
Preparation of ZnO Ultrasonic Transducer by Radio-Frequency Sputtering and Its Application in Bolt Preload Detection
 and
and
Abstract
1. Introduction
2. Experimental
2.1. ZnO Coatings Deposition
2.2. Structure and Morphology Characterization on Si Substrate
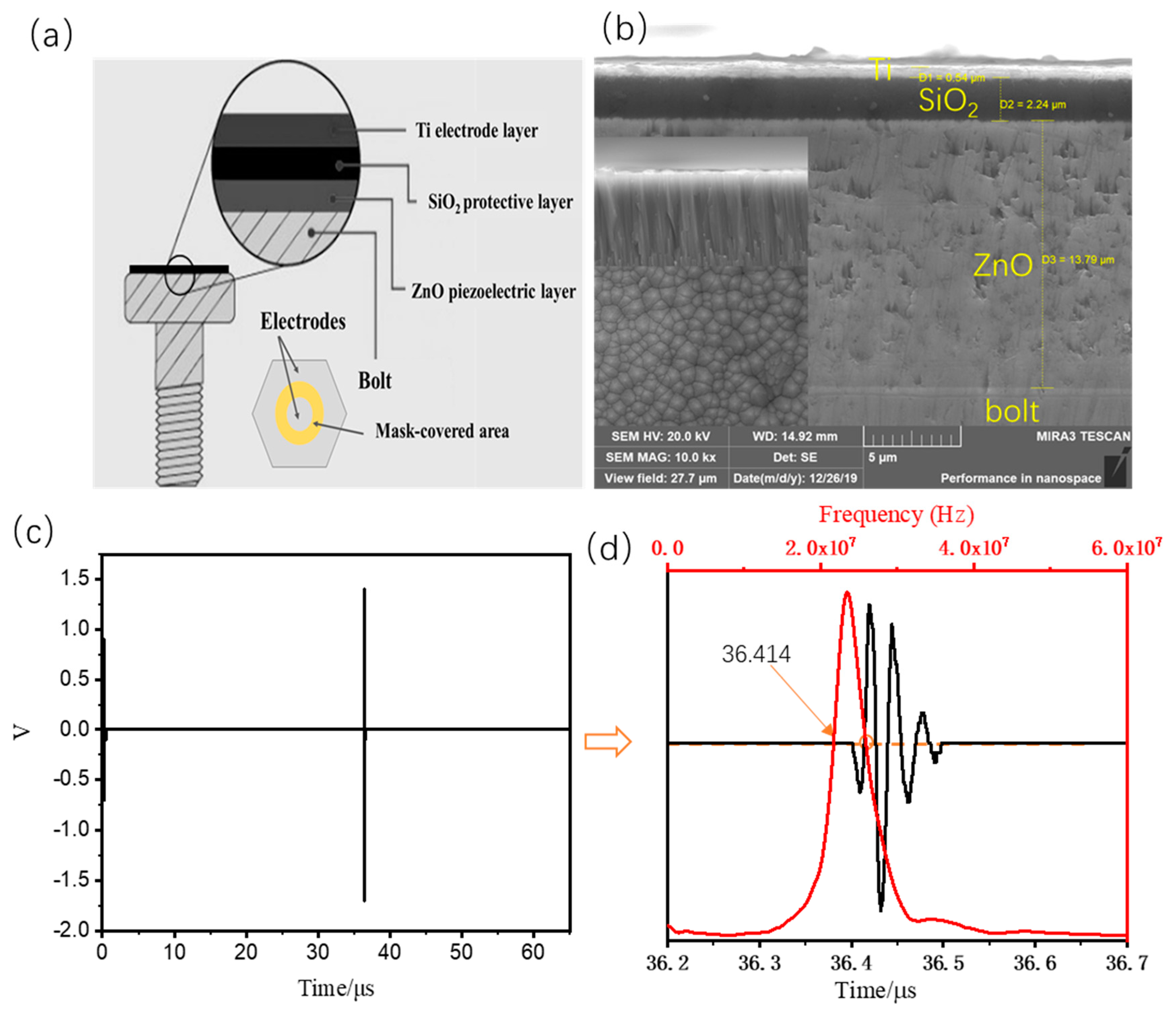
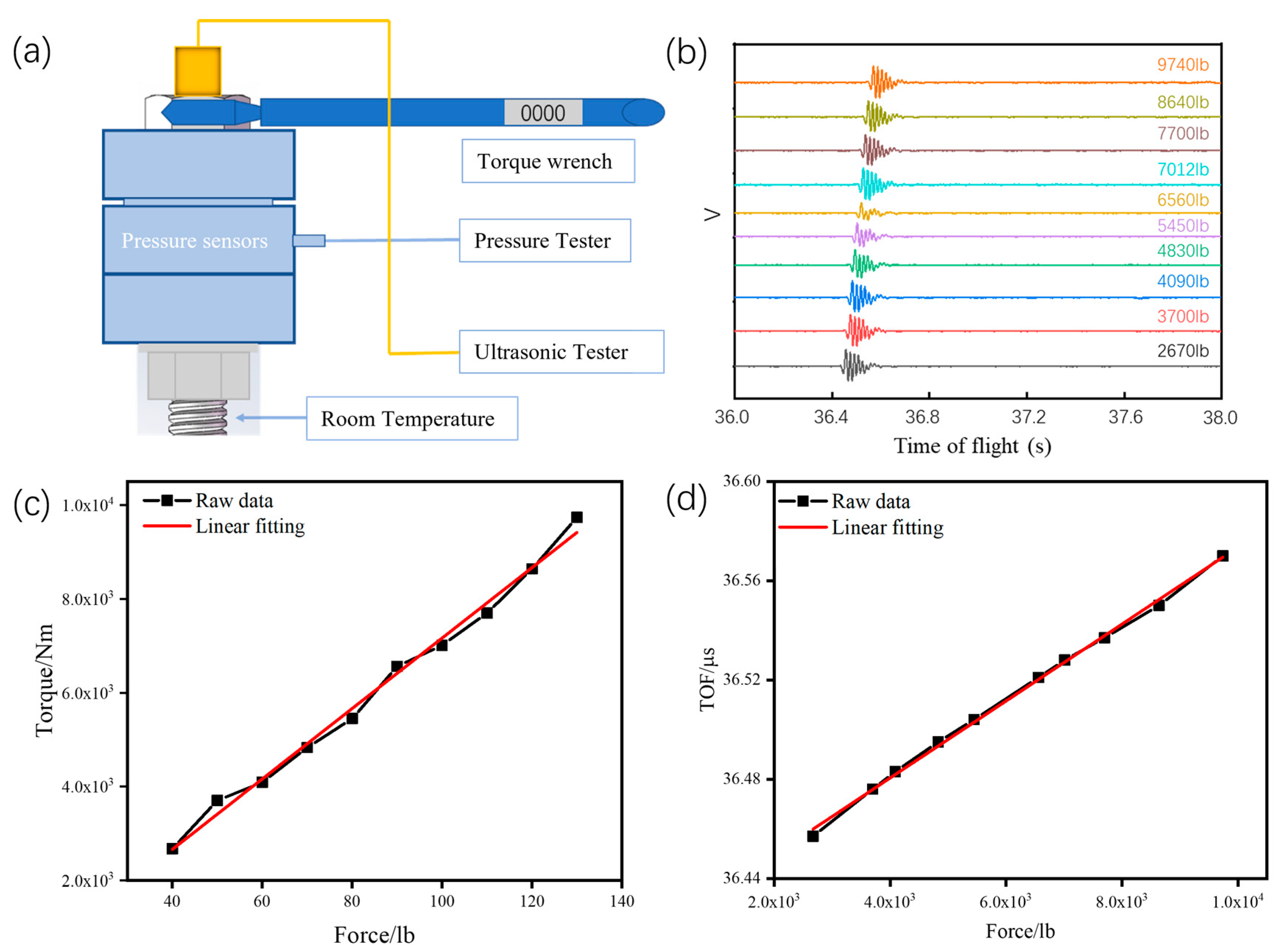
2.3. Ultrasonic Transducer Characterization on Bolts
3. Results and Discussion
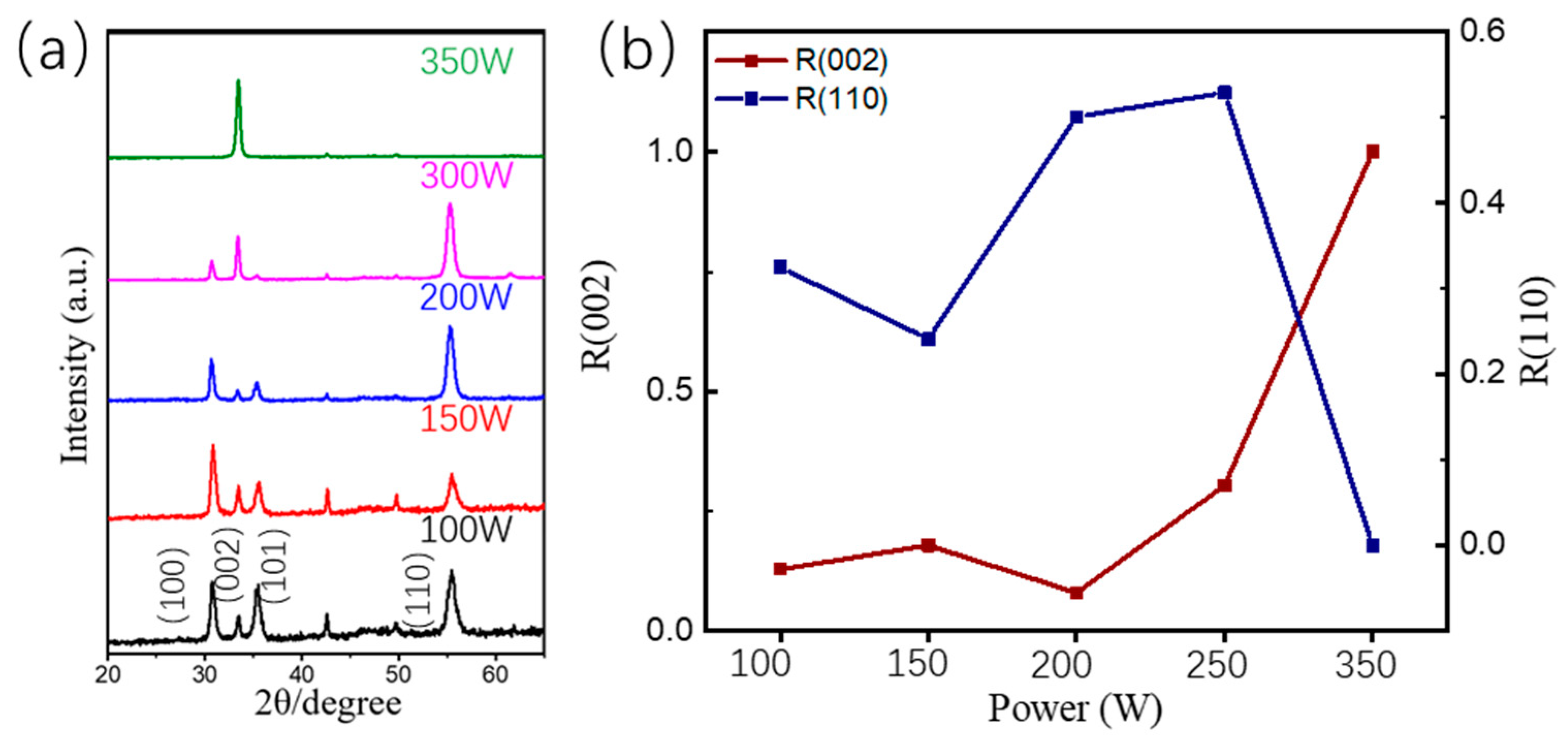
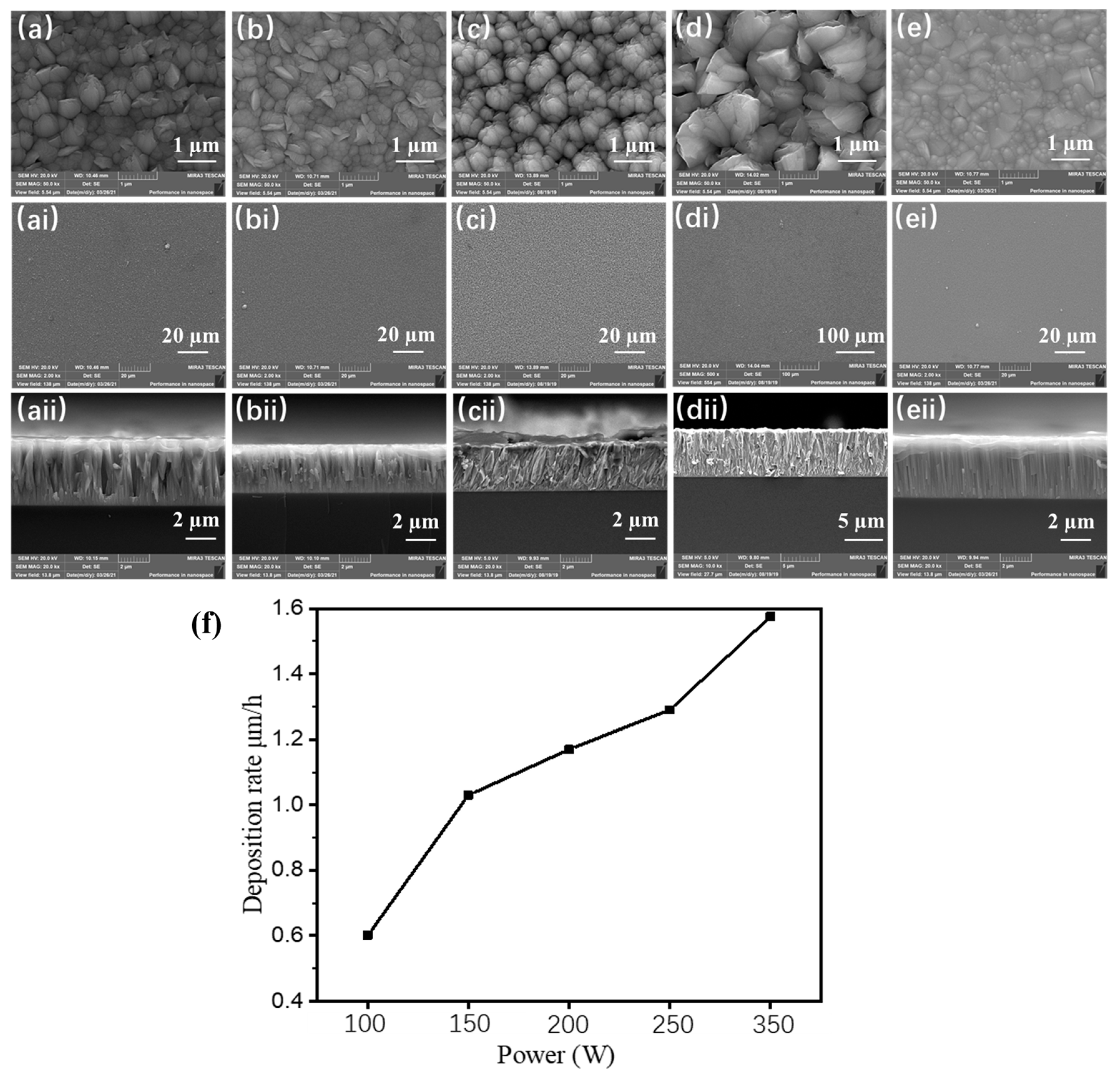
3.1. The Effect of Sputtering Power on the Growth Behavior of ZnO Coatings
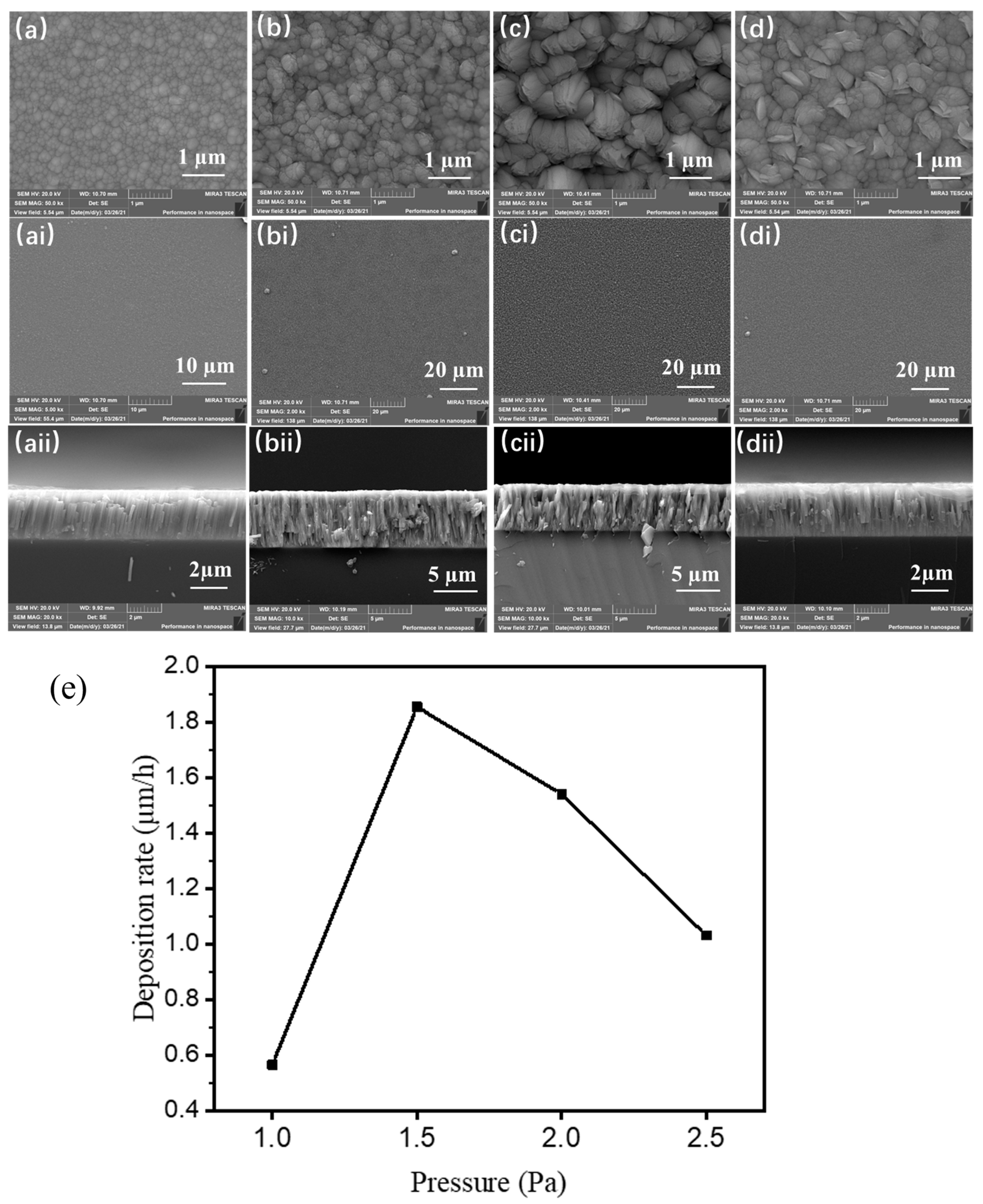
3.2. The Effect of Sputtering Gas Pressure on the Growth Behavior of ZnO Coatings
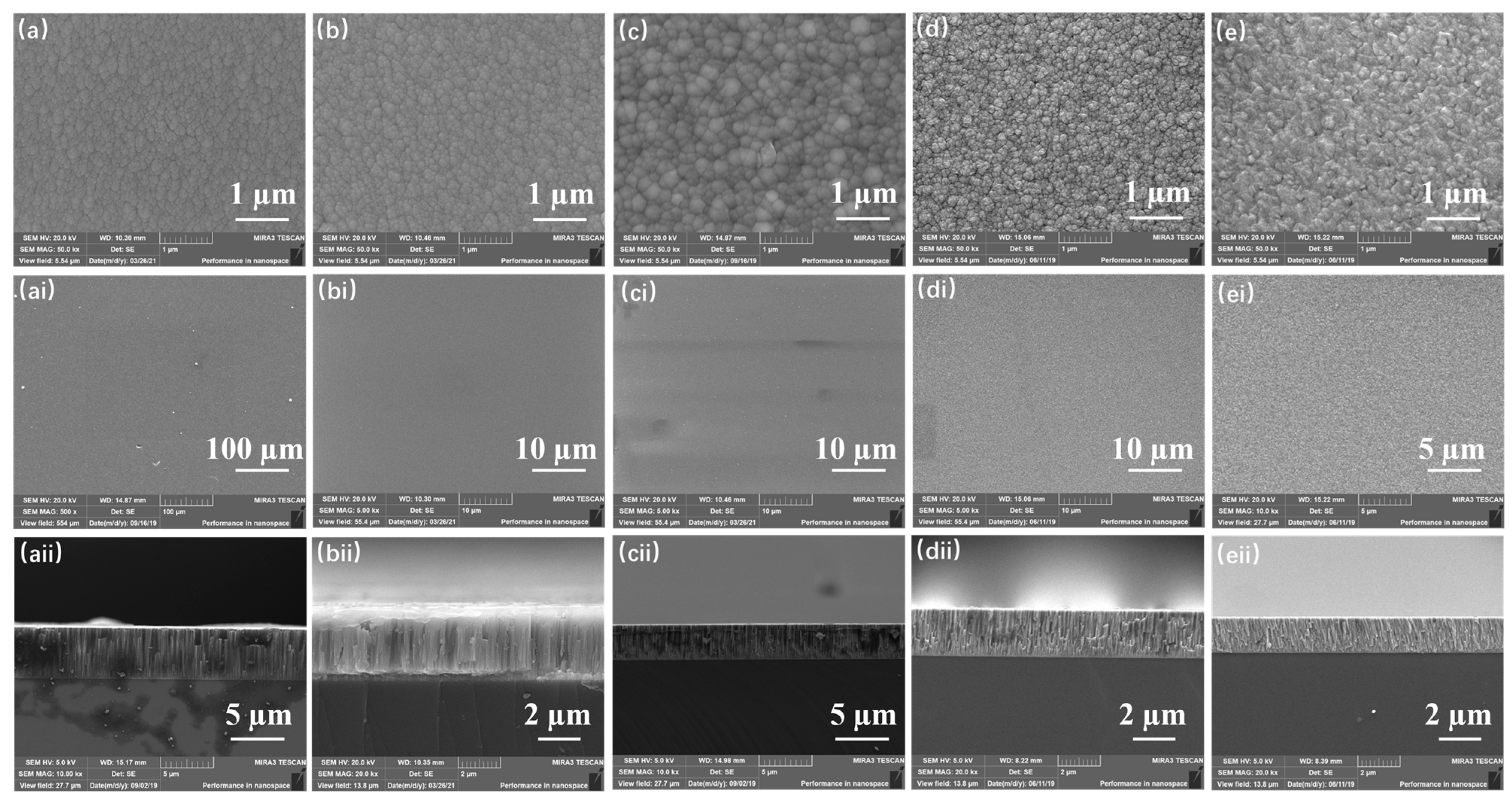
3.3. The Effect of TSD on the Growth Behavior of ZnO Coatings
3.4. Ultrasonic Signal Performance and Application
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, E.S.; Choi, S.K. Failure analysis of connecting bolts in collapsed tower crane. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 228–241. [Google Scholar] [CrossRef]
