

Overview of Surface Modification Techniques for Titanium Alloys in Modern Material Science: A Comprehensive Analysis




Abstract
1. Introduction
2. Titanium and Titanium Alloys
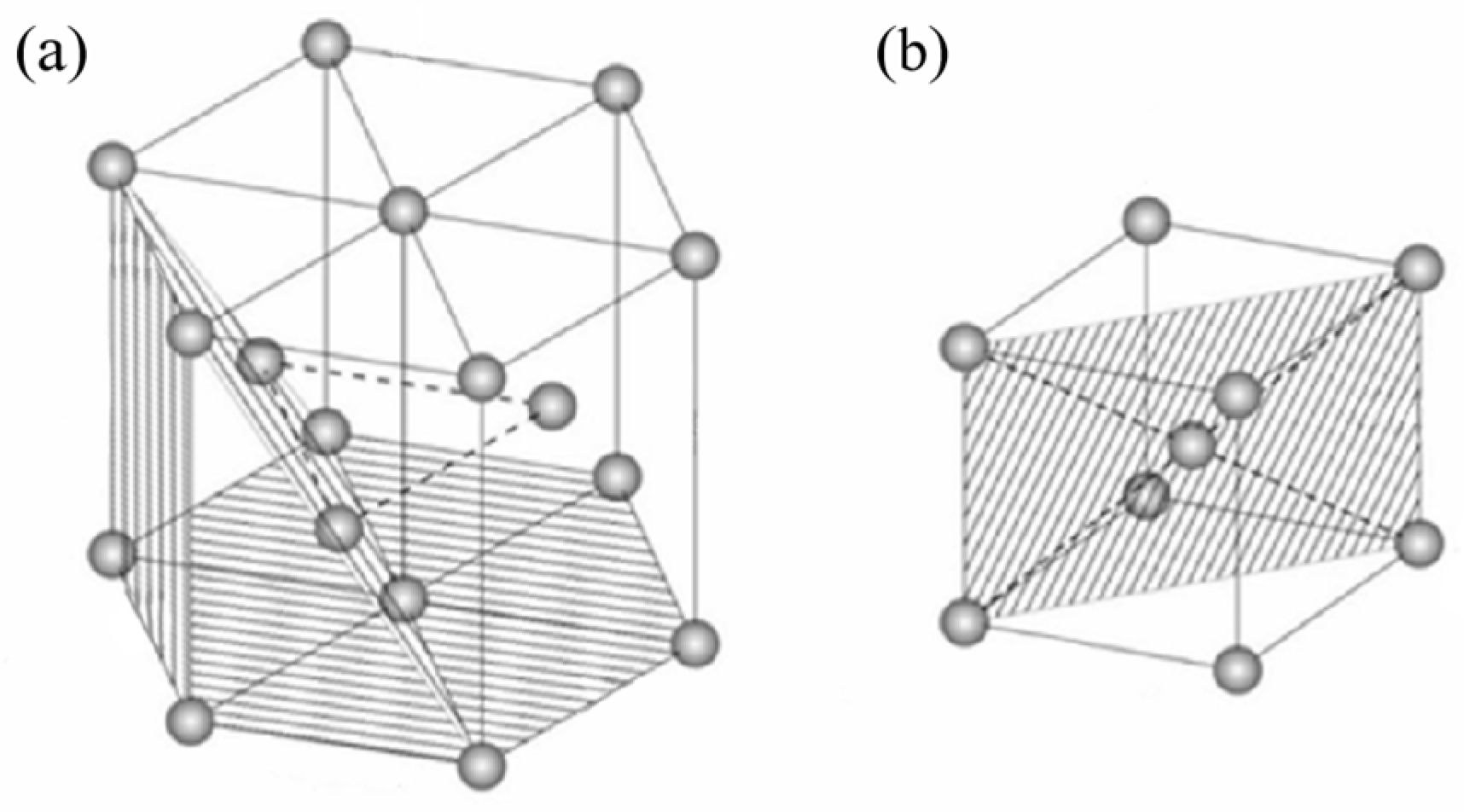
2.1. Basic Properties of Titanium
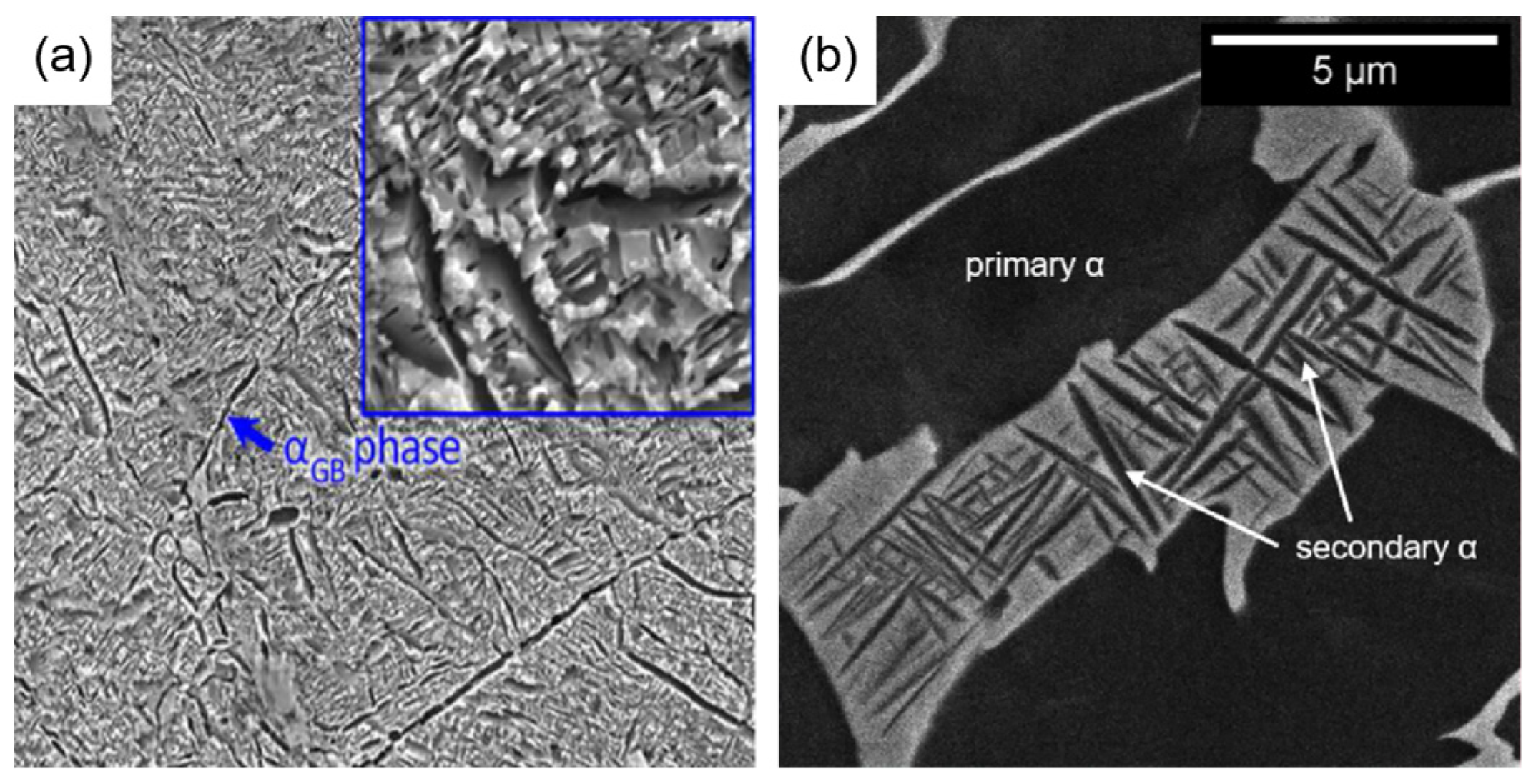
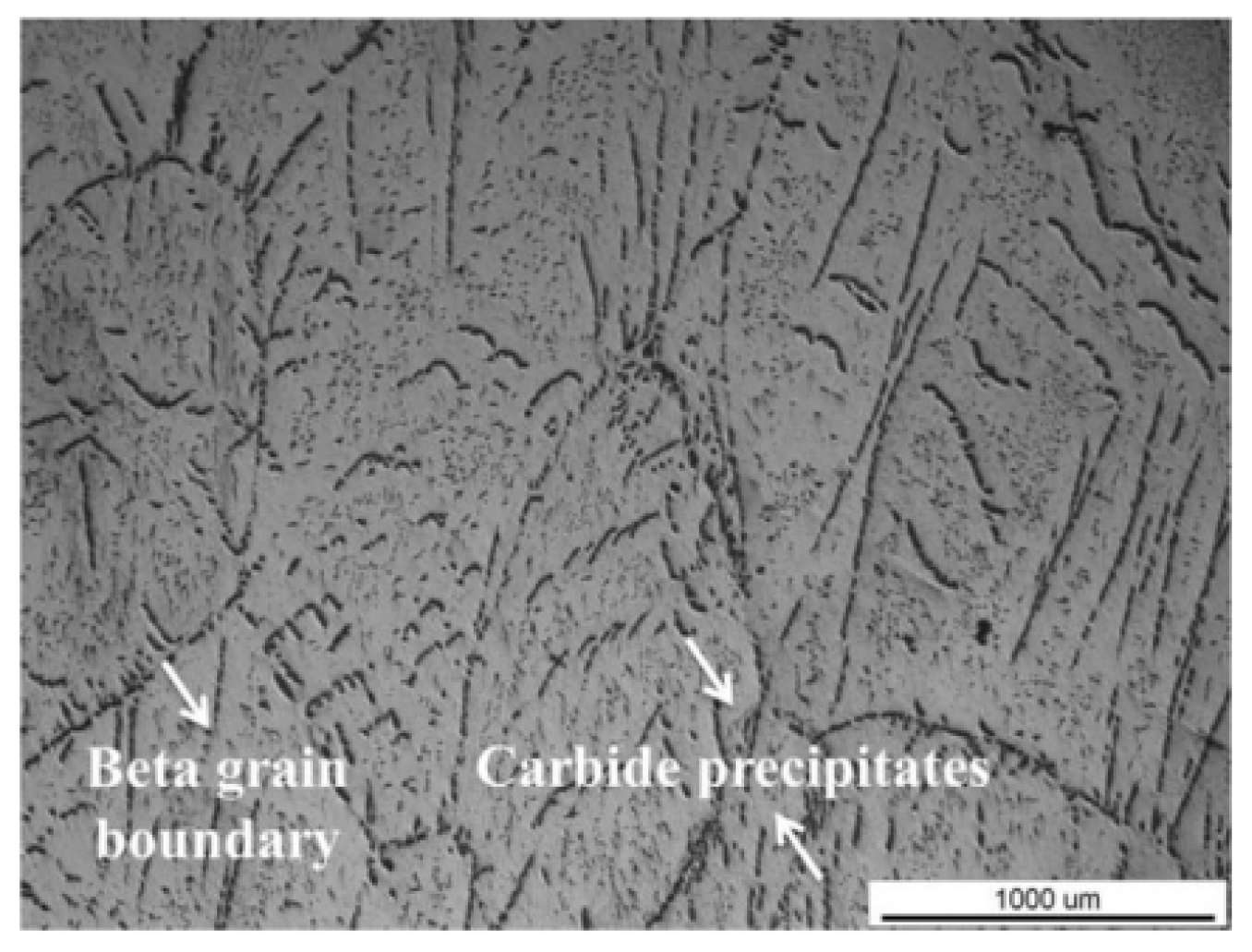
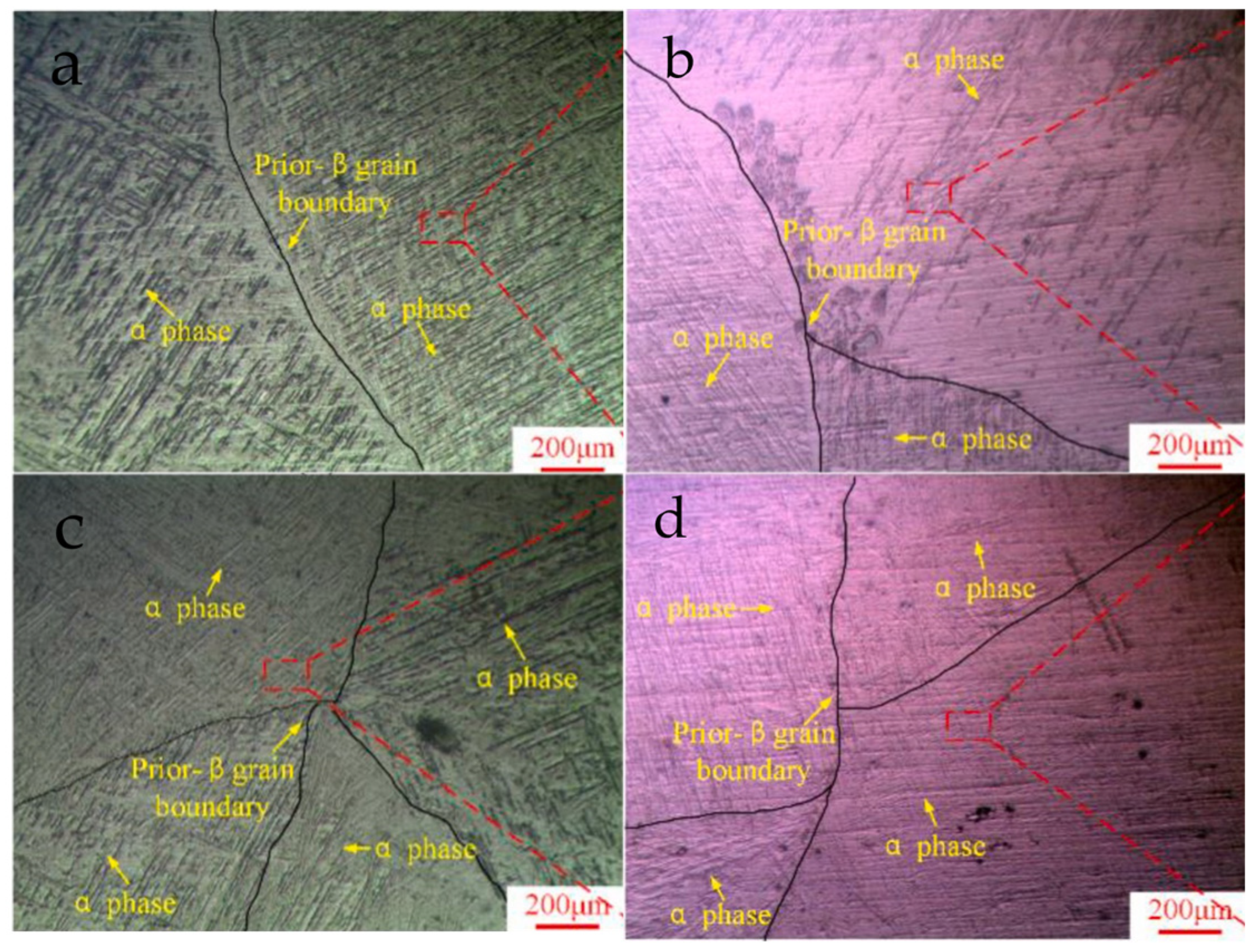
2.2. The Main Structure of Titanium Alloy and Its Properties
2.3. Classification of Titanium Alloys
2.3.1. Corrosion-Resistant Alloys
2.3.2. Heat-Resistant Alloys
2.3.3. Low-Temperature Alloys
2.3.4. High-Strength Alloys
2.3.5. Special Function Alloys
3. Titanium Alloy Surface Treatment
3.1. Mechanical Processing
3.1.1. Mechanical Processes
3.1.2. Machine Shot Peening
3.1.3. Surface Mechanical Grinding
3.2. Surface Heat Treatment
3.2.1. Normal Surface Heat Treatment
- Surface hardening
- Surface annealing
3.2.2. Thermochemical Treatment
- Carburization
- Solid carburization
- 2.
- Liquid carburization
- 3.
- Gas carburization
- 4.
- Ion carburizing
- Nitriding
- Salt bath nitridation
- 2.
- Gas nitriding
- 3.
