

Performance Evaluation of PVD and CVD Multilayer-Coated Tools in Machining High-Strength Steel


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Statistical Analysis of Tool Life and Surface Roughness
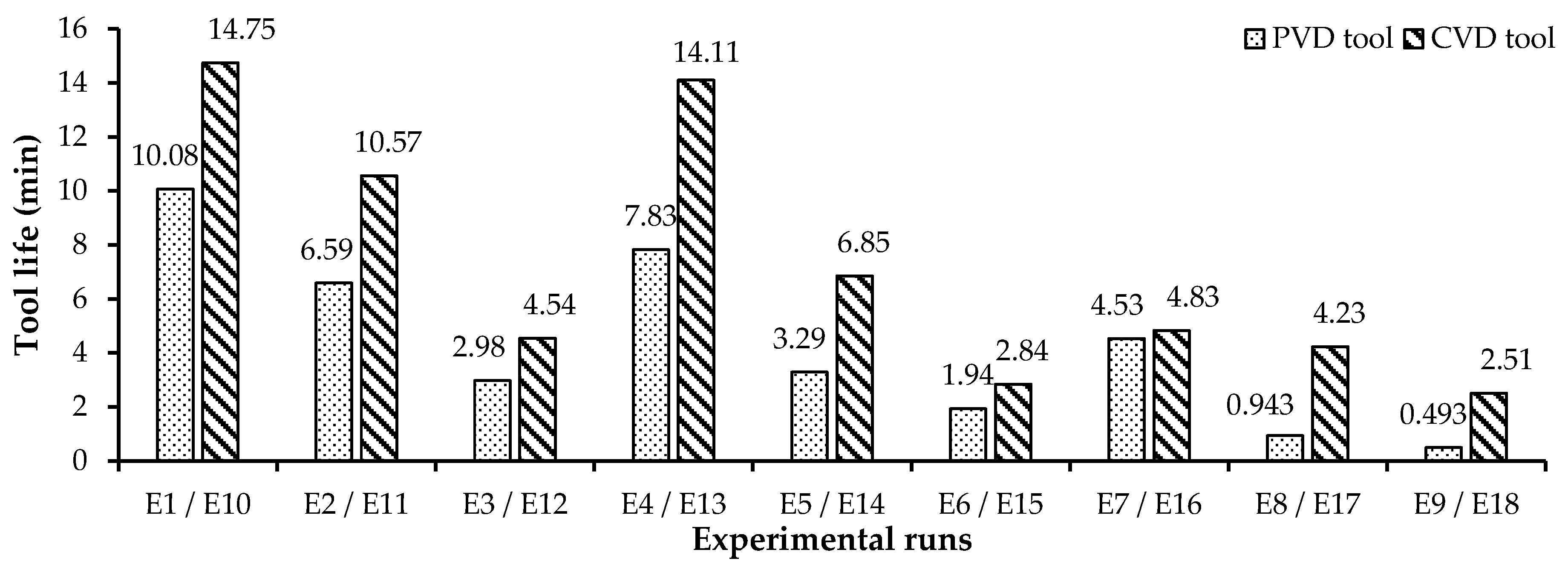
3.1.1. Tool Life
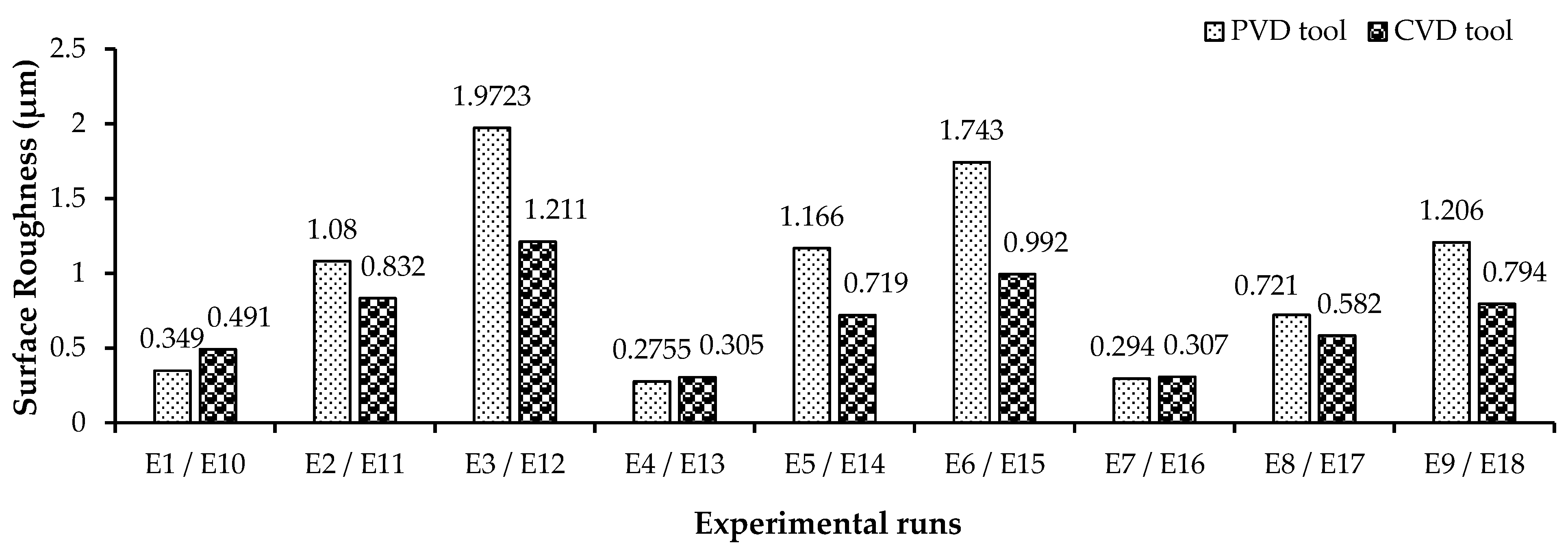
3.1.2. Surface Roughness
3.2. Analysis of Tool Life/Wear for PVD- and CVD-Coated Carbide Tool
