
Effects of Temperature and Frequency on Fretting Wear Behavior of 316L Austenitic Stainless Steel Before and After Plasma Carburization


Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Material and Carburization Process
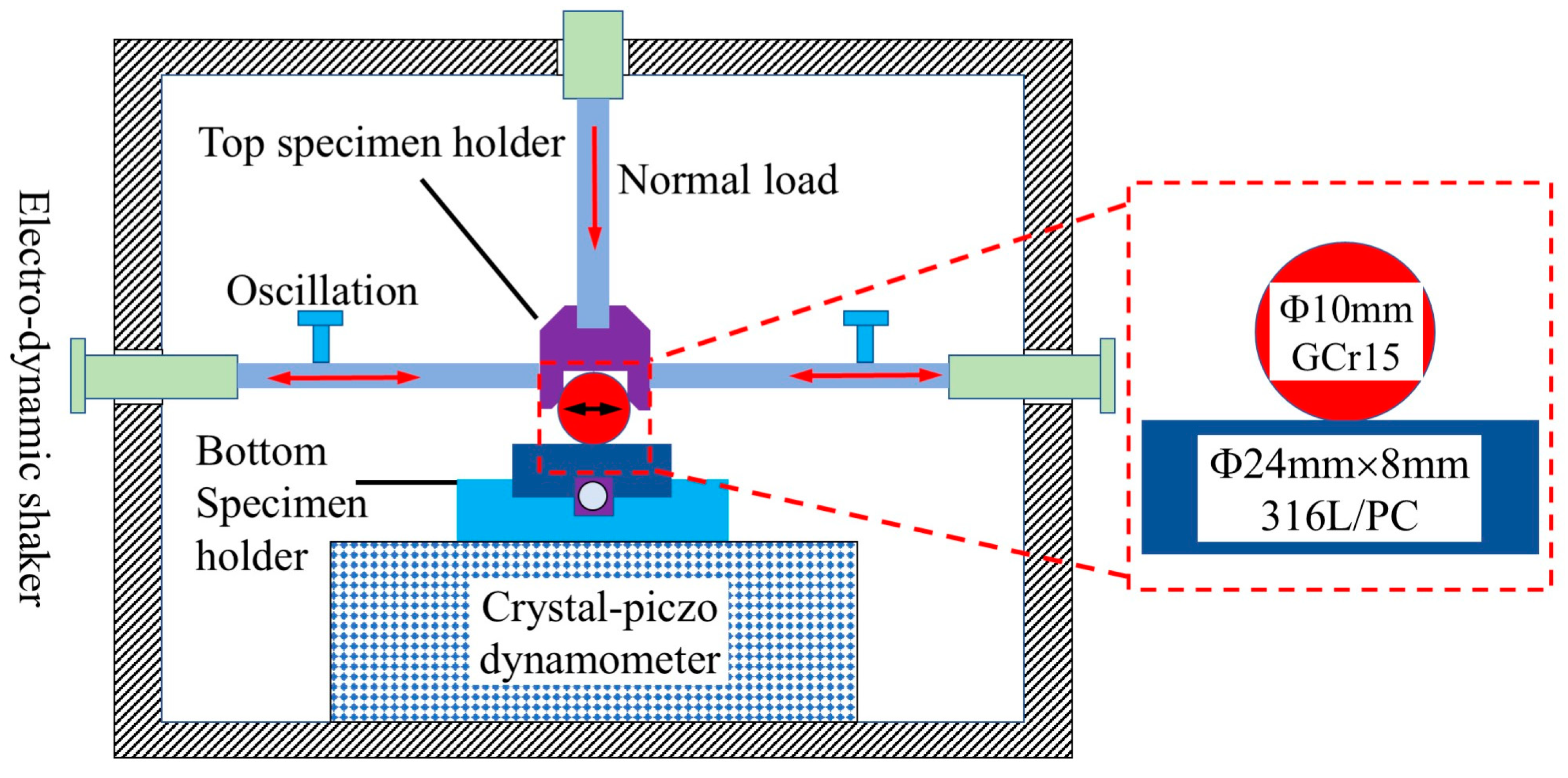
2.2. Fretting Friction and Wear Test
2.3. Sample Characterization
3. Results
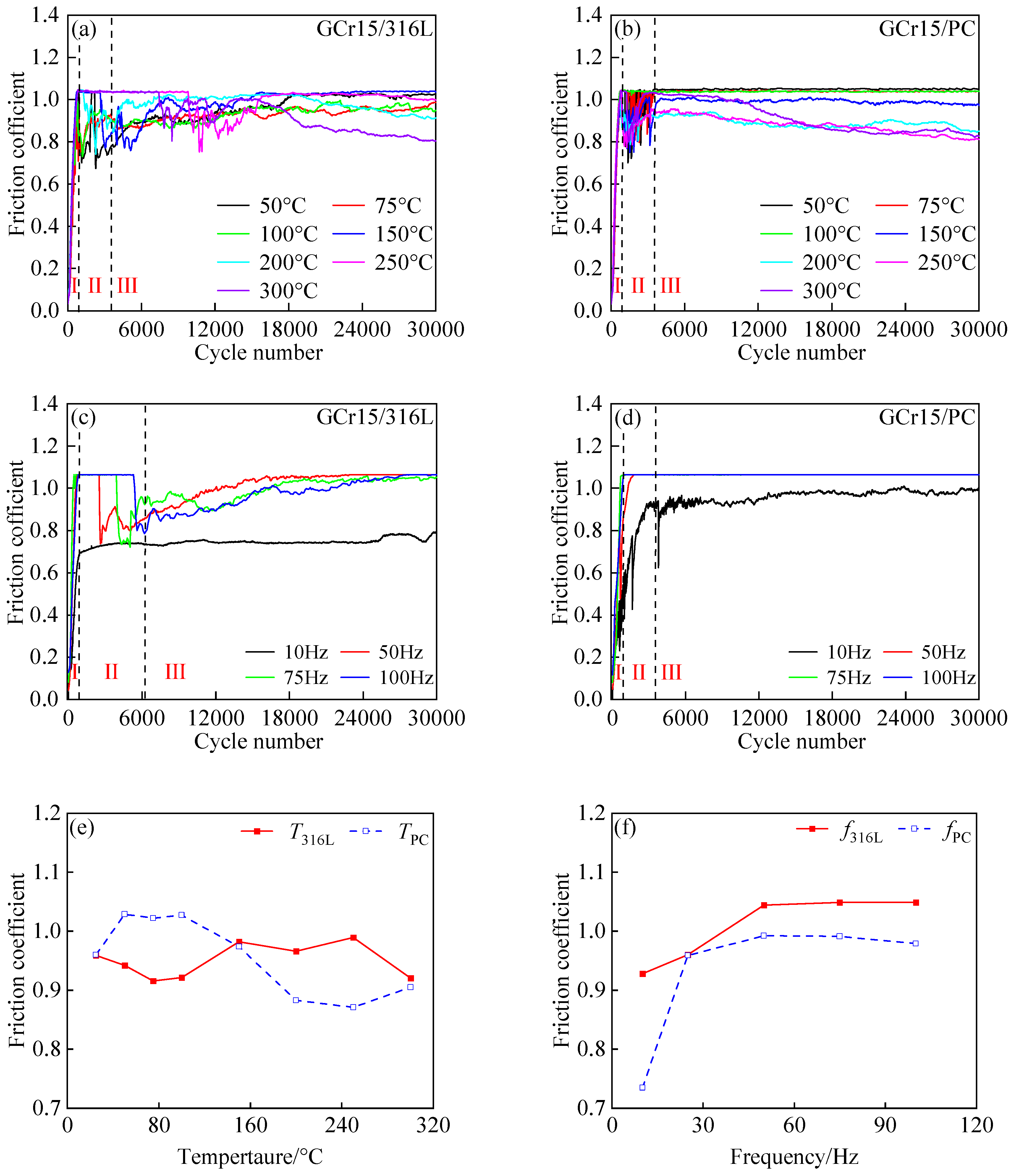
3.1. Friction Coefficient Analysis
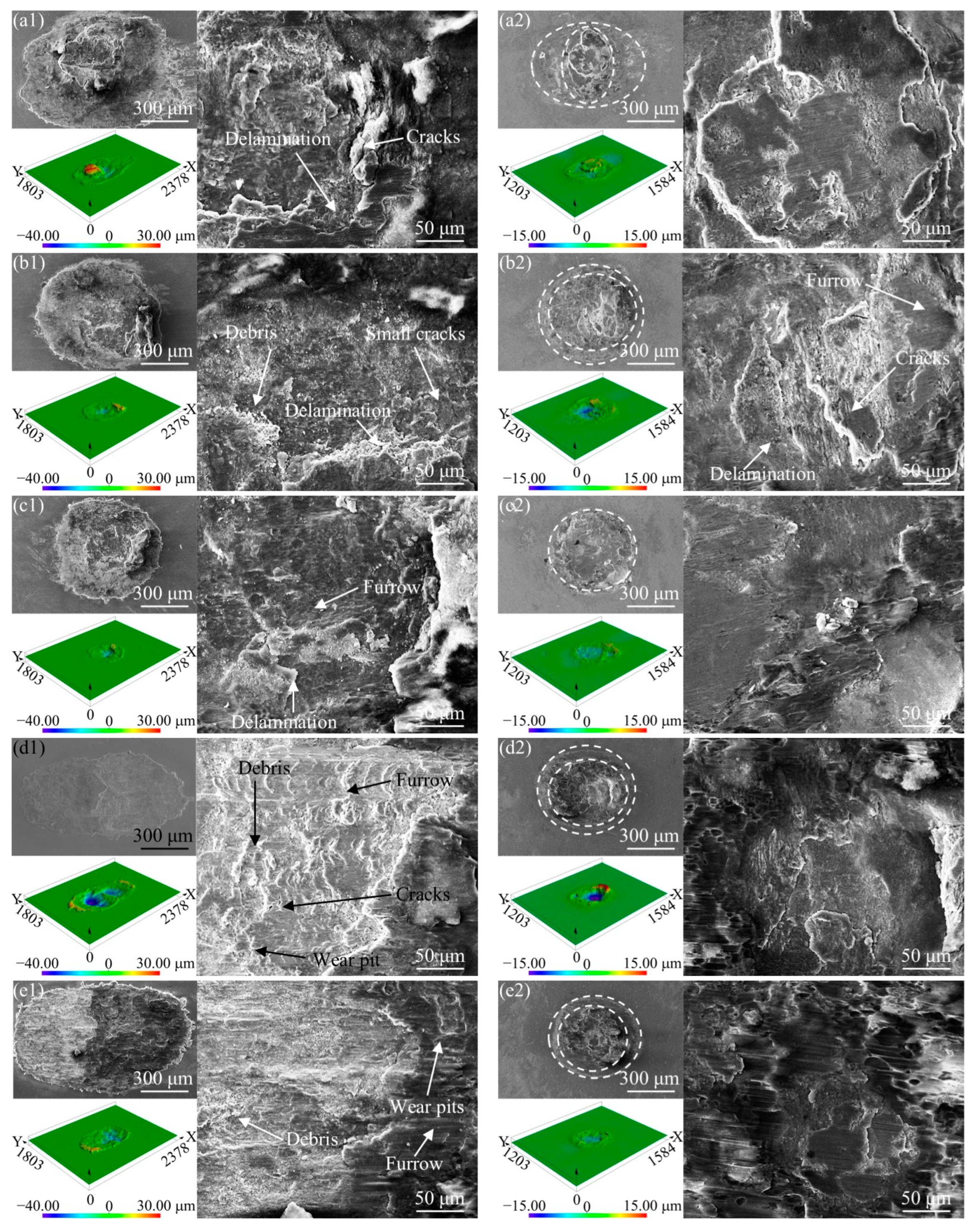
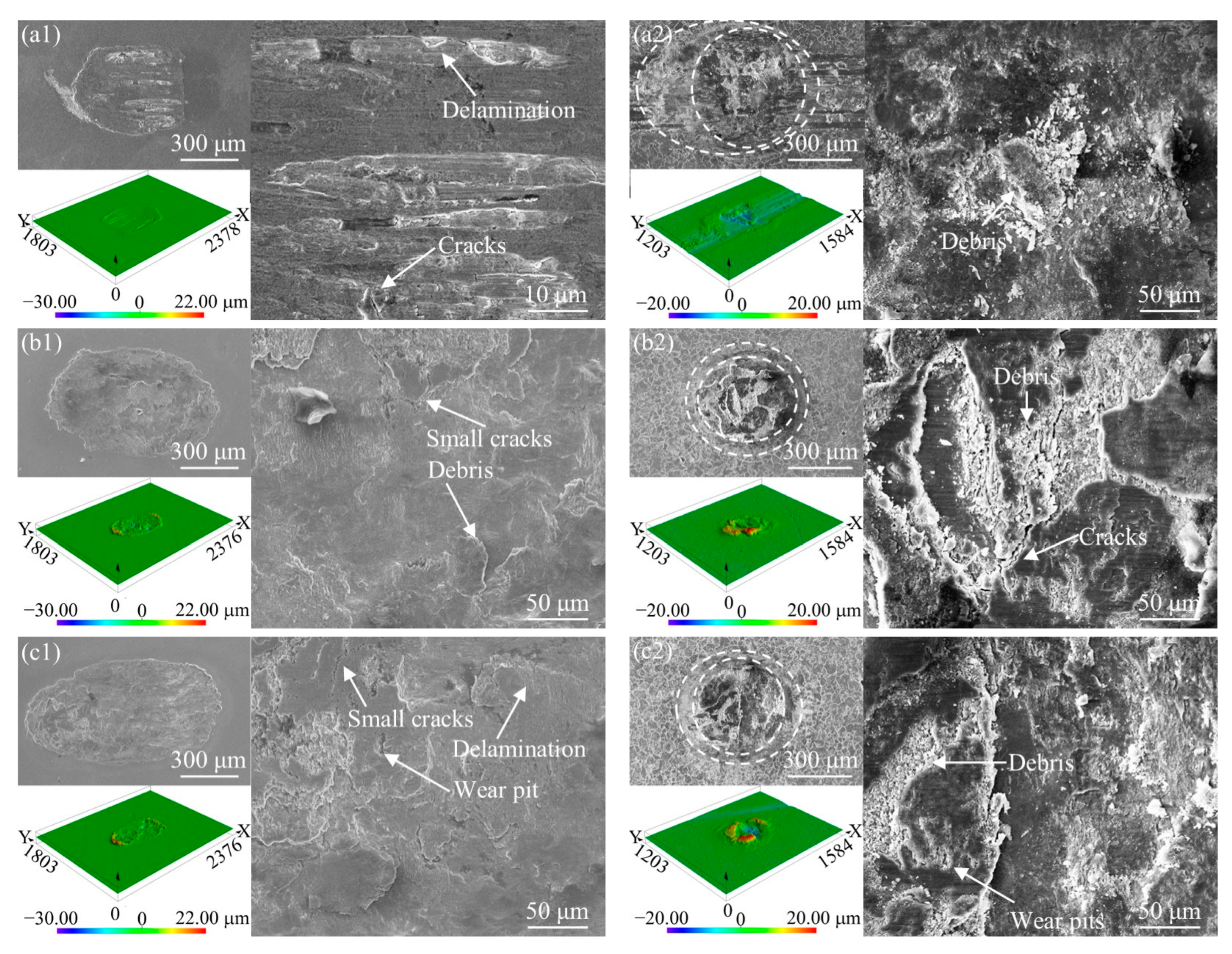
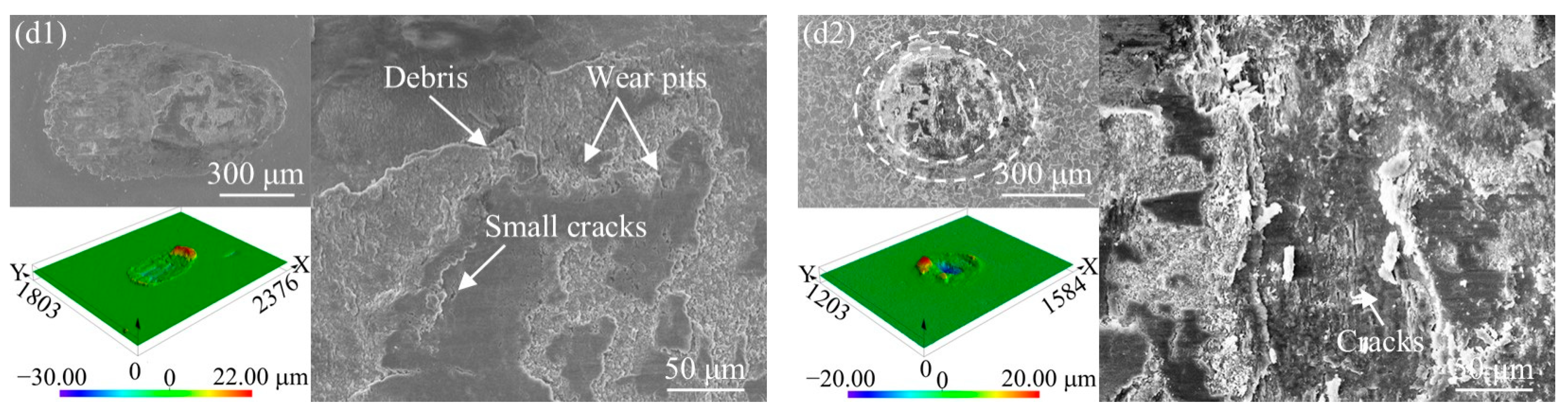
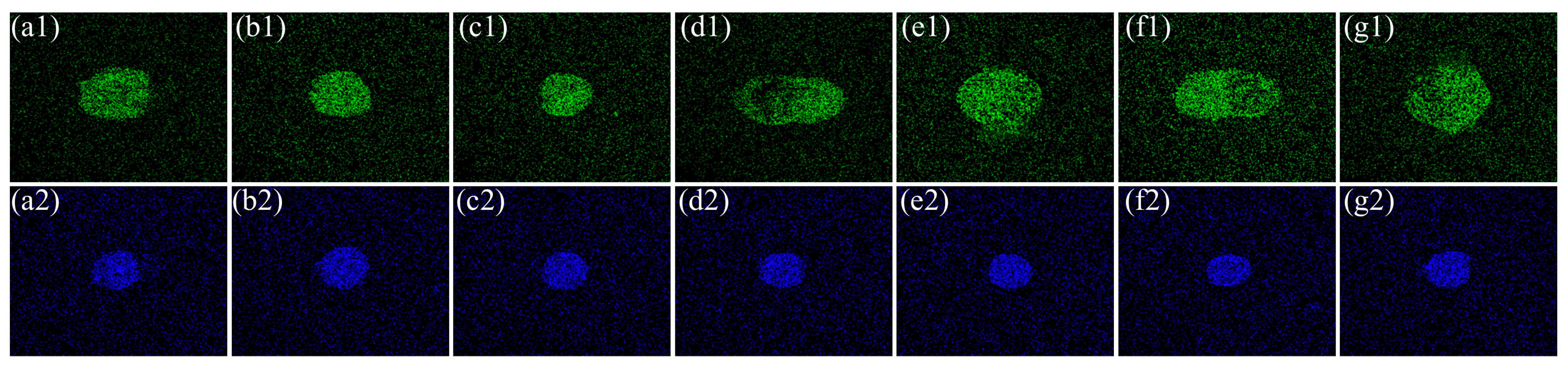
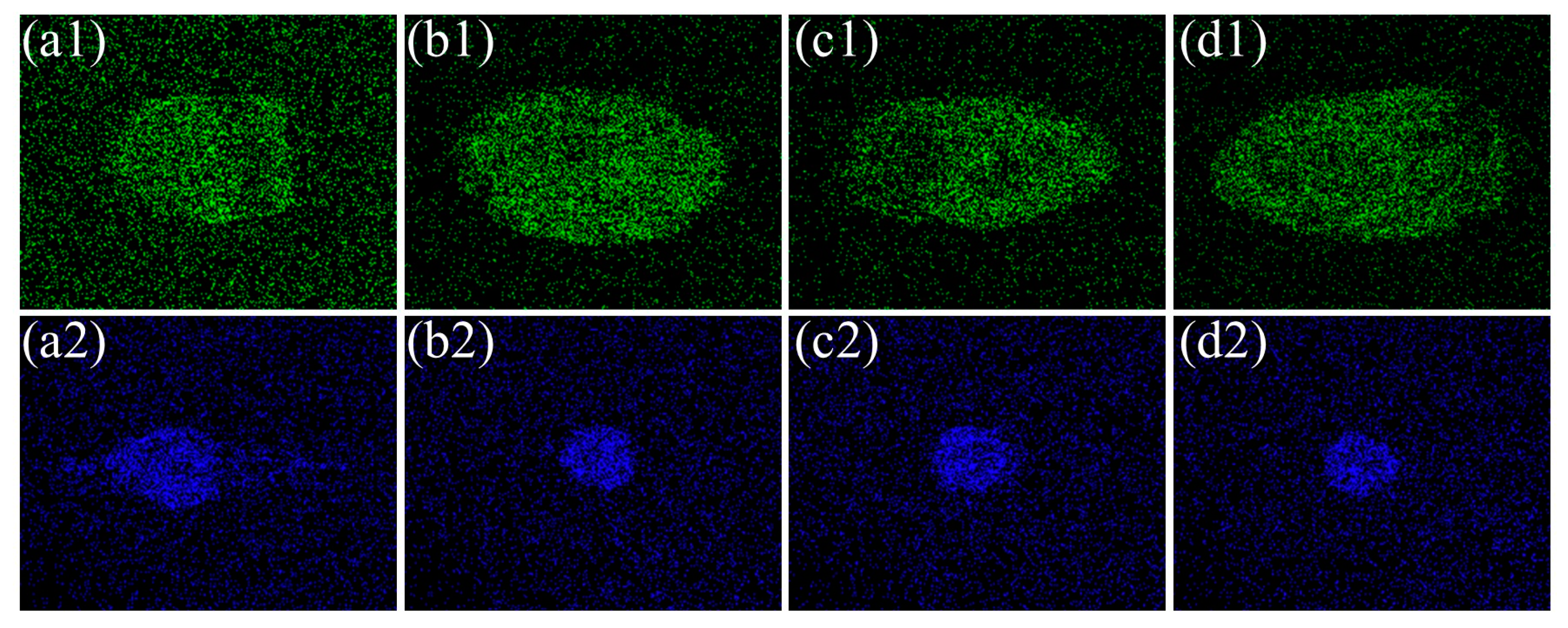
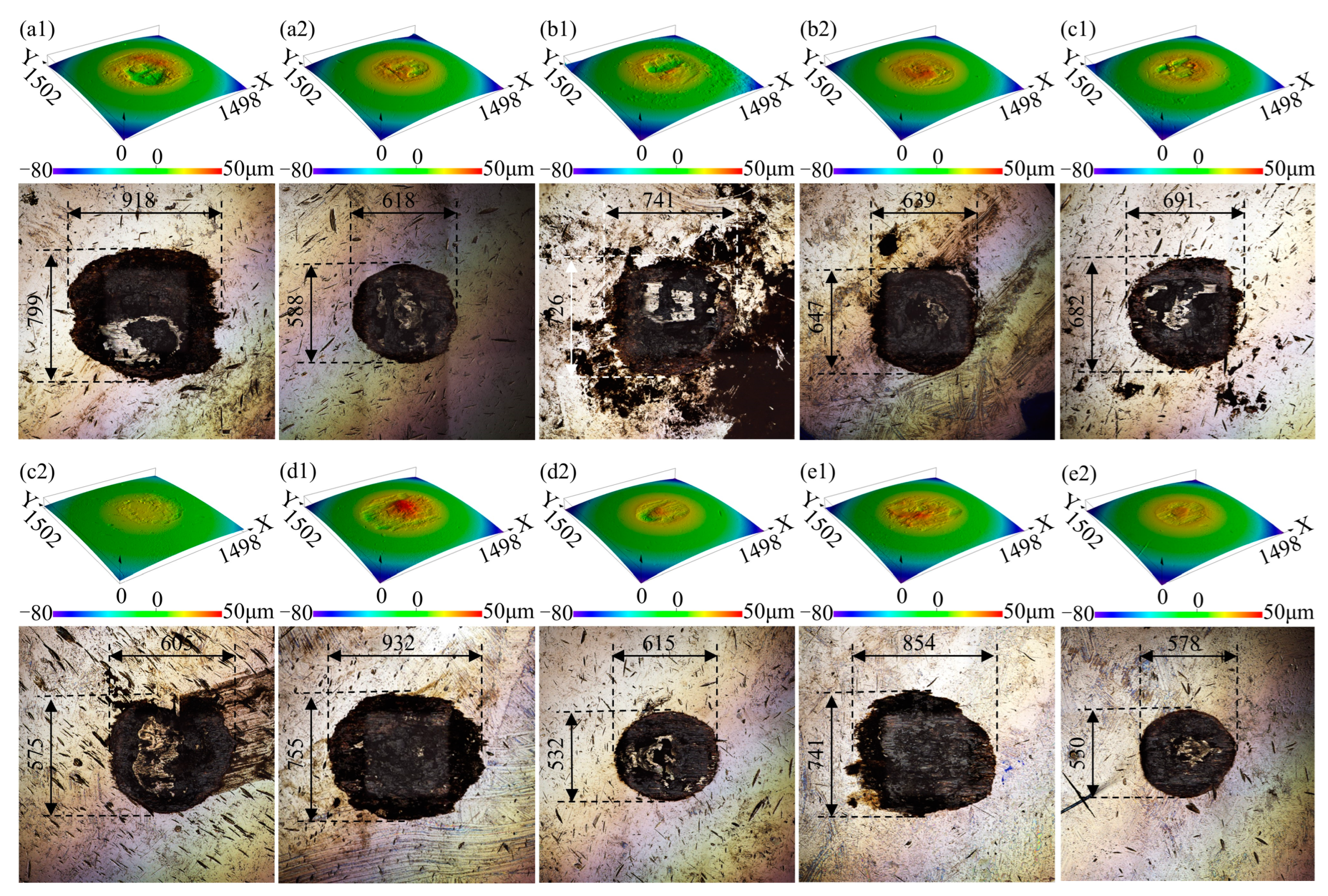
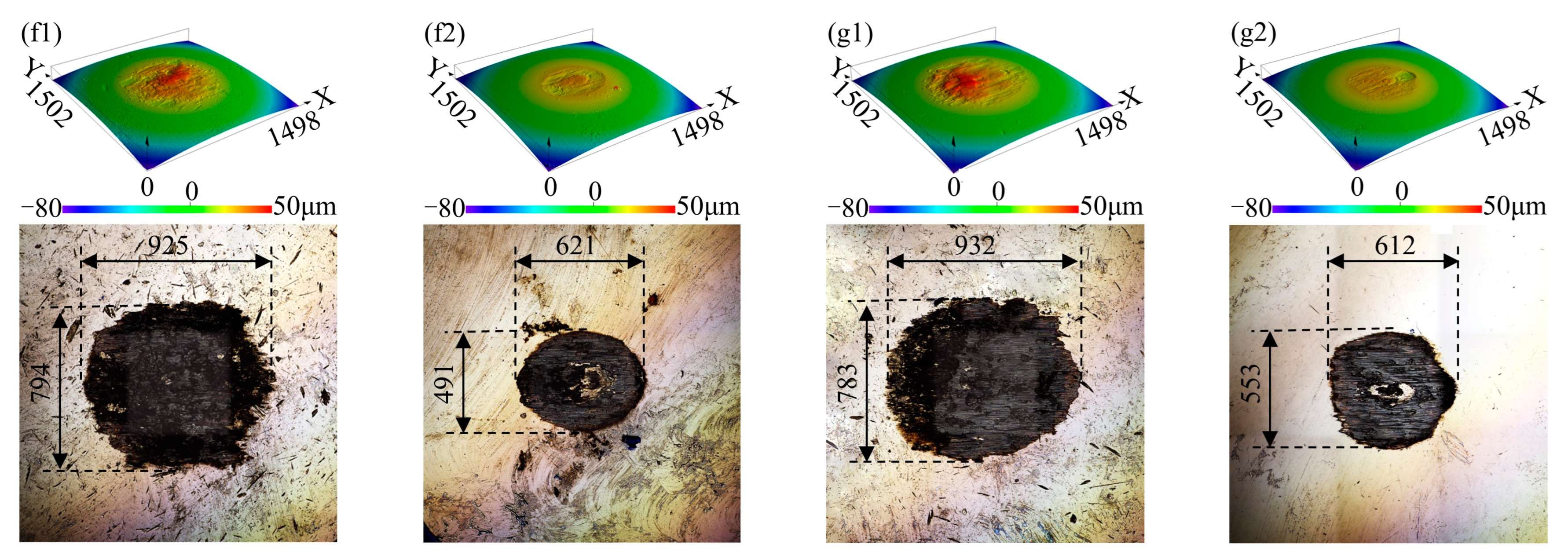
3.2. Wear Scar Morphology and Composition Analysis
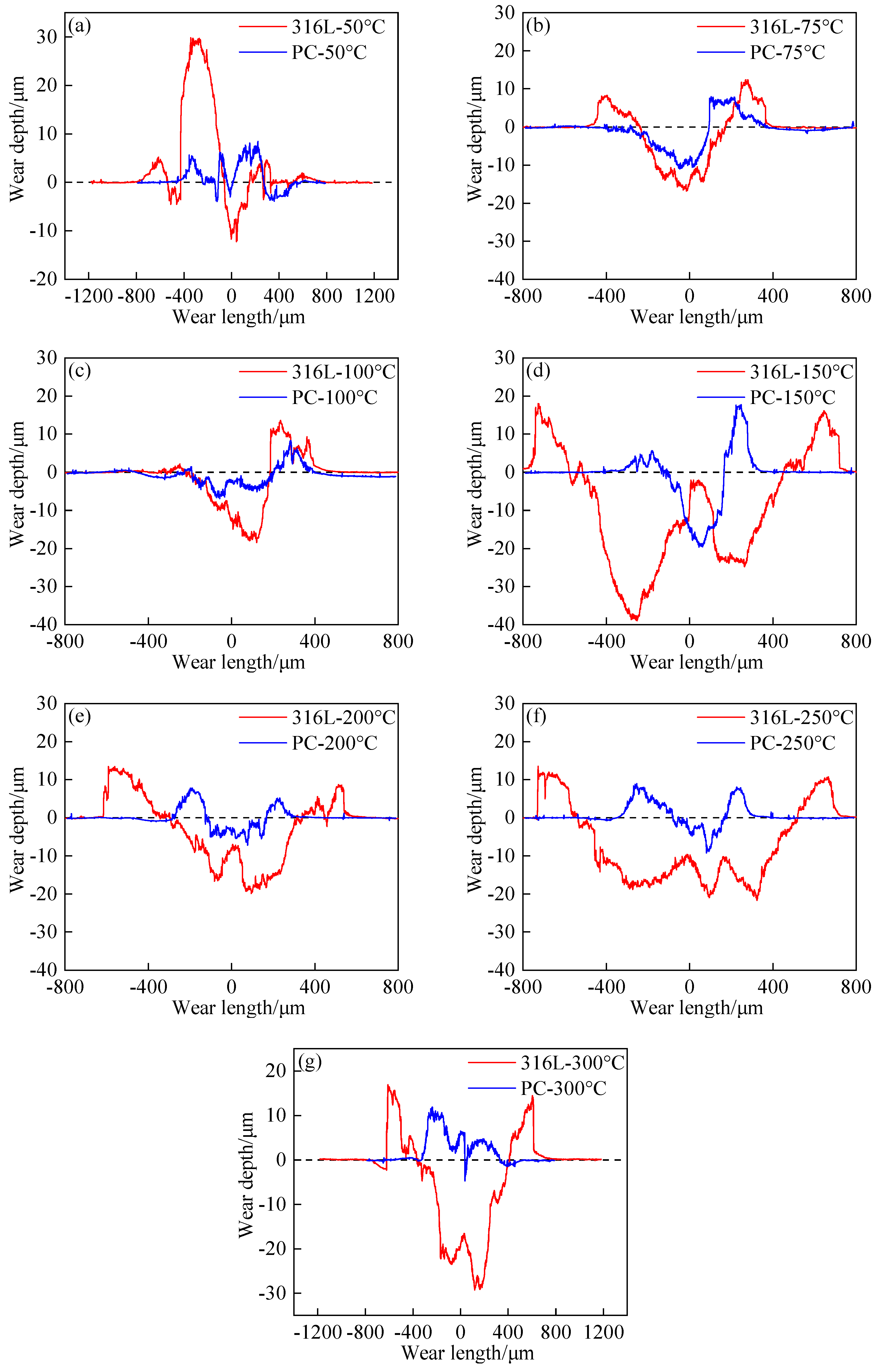
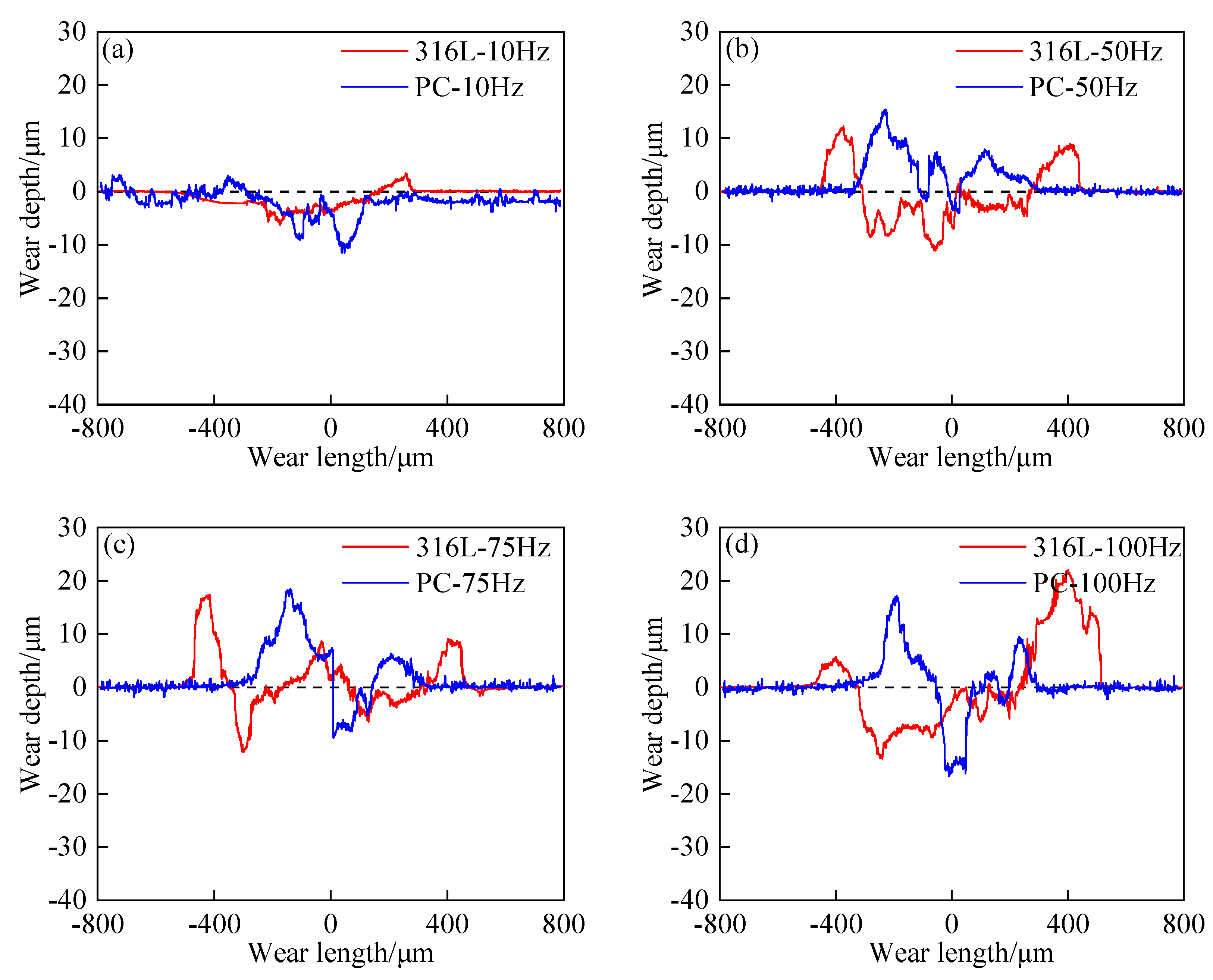
3.3. Wear Profile Analysis
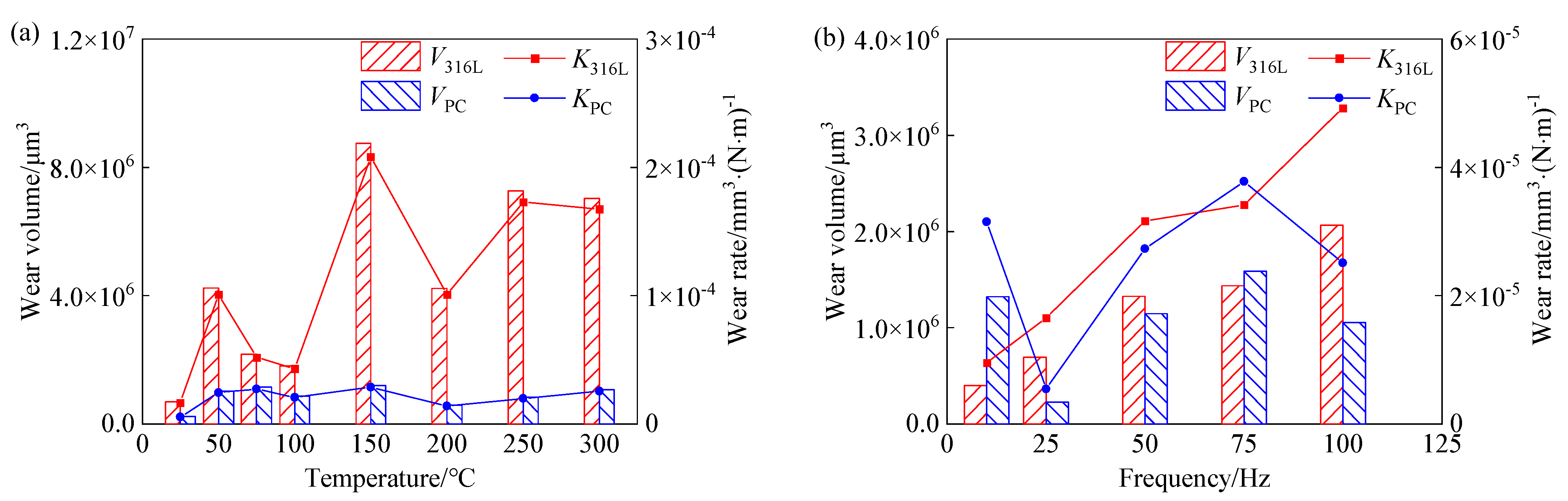
3.4. Wear Volume and Wear Rate Analysis
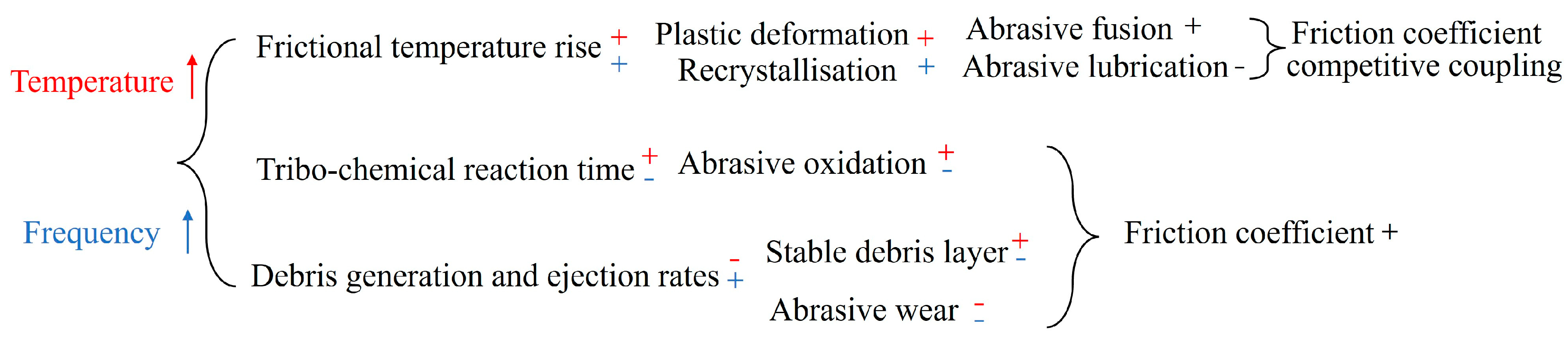
4. Discussion
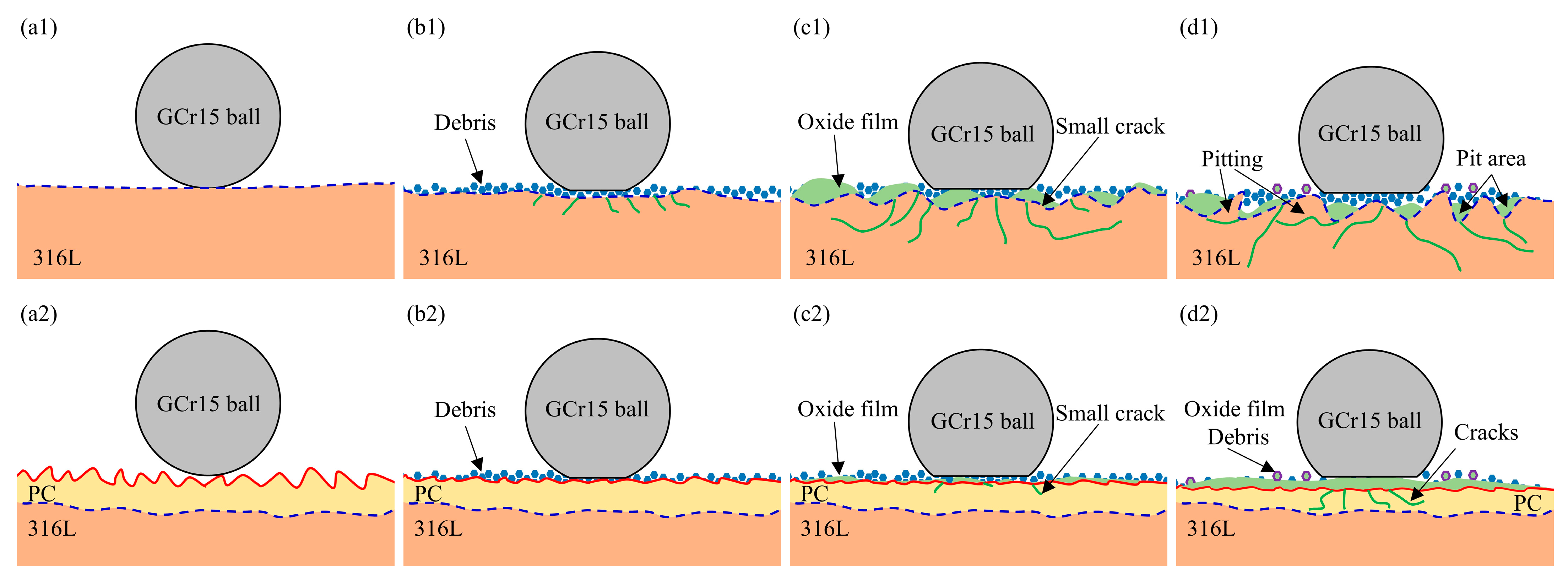
4.1. Fretting Wear Analysis
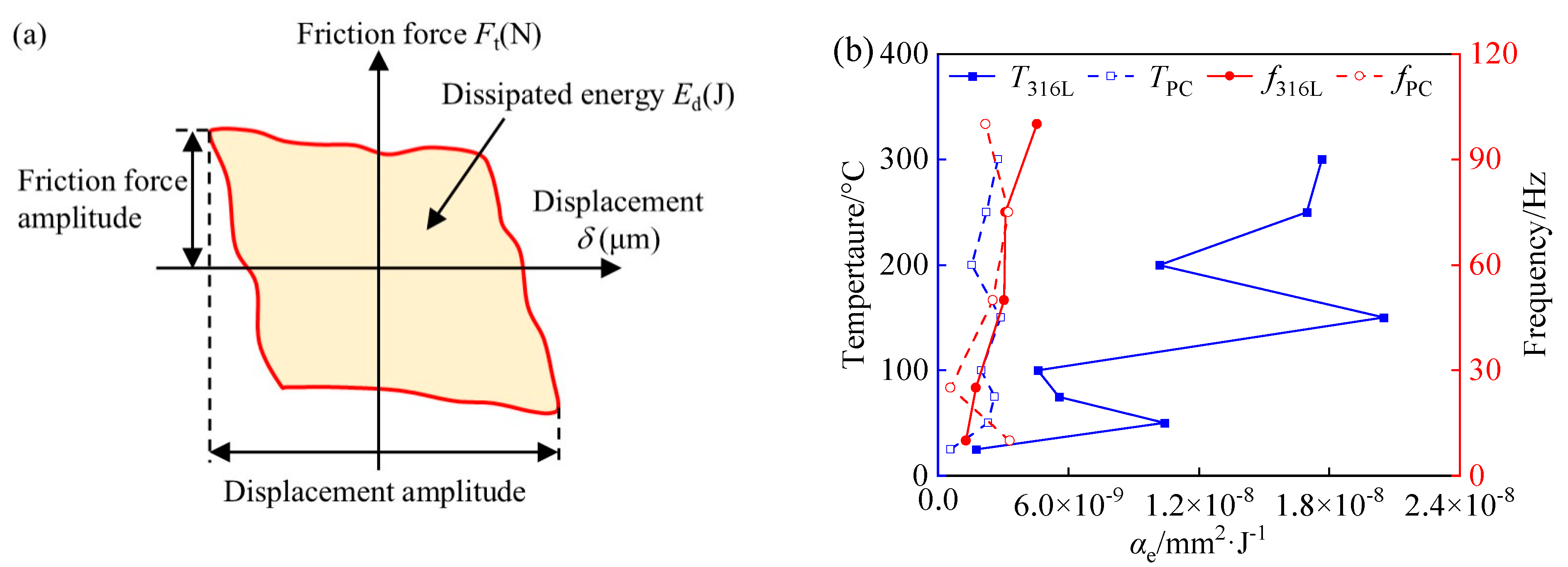
4.2. Frictional Dissipation Energy Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Baydoun, S.; Fouvry, S.; Descartes, S.; Arnaud, P. Fretting Wear Rate Evolution of a Flat-on-flat Low Alloyed Steel Contact: A Weighted Friction Energy Formulation. Wear 2019, 426–427, 676–693. [Google Scholar] [CrossRef]
- Wang, S.; Khatir, S.; Wahab, M.A. Proper Orthogonal Decomposition for the Prediction of Fretting Wear Characteristics. Tribol. Int. 2020, 152, 106545. [Google Scholar] [CrossRef]
- Ma, X.; Tan, W.; Bonzom, R.; MI, X.; Zhu, G.R. Impact-sliding Fretting Tribocorrosion Behavior of 316L Stainless Steel in Solution with Different Halide Concentrations. Friction 2023, 11, 2310–2328. [Google Scholar] [CrossRef]
- Wang, J.; Chen, T.; Zhou, C. Crystal Plasticity Modeling of Fretting Fatigue Behavior of an Aluminum Alloy. Tribol. Int. Tribol. Int. 2021, 156, 106841. [Google Scholar] [CrossRef]
