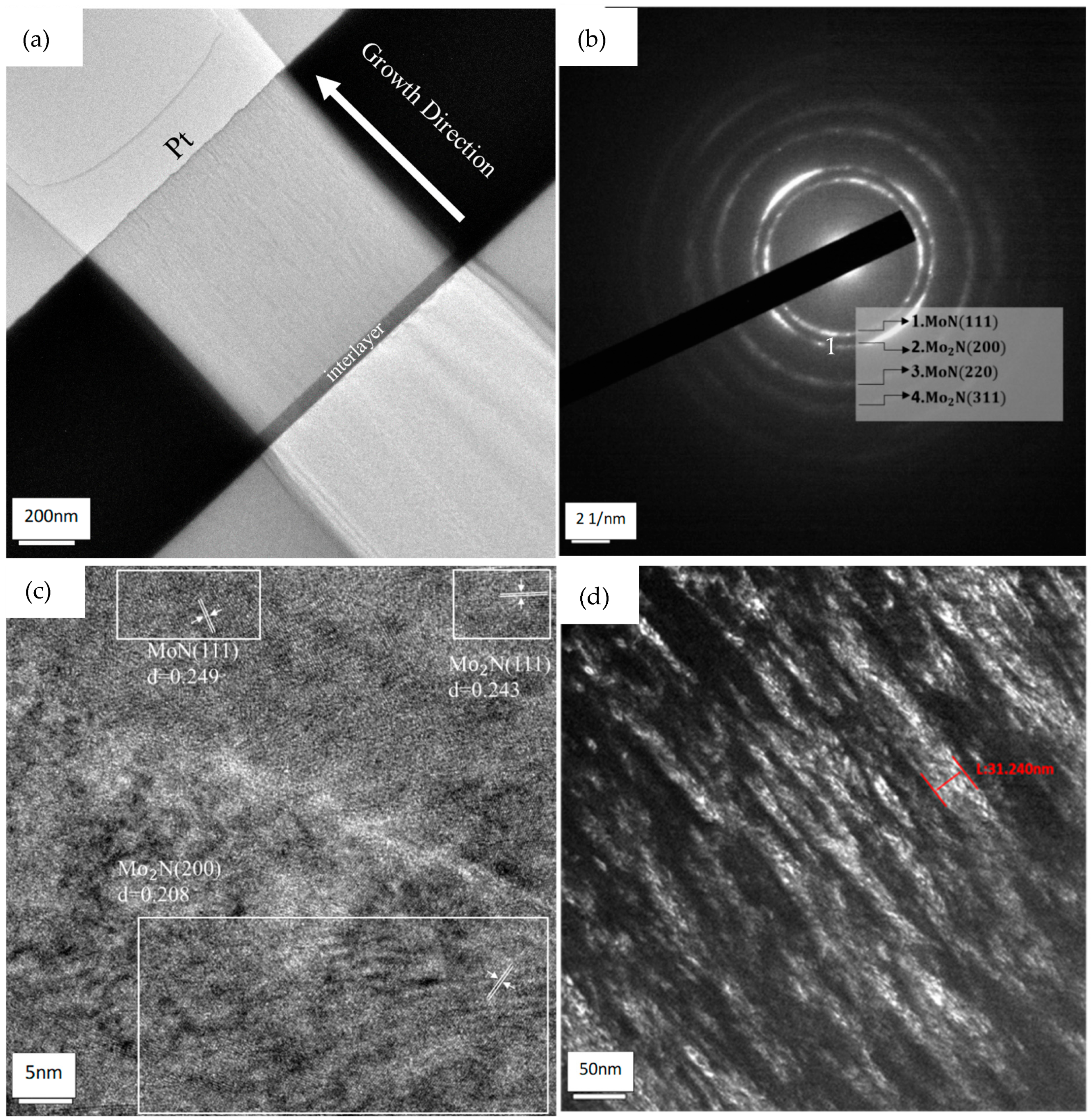
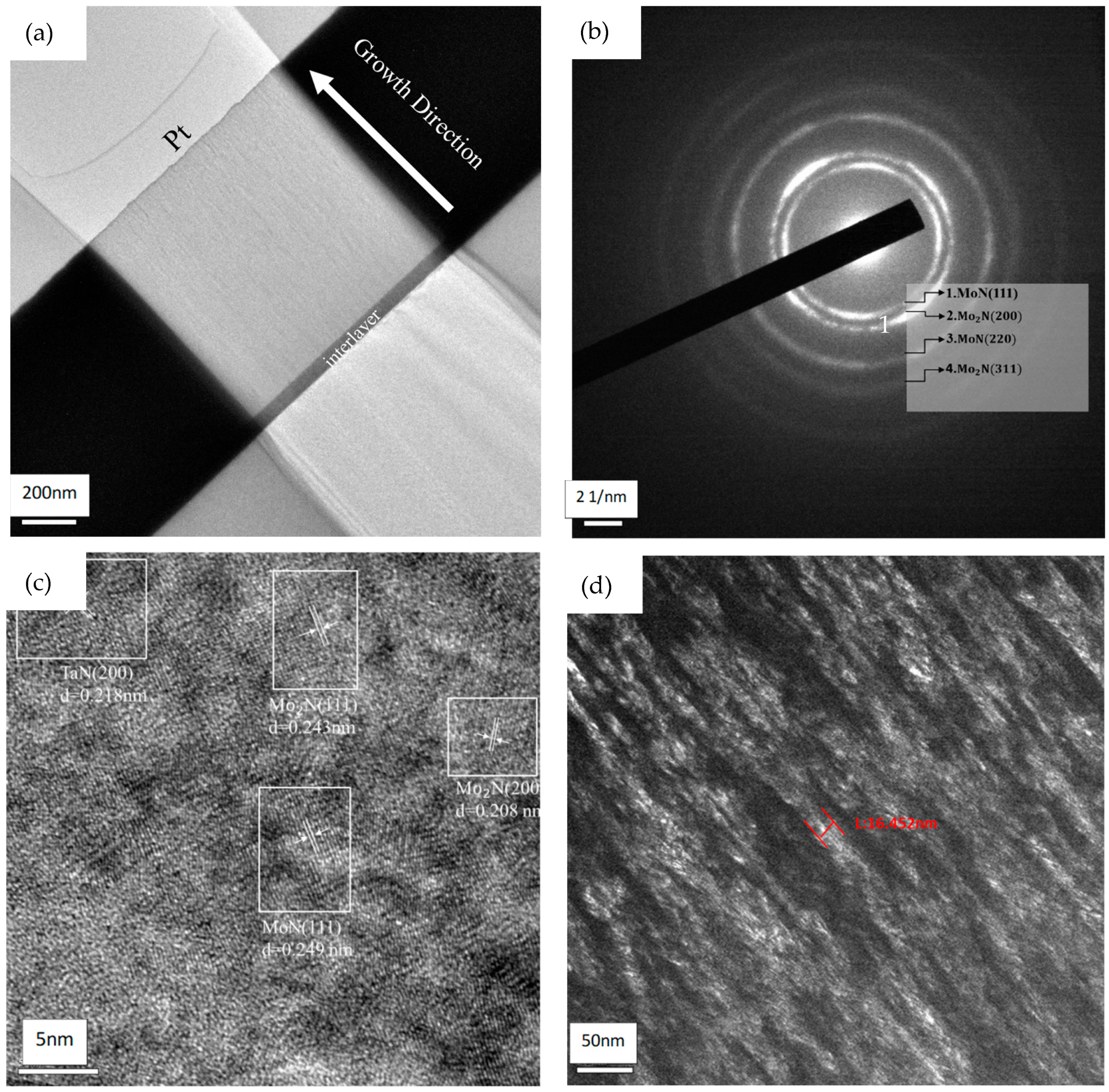
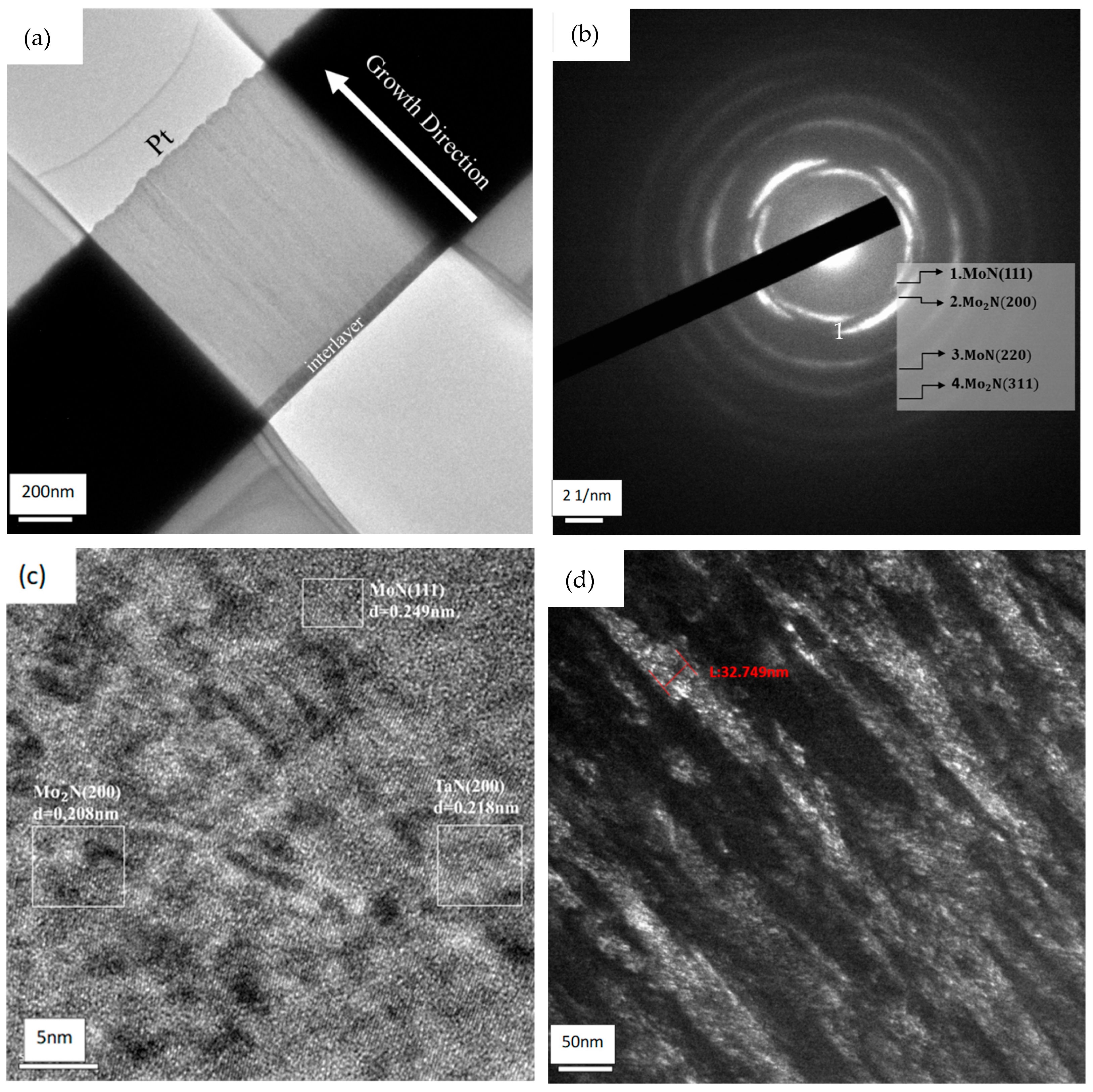
3.3. Identification of Nanostructure
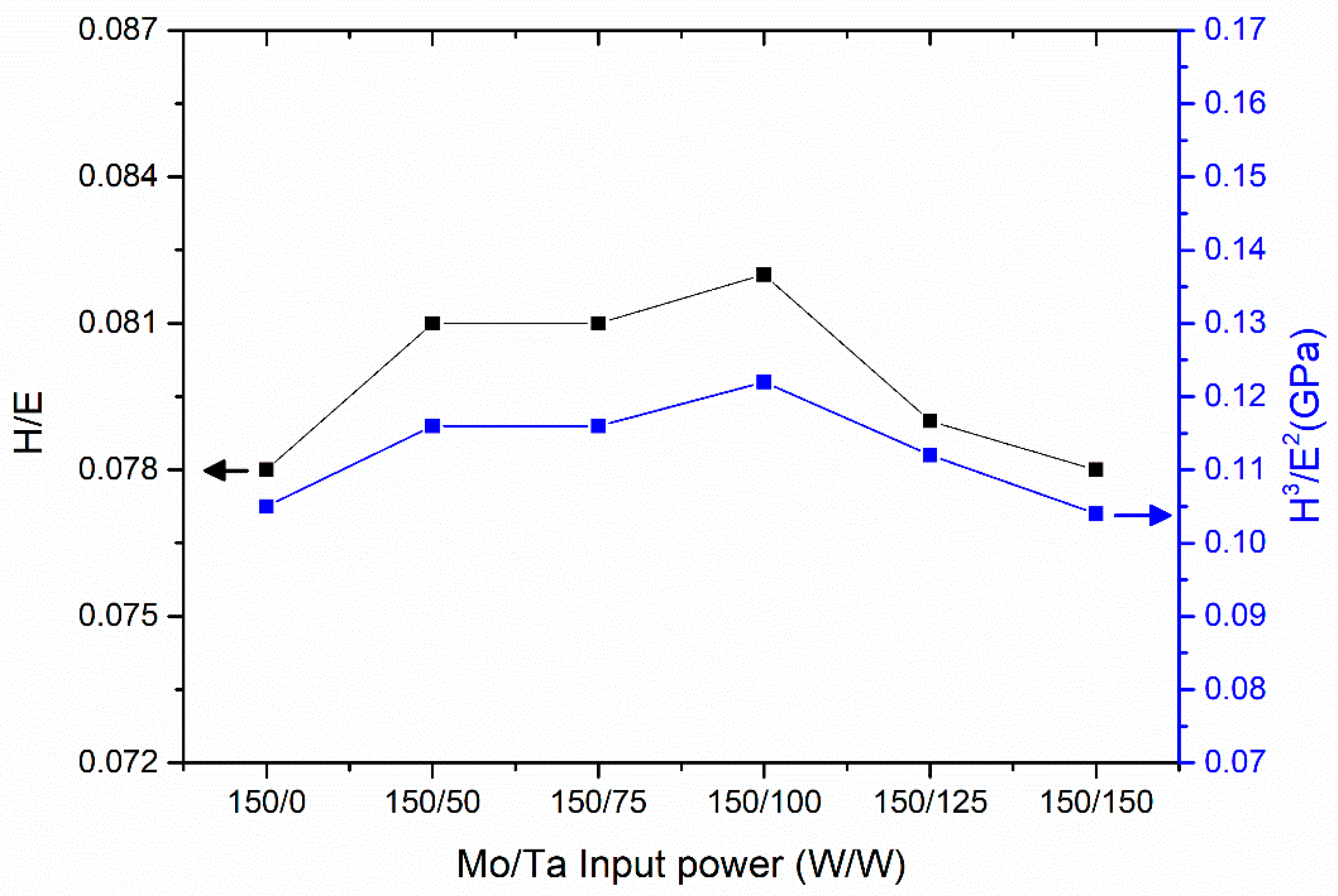
3.4. Mechanical Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kommer, M.; Sube, T.; Richter, A.; Fenker, M.; Schulz, W.; Hader, B.; Albrecht, J. Enhanced wear resistance of molybdenum nitride coatings deposited by high power impulse magnetron sputtering by using micropatterned surfaces. Surf. Coat. Technol. 2018, 333, 1–12. [Google Scholar] [CrossRef]
- Lee, G.R.; Kim, H.; Choi, H.S.; Lee, J.J. Superhard tantalum-nitride films formed by inductively coupled plasma-assisted. Surf. Coat. Technol. 2007, 201, 5207–5210. [Google Scholar] [CrossRef]
- Luo, Q.; Lu, C.C.; Liu, L.G.; Zhu, M.Y. A review on the synthesis of transition metal nitride nanostructures and their energy related applications. Green Energy Environ. 2023, 8, 406–437. [Google Scholar] [CrossRef]
- Guo, H.J.; Chen, W.Y.; Shan, Y.; Wang, W.Z.; Zhang, Z.Y.; Jia, J.H. Microstructures and properties of titanium nitride films prepared by pulsed laser deposition at different substrate temperatures. Appl. Surf. Sci. 2015, 357, 473–478. [Google Scholar] [CrossRef]