- Tingaev, A.K.; Gubaydulin, R.G.; Shaburova, N.A. Causes of Failure of High-Tensile Stud Bolts Used for Joining Metal Parts of Tower Crane. IOP Conf. Ser. Mater. Sci. Eng. 2017, 262, 012058. [Google Scholar] [CrossRef]
- Ushio, Y.; Saruwatari, T.; Nagano, Y. Elastoplastic FEM analysis of earthquake response for the field-bolt joints of a tower-crane mast. Adv. Comput. Des. 2019, 4, 53–72. [Google Scholar] [CrossRef]
- Wang, S.; Ni, P.; Zhang, Y.; Dong, M. Investigation into the self-loosening trend of bolt joints on the tower crane. In Proceedings of the 2nd International Conference on Advances in Mechanical Engineering and Industrial Informatics (AMEII 2016), Hangzhou, China, 9–10 April 2016. [Google Scholar]
- Nikravesh, S.M.Y.; Goudarzi, M. A Review Paper on Looseness Detection Methods in Bolted Structures. Lat. Am. J. Solids Struct. 2017, 14, 2153–2176. [Google Scholar] [CrossRef]
- Johnson, E.C.; Kim, Y.M.; Morris, F.A.; Mitchell, J.; Pan, R.B. Ultrasonic method for deployment mechanism bolt element preload verification. In Proceedings of the 42nd Aerospace Mechanism Symposium, Baltimore, MD, USA, 14–16 May 2014. [Google Scholar]
- Song, W.; Xu, C.; Pan, Q.; Song, J. Nondestructive testing and characterization of residual stress field using an ultrasonic method. Chin. J. Mech. Eng. 2016, 29, 365–371. [Google Scholar] [CrossRef]
- Hou, R.; Hutson, D.; Kirk, K.J. Investigation of thin-film ultrasonic transducers for high-temperature applications. Insight Non-Destr. Test. Cond. Monit. 2012, 54, 68–71. [Google Scholar] [CrossRef]
- Hou, R.; Hutson, D.; Kirk, K.J. Development of sputtered AlN thin-film ultrasonic transducers for durable high-temperature applications. Insight Non-Destr. Test. Cond. Monit. 2013, 55, 302–307. [Google Scholar] [CrossRef]