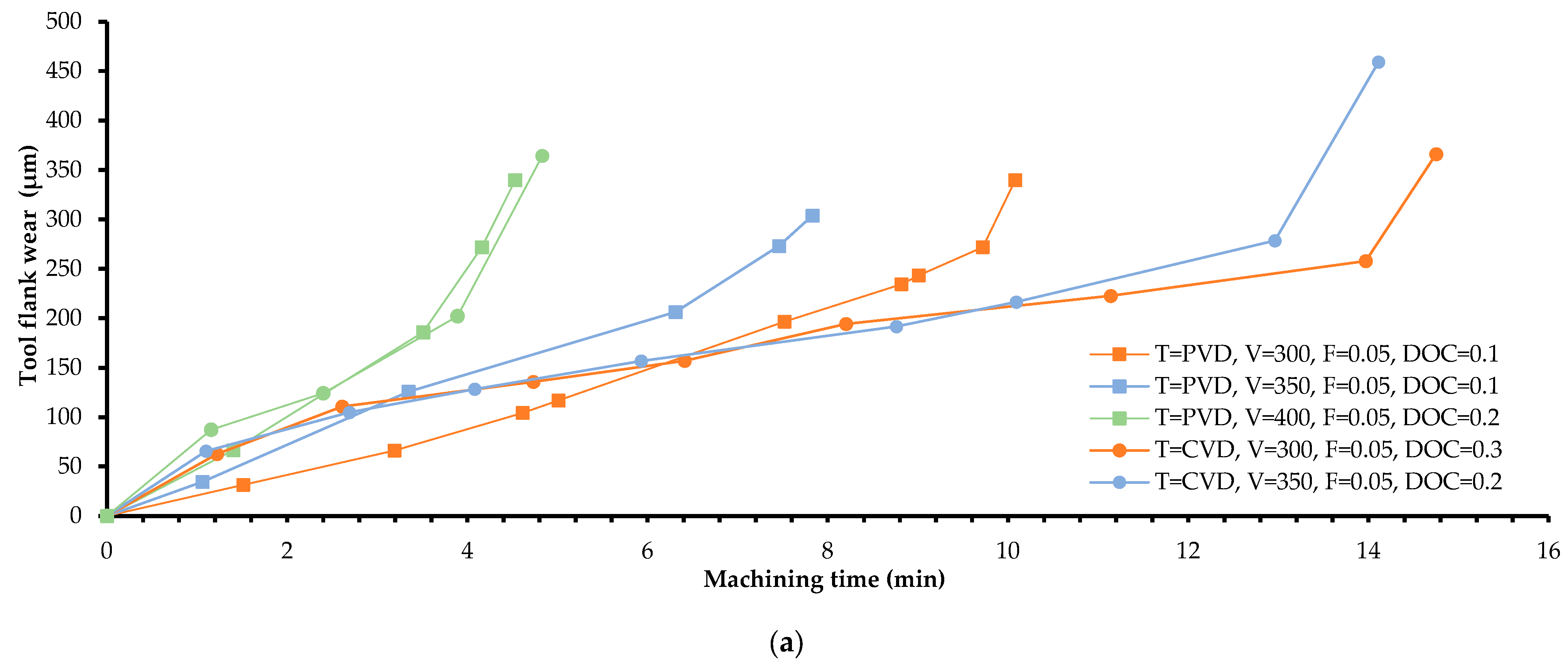
3.2.1. Tool Life and Tool Wear Progression
- Comparatively lower depth of cut of 0.1 mm for the PVD tool, which exerted less mechanical load on the tool edge, eventually causing less damage.
- The higher hardness possessed by the PVD tool (93.2 HRA) compared to the CVD tool (90.5 HRA), which provided stability against thermal–mechanical loads.