- Wang, J.; Munroe, P.; Zhou, Z.F.; Xie, Z.H. Nanostructured molybdenum nitride-based coatings: Effect of nitrogen concentration on microstructure and mechanical properties. Thin Solid Films 2019, 682, 82–92. [Google Scholar] [CrossRef]
- Benkahoul, M.; Martinez, E.; Karimi, A.; Sanjinés, R.; Lévy, F. Structural and mechanical properties of sputtered cubic and hexagonal NbNx thin films. Surf. Coat. Technol. 2004, 180–181, 178–183. [Google Scholar] [CrossRef]
- Samano, E.C.; Clemente, A.; Díaz, J.A.; Soto, G. Mechanical properties optimization of tungsten nitride thin films grown by reactive sputtering and laser ablation. Vacuum 2010, 85, 69–77. [Google Scholar] [CrossRef]
- Larijani, M.M.; Tabrizi, N.; Norouzian, S.; Jafari, A.; Lahouti, S.; Hosseini, H.H.; Afshari N, N. Structural and mechanical properties of ZrN films prepared by ion beam sputtering with varying N2/Ar ratio and substrate temperature. Vacuum 2006, 81, 550–555. [Google Scholar] [CrossRef]
- Bernoulli, D.; Müller, U.; Schwarzenberger, M.; Hauert, R.; Spolenak, R. Magnetron sputter deposited tantalum and tantalum nitride thin films: An analysis of phase, hardness and composition. Thin Solid Films 2013, 548, 157–161. [Google Scholar] [CrossRef]
- Liu, Q.; Fang, Q.F.; Liang, F.J.; Wang, J.X.; Yang, C. Synthesis and properties of nanocomposite MoSiN hard films. Surf. Coat. Technol. 2006, 201, 1894–1898. [Google Scholar] [CrossRef]