- Plasma nitridation
- Oxidized coating
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, C.; Li, M.; Liu, Y. Severe plastic deformation induced precipitation of the ordered α2-Ti3Al phase in Ti-5Al-2Sn-2Zr-4Mo-4Cr. J. Alloys Compd. 2021, 854, 157277. [Google Scholar] [CrossRef]
- Ma, R.; Zhang, X.F. Improvement of mechanical properties and microstructural refining of cast titanium alloys by coupling of electropulsing and temporary alloying element hydrogen. Mater. Sci. Eng. A 2022, 858, 144176. [Google Scholar] [CrossRef]
- Gao, Y.; Yang, L.; Fan, Q.B.; Lei, W.; Chen, K.; Zhu, X.J.; Mu, X.N.; Yao, J.H. Effect of Fe content on microstructure and hardness of Ti-4.5Mo–5Al-1.8Zr-2.5Cr-1.1Sn titanium alloy based on high-throughput diffusion couple. Mater. Sci. Eng. A 2022, 842, 143089. [Google Scholar] [CrossRef]
- Zhao, E.T.; Sun, S.C.; Zhang, Y. Recent advances in silicon containing high temperature titanium alloys. J. Mater. Res. Technol. 2021, 14, 3029–3042. [Google Scholar] [CrossRef]
- Tan, Y.M.; Chen, R.R.; Fang, H.Z.; Liu, Y.L.; Cui, H.Z.; Su, Y.Q.; Guo, J.J.; Fu, H.Z. Enhanced strength and ductility in Ti46Al4Nb1Mo alloys via boron addition. J. Mater. Sci. Technol. 2022, 102, 16–23. [Google Scholar] [CrossRef]
- Kolli, P.R.; Devaraj, A. A Review of Metastable Beta Titanium Alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef]
- Singh, S.S.; Harpreet, S.; Hady, A.M.G. A review on alloy design, biological response, and strengthening of β-titanium alloys as biomaterials. Mater. Sci. Eng. C 2020, 121, 111661. [Google Scholar]
- Masoud, S.; Erfan, G.R.; Saeid, A.; Seeram, R.; Nazatul, S.L. A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications. Bio-Des. Manuf. 2021, 5, 371–395. [Google Scholar]
- Fan, H.; Yang, S. Effects of direct aging on near-alpha Ti–6Al–2Sn–4Zr–2Mo (Ti-6242) titanium alloy fabricated by selective laser melting (SLM). Mater. Sci. Eng. A 2020, 788, 139533. [Google Scholar] [CrossRef]
- Alessandro, C.; Alberta, A.; Paolo, F.; Mariangela, L. Towards customized heat treatments and mechanical properties in the LPBF-processed Ti-6Al-2Sn-4Zr-6Mo alloy. Mater. Des. 2022, 215, 110512. [Google Scholar]
- Optasanu, V.; Berger, P.; Vincent, B.; Lucas, D.M.C.M.; Herbst, F.; Montesin, T. Strong correlation between high temperature oxidation resistance and nitrogen mass gain during near alpha titanium alloys exposure in air. Corros. Sci. 2023, 224, 111547. [Google Scholar] [CrossRef]
- Si, Y.H.; Li, M.S.; Liu, H.Y.; Jiang, X.Z.; Yu, H.Y.; Sun, D.B. Evaluation of tribocorrosion performance of Ti6Al4V alloy in simulated inflammatory and hyperglycemic microenvironments. Wear 2023, 532–533, 205077. [Google Scholar] [CrossRef]
- Huang, S.; Sun, B.B.; Guo, S.Q. Microstructure and property evaluation of TA15 titanium alloy fabricated by selective laser melting after heat treatment. Opt. Laser Technol. 2021, 144, 107422. [Google Scholar] [CrossRef]
- Yan, Z.; Liang, Y.L.; Zhang, Z.J.; Xu, J.; Yi, Y.L. Effect of shot peening on high-frequency fatigue properties of TC11 titanium alloy. Chin. J. Rare Met. 2014, 38, 554–560. (In Chinese) [Google Scholar]
- Li, Z.Y.; Cai, Z.B.; Wu, Y.Q.; Zhu, M.H. Effect of nitrogen ion implantation dose on torsional fretting wear behavior of titanium and its alloy. Trans. Nonferr. Met. Soc. 2017, 27, 324–355. [Google Scholar] [CrossRef]
- Nihal, Y.; Kubilay, A. A review on heat treatment efficiency in metastable β titanium alloys: The role of treatment process and parameters. J. Mater. Res. Technol. 2020, 9, 15360–15380. [Google Scholar]
- Xu, S.; Zhang, H.M.; Xiao, N.M.; Qiu, R.S.; Cui, Z.S.; Fu, M.W. Mechanisms of macrozone elimination and grain refinement of near α Ti alloy via the spheroidization of the Widmannstätten structure. Acta Mater. 2023, 260, 119339. [Google Scholar] [CrossRef]
- Sun, S.C.; Fang, H.Z.; Li, Y.L.; Chen, R.R.; Zhu, B.H.; Guo, J.J. Formation mechanism of titanium solid solution and its influence on equiaxed behavior of α phase of Ti–5Al–5Mo–5Cr–2Zr-xNb alloys. J. Mater. Res. Technol. 2023, 26, 434–444. [Google Scholar] [CrossRef]
- Xu, A.J.; Wan, H.F.; Liang, C.Z.; Niu, Y.T.; Tao, Q.; Tang, Z.J. Current status and development trend of low-temperature titanium alloy materials. J. Netshape Form. Eng. 2020, 12, 145–156. (In Chinese) [Google Scholar]
- Huang, L.; Li, C.M.; Li, C.L.; Hui, S.X.; Yu, Y.; Zhao, M.J.; Guo, S.Q.; Li, J.J. Research progress on microstructure evolution and hot processing maps of high strength β titanium alloys during hot deformation. Trans. Nonferr. Met. Soc. 2022, 32, 3835–3859. [Google Scholar] [CrossRef]
- Shi, S.X.; Liu, X.S.; Zhang, X.V.; Zhou, K.C. Comparison of flow behaviors of near beta Ti-55511 alloy during hot compression based on SCA and BPANN models. Trans. Nonferr. Met. Soc. 2021, 31, 1665–1679. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, S.; Zhang, S.; Liu, X.J.; Wu, X.X.; Zhang, S.Q.; Zhou, G. High Temperature Deformation Behavior of Near-β Titanium Alloy Ti-3Al-6Cr-5V-5Mo at α+β and β Phase Fields. Crystals 2023, 13, 371. [Google Scholar] [CrossRef]
- Kopova, I.; Stráský, J.; Harcuba, P.; Landa, M.; Janeček, M.; Bačákova, L. Newly developed Ti–Nb–Zr–Ta–Si–Fe biomedical beta titanium alloys with increased strength and enhanced biocompatibility. Mater. Sci. Eng. C 2016, 60, 230–238. [Google Scholar] [CrossRef]
- Li, C.M.; Huang, L.; Zhao, M.J.; Guo, S.Q.; Li, J.J. Hot deformation behavior and mechanism of a new metastable β titanium alloy Ti–6Cr–5Mo–5V–4Al in single phase region. Mater. Sci. Eng. A 2021, 814, 141231. [Google Scholar] [CrossRef]
- Li, C.H.; Cui, Y.M.; Zheng, W.W.; Song, L.; Wu, Y.L.; Wu, Y.D.; Yu, C.Y.; Hui, X.D. Unveiling the dynamic softening mechanism via micromechanical behavior for a near-β titanium alloy deformed at a high strain rate. J. Mater. Res. Technol. 2023, 26, 9392–9405. [Google Scholar] [CrossRef]
- Xin, S.W.; Zhao, Y.Q.; Lu, Y.F.; Li, Q.; Yang, H.Y. Role of grain boundaries in the high-temperature performance of a highly stabilized beta titanium alloy II: Creep behavior. Mater. Sci. Eng. A 2013, 559, 7–13. [Google Scholar] [CrossRef]
- Zheng, Y.P.; Zeng, W.D.; Wang, Y.B.; Zhou, D.D.; Gao, X.X. High strain rate compression behavior of a heavily stabilized beta titanium alloy: Kink deformation and adiabatic shearing. J. Alloys Compd. 2017, 708, 84–92. [Google Scholar] [CrossRef]