- The high thermal expansion coefficient of the inner coating in case of the CVD tool (TiCN~7.8 × 10−6 K−1 [44] > AlCrN ~6 × 10−6 K−1 [45]) compared to the carbide substrate (5.7–6.9 × 10−6 K−1 [46]), causing the coating to expand more than the carbide substrate. Consequently, this exerted compressive stresses and damaged the tool.
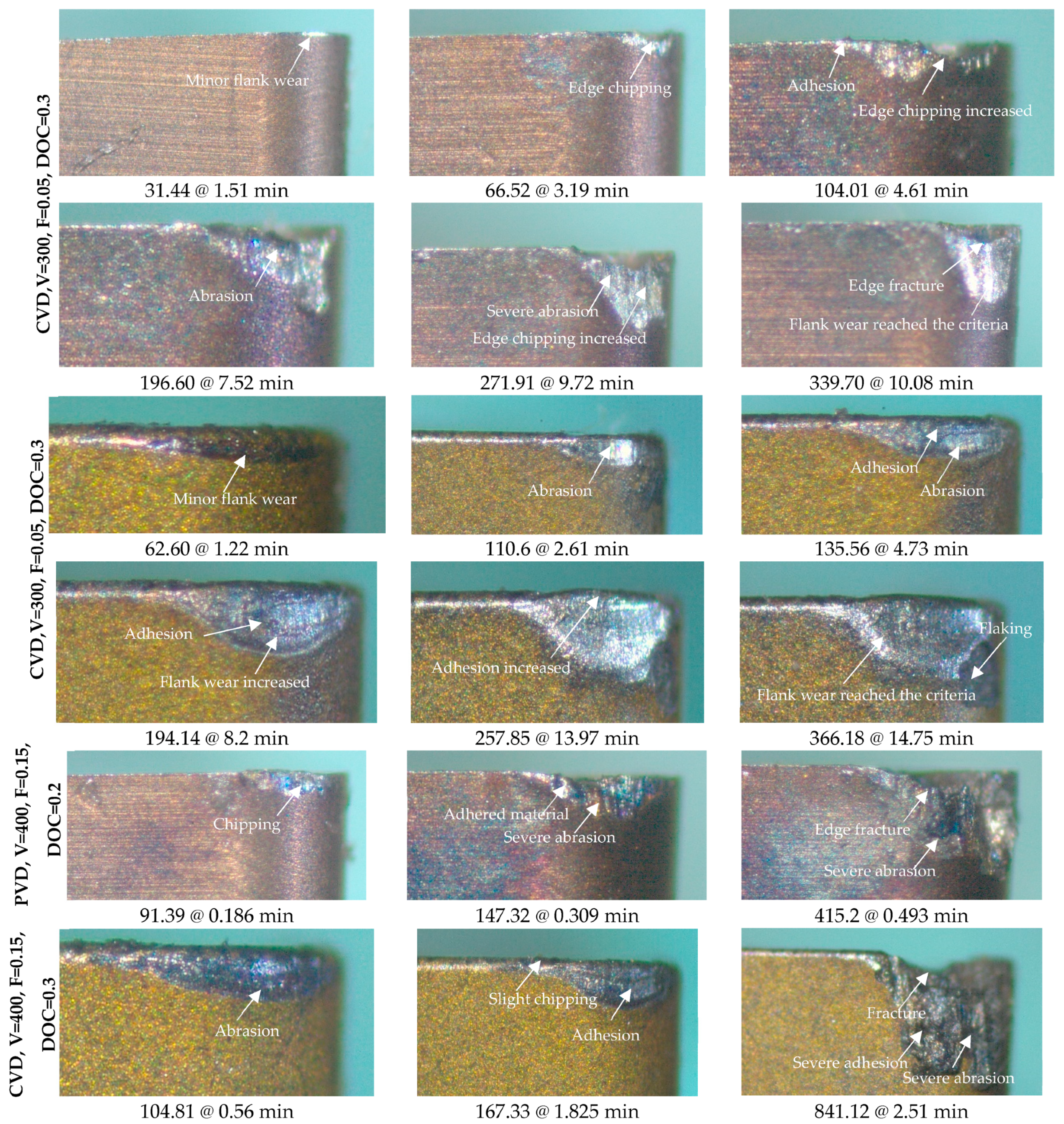
3.2.2. Tool Wear Mechanisms
3.3. Analysis of Surface Roughness for PVD- and CVD-Coated Carbide Tool
4. Conclusions
- Based on the ANOVA results, it was found that the feed rate, cutting speed, and tool type significantly influence both the tool life and surface roughness. The feed rate exhibited the highest percentage contributions of 46.22% and 68.96% for tool life and surface roughness, respectively, thereby establishing it as the most influential parameter in this study. However, the cutting depth, with a high p-value (>0.05), was found to be insignificant for both response variables.
