
Effect of the Electrogalvanized and Galvannealed Zn Coatings on the Liquid Metal Embrittlement Susceptibility of High Si and Mn Advanced High-Strength Steel


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Tensile Property Test
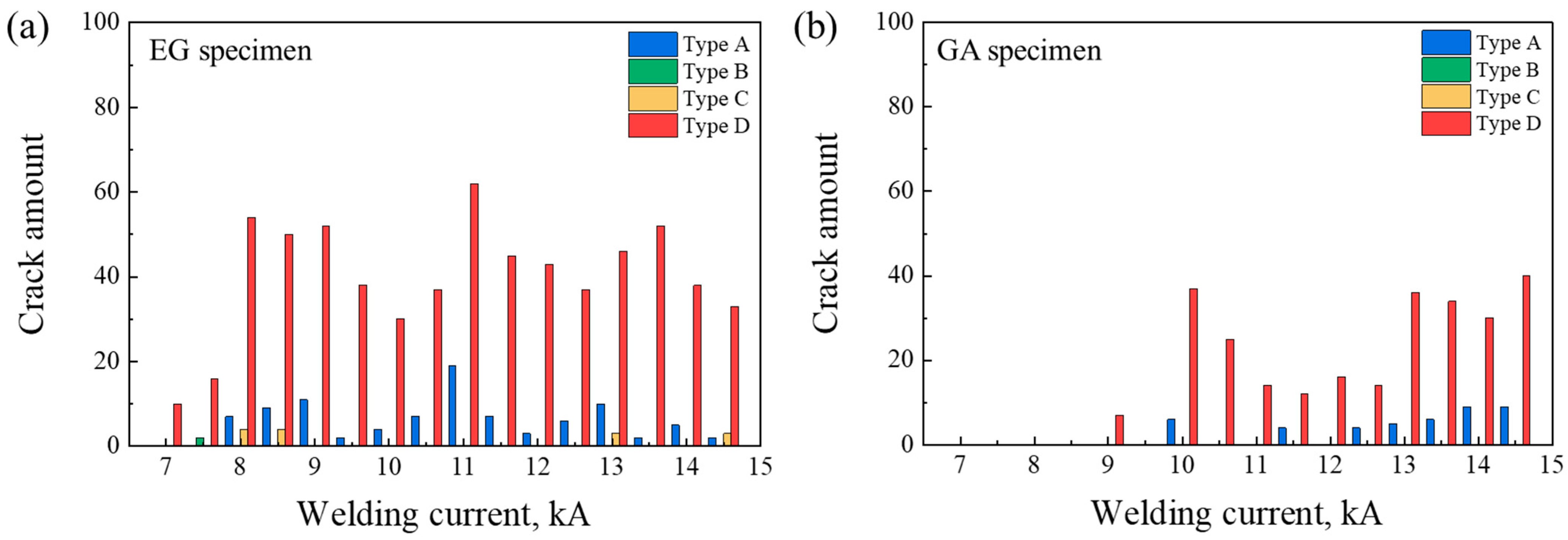
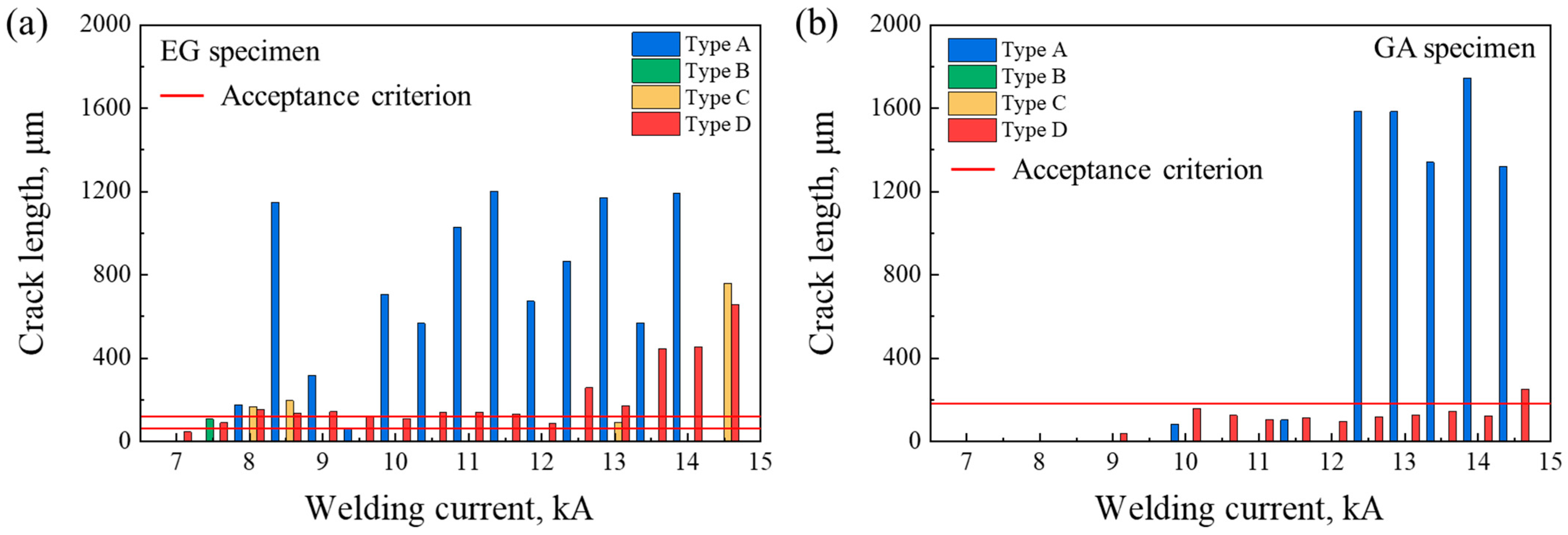
3.2. LME Observation of the RSW Joints at Various Welding Currents