- Wen, S.Z. Principles of Tribology; Tsinghua University Press: Beijing, China, 1990. [Google Scholar]
- Wang, M.J.; Wang, Y.X.; Wang, J.Z.; Fan, N.; Yan, F.Y. Effect of Heat Treatment Temperature and Lubricating Conditions on the Fretting Wear Behavior of SAF 2507 Super Duplex Stainless Steel. J. Tribol. 2019, 141, 10160. [Google Scholar] [CrossRef]
- Chen, Q.; Xu, X.; Li, A.; Zhang, Q.; Yang, H.; Qiu, N.; Wang, Y. Fretting Wear Resistance of Amorphous/Amorphous (AlCrFeNi)N/TiN High Entropy Nitride Nanolaminates. J. Mater. Sci. Technol. 2023, 182, 41–53. [Google Scholar] [CrossRef]
- Shi, Z.K.; Xu, L.P.; Deng, C.M.; Liu, M.; Liao, H.L.; Geoffrey, D.; Pierre, M.P. Effects of Frequency on the Fretting Wear Behavior of Aluminum Bronze Coatings. Surf. Coat. Technol. 2023, 457, 129306. [Google Scholar] [CrossRef]
- Zhu, M.; Cai, Z.; Zhou, Z. Fretting Wear Theory; Science Press: Beijing, China, 2021. [Google Scholar]
- Zhu, M.; Cai, Z.; Zhou, Z. Fretting Wear Under Special Condition; Science Press: Beijing, China, 2022. [Google Scholar]
- Jiang, L.; Luo, H.; Zhao, C. Nitrocarburising of AISI 316 Stainless Steel at Low Temperature. Surf. Eng. 2018, 34, 205–210. [Google Scholar] [CrossRef]
- Montanari, R.; Lanzutti, A.; Richetta, M.; Tursunbaev, J.; Vaglio, E.; Varone, A.; Verona, C. Plasma Carburizing of Laser Powder Bed Fusion Manufactured 316L Steel for Enhancing the Surface Hardness. Coatings 2022, 12, 258. [Google Scholar] [CrossRef]
- Zulić, S.; Rostohar, D.; Kaufman, J.; Pathak, S.; Kopeček, J.; Böhm, M.; Brajer, J.; Mocek, T. Fatigue Life Enhancement of Additive Manufactured 316l Stainless Steel by LSP Using a DPSS Laser System. Surf. Eng. 2022, 38, 183–190. [Google Scholar] [CrossRef]
- Dalibón, L.E.; Moreira, D.R.; Heim, D.; Forsich, C.; Brühl, P.S. Soft and Thick DLC Deposited on AISI 316L Stainless Steel with Nitriding as Pre-Treatment Tested in Severe Wear Conditions. Diam. Relat. Mater. 2020, 106, 107881. [Google Scholar] [CrossRef]