- The highest tool lives of 14.75 min and 10.08 min were obtained at a low cutting speed (300 m/min) and low feed rate (0.05 mm/rev) for CVD- and PVD-coated tools, respectively. The wear progression graph for both tools skewed towards the left as the machining speed and feed rate increased. Additionally, optical microscopic images captured at different time intervals of the worn tool indicated that the CVD-coated tool with the Al2O3/TiCN coating protected the tool from thermal–mechanical loads, thus maintaining the cutting-edge geometry, despite high flank wear width at the end of the tool life. Conversely, the PVD tool with the TiAlN/AlCrN coating exhibited excessive chipping in the early phases of cutting, resulting in a comparatively shorter tool life.
- SEM and EDX analysis revealed that adhesion, oxidation, and abrasion constituted the primary wear mechanisms for both types of tools. Furthermore, excessive chipping on the main cutting edge and severe diffusion on the crater face were also identified as contributing factors to the wear mechanisms in the case of PVD-coated tools.
- The best surface roughness of 0.276 µm and 0.307 µm was achieved at a high cutting speed and low feed rate for both PVD and CVD tools, respectively. Remarkably, the CVD-coated tool exhibited the most favorable outcomes in terms of low surface roughness due to the reduced thermal conductivity of the Al2O3/TiCN coating, which notably reduced the coefficient of friction.
- From the perspective of future research, a more comprehensive understanding of tool wear mechanisms can be achieved by analyzing the cutting force, chip formation, and cutting temperature. This deeper knowledge is crucial for optimizing the tool life and surface integrity in high-speed machining applications. Additionally, emerging trends in the field of tool coating, for instance, advanced multilayer composite coatings and nano-structural hard coatings, can offer outstanding tribological features and wear resistance to cutting tools. Thus, research in this domain can improve the cutting performances of the PVD- and CVD-coated tools during the machining of high-strength steel. Lastly, the cost quantification and sustainability assessment of coated carbide tools in machining high-strength steel could demonstrate significant economic and environmental benefits, motivating manufacturers to implement these tools in wide-scale industrial applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Musavi, S.H.; Davoodi, B. Risk Assessment for Hazardous Lubricants in Machining Industry. Environ. Sci. Pollut. Res. 2021, 28, 625–634. [Google Scholar] [CrossRef]
- Naveed, M.; Arslan, A.; Javed, H.M.A.; Manzoor, T.; Quazi, M.M.; Imran, T.; Zulfattah, Z.M.; Khurram, M.; Fattah, I.M.R. State-of-the-Art and Future Perspectives of Environmentally Friendly Machining Using Biodegradable Cutting Fluids. Energies 2021, 14, 4816. [Google Scholar] [CrossRef]
- Bagaber, S.A.; Yusoff, A.R. Multi-Objective Optimization of Cutting Parameters to Minimize Power Consumption in Dry Turning of Stainless Steel 316. J. Clean. Prod. 2017, 157, 30–46. [Google Scholar] [CrossRef]
- Yaqoob, S.; Ghani, J.A.; Juri, A.Z.; Muhamad, S.S.; Haron, C.H.C.; Jouini, N. A Review of Sustainable Hybrid Lubrication (Cryo-MQL) Techniques in Machining Processes. Int. J. Adv. Manuf. Technol. 2024, 131, 151–169. [Google Scholar] [CrossRef]
- Dedalus Consulting. Global Market Research End User Analysis Database. 2022. Available online: https://www.dedalusconsulting.com/index.php (accessed on 20 January 2024).