3.3. Difference in the LME Susceptibilities for the EG and GA High Si and Mn AHSS
4. Conclusions
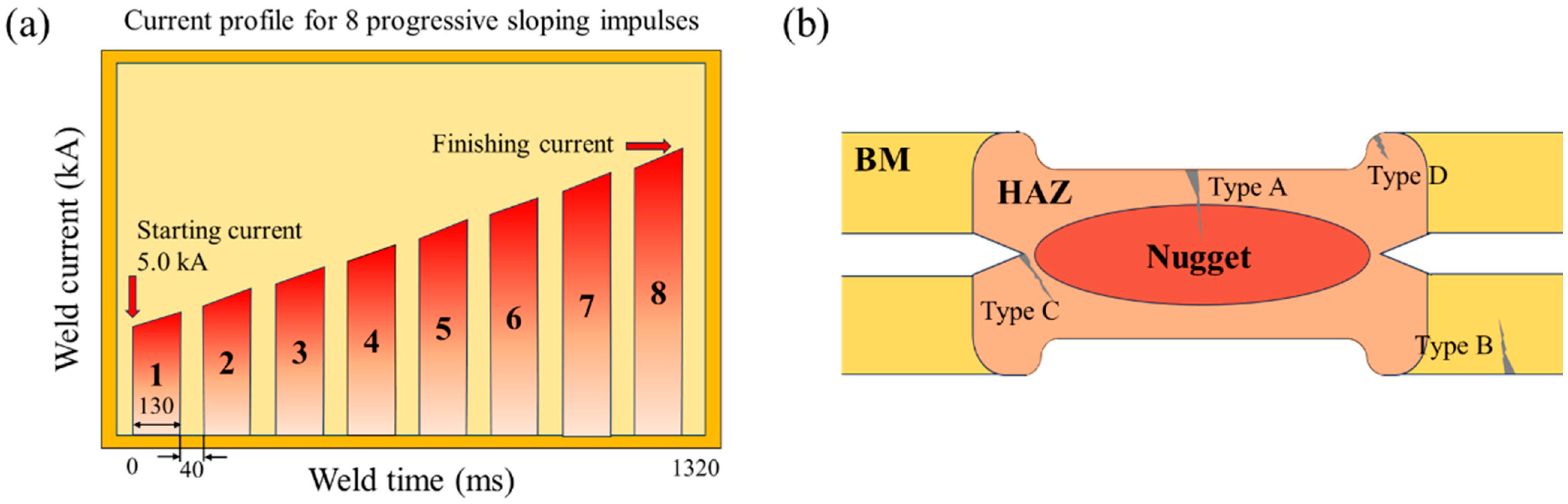
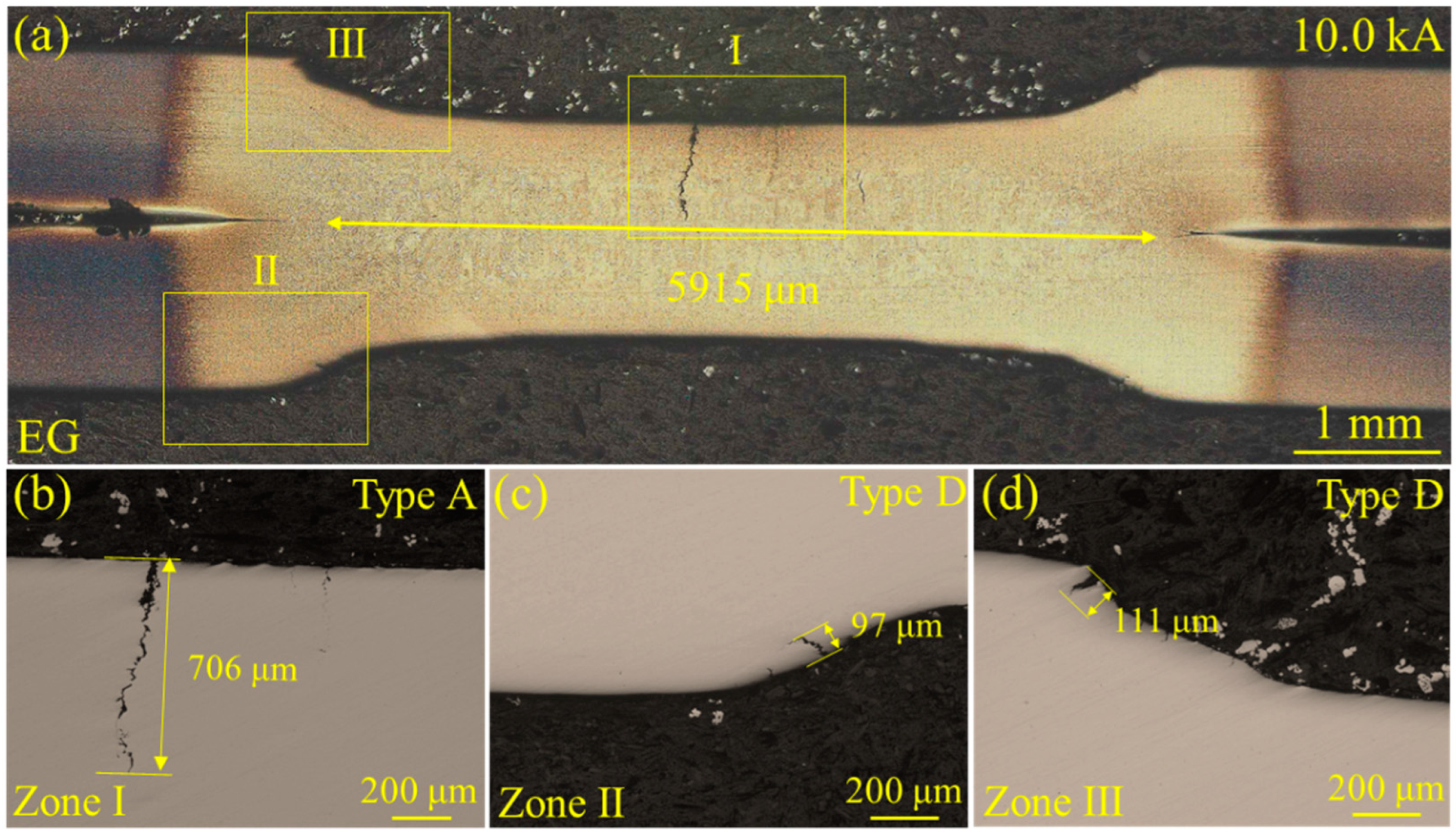
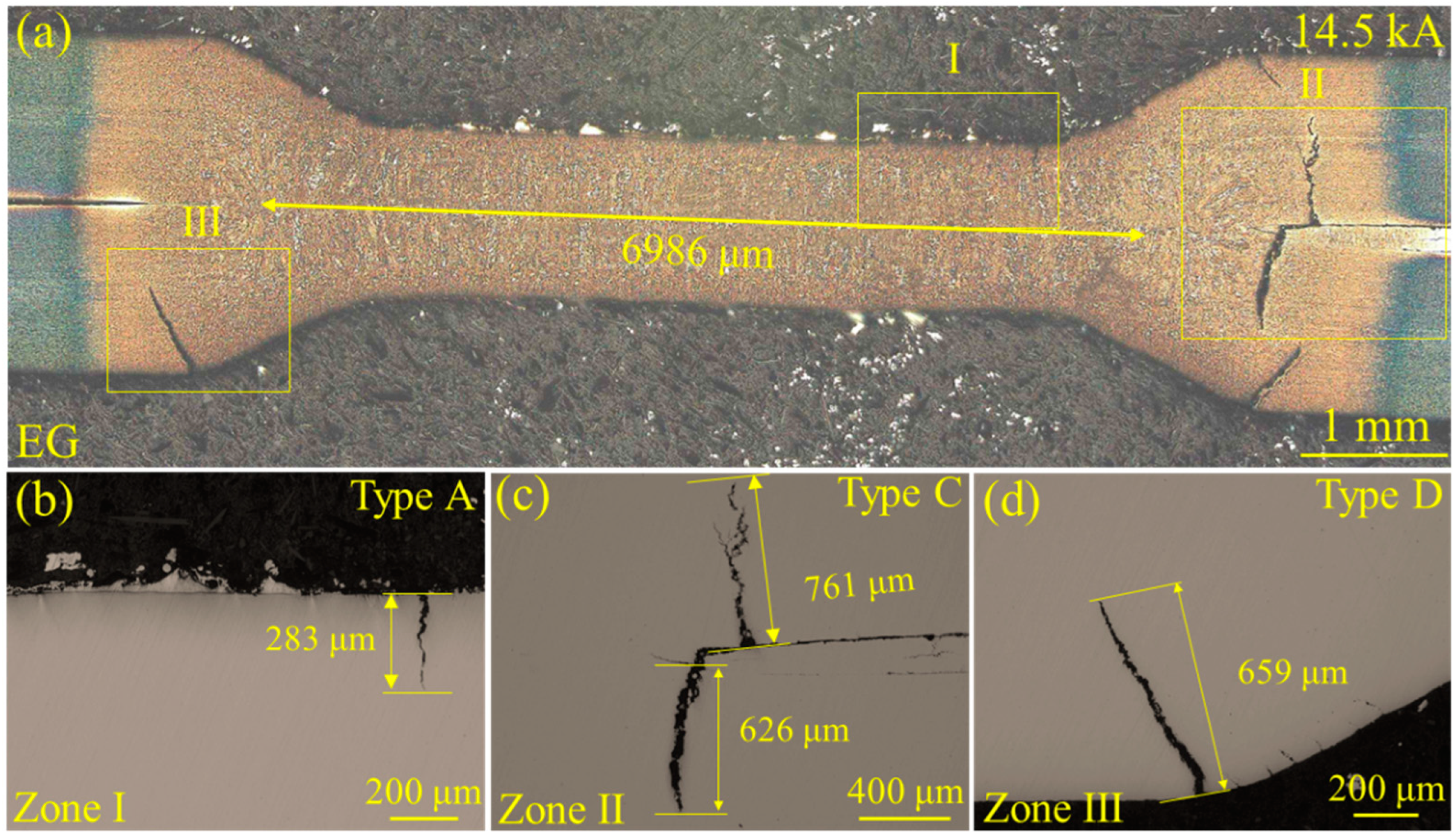
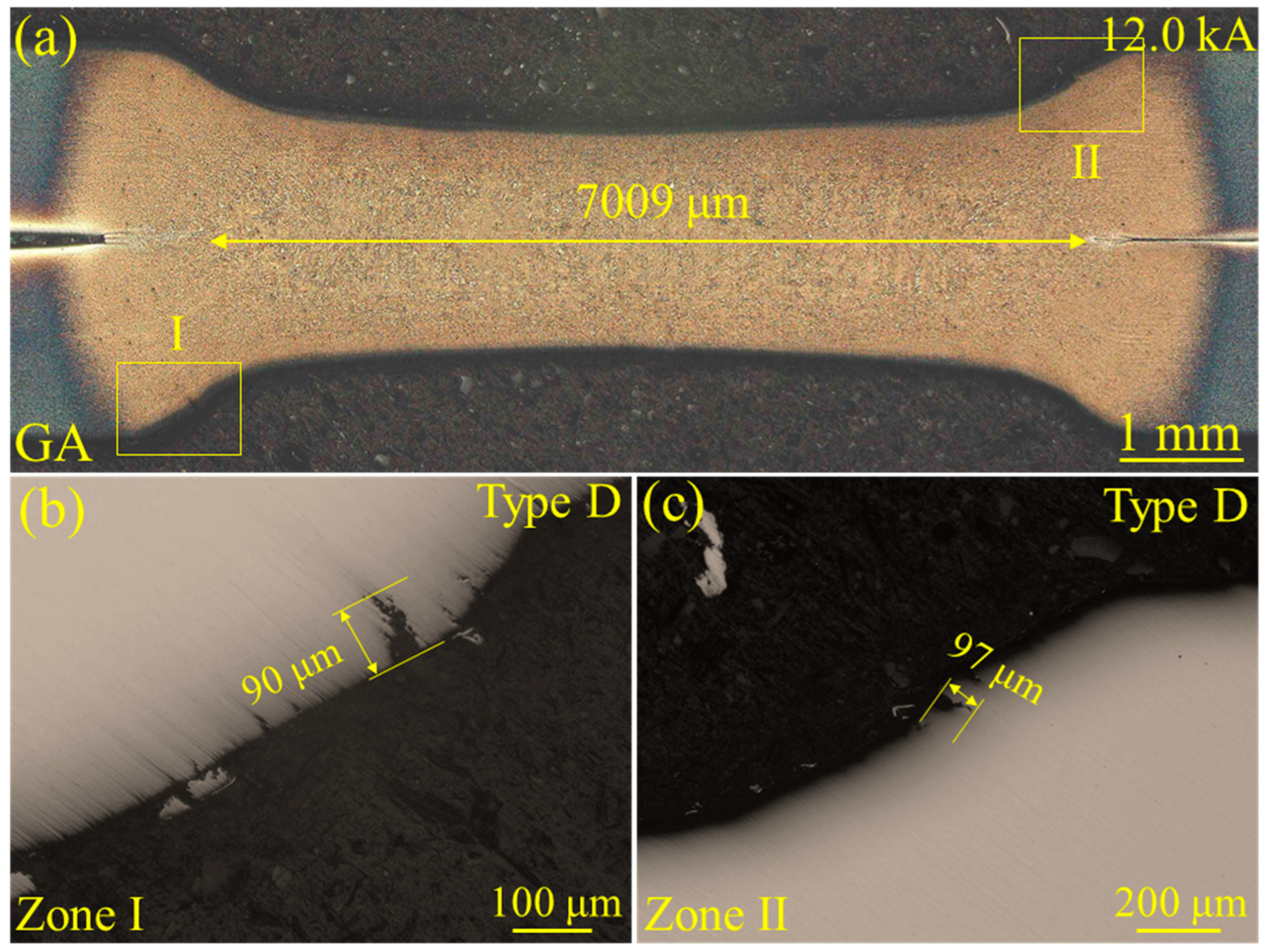
- Both the yield strength and tensile strength of the EG specimens were similar to the GA specimens. Regardless of whether the high Si and Mn steels had an EG or GA coating, much more severe LME behaviors were observed as the welding current increased. For the EG specimens, four types of LME cracks were present, and the longest type D crack was 659 μm at 14.5 kA. For the GA specimens, only type A and D cracks were observed, and the longest type D crack was 252 μm at 14.5 kA.
- For the high Si and Mn advanced high-strength steels with two kinds of coatings, both nugget sizes increased when raising the welding current. The enhanced heat input could produce much more melting, consequently leading to deeper electrode indentation. This indentation resulted in increased tensile stress, which in turn aggravated the formation of LME cracks in both electrogalvanized and galvanized high Si and Mn steels. The largest nugget sizes for the EG and GA specimen were 6986 μm and 7420 μm, respectively.