- Bian, S.H.; Xu, J.H.; Yu, L.H.; Wang, P.K.; Jiang, Y.H.; Chen, C.Y. Structure regulation and property correlation of Hf-B-N thin films. Ceram. Int. 2023, 49, 25743–25758. [Google Scholar] [CrossRef]
- Gilewicz, A.; Jedrzejewski, R.; Kochmanska, A.E.; Warcholinski, B. Structure of MoCN films deposited by cathodic arc evaporation. Thin Solid Films 2015, 577, 94–96. [Google Scholar] [CrossRef]
- Neumann, S.; Wüstefeld, C.; Motylenko, M.; Haus, L.; Bräunig, S.; Müller, M.; Rafaja, D. Microstructure and thermal stability of Mo-(Ag)-N coatings with high nitrogen content. Surf. Coat. Technol. 2018, 352, 257–264. [Google Scholar] [CrossRef]
- Wang, W.Z.; Zheng, S.X.; Pu, J.B.; Cai, Z.B.; Wang, H.X.; Wang, L.P.; He, G.G. Microstructure, mechanical and tribological properties of Mo-V-N films by reactive magnetron sputtering. Surf. Coat. Technol. 2020, 387, 125532. [Google Scholar] [CrossRef]
- Mei, H.J.; Ding, J.C.; Wang, R.; Li, Q.G.; Zhao, Z.T.; Long, D.F.; Wei, X.H.; Cai, S.Q.; Gong, W.P.; Wang, Q.M. Relationship between oxidation behavior and tribological properties of MoVCuN coatings. Surf. Coat. Technol. 2022, 451, 129067. [Google Scholar] [CrossRef]
- Xiang, J.Y.; Lin, Z.X.; Renoux, E.; Wu, F.B. Microstructure evolution and indentation cracking behavior of MoN multilayer films. Surf. Coat. Technol. 2018, 350, 1020–1027. [Google Scholar] [CrossRef]