- Xu, C.; Zeng, X.; Zhang, X.; Zeng, Z.; Chen, Z.; Neena, D.; Li, M.; Zhang, J.; Yang, B.; Liu, S.; et al. High temperature AlN thin film ultrasonic transducers with dual mode wave excitation. Ceram. Int. 2024, 50, 7480–7485. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, Y.; Ma, C.; Zhang, J.; Yang, B. Preparation of ZnO Piezoelectric Thin-Film Material for Ultrasonic Transducers Applied in Bolt Stress Measurement. Coatings 2023, 13, 1538. [Google Scholar] [CrossRef]
- Feng, C.; Zhu, J.; Wang, Q.; Jiao, G.; Li, W.; Cheng, Q.; Wang, C.; Xia, B.; Jiang, Y.; Zhang, J.; et al. Development of Double-Insulated Ring Sensors for Hollow Pin Preload Measurement. IEEE Sens. J. 2023, 23, 6545–6553. [Google Scholar] [CrossRef]
- Jiang, Y.; Li, J.; Jiao, G.; Li, W.; Liu, Y.; Wang, C.; Xia, B.; Wan, B.; Zhang, J.; Pelenovich, V.; et al. ZnO piezoelectric coatings used for the ultrasonic excitation of longitudinal-transverse waves and their application for smart bolts. J. Vac. Sci. Technol. B 2022, 40, 043002. [Google Scholar] [CrossRef]