- Boing, D.; De Oliveira, A.J.; Schroeter, R.B. Evaluation of Wear Mechanisms of PVD and CVD Coatings Deposited on Cemented Carbide Substrates Applied to Hard Turning. Int. J. Adv. Manuf. Technol. 2020, 106, 5441–5451. [Google Scholar] [CrossRef]
- Dabees, S.; Mirzaei, S.; Kaspar, P.; Holcman, V.; Sobola, D. Characterization and Evaluation of Engineered Coating Techniques for Different Cutting Tools—Review. Materials 2022, 15, 5633. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances in Turning Processes Using Coated Tools—A Comprehensive Review. Metals 2020, 10, 170. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Terek, P.; Miletić, A.; Čekada, M.; Panjan, M. Comparative Study of Tribological Behavior of TiN Hard Coatings Deposited by Various PVD Deposition Techniques. Coatings 2022, 12, 294. [Google Scholar] [CrossRef]
- Von Fieandt, L.; Johansson, K.; Larsson, T.; Boman, M.; Lindahl, E. On the Growth, Orientation and Hardness of Chemical Vapor Deposited Ti (C, N). Thin Solid Film. 2018, 645, 19–26. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Wear Behaviors of Single-Layer and Multi-Layer Coated Carbide Inserts in High Speed Machining of Hardened AISI 4340 Steel. J. Mech. Sci. Technol. 2013, 27, 1451–1459. [Google Scholar] [CrossRef]
- Feng, R.; Pan, J.; Zhang, J.; Shao, Y.; Chen, B.; Fang, Z.; Roy, K.; Lim, J.B.P. Effects of Corrosion Morphology on the Fatigue Life of Corroded Q235B and 42CrMo Steels: Numerical Modelling and Proposed Design Rules. Structures 2023, 57, 105136. [Google Scholar] [CrossRef]
- Feng, R.; Yang, F.; Shao, Y.; Roy, K.; Lim, J.; Chen, B. Experimental Study on High-Cycle Fatigue Behaviour of Butt Welds Made of Corroded AISI 304 Stainless Steel and Q460 High-Strength Steel. Structures 2024, 62, 106141. [Google Scholar] [CrossRef]
- Muhamad, S.S.; Ghani, J.A.; Che Haron, C.H.; Yazid, H. Wear Mechanism of Multilayer Coated Carbide Cutting Tool in the Milling Process of AISI 4340 under Cryogenic Environment. Materials 2022, 15, 524. [Google Scholar] [CrossRef] [PubMed]
- Yap, P.H.; Ghani, J.A.; Wan Mahmood, W.M.F. Optimisation on the Performance of Bubble-Bursting Atomisation for Minimum Quantity Lubrication with Vegetable Oil Using Computational Fluid Dynamics Simulation. Materials 2022, 15, 4355. [Google Scholar] [CrossRef] [PubMed]
- Abu Bakar, H.N.; Ghani, J.A.; Haron, C.H.C.; Ghazali, M.J.; Kasim, M.S.; Al-Zubaidi, S.; Jouini, N. Wear Mechanisms of Solid Carbide Cutting Tools in Dry and Cryogenic Machining of AISI H13 Steel with Varying Cutting-Edge Radius. Wear 2023, 523, 204758. [Google Scholar] [CrossRef]
- Xu, Q.; Zhao, J.; Ai, X. Cutting Performance of Tools Made of Different Materials in the Machining of 42CrMo4 High-Strength Steel: A Comparative Study. Int. J. Adv. Manuf. Technol. 2017, 93, 2061–2069. [Google Scholar] [CrossRef]
- Ahmad, A.A.; Ghani, J.A.; Che Haron, C.H. Effect of Cutting Parameters on Tool Life during End Milling of AISI 4340 under MQL Condition. Ind. Lubr. Tribol. 2022, 74, 392–401. [Google Scholar] [CrossRef]
- Yang, W.; Xiong, J.; Guo, Z.; Du, H.; Yang, T.; Tang, J.; Wen, B. Structure and Properties of PVD TiAlN and TiAlN/CrAlN Coated Ti (C, N)-Based Cermets. Ceram. Int. 2017, 43, 1911–1915. [Google Scholar] [CrossRef]
- Kenzhegulov, A.; Mamaeva, A.; Panichkin, A.; Alibekov, Z.; Kshibekova, B.; Bakhytuly, N.; Wieleba, W. Comparative Study of Tribological and Corrosion Characteristics of TiCN, TiCrCN, and TiZrCN Coatings. Coatings 2022, 12, 564. [Google Scholar] [CrossRef]
- Li, Y.; Zheng, G.; Cheng, X.; Yang, X.; Xu, R.; Zhang, H. Cutting Performance Evaluation of the Coated Tools in High-Speed Milling of AISI 4340 Steel. Materials 2019, 12, 3266. [Google Scholar] [CrossRef]
- Das, A.; Patel, S.K.; Hotta, T.K.; Biswal, B.B. Statistical Analysis of Different Machining Characteristics of EN-24 Alloy Steel during Dry Hard Turning with Multilayer Coated Cermet Inserts. Measurement 2019, 134, 123–141. [Google Scholar] [CrossRef]