- Suszko, T.; Gulbiński, W.; Jagielski, J. The role of surface oxidation in friction processes on molybdenum nitride thin films. Surf. Coat. Technol. 2005, 194, 319–324. [Google Scholar] [CrossRef]
- Liu, C.K.; Ju, H.G.; Xu, J.H.; Yu, L.H.; Zhao, Z.T.; Geng, Y.X.; Zhao, Y. Influence of copper on the compositions, microstructure and room and elevated temperature tribological properties of the molybdenum nitride film. Surf. Coat. Technol. 2020, 395, 125811. [Google Scholar] [CrossRef]
- Tan, P.; Fu, L.C.; Teng, J.; Zhu, J.J.; Yang, W.L.; Li, D.Y.; Zhou, L.P. Effect of texture on wear resistance of tantalum nitride film. Tribol. Int. 2019, 133, 126–135. [Google Scholar] [CrossRef]
- Li, H.; Li, J.L.; Kong, J.; Huang, J.W.; Wu, Q.J.; Xiong, D.S. Hard and tough sub-stoichiometric B1 Ta-Mo-Nx films by regulating N content. J. Alloys Compd. 2023, 934, 168009. [Google Scholar] [CrossRef]
- Qin, H.; Tao, Y.; Deng, B. Microstructural and mechanical properties of Si-ion implanted TiN coatings. Surf. Coat. Technol. 2013, 228, 292. [Google Scholar] [CrossRef]
- Wang, L.P.; Zhang, G.G.; Wood, R.J.K.; Wang, S.C.; Xue, Q.J. Fabrication of CrAlN nanocomposite films with high hardness and excellent anti-wear performance for gear application. Surf. Coat. Technol. 2010, 204, 3517. [Google Scholar] [CrossRef]