- Zeng, X.; Pelenovich, V.; Xu, C.; Neena, D.; Jiang, Y.; Zhang, X.; Pogrebnjak, A.; Rakhimov, R.; Zhang, J.; Yang, B.; et al. Morphology of lithium niobium oxide thin film ultrasonic transducers deposited by RF magnetron sputtering. Ceram. Int. 2023, 49, 16297–16304. [Google Scholar] [CrossRef]
- Zeng, X.; Zhang, X.; Pelenovich, V.; Neena, D.; Xu, C.; Liu, Y.; Jiang, Y.; Zeng, L.; Pogrebnjak, A.; Vildanov, R.; et al. High-temperature thin film lithium niobium oxide transducers for bolts. Ceram. Int. 2023, 49, 7710–7716. [Google Scholar] [CrossRef]
- Jing, X.; Dai, H.; Xu, W.; Zhao, Y.; Zhang, J.; Yang, B. Axial Load Measurement of Bolts with Different Clamping Lengths Based on High-Frequency Ultrasonic ZnO Film Sensor. Sensors 2023, 23, 3712. [Google Scholar] [CrossRef] [PubMed]
- Sin, N.D.M.; Musa, M.; Rusop, M. Effect of RF Power to the Properties of ZnO Thin Films Deposited by Magnetron Sputtering. Adv. Mater. Res. 2012, 364, 119–123. [Google Scholar] [CrossRef]