- Xu, Q.B.; Liu, S.Y. Titanium and titanium alloy grades and applications in foreign aerospace industry. Lead. Edge Technol. 2022, 16, 96–99. (In Chinese) [Google Scholar]
- Chen, C.; Feng, T.T.; Zhang, Y.W.; Ren, B.Q.; Hao, W.; Zhao, X.H. Improvement of microstructure and mechanical properties of TC4 titanium alloy GTAW based wire arc additive manufacturing by using interpass milling. J. Mater. Res. Technol. 2023, 27, 1428–1445. [Google Scholar] [CrossRef]
- Iliana, J.F.; Mohd, F.F.; Ahmad, B.M.; Bakar, S.A.; Afiqah, M.R.N.; Norhamidi, M.; Fadhlina, M.I.; Hani, J.N.; Seah, T.K. Influence of heat treatment parameters on microstructure and mechanical performance of titanium alloy in LPBF: A brief review. J. Mater. Res. Technol. 2023, 24, 4091–4110. [Google Scholar]
- Li, Y.; Zhou, Z.L.; Yi, X.N.; Yan, J.W.; Xiu, J.J.; Fang, D.Z.; Shao, M.H.; Ren, P.; He, Y.Y.; Qiu, J.X. Improved seawater corrosion resistance of electron beam melting Ti6Al4V titanium alloy by plasma nitriding. Vacuum 2023, 216, 112463. [Google Scholar] [CrossRef]
- Morinaga, M. The Molecular Orbital Approach to Titanium Alloy Design. Key Eng. Mater. 2018, 770, 217–223. [Google Scholar] [CrossRef]
- Bosung, S.; Hyung-Ki, P.; Chang-Soo, P.; Kwangsuk, P. Effect of alloying elements on corrosion properties of high corrosion resistant titanium alloys in high concentrated sulfuric acid. Mater. Today Commun. 2023, 34, 105113. [Google Scholar]
- Dong, Y.C.; Huang, S.; Wang, Y.Y.; Zhang, B.; Alexandrov, I.V.; Chang, H.; Dan, Z.H.; Ma, L.; Zhou, L. Stress corrosion cracking of TC4 ELI alloy with different microstructure in 3.5% NaCl solution. Mater. Charact. 2022, 194, 112357. [Google Scholar] [CrossRef]
- Miyamoto, H.; Yuasa, M.; Rifai, M.; Fujiwara, H. Corrosion Behavior of Severely Deformed Pure and Single-Phase Materials. Mater. Trans. 2019, 60, 1243–1255. [Google Scholar] [CrossRef]
- Chuvil’deev, V.; Kopylov, V.; Nokhrin, A.; Tryaev, P.; Kozlova, N.; Tabachkova, N.; Lopatin, Y.; Ershova, A.; Mikhaylov, A.; Gryaznov, M.; et al. Study of mechanical properties and corrosive resistance of ultrafine-grained α-titanium alloy Ti-5Al-2V. J. Alloys Compd. 2017, 723, 354–367. [Google Scholar] [CrossRef]
- Abhinay, T.; Savaş, K.; Ashish, K. Recent Trends in the Characterization and Application Progress of Nano-Modified Coatings in Corrosion Mitigation of Metals and Alloys. Appl. Sci. 2023, 13, 730–763. [Google Scholar]
- Zhang, F.; Yan, S.; Yan, M. In-Situ fabrication of novel (Ti, Cr)-N/aluminide multilayer coatings by plasma nitriding Ti-Cr coated Al alloy. Ceram. Int. 2018, 44, 7259–7266. [Google Scholar] [CrossRef]
- Naeem, M.; Shabana, A.; Shafiq, M.; Raza, H.A.; Javed, I.; Díaz-Guillén, J.; Sousa, R.; Jelani, M.; Abrar, M. Wear and corrosion studies of duplex surface-treated AISI-304 steel by a combination of cathodic cage plasma nitriding and PVD-TiN coating. Ceram. Int. 2022, 48, 21473–21482. [Google Scholar] [CrossRef]
- Keisuke, F.; Masataka, I.; Yoichi, I.; Shoichi, K. Rapid Nitriding of Titanium Alloy with Fine Grains at Room Temperature. Adv. Mater. 2021, 33, 2008098. [Google Scholar]
- Ahmadi, M.; Hosseini, S.; Hadavi, S. Comparison of auxiliary cathode and conventional plasma nitriding of gamma-TiAl alloy. Vacuum 2016, 131, 89–96. [Google Scholar] [CrossRef]
- Dai, J.J.; Zhu, J.Y.; Chen, C.Z.; Weng, F. High temperature oxidation behavior and research status of modifications on improving high temperature oxidation resistance of titanium alloys and titanium aluminides: A review. J. Alloys Compd. 2016, 685, 784–798. [Google Scholar] [CrossRef]
- Jiang, B.B.; Wen, D.H.; Wang, Q.; Che, J.D.; Dong, C.; Peter, K.L.; Xu, F.; Sun, L.X. Design of near-α Ti alloys via a cluster formula approach and their high-temperature oxidation resistance. J. Mater. Sci. Technol. 2019, 35, 1008–1016. [Google Scholar] [CrossRef]
- Ebach-Stahl, A.; Eilers, C.; Laska, N.; Braun, R. Cyclic oxidation behaviour of the titanium alloys Ti-6242 and Ti-17 with Ti–Al–Cr–Y coatings at 600 and 700 °C in air. Surf. Coat. Technol. 2013, 223, 24–31. [Google Scholar] [CrossRef]
- Xu, Y.Q.; Fu, Y.; Li, J.; Xiao, W.L.; Zhao, X.Q.; Ma, C.L. Effects of tungsten addition on the microstructural stability and properties of Ti-6.5Al-2Sn-4Hf-2Nb-based high temperature titanium alloys. J. Mater. Sci. Technol. 2021, 93, 147–156. [Google Scholar] [CrossRef]
- Ozturk, D.; Pilchak, A.; Ghosh, S. Experimentally validated dwell and cyclic fatigue crack nucleation model for α–titanium alloys. Scr. Mater. 2016, 127, 15–18. [Google Scholar] [CrossRef]
- Hémery, S.; Villechaise, P. On the influence of ageing on the onset of plastic slip in Ti-6Al-4V at room temperature: Insight on dwell fatigue behavior. Scr. Mater. 2016, 130, 157–160. [Google Scholar] [CrossRef]
- Cao, S.; Zhang, S.Z.; Liu, J.R.; Li, S.J.; Sun, T.; Li, J.P.; Gao, Y.; Yang, R.; Hu, Q.M. Interaction between Al and other alloying atoms in α-Ti for designing high temperature titanium alloy. Comp. Mater. Sci. 2021, 197, 110620. [Google Scholar] [CrossRef]
- Li, J.; Xu, Y.Q.; Xiao, W.L.; Ma, C.L.; Huang, X. Development of Ti-Al-Ta-Nb-(Re) near-α high temperature titanium alloy: Microstructure, thermal stability and mechanical properties. J. Mater. Sci. Technol. 2022, 109, 1–11. [Google Scholar] [CrossRef]
- Wen, P.C.; Yuan, L.J.; Tao, R.; Li, J.; Li, D. First-principles investigation of interaction between surface oxygen and other alloy atoms in α-Ti (0001) for designing high-temperature titanium alloy. Appl. Surf. Sci. 2022, 604, 154535. [Google Scholar] [CrossRef]
- Huang, C.W.; Ge, P.; Zhao, Y.Q.; Xin, S.W.; Zhou, W.; Li, Q.; Zeng, W.D. Research progress of low-temperature titanium alloy. Rare Met. Mat. Eng. 2016, 45, 254–260. [Google Scholar]
- Lu, J.W.; Zhao, Y.Q.; Ge, P.; Niu, H.Z.; Zhang, Y.S.; Zhang, W.; Zhang, P.X. Microstructure and mechanical properties of new high strength beta-titanium alloy Ti-1300. Mater. Sci. Eng. A 2015, 621, 182–189. [Google Scholar] [CrossRef]
- Mantri, S.; Choudhuri, D.; Alam, T.; Viswanathan, G.; Sosa, J.; Fraser, H.; Banerjee, R. Tuning the scale of α precipitates in β-titanium alloys for achieving high strength. Scr. Mater. 2018, 154, 139–144. [Google Scholar] [CrossRef]
- Wang, J.X.; Ye, X.W.; Li, Y.H.; Wan, M.P.; Huang, C.W.; Huang, F.; Lei, M.; Liu, D.; Ma, R.; Ren, X.L. Effect of annealing temperature on mechanical properties of TC21 titanium alloy with multilevel lamellar microstructure. Mater. Sci. Eng. A 2023, 869, 144788. [Google Scholar] [CrossRef]