- Liao, Y.H.; Wu, F.B. Microstructure evolution and mechanical properties of refractory molybdenum-tungsten nitride coatings. Surf. Coat. Technol. 2024, 476, 130154. [Google Scholar] [CrossRef]
- Wasa, K.; Kanno, I.; Kotera, H. Handbook of Sputtering Technology, 2nd ed.; William Andrew Publication: Norwich, NY, USA, 2012; pp. 45–75. [Google Scholar]
- Lee, W.H.; Lin, J.C.; Lee, C.P. Characterization of tantalum nitride films deposited by reactive sputtering of Ta in N2/Ar gas mixtures. Mater. Chem. Phys. 2001, 68, 266–271. [Google Scholar] [CrossRef]
- Jiang, Y.H.; Wu, X.M.; Yu, L.H.; Chen, C.Y.; Han, H.W.; Bian, S.N.; Zuo, B.; Zhao, L.J.; Xu, J.H. In-situ Tribo-induced Formation of Superb Lubricious Carbon-based Tribofilms on the Catalytical Active MoN-Ag film surfaces. Tribol. Int. 2024, 196, 109715. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behavior. Wear 2002, 246, 1–11. [Google Scholar] [CrossRef]
- Beake, B.D. The influence of the H/E ratio on wear resistance of coating systems—Insights from small-scale testing. Surf. Coat. Technol. 2022, 442, 128272. [Google Scholar] [CrossRef]
- Klimashin, F.F.; Lobmaier, L.; Koutná, N.; Holec, D.; Mayrhofer, P.H. The MoN–TaN system: Role of vacancies in phase stability and mechanical properties. Mater. Des. 2021, 202, 109568. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | Input Power (W) (Mo/Ta) | Composition (at.%) | Elemental Ratio | Deposition Rate (nm/min) | ||||