- Lv, J.L.; Zhou, Z.P.; Jin, H.J. The Effects of Cold Rolling and Building Orientation on Sensitization of Laser Powder Bed Fused 316L Stainless Steel. Mater. Lett. 2024, 357, 135813. [Google Scholar] [CrossRef]
- Ubong, E. Microbiologically Induced Intergranular Corrosion of 316L Stainless Steel Dental Material in Saliva. Mater. Chem. Phys. 2024, 313, 128799. [Google Scholar] [CrossRef]
- El-Hossary, M.F.; El-Kameesy, U.S.; Eissa, M.M.; EI-Moula, A.A.A.; AI-Shelkamy, A.S. Influence of Rf Plasma Carbonitriding on AISI304L, SSMn6Ni and SSMn10Ni for Nuclear Applications. Mater. Res. Express 2019, 6, 096596. [Google Scholar] [CrossRef]
- Yu, H.Y.; Liang, W.P.; Qiang, M.; Yin, M.J.; Lin, X.; Yi, J.W.; Qi, Y. Improvement of Plasma Carbonitriding Modified Layer on TA15 Surface by RASP-Assisted DGPSA Treatment. Vacuum 2022, 206, 111499. [Google Scholar] [CrossRef]
- Dalibon, L.E.; Maskavizan, J.A.; Brühl, P.S. Tribological Behaviour of TiAlN and AlCrN Coatings on Stainless Steel. Surf. Eng. 2024, 40, 178–188. [Google Scholar] [CrossRef]
- Cao, Y.G.; Yin, C.H.; Liang, Y.L.; Tang, S.H. Lowering the Coefficient of Martensite Steel by Forming a Self-Lubricating Layer in Dry Sliding Wear. Mater. Res. Express 2019, 6, 055024. [Google Scholar] [CrossRef]
- Ding, H.T.; Cao, Y.; Ke, H.; Tong, Y.L.; Li, N.; Sun, L.H.; Li, X.L.; Wu, H.X.; Wang, H.F. Fretting Wear Resistance at Ambient and Elevated Temperatures of 316 Stainless Steel Improved by Laser Cladding with Co-based Alloy/WC/CaF2 Composite Coating. Opt. Laser Technol. 2023, 163, 109428. [Google Scholar] [CrossRef]
- Savrai, R.A.; Skorynina, P.A.; Makarov, A.V.; Kogan, L.K.; Men’shakov, A.I. The Influence of Frictional Treatment and Low-Temperature Plasma Carburizing on the Microhardness and Electromagnetic Properties of Metastable Austenitic Steel. Phys. Met. Metallogr. 2023, 124, 816–823. [Google Scholar] [CrossRef]