- Zheng, G.; Cheng, X.; Li, L.; Xu, R.; Tian, Y. Experimental Investigation of Cutting Force, Surface Roughness and Tool Wear in High-Speed Dry Milling of AISI 4340 Steel. J. Mech. Sci. Technol. 2019, 33, 341–349. [Google Scholar] [CrossRef]
- Davoodi, B.; Eskandari, B. Tool Wear Mechanisms and Multi-Response Optimization of Tool Life and Volume of Material Removed in Turning of N-155 Iron–Nickel-Base Superalloy Using RSM. Measurement 2015, 68, 286–294. [Google Scholar] [CrossRef]
- Sonawane, G.D.; Sargade, V.G. Machinability Study of Duplex Stainless Steel 2205 During Dry Turning. Int. J. Precis. Eng. Manuf. 2020, 21, 969–981. [Google Scholar] [CrossRef]
- Bag, R.; Panda, A.; Sahoo, A.K.; Kumar, R. Sustainable High-Speed Hard Machining of AISI 4340 Steel under Dry Environment. Arab. J. Sci. Eng. 2022, 48, 3073–3096. [Google Scholar] [CrossRef]
- Alok, A.; Kumar, A.; Das, M. Hard Turning with a New HSN2-Coated Carbide Insert and Optimization of Process Parameter. Trans. Indian. Inst. Met. 2021, 74, 1577–1591. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, D.; Kalsi, N.S. Performance Evaluation of TiN-Coated CBN Tools During Turning of Variable Hardened AISI 4340 Steel. In Advanced Engineering Optimization through Intelligent Techniques; Venkata Rao, R., Taler, J., Eds.; Advances in Intelligent Systems and Computing; Springer: Singapore, 2020; Volume 949, pp. 847–857. ISBN 9789811381959. [Google Scholar]
- Singh, R.; Dureja, J.S.; Dogra, M. Performance Evaluation of Textured Carbide Tools under Environment-Friendly Minimum Quantity Lubrication Turning Strategies. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 87. [Google Scholar] [CrossRef]
- Jafarian Zenjanab, M.; Pedrammehr, S.; Chalak Qazani, M.R.; Shabgard, M.R. Influence of Cutting Fluid-Based CuO-Nanofluid with Boric Acid-Nanoparticles Additives on Machining Performances of AISI 4340 Tool Steel in High-Speed Turning Operation. Iran. J. Sci. Technol. Trans. Mech. Eng. 2022, 46, 335–345. [Google Scholar] [CrossRef]
- Shalaby, M.; Veldhuis, S. New Observations on High-Speed Machining of Hardened AISI 4340 Steel Using Alumina-Based Ceramic Tools. J. Manuf. Mater. Process. 2018, 2, 27. [Google Scholar] [CrossRef]
- Suyama, D.I.; Diniz, A.E. Influence of Tool Vibrations on Tool Wear Mechanisms in Internal Turning of Hardened Steel. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 370. [Google Scholar] [CrossRef]
- Da Silva, L.R.; Couto, D.A.; Dos Santo, F.V.; Duarte, F.J.; Mazzaro, R.S.; Veloso, G.V. Evaluation of Machined Surface of the Hardened AISI 4340 Steel through Roughness and Residual Stress Parameters in Turning and Grinding. Int. J. Adv. Manuf. Technol. 2020, 107, 791–803. [Google Scholar] [CrossRef]
- Tang, S.; Liu, P.; Su, Z.; Lei, Y.; Liu, Q.; Liu, D. Preparation and Cutting Performance of Nano-Scaled Al2O3-Coated Micro-Textured Cutting Tool Prepared by Atomic Layer Deposition. High Temp. Mater. Process. 2021, 40, 77–86. [Google Scholar] [CrossRef]
- Gupta, K.M.; Ramdev, K.; Dharmateja, S.; Sivarajan, S. Cutting Characteristics of PVD Coated Cutting Tools. Mater. Today Proc. 2018, 5, 11260–11267. [Google Scholar] [CrossRef]
- Alaksanasuwan, S.; Buranawong, A.; Witit-Anun, N. Preparation and Characterization of Nanostructured TiCrN Thin Films Deposited from Ti-Cr Mosaic Target by Reactive DC Magnetron Sputtering. J. Phys. Conf. Ser. 2021, 1719, 012072. [Google Scholar] [CrossRef]
- ISO 3685:1993; Tool-Life Testing with Single-Point Turning Tools. International Organization for Standardization (ISO): Geneva, Switzerland, 1993.
- Sumitomo, E. Sumitomo Cutting Tools General Catalog 2023–2024. 2023. Available online: https://www.sumitool.com/en/downloads/cutting-tools/general-catalog (accessed on 15 August 2023).