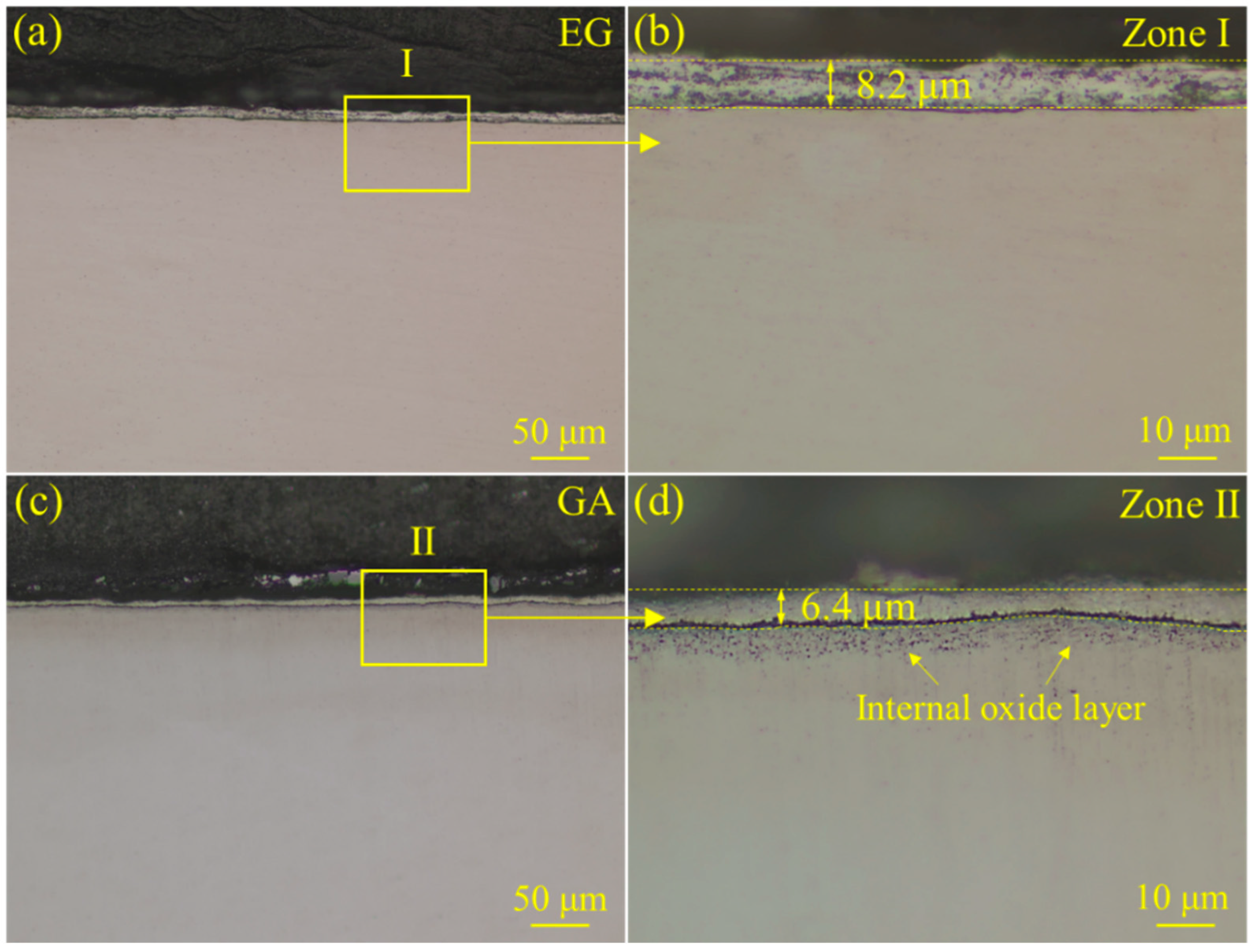
- The EG specimens exhibited a relatively higher LME susceptibility compared to the GA ones. During the galvannealing process, Fe-Zn intermetallic compounds formed on the surface of the steel substrate. The existence of the protection layer could account for its lower susceptibility compared to the electrogalvanized steels, which lacked the Fe-Zn intermetallic compounds and internal oxide layers induced by the annealing process. Resistance spot welding did not yield satisfactory results for joining steels with high Si and Mn content, failing to produce qualified welded joints. Therefore, alternative welding techniques need to be explored.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Phaoniam, R.; Lawanwong, K. Effect of weld-line position on springback behavior in advanced high-strength steel tailor-welded blanks on hat-shaped bending application. J. Adv. Join. Process. 2024, 10, 100241. [Google Scholar] [CrossRef]
- Rekha, M.Y.; Bikmukhametov, I.; Canulette, M.G.; Brewer, L.N.; Thompson, G.B. Hydrogen trapping by nanoscale Fe4C in MS1500 advanced high strength steel. J. Mater. Eng. Perform. 2023, 10, 100368. [Google Scholar] [CrossRef]
- Vijayan, V.; Changwook, J.; Park, Y.D. An investigation into the measurement and evaluation of volumetric voids in advanced high strength steel resistance spot welds. J. Mater. Eng. Perform. 2024, 24, 111665. [Google Scholar] [CrossRef]
- Taryba, M.; Cruz, A.; Macháčková, N.; Montemor, F.; Prošek, T.; Thierry, D. The effect of acidification on hydrogen uptake and corrosion resistance of advanced high-strength steels. J. Mater. Res. Technol. 2024, 33, 4149–4161. [Google Scholar] [CrossRef]
- Martin, A.; Texier-Mandoki, N.; Crusset, D.; Sabot, R.; Creus, J.; Refait, P. Corrosion behavior and sacrificial properties of Zn and Zn-Al coatings in conditions simulating deep geological disposal of radioactive waste at 80 °C. Coatings 2022, 8, 1044. [Google Scholar] [CrossRef]
- Hu, B.; Han, K.; Han, C.H.; Geng, L.S.; Li, M.; Hu, P.; Wang, X.P. Solid-solution-based metal coating enables highly reversible, dendrite-free aluminum anode. Coatings 2022, 12, 661. [Google Scholar] [CrossRef]
- Minenkov, A.; Mörtlbauer, T.; Arndt, M.; Hesser, G.; Angeli, G.; Groiss, H. Towards a dependable TEM characterization of hot-dip galvanized steels with low and high Si content. Mater. Des. 2023, 227, 111684. [Google Scholar] [CrossRef]
- Sahayata, B.; Mahanta, S.K.; Upadhyay, P.; Mendon, R.R.; Basu, A.; Das, S.; Mallik, A. An approach to improve corrosion resistance in electro-galvanized Zn-Al composite coating by induced passivity. Mater. Lett. 2023, 351, 135013. [Google Scholar] [CrossRef]
- Gogola, P.; Gabalcová, Z.; Kusý, M.; Ptačinová, J. High-temperature behaviour of Zn-based galvannealed coatings on steel. Materials 2023, 16, 3341. [Google Scholar] [CrossRef]
- Kim, S.J.; Park, J.S.; Jung, S.P. Corrosion-induced hydrogen evolution, absorption, and cracking behaviors of ultra-high-strength galvanized and galvannealed steel sheets. NPJ Mater. Degrad. 2022, 6, 31. [Google Scholar] [CrossRef]
- Shin, S.H.; Trang, T.T.T.; Chung, B.H.; Jeong, Y.G.; Lee, J.S.; Heo, Y.U. Microscopic study on the blister formation mechanism in electrogalvanized steel. Met. Mater. Int. 2024, 24, 12553. [Google Scholar] [CrossRef]