- Li, C.C.; Xin, C.; Wang, Q.; Ren, J.Q.; Zhao, B.; Wu, J.P.; Pan, X.L.; Lu, X.F. A novel low-cost high-strength β titanium alloy: Microstructure evolution and mechanical behavior. J. Alloys Compd. 2023, 959, 170497. [Google Scholar] [CrossRef]
- Karolina, D.; Tomasz, G.; Mateusz, D.; Bronisław, P.; Agnieszka, S.; Zdzisław, L. Functionalization of the Implant Surface Made of NiTi Shape Memory Alloy. Materials 2023, 16, 1609–1620. [Google Scholar]
- Wang, S.Y. Investigation of chemical analysis methods of niobium-titanium alloys for superconductivity. Ind. Technol. Innov. 2022, 4, 33–35. (In Chinese) [Google Scholar]
- Lv, P.; Zhong, C.L.; Huang, D.F.; Zhou, X.S.; Liu, Z.C.; Huang, D.J. Effect of introducing manganese as additive on microstructure, hydrogen storage properties and rate limiting step of Ti–Cr alloy. Int. J. Hydrogen Energy 2022, 47, 459–469. [Google Scholar] [CrossRef]
- Ilias, G.S.; Papazoglou, E.L.; Panagiotis, K.O.; Karkalos, N.E.; Markopoulos, A.P. Surface antibacterial properties enhanced through engineered textures and surface roughness: A review. Colloid. Surf. B 2023, 231, 113584. [Google Scholar]
- Zhang, Y.B.; Bai, Q.S.; Wang, P. 3D surface topography analysis and functionality-related performance of the machined surface in slot micro-milling titanium alloy Ti6Al4V. Int. J. Adv. Manuf. Technol. 2023, 127, 1609–1629. [Google Scholar] [CrossRef]
- Yu, W.W.; Wu, J.; Li, Y.G.; An, Q.L.; Ming, W.W.; Chen, D.; Wang, H.W.; Chen, M. Investigations on surface modification of nickel-based superalloy subjected to ultrasonic surface rolling process. Int. J. Adv. Manuf. Technol. 2023, 129, 1473–1488. [Google Scholar] [CrossRef]
- Du, H.H.; Chen, H.W.; Zhu, Z.W.; Wang, Z.K.; Suet, T. Novel hybrid machining process of titanium alloy for texturing high-quality microstructure array surfaces. Surf. Coat. Technol. 2023, 462, 129494. [Google Scholar] [CrossRef]
- Ahmed, N.; Ishfaq, K.; Moiduddin, K.; Ali, R.; Al-Shammary, N. Machinability of titanium alloy through electric discharge machining. Mater. Manuf. Process. 2019, 34, 93–102. [Google Scholar] [CrossRef]
- Rebecka, L.; Filip, L.; Henrik, P.; Rachid, M.; Eric, S.; Volodymyr, B. Performance and wear mechanisms of PCD and pcBN cutting tools during machining titanium alloy Ti6Al4V. Wear 2020, 454–455, 203329. [Google Scholar]
- Cui, X.; Li, C.; Zhang, Y.; Said, Z.; Debnath, S.; Sharma, S.; Ali, H.M.; Yang, M.; Gao, T.; Li, R.Z. Grindability of titanium alloy using cryogenic nanolubricant minimum quantity lubrication. J. Manuf. Process. 2022, 80, 273–286. [Google Scholar] [CrossRef]
- Fábio, C.O.D.; Carla, A.A.; Luiz, A.M.J.; Gopal, S.K. The influence of additive manufacturing on the micromilling machinability of Ti6Al4V: A comparison of SLM and commercial workpieces. J. Manuf. Process. 2020, 60, 299–307. [Google Scholar]
- Dandekar, R.C.; Shin, C.Y.; Barnes, J. Machinability improvement of titanium alloy (Ti–6Al–4V) via LAM and hybrid machining. Int. J. Mach. Tool Manuf. 2010, 50, 174–182. [Google Scholar] [CrossRef]
- Li, N.; Chen, Y.J.; Kong, D.D.; Tan, S.L. Experimental investigation with respect to the performance of deep submillimeter-scaled textured tools in dry turning titanium alloy Ti-6Al-4V. Appl. Surf. Sci. 2017, 403, 187–199. [Google Scholar] [CrossRef]
- Ni, C.B.; Zhu, L.D.; Zheng, Z.P.; Zhang, J.Y.; Yang, Y.; Yang, J.; Bai, Y.C.; Weng, C.; Lu, W.F.; Wang, H. Effect of material anisotropy on ultra-precision machining of Ti-6Al-4V alloy fabricated by selective laser melting. J. Alloys Compd. 2020, 848, 156457. [Google Scholar] [CrossRef]
- Yip, S.; To, S. Reduction of tool tip vibration in single-point diamond turning using an eddy current damping effect. Int. J. Adv. Manuf. Technol. 2019, 103, 1799–1809. [Google Scholar] [CrossRef]
- Zhao, Z.J.; To, S.; Sun, Z.W.; Ji, R.J.; Yu, K.M. Microstructural effects of Ti6Al4V alloys modified by electropulsing treatment on ultraprecision diamond turning. J. Manuf. Process. 2019, 39, 58–68. [Google Scholar] [CrossRef]
- Vijaykumar, S.J. Multi-characteristics optimization in EDM of NiTi alloy, NiCu alloy and and BeCu alloy using Taguchi’s approach and utility concept. Alex. Eng. J. 2017, 57, 2807–2817. [Google Scholar]
- Panagiotis, K.O.; Papazoglou, E.L.; Beata, L.; Krzysztof, Z.; Markopoulos, A.P. Surface and Subsurface Quality of Titanium Grade 23 Machined by Electro Discharge Machining. Materials 2021, 15, 164–185. [Google Scholar]
- Khoshaim, A.B.; Muthuramalingam, T.; Moustafa, E.B.; Elsheikh, A. Influences of tool electrodes on machinability of titanium α-β alloy with ISO energy pulse generator in EDM process. Alex. Eng. J. 2023, 63, 465–474. [Google Scholar] [CrossRef]
- Unal, O.; Maleki, E.; Karademir, I.; Husem, F.; Efe, Y.; Das, T. Effects of conventional shot peening, severe shot peening, re-shot peening and precised grinding operations on fatigue performance of AISI 1050 railway axle steel. Int. J. Fatigue 2022, 155, 106613. [Google Scholar] [CrossRef]
- Dunja, R.; Roman, Š.; Sebastjan, Ž. Effect of Shot Peening on the Strength and Corrosion Properties of 6082-T651 Aluminium Alloy. Materials 2023, 16, 4976–4990. [Google Scholar]
- Maleki, E.; Unal, O.; Amanov, A. Novel experimental methods for the determination of the boundaries between conventional, severe and over shot peening processes. Surf. Interfaces 2018, 13, 233–254. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Balint, S.D.; Dunne, P.F. Investigation of slip transfer across HCP grain boundaries with application to cold dwell facet fatigue. Acta Mater. 2017, 127, 43–53. [Google Scholar] [CrossRef]
- Su, K.X.; Zhang, J.W.; Li, H.; Ji, D.D.; Hu, L.K. Anti-fatigue strengthening mechanism of conventional shot peening and micro-shot peening on bare and micro-arc oxidation coated 6082-T6 aluminum alloy. Mater. Lett. 2023, 331, 133442. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Xie, L.L.; Zhang, Q.; Abd, A.R.; Chen, W.L.; Zhou, L.J. Surface layer strengthening mechanism of 2060 aluminum–lithium alloy after shot-peening. J. Mater. Res. Technol. 2023, 23, 4615–4633. [Google Scholar] [CrossRef]
- Shi, H.L.; Liu, D.X.; Pan, Y.F.; Zhao, W.D.; Zhang, X.H.; Ma, A.M.; Liu, B.; Hu, Y.H.; Wang, W. Effect of shot peening and vibration finishing on the fatigue behavior of TC17 titanium alloy at room and high temperature. Int. J. Fatigue 2021, 151, 106391. [Google Scholar] [CrossRef]