- López-Luiz, N.; Alemán, O.J.; Hernández, F.A.; Dávila, M.M.; Baltazar-Hernández, V.H. Experimentation on Tool Wear and Surface Roughness in AISI D2 Steel Turning with WC Insert. Mod. Mech. Eng. 2018, 8, 204–220. [Google Scholar] [CrossRef]
- Fedai, Y. Exploring the Impact of the Turning of AISI 4340 Steel on Tool Wear, Surface Roughness, Sound Intensity, and Power Consumption under Dry, MQL, and Nano-MQL Conditions. Lubricants 2023, 11, 442. [Google Scholar] [CrossRef]
- Mia, M.; Dey, P.R.; Hossain, M.S.; Arafat, M.T.; Asaduzzaman, M.; Ullah, M.S.; Zobaer, S.T. Taguchi S/N Based Optimization of Machining Parameters for Surface Roughness, Tool Wear and Material Removal Rate in Hard Turning under MQL Cutting Condition. Measurement 2018, 122, 380–391. [Google Scholar] [CrossRef]
- Butt, M.M.; Najar, K.A.; Dar, T.H. Experimental Evaluation of Multilayered CVD-and PVD-Coated Carbide Turning Inserts in Severe Machining of AISI-4340 Steel Alloy. J. Tribol. 2021, 29, 117–143. [Google Scholar]
- Li, Y.; Zheng, G.; Zhang, X.; Cheng, X.; Yang, X.; Xu, R. Cutting Force, Tool Wear and Surface Roughness in High-Speed Milling of High-Strength Steel with Coated Tools. J. Mech. Sci. Technol. 2019, 33, 5393–5398. [Google Scholar] [CrossRef]
- Xian, G.; Xiong, J.; Zhao, H.; Xian, L.; Fan, H.; Li, Z.; Du, H. Study on the Growth and Wear Behavior of the TiAlN-Based Composite Coating Deposited on TiCN-Based Cermets with Different Binder Phase. Wear 2020, 460–461, 203460. [Google Scholar] [CrossRef]
- Bartosik, M.; Daniel, R.; Mitterer, C.; Keckes, J. Thermally-Induced Formation of Hexagonal AlN in AlCrN Hard Coatings on Sapphire: Orientation Relationships and Residual Stresses. Surf. Coat. Technol. 2010, 205, 1320–1323. [Google Scholar] [CrossRef]
- Stylianou, R.; Velic, D.; Daves, W.; Ecker, W.; Tkadletz, M.; Schalk, N.; Czettl, C.; Mitterer, C. Thermal Crack Formation in TiCN/α-Al2O3 Bilayer Coatings Grown by Thermal CVD on WC-Co Substrates with Varied Co Content. Surf. Coat. Technol. 2020, 392, 125687. [Google Scholar] [CrossRef]
- Kone, F.; Czarnota, C.; Haddag, B.; Nouari, M. Finite Element Modelling of the Thermo-Mechanical Behavior of Coatings under Extreme Contact Loading in Dry Machining. Surf. Coat. Technol. 2011, 205, 3559–3566. [Google Scholar] [CrossRef]
- Samani, M.K.; Chen, G.C.K.; Ding, X.Z.; Zeng, X.T. Thermal Conductivity of CrAlN and TiAlN Coatings Deposited by Lateral Rotating Cathode Arc. Key Eng. Mater. 2010, 447–448, 705–709. [Google Scholar] [CrossRef]
- Reis, B.C.M.; Dos Santos, A.J.; Dos Santos, N.F.P.; Câmara, M.A.; De Faria, P.E.; Abrão, A.M. Cutting Performance and Wear Behavior of Coated Cermet and Coated Carbide Tools When Turning AISI 4340 Steel. Int. J. Adv. Manuf. Technol. 2019, 105, 1655–1663. [Google Scholar] [CrossRef]
- Das, A.; Gupta, M.K.; Das, S.R.; Panda, A.; Patel, S.K.; Padhan, S. Hard Turning of AISI D6 Steel with Recently Developed HSN2-TiAlxN and Conventional TiCN Coated Carbide Tools: Comparative Machinability Investigation and Sustainability Assessment. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 138. [Google Scholar] [CrossRef]
- Patil, P.; Karande, P. Performance Analysis of Twin-Layer AlTiN and TiCN Coated Inserts during High Speed Turning of SS304 with Synthetic Coolant at 0 °C. Tribol.—Mater. Surf. Interfaces 2024, 18, 53–62. [Google Scholar] [CrossRef]
- Bjerke, A.; Lenrick, F.; Norgren, S.; Larsson, H.; Markström, A.; M’Saoubi, R.; Petrusha, I.; Bushlya, V. Understanding Wear and Interaction between CVD α-Al2O3 Coated Tools, Steel, and Non-Metallic Inclusions in Machining. Surf. Coat. Technol. 2022, 450, 128997. [Google Scholar] [CrossRef]
- Hassan, S.; Khan, S.A.; Naveed, R.; Saleem, M.Q.; Mufti, N.A.; Farooq, M.U. Investigation on Tool Wear Mechanisms and Machining Tribology of Hardened DC53 Steel through Modified CBN Tooling Geometry in Hard Turning. Int. J. Adv. Manuf. Technol. 2023, 127, 547–564. [Google Scholar] [CrossRef]