- Lamim, T.d.S.; Pigosso, T.; Andrioni, T.D.; Martinez-Martinez, D.; de Mello, J.D.B.; Klein, A.N.; Bendo, T.; Binder, C. Growth of Fe3C-VACNT Surfaces by Metal Dusting under Plasma Carburizing: Fractional Factorial Study and Correlation with Morphological and Structural Aspects. Surf. Coat. Technol. 2023, 469, 129788. [Google Scholar] [CrossRef]
- Scheuer, C.J.; Silva, L.J.; Das Neves, J.C.K.; Cardoso, R.P.; Brunatto, S.F. Tribological Performance of Low-Temperature Plasma Carburized AISI 420 Martensitic Stainless Steel. Surf. Coat. Technol. 2024, 476, 130239. [Google Scholar] [CrossRef]
- Long, Y.H.; Ren, Y.P.; He, T.; Li, H.Y.; Peng, J.F.; Zhu, M.H. Study on Fretting Wear Behaviour of Plasma Nitriding Layer of 31CrMoV9 Steel. Tribology 2024, 44, 633–643. [Google Scholar] [CrossRef]
- Savrai, R.A.; Skorynina, P.A.; Makarov, A.V.; Men’shakov, A.I.; Gaviko, V.S. The Influence of Frictional Treatment and Low-Temperature Plasma Carburizing on the Structure and Phase Composition of Metastable Austenitic Steel. Phys. Met. Metallogr. 2023, 124, 496–503. [Google Scholar] [CrossRef]
- Mainardi, A.V.; Cardoso, P.R.; Brunatto, F.S.; Scheuer, J.C. Slurry and Liquid Impingement Erosion Behavior of Low-Temperature Plasma Carburized AISI 420 Martensitic Stainless Steel. Surf. Coat. Technol. 2024, 477, 130390. [Google Scholar] [CrossRef]
- Zhang, C.C.; Neu, R.W. Temperature-Frequency Wear Mechanism Maps for a Heat-Resistant Austenitic Stainless Steel. Wear 2023, 522, 204844. [Google Scholar] [CrossRef]
- Jin, X.; Shipway, H.P.; Sun, W. The Role of Temperature and Frequency on Fretting Wear of a Like-on-Like Stainless Steel Contact. Tribol. Lett. 2017, 65, 77. [Google Scholar] [CrossRef]
- Zhang, S.Z.; Liu, L.Y.; Ma, X.; Zhu, G.R.; Tan, W. Effect of the Third Body Layer Formed at Different Temperature on Fretting Wear Behavior of 316 Stainless Steel in the Composite Fretting Motion of Slip and Impact. Wear 2022, 492–493, 204220. [Google Scholar] [CrossRef]