- Minenkov, A.; Arndt, M.; Knapp, J.; Hesser, G.; Gierl-Mayer, C.; Mörtlbauer, T.; Angeli, G.; Groiss, H. Interaction and evolution of phases at the coating/substrate interface in galvannealed 3rd Gen AHSS with high Si content. Mater. Des. 2024, 237, 112597. [Google Scholar] [CrossRef]
- Yu, J.S.; Liu, J.L.; Zhang, J.X.; Wu, J.S. Electron diffraction study on Fe-Zn gamma; intermetallic phase of a galvannealed IF steel sheet. Mater. Trans. 2005, 46, 1079–1082. [Google Scholar] [CrossRef]
- Kancharla, H.; Mandal, G.K.; Kumar, R.R.; Chakraborty, A.; Singh, S.S.; Mondal, K. Effect of annealing time on coating microstructure, frictional and electrochemical behavior of galvannealed interstitial-free steel. J. Mater. Eng. Perform. 2023, 32, 5932–5945. [Google Scholar] [CrossRef]
- Demiral, M.; Kadioglu, F. Analysis of fatigue performance of spot-welded steel T-profiles under cyclic torsional loading. Appl. Sci. 2024, 14, 10607. [Google Scholar] [CrossRef]
- Li, J.Z.; Yu, H.; Yin, X.; Kong, B.; Wen, K.; Sun, Q.; Wang, B.; Zeng, X.S. Welding characteristics of medium titanium plates with autogenous laser welding and narrow-gap laser filling welding modes. Materials 2024, 17, 4722. [Google Scholar] [CrossRef] [PubMed]
- Duran, E.T. Finite element based Multi-Axial low cycle fatigue analyses of Spot-Welded components and correlation with tests. Eng. Fail. Anal. 2022, 132, 105899. [Google Scholar] [CrossRef]
- Mezher, M.T.; Carou, D.; Pereira, A. Exploring resistance spot welding for grade 2 titanium alloy: Experimental investigation and artificial neural network modeling. Metals 2024, 14, 308. [Google Scholar] [CrossRef]
- Sun, Y.; Zhou, J.Y.; Hu, R.X.; Pan, H.; Ding, K.; Lei, M.; Gao, Y.L. The high-cycle tensile–shear fatigue properties and failure mechanism of resistance spot-welded advanced high-strength steel with a Zn coating. Materials 2024, 18, 4463. [Google Scholar] [CrossRef]
- Wang, X.N.; Xie, Y.; Liu, Z.G.; Sun, Q.; Shen, X.J.; Zhang, Q.Y.; Hu, Z.R.; Misra, R.D.K. Zn-induced liquid metal embrittlement and mechanical properties of advanced high-strength steel with resistance spot weld. Mater. Sci. Eng. A 2022, 843, 143088. [Google Scholar] [CrossRef]
- Kim, J.W.; Manladan, S.M.; Mahmud, K.; Jin, W.; Krishna, T.; Ji, C.; Nam, D.G.; Park, Y.D. Liquid metal embrittlement cracking in uncoated transformation-induced plasticity steel during consecutive resistance spot welding. Metals 2023, 13, 1826. [Google Scholar] [CrossRef]
- Ezequiel, M.; Proriol Serre, I.; Auger, T.; Héripré, E.; Hadjem-Hamouche, Z.; Perriere, L. The liquid metal embrittlement of a reactive system at room temperature: α-brasses in contact with the liquid eutectic Ga-In. Eng. Fail. Anal. 2024, 164, 108694. [Google Scholar] [CrossRef]
- Romedenne, M.; Hawkins, C.S.; Pierce, D.; Jun, J.; Dryepondt, S.; Pint, B.A. Evaluation of liquid metal embrittlement of F82H and 4340 steels in liquid lithium. Fusion Eng. Des. 2024, 206, 114601. [Google Scholar] [CrossRef]
- Wang, S.; Chen, C.B.; Ju, J.; Zhou, J.; Xue, F. Suppression of LME cracks in Sn bronze-steel system based on multi-material additive manufacturing. Mater. Lett. 2023, 335, 133775. [Google Scholar] [CrossRef]
- Yu, Y.; Zhang, Y.Q.; Cai, N.; Chen, W.X.; Wang, P.B.; Fu, C. Comparative investigation into the liquid metal embrittlement susceptibility during resistance spot welding of Zn–Al–Mg and GI coated advanced high strength steels. ISIJ Int. 2023, 63, 1233–1244. [Google Scholar] [CrossRef]