- Efe, Y.; Karademir, I.; Husem, F.; Maleki, E.; Unal, O. Surface Severe Plastically Deformed Nanostructured AA7075 Alloy: Assessment on Tribological and Axial Fatigue Behaviors. J. Mater. Eng. Perform. 2020, 29, 1774–1783. [Google Scholar] [CrossRef]
- Aoudia, K.; Retraint, D.; Verdy, C.; Langlade, C.; Creus, J.; Sanchette, F. Enhancement of Mechanical Properties and Corrosion Resistance of HVOF-Sprayed NiCrBSi Coatings Through Mechanical Attrition Treatment (SMAT). J. Therm. Spray Technol. 2020, 29, 2065–2079. [Google Scholar] [CrossRef]
- Yao, Q.T.; Tong, W.P.; Li, M.Y.; Zhang, G.L. Neutral Molten Salt-Bath Carburizing of Ti6Al4V Alloy with Nanocrystalline Surface Layer at Low Temperature Assisted by Surface Mechanical Attrition Treatment. Key Eng. Mater. 2017, 727, 1001–1008. [Google Scholar] [CrossRef]
- Peng, Z.L.; Zhang, X.Y.; Liu, L.B.; Xu, G.T.; Wang, G.; Zhao, M.H. Effect of high-speed ultrasonic vibration cutting on the microstructure, surface integrity, and wear behavior of titanium alloy. J. Mater. Res. Technol. 2023, 24, 3870–3888. [Google Scholar] [CrossRef]
- Chamgordani, A.S.; Miresmaeili, R.; Aliofkhazraei, M. Improvement in tribological behavior of commercial pure titanium (CP-Ti) by surface mechanical attrition treatment (SMAT). Tribol. Int. 2018, 119, 744–752. [Google Scholar] [CrossRef]
- Li, C.; Cui, W.F.; Zhang, Y.S. Surface self-nanocrystallization of α+β titanium alloy by surface mechanical grinding treatment. Met. Mater. Int. 2017, 23, 512–518. [Google Scholar] [CrossRef]
- Qin, Z.B.; Zhang, Q.; Luo, Q.; Zhong, W.; Shen, B.; Liu, L.; Hu, W.B. Microstructure design to improve the corrosion and cavitation corrosion resistance of a nickel-aluminum bronze. Corros. Sci. 2018, 139, 255–266. [Google Scholar] [CrossRef]
- Dang, K.X.; Wang, K.H.; Chen, W.T.; Liu, G. Study on fast gas forming with in-die quenching for titanium alloys and the strengthening mechanisms of the components. J. Mater. Res. Technol. 2022, 18, 3916–3932. [Google Scholar] [CrossRef]
- Qin, Z.B.; Xia, D.H.; Zhang, Y.W.; Wu, Z.; Liu, L.; Lv, Y.T.; Liu, Y.C.; Hu, W.B. Microstructure modification and improving corrosion resistance of laser surface quenched nickel–aluminum bronze alloy. Corros. Sci. 2020, 174, 108744. [Google Scholar] [CrossRef]
- Jian, S.C.; Wang, J.X.; Xu, D.; Ma, R.; Huang, C.W.; Lei, M.; Liu, D.; Wan, M.P. Gradient microstructure and mechanical properties of Ti-6Al-4V titanium alloy fabricated by high-frequency induction quenching treatment. Mater. Des. 2022, 222, 111031. [Google Scholar] [CrossRef]
- Teixeira, J.; Denand, B.; Aeby-Gautier, E.; Denis, S. Simulation of coupled temperature, microstructure and internal stresses evolutions during quenching of a β-metastable titanium alloy. Mater. Sci. Eng. A 2016, 651, 615–625. [Google Scholar] [CrossRef]
- Lytvynenko, I.V.; Maruschak, P.O. Analysis of the state of the modified nanotitanium surface with the use of the mathematical model of a cyclic random process. Optoelectron. Instrum. 2015, 51, 254–263. [Google Scholar] [CrossRef]
- He, Q.W.; Du, Z.X.; Wang, X.P.; Cui, X.M.; Liu, F.; Chen, Y.F.; Cheng, J.; Zhao, X.P.; Chen, Y.Y. Effect of cold rolling reduction on grain growth kinetics of TB8 titanium alloy during annealing heat treatment. Mater. Res. Express 2019, 6, 116586. [Google Scholar] [CrossRef]
- Wang, K.; Wu, M.Y.; Ren, Z.; Zhang, Y.; Xin, R.L.; Liu, Q. Static globularization and grain morphology evolution of α and β phases during annealing of hot-rolled TC21 titanium alloy. Trans. Nonferr. Met. Soc. 2021, 31, 2664–2676. [Google Scholar] [CrossRef]
- Huang, Z.R.; Xiao, H.; Yu, J.X.; Zhang, H.Y.; Huang, H.G.; Yu, K.; Zhou, R.F. Effects of different annealing cooling methods on the microstructure and properties of TA10 titanium alloys. J. Mater. Res. Technol. 2022, 18, 4859–4870. [Google Scholar] [CrossRef]
- Kumar, U.; Chattopadhyaya, S.; Das, K.A.; Seikh, A.; Sharma, S.; Dwivedi, P.S.; Nagai, K.; Kumar, A.; Agrawal, A.; Singh, S. Effect of Pulsation in Microstructure and Mechanical Properties of Titanium Alloy-Annealed Welded Joints at Different Temperatures. Photonics 2023, 10, 372. [Google Scholar] [CrossRef]
- Zhang, M.Y.; Yun, X.B.; Fu, H.W. Effect of annealing process on the organization and impact properties of TC10 titanium alloy. Rare Met. Mat. Eng. 2023, 52, 3106–3115. [Google Scholar]
- Duan, H.Q.; Han, Y.F.; Lu, W.J.; Mao, J.W.; Wang, L.Q.; Zhang, D. Effect of solid carburization on surface microstructure and hardness of Ti-6Al-4V alloy and (TiB+La2O3)/Ti-6Al-4V composite. Trans. Nonferr. Met. Soc. 2016, 26, 1871–1877. [Google Scholar] [CrossRef]
- Jacek, G.; Damian, B.; Witold, K.; Bartosz, P.; Bartłomiej, J.; Barbara, B.; Małgorzata, C.; Marcin, M.; Piotr, N. Comparison of Different Thermo-Chemical Treatments Methods of Ti-6Al-4V Alloy in Terms of Tribological and Corrosion Properties. Materials 2020, 13, 5192–5207. [Google Scholar]
- Zhao, Z.Y.; Hui, P.F.; Wang, T.; Wang, X.; Xu, Y.H.; Zhong, L.S.; Zhao, M.X. New strategy to grow TiC coatings on titanium alloy: Contact solid carburization by cast iron. J. Alloys Compd. 2018, 745, 637–643. [Google Scholar] [CrossRef]
- Liu, W.; Wang, X.T.; Wang, F.; Du, K.F.; Zhang, Z.F.; Guo, Y.Z.; Yin, H.Y.; Wang, D.H. A durable and pH-universal self-standing MoC–Mo2C heterojunction electrode for efficient hydrogen evolution reaction. Nat. Commun. 2021, 12, 6776–6785. [Google Scholar] [CrossRef] [PubMed]
- Yu, R.; Deng, B.W.; Du, K.F.; Chen, D.; Gao, M.X.; Wang, D.H. Modulating carbon growth kinetics enables electrosynthesis of graphite derived from CO2 via a liquid–solid–solid process. Carbon 2021, 184, 426–436. [Google Scholar] [CrossRef]
- Song, Q.S.; Xu, Q.; Xu, L.; Ning, Z.Q.; Lou, T.P.; Xie, H.W.; Qi, Y.; Yu, K. Synthesis of Ni-TiC composite powder electrochemically in molten chlorides. J. Alloys Compd. 2017, 690, 116–122. [Google Scholar] [CrossRef]
- Mao, Y.; Xie, H.W.; Chen, X.; Zhao, Y.; Qu, J.K.; Song, Q.S.; Ning, Z.Q.; Xing, P.F.; Yin, H.Y. A combined leaching and electrochemical activation approach to converting coal to capacitive carbon in molten carbonates. J. Clean. Prod. 2020, 248, 119218. [Google Scholar] [CrossRef]
- Jiang, R.; Gao, M.X.; Mao, X.H.; Wang, D.H. Advancements and potentials of molten salt CO2 capture and electrochemical transformation (MSCC-ET) process. Curr. Opin. Electrochem. 2019, 17, 38–46. [Google Scholar] [CrossRef]