- Kirk, A.M.; Sun, W.; Bennett, C.J.; Shipway, P.H. Interaction of Displacement Amplitude and Frequency Effects in Fretting Wear of a High Strength Steel: Impact on Debris Bed Formation and Subsurface Damage. Wear 2021, 482–483, 203981. [Google Scholar] [CrossRef]
- Li, B.; Huang, J.; Yang, T.; Cao, X.K.; Cai, X.J.; Peng, J.F.; Zhu, M.H. Analysis on High Temperature Fretting Wear Behaviour of 20Cr13 Stainless Steel. Tribology 2024, 44, 494–508. [Google Scholar] [CrossRef]
- Vishnu, V.; Prabhu, R.T.; Imam, M.; Vineesh, P.K. High-Temperature Dry Sliding Wear Behavior of Additively Manufactured Austenitic Stainless Steel (316L). Wear 2024, 540–541, 205259. [Google Scholar] [CrossRef]
- Yu, Z.F.; Li, D.F.; Shao, Y.L.; Qu, S.G.; Luo, D.; Li, X.Q. Effect of Temperature on Dry Sliding Tribological Behavior of 7A04 Pin-50CrMo4 Disc Contact Pair. Tribology 2023, 43, 1189–1200. [Google Scholar] [CrossRef]
- Sun, S.B.; Qiang, Q.; Wang, D.S.; Zhao, Z.M.; Kang, J.; Chang, X.T. Friction and Wear Properties of TMCP FH36 Marine Steel Plate at Different Temperatures. Tribology 2024, 43, 421–428. [Google Scholar] [CrossRef]
- Zhang, W.H.; Han, Z.L.; Jiang, Y.F.; Zheng, H.; Huang, Q.; Guo, X.L.; Zhang, L.F. Frequency Induced Fretting Corrosion Mechanism Evolution of Alloy 690 Exposed to Simulated Secondary Water. Wear 2023, 532–533, 205100. [Google Scholar] [CrossRef]
- Zhang, Y.S.; Ming, H.L.; Tang, L.C.; Wang, J.Q.; Qiao, H.; Han, E.H. Effect of the Frequency on Fretting Corrosion Behavior Between Alloy 690TT Tube and 405 Stainless Steel Plate in High Temperature Pressurized Water. Tribol. Int. 2021, 164, 107229. [Google Scholar] [CrossRef]
- Zhuang, W.H.; Lai, P.; Lu, H.; Han, Z.L.; Lu, J.Q.; Zhang, L.F.; Zhu, L.B.; Guo, X.L. The Transformation of Fretting Corrosion Mechanism of Zirconium Alloy Tube Mating with 304 Stainless Steel in High Temperature High Pressure Water. J. Nucl. Mater. 2023, 577, 154304. [Google Scholar] [CrossRef]
- Sun, L.; Li, Y.D.; Cao, C.; Bi, G.L.; Luo, X.M. Effect of Low-Temperature Plasma Carburization on Fretting Wear Behavior of AISI 316L Stainless Steel. Coatings 2024, 14, 158. [Google Scholar] [CrossRef]