- Mei, H.J.; Cheng, L.Y.; Chen, L.; Yang, S.L.; Wang, F.F.; Li, J.F.; Kong, L.T. Effect of alloying elements on zinc-induced liquid metal embrittlement in steels: A first-principles study. Comput. Mater. Sci. 2024, 242, 113104. [Google Scholar] [CrossRef]
- Wallner, M.; Steineder, K.; Schneider, R.; Gruber, M.; Arndt, M.; Sommitsch, C. Unraveling the impact of the substitution of Si by Al on liquid metal embrittlement behavior of 3rd generation AHSS. Mater. Sci. Eng. A 2024, 899, 146446. [Google Scholar] [CrossRef]
- Hong, S.H.; Kang, J.H.; Kim, D.; Kim, S.J. Si effect on Zn-assisted liquid metal embrittlement in Zn-coated TWIP steels: Importance of Fe-Zn alloying reaction. Surf. Coat. Technol. 2020, 393, 125809. [Google Scholar] [CrossRef]
- Zhou, J.Y.; Sun, Y.; Hu, T.H.; Pan, H.; Lei, M.; Ding, K.; Gao, Y.L. Uncovering the mechanism of the LME susceptibility for the galvanized and electrogalvanized DP 1180 steels. Mater. Today Commun. 2024, 38, 108530. [Google Scholar] [CrossRef]
- Khan, M.S.; DiGiovanni, C.; Ghatei-Kalashami, A.; Shadab, S.G.; Song, G.; Goodwin, F.; Goodwin, F.; Zhou, Y.N. Effect of Zn-coating type on intergranular Cu-penetration in steels during weld-brazing. Mater. Lett. 2023, 344, 134442. [Google Scholar] [CrossRef]
- Bhat, R.S.; Balakrishna, M.K.; Parthasarathy, P.; Hegde, A.C. Structural properties of Zn-Fe alloy coatings and their corrosion resistance. Coatings 2023, 13, 772. [Google Scholar] [CrossRef]
- Gu, J.Y.; Zhou, J.Y.; Hu, R.X.; Sun, Y.; Lei, M.; Gao, Y.L. Comparative study on the liquid metal embrittlement susceptibility of the high-Si advanced high-strength steel with EG and GA Zn coatings. Metals 2024, 14, 1221. [Google Scholar] [CrossRef]
- Jiang, G.Y.; Wu, M.W.; Yang, X.G.; Wang, H.; Zhu, Y. Effect of Mn addition on microstructure and mechanical properties of GX40CrNiSi25-12 austenitic heat resistant steel. China Foundry 2024, 21, 205–212. [Google Scholar] [CrossRef]
- Dong, W.F.; Ding, K.; Pan, H.; Lei, M.; Wang, L.; Gao, Y.L. Role of Si content in the element segregation of galvanized QP980 advanced high strength steel. JOM 2022, 74, 2369–2376. [Google Scholar] [CrossRef]
- Dong, W.F.; Pan, H.; Sun, Y.; Zhou, J.Y.; Lei, M.; Ding, K.; Gao, Y.L. The sandwich-structured advanced high strength steel to resist the liquid metal embrittlement. J. Mater. Res. Technol. 2023, 25, 3167–3176. [Google Scholar] [CrossRef]
- Dong, W.F.; Pan, H.; Lei, M.; Wang, S.J.; Ding, K.; Gao, Y.L. Three-dimension characterization of the liquid metal embrittlement crack in the resistance spot welded joint of the advanced high strength steel. Mater. Today Commun. 2023, 34, 105322. [Google Scholar] [CrossRef]
- Song, S.; Shojaee, M.; Midawi, A.R.H.; Sherepenko, O.; Ghassemi-Armaki, H.; Biro, E. Influence of expulsion and heat extraction resulting from changes to electrode force on liquid metal embrittlement during resistance spot welding. J. Mater. Res. Technol. 2023, 23, 1458–1470. [Google Scholar] [CrossRef]
- Midawi, A.R.H.; Patel, M.; Shojaee, M.; Pearson, K.; Sherepenko, O.; Ghassemi-Armaki, H.; Biro, E. Effect of liquid metal embrittlement indent cracks on zinc coated 3rd generation AHSS mechanical performance. Metals 2023, 13, 491. [Google Scholar] [CrossRef]