- Saleem, M.Q.; Mumtaz, S. Face Milling of Inconel 625 via Wiper Inserts: Evaluation of Tool Life and Workpiece Surface Integrity. J. Manuf. Process. 2020, 56, 322–336. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp. No | Tool Type (T) | Cutting Speed V (m/min) | Feed Rate F (mm/rev) | Depth of Cut DOC (mm) | Exp. No | Tool Type (T) | Cutting Speed V (m/min) | Feed Rate F (mm/rev) | Depth of Cut DOC (mm) |
|---|---|---|---|---|---|---|---|---|---|
| E1 | PVD | 300 | 0.05 | 0.1 | E10 | CVD | 300 | 0.05 | 0.3 |
| E2 | PVD | 300 | 0.10 | 0.2 | E11 | CVD | 300 | 0.10 | 0.1 |
| E3 | PVD | 300 | 0.15 | 0.3 | E12 | CVD | 300 | 0.15 | 0.2 |
| E4 | PVD | 350 | 0.05 | 0.1 | E13 | CVD | 350 | 0.05 | 0.2 |
| E5 | PVD | 350 | 0.10 | 0.2 | E14 | CVD | 350 | 0.10 | 0.3 |
| E6 | PVD | 350 | 0.15 | 0.3 | E15 | CVD | 350 | 0.15 | 0.1 |
| E7 | PVD | 400 | 0.05 | 0.2 | E16 | CVD | 400 | 0.05 | 0.3 |
| E8 | PVD | 400 | 0.10 | 0.3 | E17 | CVD | 400 | 0.10 | 0.1 |
| E9 | PVD | 400 | 0.15 | 0.1 | E18 | CVD | 400 | 0.15 | 0.2 |
| Characteristics | PVD Tool | CVD Tool |
|---|---|---|
| Grade | H-grade | P-grade |
| Coating | TiAlN/AlCrN | Al2O3/TiCN |
| Coating thickness | 3 µm | 18 µm |
| Hardness of substrate | 93.2 HRA | 90.5 HRA |
| Nose radius | 0.4 mm | 0.4 mm |
| Rake angle | −6° | −6° |
| Cutting edge angle | 95° | 95° |
| Exp. No | Tool Type | Surface Roughness | Tool Life | Exp. No | Tool Type | Surface Roughness | Tool Life |
|---|---|---|---|---|---|---|---|
| E1 | PVD | 0.3490 | 10.080 | E10 | CVD | 0.4910 | 14.750 |
| E2 | 1.0800 | 6.590 | E11 | 0.8320 | 10.570 | ||
| E3 | 1.9723 | 2.980 | E12 | 1.2110 | 4.540 | ||
| E4 | 0.2755 | 7.830 | E13 | 0.3050 | 14.110 | ||
| E5 | 1.1660 | 3.290 | E14 | 0.7190 | 6.850 | ||
| E6 | 1.7430 | 1.940 | E15 | 0.9920 | 2.840 | ||
| E7 | 0.2940 | 4.530 | E16 | 0.3070 | 4.830 | ||
| E8 | 0.7210 | 0.943 | E17 | 0.5820 | 4.230 | ||
| E9 | 1.2060 | 0.493 | E18 | 0.7940 | 2.510 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | p | % Cont. | Significance |
|---|---|---|---|---|---|---|---|---|
| Tool life (T) (R-Sq 86.62%) | ||||||||
| T | 1 | 39.144 | 39.144 | 39.144 | 10.85 | 0.008 * | 12.92% | Significant |
| V | 2 | 86.382 | 86.382 | 43.191 | 11.97 | 0.002 * | 28.50% | Significant |
| F | 2 | 140.08 | 140.080 | 70.040 | 19.41 | 0.000 * | 46.22% | Significant |
| DOC | 2 | 1.386 | 1.386 | 0.6928 | 0.19 | 0.828 | 0.46% | Insignificant |
| Residual Error | 10 | 36.075 | 36.075 | 3.6075 | ||||
| Total | 17 | 303.067 | ||||||
| Surface Roughness (Ra) (R-Sq 88.09%) | ||||||||
| T | 1 | 0.3680 | 0.3680 | 0.36802 | 11.13 | 0.008 * | 8.75% | Significant |
| V | 2 | 0.3526 | 0.3526 | 0.17631 | 5.33 | 0.027 * | 8.38% | Significant |
| F | 2 | 2.8996 | 2.8996 | 1.44978 | 43.83 | 0.000 * | 68.98% | Significant |
| DOC | 2 | 0.2523 | 0.2523 | 0.12614 | 3.81 | 0.059 | 6.002% | Insignificant |
| Residual Error | 10 | 0.3308 | 0.3308 | 0.03308 | ||||
| Total | 17 | 4.2033 | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yaqoob, S.; Ghani, J.A.; Jouini, N.; Juri, A.Z. Performance Evaluation of PVD and CVD Multilayer-Coated Tools in Machining High-Strength Steel. Coatings 2024, 14, 865. https://doi.org/10.3390/coatings14070865
Yaqoob S, Ghani JA, Jouini N, Juri AZ. Performance Evaluation of PVD and CVD Multilayer-Coated Tools in Machining High-Strength Steel. Coatings. 2024; 14(7):865. https://doi.org/10.3390/coatings14070865
Chicago/Turabian StyleYaqoob, Saima, Jaharah A. Ghani, Nabil Jouini, and Afifah Z. Juri. 2024. "Performance Evaluation of PVD and CVD Multilayer-Coated Tools in Machining High-Strength Steel" Coatings 14, no. 7: 865. https://doi.org/10.3390/coatings14070865
APA StyleYaqoob, S., Ghani, J. A., Jouini, N., & Juri, A. Z. (2024). Performance Evaluation of PVD and CVD Multilayer-Coated Tools in Machining High-Strength Steel. Coatings, 14(7), 865. https://doi.org/10.3390/coatings14070865