- Cao, Y.; Hua, K.; Li, N.; Tong, Y.; Song, Y.; Wu, H.; Zhou, Q.; Wang, H.; Liu, W. Revealing the Critical Failure Factor and Sub-Surface Damage Mechanism of 316 Stainless Steel during Fretting Corrosion under the Molten Lead-Bismuth Eutectic. Tribol. Int. 2023, 187, 18767. [Google Scholar] [CrossRef]
- Fang, X.Y.; Gong, J.N.; Yu, Y.Q.; Yu, S.J.; Zhou, L.C.; Zhang, Z.W.; Cai, Z.B. Study on the Fretting Wear Performance and Mechanism of GH4169 Superalloy after Various Laser Shock Peening Treatments. Opt. Laser Technol. 2024, 170, 110301. [Google Scholar] [CrossRef]
- Yuan, C.; Guo, Z.; Tao, W.; Dong, C.; Bai, X. Effects of Different Grain Sized Sands on Wear Behaviours of NBR/Casting Copper Alloys. Wear 2017, 384–385, 185–191. [Google Scholar] [CrossRef]
- Guo, X.L.; Lai, P.; Li, L.; Tang, L.C.; Zhang, L.F. Progress in Studying the Fretting Wear/Corrosion of Nuclear Steam Generator Tubes. Ann. Nucl. Energy 2020, 144, 107556. [Google Scholar] [CrossRef]
- Fouvry, S.; Arnaud, P.; Mignot, A.; Neubauer, P. Contact Size, Frequency and Cyclic Normal Force Effects on Ti–6Al–4V Fretting Wear Processes: An Approach Combining Friction Power and Contact Oxygenation. Tribol. Int. 2016, 113, 460–473. [Google Scholar] [CrossRef]
- Yin, H.C.; Liang, Y.L.; Yun, J.; Ming, Y.; Long, S.L. Formation of Nano-Laminated Structures in a Dry Sliding Wear-Induced Layer under Different Wear Mechanisms of 20CrNi2Mo Steel. Appl. Surf. Sci. 2017, 423, 305–313. [Google Scholar] [CrossRef]
- Kulka, M.; Mikolajczak, D.; Makuch, N.; Dziarski, P.; Miklaszewski, A. Wear Resistance Improvement of Austenitic 316L Steel by Laser Alloying with Boron. Surf. Coat. Technol. 2016, 291, 292–313. [Google Scholar] [CrossRef]
- Mi, X.; Tang, P.; Shen, P.C.; Zheng, B.; Chen, G.; Zhu, M.H. Tangential Fretting Wear Characteristics of 690 Alloy Tubes Under Different Normal Force. Surf. Technol. 2020, 49, 191–197. [Google Scholar]