- Patel, M.; Shojaee, M.; Sherepenko, O.; Midawi, A.R.H.; Ghassemi-Armaki, H.; Biro, E. Mitigating the influence of industrially relevant disturbances on LME severity of dissimilar resistance spot welded advanced high-strength steels. J. Mater. Res. Technol. 2023, 26, 22–31. [Google Scholar] [CrossRef]
- Park, H.; Jeong, Y.J.; Lee, K.; Goo, B.J.; Koh, H.J. Effect of galvannealing temperature on coating microstructure evolution correlated to flaking degradation on galvannealed interstitial-free steel. Surf. Coat. Technol. 2020, 404, 126446. [Google Scholar] [CrossRef]
- Wallner, M.; Steineder, K.; Schneider, R.; Commenda, C.; Sommitsch, C. Effect of galvannealing on the microstructural and mechanical properties of a Si and Al alloyed medium-Mn quenching and partitioning steels. Mater. Sci. Eng. A 2022, 841, 143067. [Google Scholar] [CrossRef]
- Bhattacharya, D.; Cho, L.; Colburn, J.; Smith, D.; Marshall, D.; van der Aa, E.; Pichler, A.; Ghassemi-Armaki, H.; Pottore, N.; Findley, K.O.; et al. Influence of selected alloying variations on liquid metal embrittlement susceptibility of quenched and partitioned steels. Mater. Des. 2022, 224, 111356. [Google Scholar] [CrossRef]
- Han, S.C.; Sanchez, D.F.; Grolimund, D.; Uhm, S.H.; Choi, D.Y.; Jeong, H.C.; Jun, T.S. Role of silicon on formation and growth of intermetallic phases during rapid Fe–Zn alloying reaction. Mater. Today Adv. 2023, 18, 100368. [Google Scholar] [CrossRef]
- Murugan, S.P.; Kim, J.; Kim, J.; Wan, Y.; Lee, C.Y.; Jeon, J.B.; Park, Y.D. Role of liquid Zn and α-Fe(Zn) on liquid metal embrittlement of medium Mn steel: An ex-situ microstructural analysis of galvannealed coating during high temperature tensile test. Surf. Coat. Technol. 2020, 398, 126069. [Google Scholar] [CrossRef]
- Dong, W.F.; Lei, M.; Pan, H.; Ding, K.; Gao, Y.L. Role of the internal oxidation layer in the liquid metal embrittlement during the resistance spot welding of the Zn-coated advanced high strength steel. J. Mater. Res. Technol. 2022, 21, 3313–3326. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Mn | Si | P | S |
|---|---|---|---|---|---|
| Specimens | >0.18 | >2.6 | >1.6 | <0.03 | <0.01 |
| Specimen | Rp0.2/MPa | Rm/MPa | At/% |
|---|---|---|---|
| GA-1 | 967 | 1200 | 17 |
| GA-2 | 954 | 1196 | 16.7 |
| EG-1 | 1071 | 1261 | 16.5 |
| EG-2 | 1037 | 1236 | 17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, J.; Hu, R.; Sun, Y.; Lei, M.; Gao, Y. Effect of the Electrogalvanized and Galvannealed Zn Coatings on the Liquid Metal Embrittlement Susceptibility of High Si and Mn Advanced High-Strength Steel. Coatings 2025, 15, 28. https://doi.org/10.3390/coatings15010028
Zhou J, Hu R, Sun Y, Lei M, Gao Y. Effect of the Electrogalvanized and Galvannealed Zn Coatings on the Liquid Metal Embrittlement Susceptibility of High Si and Mn Advanced High-Strength Steel. Coatings. 2025; 15(1):28. https://doi.org/10.3390/coatings15010028
Chicago/Turabian StyleZhou, Jiayi, Rongxun Hu, Yu Sun, Ming Lei, and Yulai Gao. 2025. "Effect of the Electrogalvanized and Galvannealed Zn Coatings on the Liquid Metal Embrittlement Susceptibility of High Si and Mn Advanced High-Strength Steel" Coatings 15, no. 1: 28. https://doi.org/10.3390/coatings15010028
APA StyleZhou, J., Hu, R., Sun, Y., Lei, M., & Gao, Y. (2025). Effect of the Electrogalvanized and Galvannealed Zn Coatings on the Liquid Metal Embrittlement Susceptibility of High Si and Mn Advanced High-Strength Steel. Coatings, 15(1), 28. https://doi.org/10.3390/coatings15010028