- Liu, J.C.; Dolan, P.K.; Liu, J.X.; Wang, J.Q.; Long, D.W. Dense carbon film coated 316L via In-Situ synthesized CaC2 in FLiNaK molten salts and its high performance of anti-corrosion property. Electrochim. Acta 2019, 317, 232–239. [Google Scholar] [CrossRef]
- Zhao, M.Y.; Du, P.; Liu, W.; Du, K.F.; Ma, Y.S.; Yin, H.Y.; Wang, D.H. Anodic carbidation of tantalum in molten CaCl2-CaC2. J. Solid State Electrochem. 2022, 26, 791–798. [Google Scholar] [CrossRef]
- Zhao, M.Y.; Ma, Y.S.; Zhang, Y.; Liu, X.L.; Sun, H.O.; Liang, R.H.; Yin, H.Y.; Wang, D.H. An efficient salt-thermo-carburizing method to prepare titanium carbide coating. Surf. Coat. Technol. 2023, 465, 129546. [Google Scholar] [CrossRef]
- Sveidy, V.; Oscar, P.; Rodríguez, A.G.; Laura, N.S.; Naser, Q.; Laura, O. Photolithographically-patterned C-MEMS graphene by carbon diffusion through nickel. Nanotechnology 2021, 32, 265302. [Google Scholar]
- Dariel, M.; Klein, O.; Frage, N. Enhanced Mass Transport In Titanium Carbide At Large Departures From Stoichiometry. Powder Metall. Met. C. 2003, 42, 460–467. [Google Scholar] [CrossRef]
- Wu, X.; Guan, J.; Liu, J.; Li, K.M.; Yang, F.; Dai, Y. Corrosion behavior of TA2 titanium alloy vacuum induction carburized layer in fluorinated mixed acid. Surf. Technol. 2019, 48, 304–311. (In Chinese) [Google Scholar]
- Jiang, Y.; Sun, N.; Peng, Y.W.; Gong, J.M. Stability of low-temperature-gaseous-carburization layer in AISI316L stainless steel at high temperature. Surf. Interfaces 2021, 23, 100898. [Google Scholar] [CrossRef]
- Amar, T.; Zine, M.T.; Kamel, F. Effect of gaseous carburizing thermochemical treatment on tribological behavior of Ti-6Al-4V alloy. Frat. Integrita. Strut. 2021, 58, 179–190. [Google Scholar]
- Xue, Y.J.; Yan, Y.M.; Yu, W.C.; Liu, K.; Shi, J.; Wang, M.Q. Variation of hydrogen content in gear steel after carburizing and heat treatment and its effect on fatigue properties. Int. J. Fatigue 2023, 177, 107967. [Google Scholar] [CrossRef]
- Zhang, Y.; Wei, Q.L.; Xing, Y.Z.; Jiang, C.P.; Li, X.H.; Zhao, Z.Y. Evaluation of microstructure and wear properties of Ti-6Al-4V alloy plasma carbonized at different temperatures. J. Wuhan Univ. Technol. 2015, 30, 631–638. [Google Scholar] [CrossRef]
- Yang, W.L.; He, X.J.; Li, H.P.; Dong, J.; Chen, W.; Xin, H.; Jin, Z.M. A tribological investigation of SLM fabricated TC4 titanium alloy with carburization pre-treatment. Ceram. Int. 2020, 46, 3043–3050. [Google Scholar] [CrossRef]
- Dong, B.Z.; Guo, X.H.; Zhang, K.D.; Zhang, Y.P.; Li, Z.H.; Wang, W.S.; Cai, C. Combined effect of laser texturing and carburizing on the bonding strength of DLC coatings deposited on medical titanium alloy. Surf. Coat. Technol. 2022, 429, 127951. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhong, J.; Lv, X.P.; Zhao, Y.J.; Zhou, W.; Zhang, Y.X. Microstructure and performance of functionally graded Ti (C, N)-based cermets prepared by double-glow plasma carburization. Int. J. Refract. Met. Hard 2014, 44, 109–112. [Google Scholar] [CrossRef]
- Semboshi, S.; Iwase, A.; Takasugi, T. Surface hardening of age-hardenable Cu–Ti alloy by plasma carburization. Surf. Coat. Technol. 2015, 283, 262–267. [Google Scholar] [CrossRef]
- Oliveira, D.A.C.M.V.; Silva, D.L.C.M.; Pinto, G.C.; Suzuki, A.P.; Machado, B.P.J.; Chad, M.V.; Barboza, R.J.M. Short-term creep properties of Ti-6Al-4V alloy subjected to surface plasma carburizing process. J. Mater. Res. Technol. 2015, 4, 359–366. [Google Scholar] [CrossRef]
- Zhou, Y.; Jing, Z.; Jun, H. Study on surface properties of nanosecond laser textured plasma nitrided titanium alloy. Mater. Today Commun. 2022, 31, 103746. [Google Scholar]
- Peng, T.T.; Dai, M.Y.; Cai, W.; Wei, W.; Wei, K.X.; Hu, J. The enhancement effect of salt bath preoxidation on salt bath nitriding for AISI 1045 steel. Appl. Surf. Sci. 2019, 484, 610–615. [Google Scholar] [CrossRef]
- Zhu, Y.; Lu, W.; Zuo, D.; Cao, D. A novel rare earth-salt bath nitriding of TC21-DT titanium alloy. Surf. Eng. 2018, 34, 128–131. [Google Scholar] [CrossRef]
- Deepak, J.; Raja, B.V.; Kumar, A.K.; Radhakrishnan, V.; Thomas, S.S.H. Salt Bath Nitriding of CP Titanium Grade-2 and TI-6AL-4V Grade-5. IOP Conf. Ser. Mater. Sci. Eng. 2017, 197, 012066. [Google Scholar] [CrossRef]
- Wang, L.; Yang, G.; Yang, L.; Duan, Z.G.; Yang, Y.X. Study on corrosion performance of TC4 titanium alloy treated by low pressure vacuum nitriding. Foundry Technol. 2014, 35, 503–505. (In Chinese) [Google Scholar]
- Ye, M.; Song, X.L.; Liu, Q.; Liu, X.F. Research on surface heat treatment technology of titanium alloy. Met. Process. 2010, 19, 31–32+34. (In Chinese) [Google Scholar]
- Chen, Z.L.; Wang, Z.G.; Liu, J.Q.; Ye, Z.P.; Hu, Y.; Wu, J.H.; Liu, K.Z.; Cai, Z.B. Enhancing the tribological properties of TA1 pure titanium by modulating the energy of pulsed laser nitriding. Opt. Laser Technol. 2024, 169, 110118. [Google Scholar] [CrossRef]
- Xin, Z.D.; Ren, N.F.; Ren, Y.P.; Yue, X.L.; Han, Q.; Zhou, W.F.; Tao, Y.F.; Ye, Y.X. In-Situ nitriding on the textured titanium alloy using femtosecond laser. J. Mater. Res. Technol. 2022, 19, 466–471. [Google Scholar] [CrossRef]
- Kang, J.J.; Wang, M.Z.; Yue, W.; Fu, Z.Q.; Zhu, L.N.; She, D.S.; Wang, C.B. Tribological Behavior of Titanium Alloy Treated by Nitriding and Surface Texturing Composite Technology. Materials 2019, 12, 301. [Google Scholar] [CrossRef]
- Jiang, X.J.; Wang, S.Z.; Feng, Z.H.; Qi, H.B.; Fu, H.; Liu, R.P. Improving vacuum gas nitriding of a Ti-based alloy via surface solid phase transformation. Vacuum 2021, 197, 110860. [Google Scholar] [CrossRef]
- Liu, J.; Suslov, S.; Vellore, A.; Ren, Z.C.; Amanov, A.; Pyun, Y.; Martini, A.; Dong, Y.L.; Ye, C. Surface Nanocrystallization by Ultrasonic Nanocrystal Surface Modification and its Effect on Gas Nitriding of Ti6Al4V Alloy. Mater. Sci. Eng. A 2018, 736, 335–343. [Google Scholar] [CrossRef]
- Li, Q.X.; Zhang, X.F.; Chen, M.; Li, W.; Luo, X.F. Development of gaseous element diffusion wear-resistant treatment technology for titanium surfaces. Iron Steel Vanadium Titan. 2021, 42, 28–35. (In Chinese) [Google Scholar]
- Wang, M.Z. Effects of Ion Nitriding/Laser Surface Weaving Composite Treatment on the Organizational Structure of Titanium Alloys and Their Vacuum Tribological Properties. Master’s Thesis, China University of Geosciences (Beijing), Beijing, China, 2018. [Google Scholar]