|---|---|---|---|---|---|---|---|---|
| Mo | Ta | N | Mo/Ta | Ta/(Mo + Ta) | (Mo + Ta)/N | |||
| A | 150/0 | 0 | 0.7 | - | 0 | 0.85 | 4.4 | |
| B | 150/50 | 0.8 | 0.2 | 0.9 | 12.6 | 0.07 | 1.00 | 5.4 |
| C | 150/75 | 0.5 | 0.2 | 6.3 | 0.13 | 0.97 | 5.6 | |
| D | 150/100 | 0.5 | 0.3 | 0.8 | 3.9 | 0.20 | 1.06 | 5.8 |
| E | 150/125 | 0.5 | 0.3 | 08 | 2.6 | 0.28 | 1.00 | 6.5 |
| F | 150/150 | 0.2 | 0.1 | 0.3 | 2.1 | 0.33 | 1.05 | 6.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hsu, J.-Y.; Wu, F.-B. Microstructure and Mechanical Behavior of Magnetron Co-Sputtering MoTaN Coatings. Coatings 2025, 15, 80. https://doi.org/10.3390/coatings15010080
Hsu J-Y, Wu F-B. Microstructure and Mechanical Behavior of Magnetron Co-Sputtering MoTaN Coatings. Coatings. 2025; 15(1):80. https://doi.org/10.3390/coatings15010080
Chicago/Turabian StyleHsu, Jia-Yi, and Fan-Bean Wu. 2025. "Microstructure and Mechanical Behavior of Magnetron Co-Sputtering MoTaN Coatings" Coatings 15, no. 1: 80. https://doi.org/10.3390/coatings15010080
APA StyleHsu, J.-Y., & Wu, F.-B. (2025). Microstructure and Mechanical Behavior of Magnetron Co-Sputtering MoTaN Coatings. Coatings, 15(1), 80. https://doi.org/10.3390/coatings15010080