- Pearson, S.R.; Shipway, P.H. Is the Wear Coefficient Dependent upon Slip Amplitude in Fretting? Vingsbo and Soderberg Revisited. Wear 2015, 330, 93–102. [Google Scholar] [CrossRef]
- Wu, J.; Wang, K.; Fan, L.L.; Dong, L.; Deng, J.H.; Li, D.J.; Xue, W.B. Investigation of Anodic Plasma Electrolytic Carbonitriding on Medium Carbon Steel. Surf. Coat. Technol. 2017, 313, 288–293. [Google Scholar] [CrossRef]
- Kirk, M.A.; Shipway, H.P.; Sun, W.; Bennett, C.J. The Effect of Frequency on Both the Debris and the Development of the Tribologically Transformed Structure during Fretting Wear of a High Strength Steel. Wear 2019, 426–427 Pt A, 694–703. [Google Scholar] [CrossRef]
- He, J.F.; Ren, Y.P.; Bai, C.C.; Peng, J.F.; Cai, Z.B.; Liu, J.H.; Zhu, M.H. Fretting Wear Mechanism of Plasma Nitride 35CrMo Steel under Dry and Lubricated Conditions. Tribology 2023, 43, 18–29. [Google Scholar]
- Fouvry, S.; Kapsa, P.; Vincent, L. Quantification of Fretting Damage. Wear 1996, 200, 186–205. [Google Scholar] [CrossRef]
- Pearson, R.S.; Shipway, H.P.; Abere, J.O.; Hewitt, A.A.R. The Effect of Temperature on Wear and Friction of a High Strength Steel in Fretting. Wear 2013, 303, 622–631. [Google Scholar] [CrossRef]
- Dai, Z.; Wang, M.; Xue, Q. Introduction to Tribo-Thermodynamics; National Defense Industry Press: Beijing, China, 2002. [Google Scholar]
- Viat, A.; Dreano, A.; Fouvry, S.; Bouchet, B.D.I.M.; Henne, F.J. Fretting Wear of Pure Cobalt Chromium and Nickel to Identify the Distinct Roles of HS25 Alloying Elements in High Temperature Glaze Layer Formation. Wear 2017, 376–377, 1043–1054. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Mo | Mn | Si | C | Fe |
|---|---|---|---|---|---|---|
| 16.45 | 10.01 | 2.10 | 0.92 | 0.36 | 0.03 | Bal |
| Materials | Phase Structure | Surface Hardness (HV0.02) | Surface Roughness | Thickness (µm) |
|---|---|---|---|---|
| 316L ASS | γ-Fe | 273 ± 33 | ~0.147 | - |
| PC layer | Sc | 897 ± 18 | ~0.187 | 25 |
| Load (N) | Displacement (µm) | Frequency (Hz) | Time (min) | Cycles | Temperature (°C) |