- Lu, J.; Ye, Z.; Huang, J.; Wang, L.; Zhao, B. Synthesis and properties of ZnO films with (1 0 0) orientation by SS-CVD. Appl. Surf. Sci. 2003, 207, 295–299. [Google Scholar] [CrossRef]
- Bindu, P.; Thomas, S. Estimation of lattice strain in ZnO nanoparticles: X-ray peak profile analysis. J. Theor. Appl. Phys. 2014, 8, 123–134. [Google Scholar] [CrossRef]
- Shen, Y.P.; Ma, G.B.; Ma, C.; Zhu, X.X.; Zhao, J.H. Bolt stress inspection by Electromagnetic Acoustic Transducer(EMAT) and PZT. In Proceedings of the Asia Pacific Conference for Non-Destructive Testing (APCNDT2017), Singapore, 13–17 November 2017; pp. 1–8. [Google Scholar]
- Zhao, X.-X.; Li, Y.-M.; Liu, X.-G.; Yao, K. Ultrasonic measurement on axial force of high-strength bolt in service. J. Low Freq. Noise Vib. Act. Control 2020, 39, 596–603. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Target Material | Substrate | Vacuum (Pa) | TSD (mm) | Power (W) | Gas Pressure (Pa) | Hour (h) |
|---|---|---|---|---|---|---|
| ZnO | Si | 6 × 10–3 | 120 | 100 | 1.5 | 7 |
| 120 | 150 | 1.5 | 3 | |||
| 120 | 200 | 1.5 | 2.5 | |||
| 120 | 250 | 1.5 | 4.5 | |||
| 120 | 350 | 2.0 | 3 | |||
| 140 | 150 | 1.0 | 5 | |||
| 140 | 150 | 1.5 | 3.5 | |||
| 140 | 150 | 2.0 | 3.5 | |||
| 140 | 150 | 2.5 | 3 | |||
| 120 | 350 | 1.5 | 3 | |||
| 130 | 350 | 1.5 | 3 | |||
| 140 | 350 | 1.5 | 3 | |||
| 150 | 350 | 1.5 | 3 | |||
| 160 | 350 | 1.5 | 3 |
| Target Material | Vacuum (Pa) | Bias (V) | TSD (mm) | Power/Current | Gas Pressure (Pa) | Hour (h) |
|---|---|---|---|---|---|---|
| ZnO | 6 × 10−3 | 0 | 140 | 350 W | 2.5 | 10 |
| Si | 6 × 10−3 | 0 | 140 | 200 W | 2.0 | 3 |
| Ti | 6 × 10−3 | −50 | 300 | 50 A | 0.5 | 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Jiang, Y.; Tan, K.; Yang, W.; Lv, J.; Deng, D.; Zheng, D.; Li, C.; Zhang, J.; Yang, B. Preparation of ZnO Ultrasonic Transducer by Radio-Frequency Sputtering and Its Application in Bolt Preload Detection. Coatings 2024, 14, 718. https://doi.org/10.3390/coatings14060718
Xu Y, Jiang Y, Tan K, Yang W, Lv J, Deng D, Zheng D, Li C, Zhang J, Yang B. Preparation of ZnO Ultrasonic Transducer by Radio-Frequency Sputtering and Its Application in Bolt Preload Detection. Coatings. 2024; 14(6):718. https://doi.org/10.3390/coatings14060718
Chicago/Turabian StyleXu, Yi, Yanghui Jiang, Kai Tan, Wenrui Yang, Jie Lv, Daijun Deng, Dengguo Zheng, Changsheng Li, Jun Zhang, and Bing Yang. 2024. "Preparation of ZnO Ultrasonic Transducer by Radio-Frequency Sputtering and Its Application in Bolt Preload Detection" Coatings 14, no. 6: 718. https://doi.org/10.3390/coatings14060718
APA StyleXu, Y., Jiang, Y., Tan, K., Yang, W., Lv, J., Deng, D., Zheng, D., Li, C., Zhang, J., & Yang, B. (2024). Preparation of ZnO Ultrasonic Transducer by Radio-Frequency Sputtering and Its Application in Bolt Preload Detection. Coatings, 14(6), 718. https://doi.org/10.3390/coatings14060718