|---|---|---|---|---|---|
| 50 | 70 | 10/25/50/75/100 | 50/20/10/7/5 | 3 × 104 | 25 |
| 25 | 20 | 25/50/75/100/150/200/250/300 |
| Materials | Element Content | Temperature (°C) | ||||||
|---|---|---|---|---|---|---|---|---|
| 50 | 75 | 100 | 150 | 200 | 250 | 300 | ||
| 316L ASS | O | 24.72 | 23.17 | 22.56 | 13.18 | 24.70 | 18.47 | 22.94 |
| Fe | 68.05 | 61.15 | 62.16 | 62.62 | 65.30 | 58.03 | 63.32 | |
| PC layer | O | 23.53 | 23.69 | 22.86 | 21.10 | 23.18 | 21.54 | 24.02 |
| Fe | 69.81 | 60.97 | 62.99 | 64.24 | 67.94 | 66.62 | 69.56 | |
| Materials | Element Content | Frequency (Hz) | ||||
|---|---|---|---|---|---|---|
| 10 | 25 | 50 | 75 | 100 | ||
| 316L ASS | O | 9.98 | 24.78 | 26.27 | 19.87 | 19.97 |
| Fe | 64.06 | 62.88 | 60.18 | 59.74 | 60.16 | |
| PC layer | O | 17.59 | 15.30 | 22.76 | 20.73 | 18.96 |
| Fe | 64.09 | 61.40 | 64.05 | 66.24 | 64.09 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, L.; Li, Y.; Cao, C.; Bi, G.; Luo, X.; Qiu, J. Effects of Temperature and Frequency on Fretting Wear Behavior of 316L Austenitic Stainless Steel Before and After Plasma Carburization. Coatings 2024, 14, 1496. https://doi.org/10.3390/coatings14121496
Sun L, Li Y, Cao C, Bi G, Luo X, Qiu J. Effects of Temperature and Frequency on Fretting Wear Behavior of 316L Austenitic Stainless Steel Before and After Plasma Carburization. Coatings. 2024; 14(12):1496. https://doi.org/10.3390/coatings14121496
Chicago/Turabian StyleSun, Lu, Yuandong Li, Chi Cao, Guangli Bi, Xiaomei Luo, and Jin Qiu. 2024. "Effects of Temperature and Frequency on Fretting Wear Behavior of 316L Austenitic Stainless Steel Before and After Plasma Carburization" Coatings 14, no. 12: 1496. https://doi.org/10.3390/coatings14121496
APA StyleSun, L., Li, Y., Cao, C., Bi, G., Luo, X., & Qiu, J. (2024). Effects of Temperature and Frequency on Fretting Wear Behavior of 316L Austenitic Stainless Steel Before and After Plasma Carburization. Coatings, 14(12), 1496. https://doi.org/10.3390/coatings14121496