- Harse, S.; Guan, F.Y.; Syedul, B.H.; Muhammad, I.; Muzamil, I.; Muhammad, B.A.; Guo, L.B.; Luo, W. Investigating the impact of plasma nitriding on Ti6Al4V surface, structural, and mechanical properties and their simultaneous evaluation via laser opto-ultrasonic dual detection (LOUD) approach. Appl. Surf. Sci. 2024, 642, 158539. [Google Scholar]
- Morgiel, J.; Szymkiewicz, K.; Maj, Ł.; Tarnowski, M.; Wierzchoń, T. TEM studies of low temperature cathode-plasma nitrided Ti6Al7Nb alloy. Surf. Coat. Technol. 2019, 359, 183–189. [Google Scholar] [CrossRef]
- Szymkiewicz, K.; Morgiel, J.; Maj, Ł.; Pomorska, M.; Tarnowski, M.; Tkachuk, O.; Pohrelyuk, I.; Wierzchoń, T. Effect of nitriding conditions of Ti6Al7Nb on microstructure of TiN surface layer. J. Alloys Compd. 2020, 845, 156320. [Google Scholar] [CrossRef]
- Takesue, S.; Kikuchi, S.; Misaka, Y.; Morita, T.; Komotori, J. Rapid nitriding mechanism of titanium alloy by gas blow induction heating. Surf. Coat. Technol. 2020, 399, 126160. [Google Scholar] [CrossRef]
- Li, Y.; Wang, Z.W.; Shao, M.H.; Zhang, Z.H.; Wang, C.X.; Yan, J.W.; Lu, J.P.; Zhang, L.; Xie, B.; He, Y.Y.; et al. Characterization and electrochemical behavior of a multilayer-structured Ti–N layer produced by plasma nitriding of electron beam melting TC4 alloy in Hank’s solution. Vacuum 2023, 208, 111737. [Google Scholar] [CrossRef]
- Farokhzadeh, K.; Edrisy, A. Plasma Nitriding of Titanium Alloys. In Plasma Science and Technology; Institute of Plasma Physis: Hefei, China, 2016; pp. 67–105. [Google Scholar]
- Zhang, H.; Qin, H.F.; Ren, Z.C.; Zhao, J.Y.; Hou, X.N.; Doll, G.; Dong, Y.L.; Ye, C. Low-temperature nitriding of nanocrystalline Inconel 718 alloy. Surf. Coat. Technol. 2017, 330, 10–16. [Google Scholar] [CrossRef]
- She, D.S.; Yue, W.; Fu, Z.Q.; Wang, C.B.; Yang, X.K.; Liu, J.J. Effects of nitriding temperature on microstructures and vacuum tribological properties of plasma-nitrided titanium. Surf. Coat. Technol. 2015, 264, 32–40. [Google Scholar] [CrossRef]
- Zhang, C.W.; Wen, K.; Gao, Y. Columnar and nanocrystalline combined microstructure of the nitrided layer by active screen plasma nitriding on surface-nanocrystalline titanium alloy. Appl. Surf. Sci. 2023, 617, 156614. [Google Scholar] [CrossRef]
- Saeed, A.; Khan, A.; Jan, F.; Abrar, M.; Khalid, M.; Zakaullah, M. Validity of “sputtering and re-condensation” model in active screen cage plasma nitriding process. Appl. Surf. Sci. 2013, 273, 173–178. [Google Scholar] [CrossRef]
- Yao, Q.T.; Sun, J.; Shen, D.P.; Tong, W.P.; Zuo, L. Large-Scale Synthesis of Nanostructured Nitride Layer on Ti Plate Using Mechanical Shot Peening and Low-Temperature Nitriding. Adv. Eng. Mater. 2017, 19, 1700157. [Google Scholar] [CrossRef]
- Wen, K.; Zhang, C.W.; Gao, Y. Influence of gas pressure on the low-temperature plasma nitriding of surface-nanocrystallined TC4 titanium alloy. Surf. Coat. Technol. 2022, 436, 128327. [Google Scholar] [CrossRef]
- Zhang, F.Y.; Qiu, Y.; Hu, T.T.; Clare, A.T.; Li, Y.; Zhang, L.C. Microstructures and mechanical behavior of beta-type Ti-25V-15Cr-0.2Si titanium alloy coating by laser cladding. Mater. Sci. Eng. A 2020, 796, 140063. [Google Scholar] [CrossRef]
- Arash, F.A.; Maryam, M. A review of functionalizing plasma electrolytic oxidation (PEO) coatings on titanium substrates with laser surface treatments. Appl. Surf. Sci. Adv. 2023, 18, 100506. [Google Scholar]
- Wu, G.L.; Wang, Y.; Sun, M.; Zhang, Q.L.; Yao, J.H. Influence of microstructure of TC4 substrate on the MAO coating. Surf. Eng. 2019, 36, 827–836. [Google Scholar] [CrossRef]
- Wang, H.B.; Zhai, D.J.; Feng, K.Q. Effect of the Microstructure of a Titanium Alloy Fabricated Using Selective Laser Melting on Microarc Oxidation Film. Metall. Mater. Trans. A 2021, 52, 4691–4702. [Google Scholar] [CrossRef]
- Yang, X.; Wang, F.H.; Wang, W.L.; Liu, S.F.; Chen, Y.Q.; Tang, H.P. Comparison of two-step surface treatment on surface roughness and corrosion resistance of TC4 alloy parts prepared by SLM and SEBM. J. Alloys Compd. 2022, 921, 165929. [Google Scholar] [CrossRef]
- Van Hengel, I.A.J.; Laçin, M.; Minneboo, M.; Fratila-Apachitei, L.E.; Apachitei, I.; Zadpoor, A.A. The effects of plasma electrolytically oxidized layers containing Sr and Ca on the osteogenic behavior of selective laser melted Ti6Al4V porous implants. Mater. Sci. Eng. C 2021, 124, 112074. [Google Scholar] [CrossRef]
- Vargas, C.A.; Zuleta, A.A.; Botero, C.A.; Baena, L.M.; Castaño, J.G.; Gómez, M.A.; Tamayo, J.A. Morphological analysis of plasma electrolytic oxidation coatings formed on Ti6Al4V alloys manufactured by electron beam powder bed fusion. Heliyon 2023, 9, e19289. [Google Scholar] [CrossRef] [PubMed]
- Sun, D.J.; Wu, X.Q.; Xie, F.Q.; He, P.; Li, Z.; He, J.Y. Fretting wear properties and microstructure evolution in micro-arc oxidation bioceramic coating pretreated using laser remelting. Ceram. Int. 2023, 49, 4979–4986. [Google Scholar] [CrossRef]
- Yu, F.L.; Zhang, Y.; Kong, C.L.; Yu, H.L. Microstructure and mechanical properties of Ti-6Al-4V alloy sheets via room-temperature rolling and cryorolling. Mater. Sci. Eng. A 2022, 834, 142600. [Google Scholar] [CrossRef]
- Yu, F.L.; Zhang, Y.; Kong, C.L.; Yu, H.L. High strength and toughness of Ti-6Al-4V sheets via cryorolling and short-period annealing. Mater. Sci. Eng. A 2022, 854, 143766. [Google Scholar] [CrossRef]
- Chen, P.H.; Li, B.C.; Liu, Z.; Zhou, Y.H.; Li, R.Q.; Zhang, Y. Understanding high-temperature oxidation behaviors and mechanical properties of TiAlCrMn HEAs during heat treatment. Trans. Nonferr. Metals Soc. 2023; in press. [Google Scholar]
- Zhang, Y.; Lei, G.; Luo, K.G.; Chen, P.H.; Kong, C.L.; Yu, H.L. Tribological behavior of high-entropy alloy particle reinforced aluminum matrix composites and their key impacting factors. Tribol. Int. 2022, 175, 107868. [Google Scholar] [CrossRef]
- Zhang, Y.; Luo, K.G.; Lei, G.; Yu, H.L. Interfacial characteristics and enhanced mechanical properties of Al0.5CoCrFeNi high-entropy alloy particles reinforced Al matrix composites. Metall. Mater. Trans. A 2022, 53, 4161–4167. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cooking Oil | Titanium (Alloy) | Aluminum (Alloy) | Magnesium (Alloy) | High-Strength Steel |
|---|---|---|---|---|
| Density/ (g/cm3) | 4.5 | 2.7 | 1.74 | 7.8 |
| Specific strength | 29 | 21 | 16 | 23 |
| Service Temperature/°C | Grade | National | Chemical Composition/wt.% | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Sn | Zr | Mo | Nb | Si | Other | |||
| 400 | IMI550 | UK | 6 | 2 | 4 | 0.5 | |||
| 500–550 | BT9 | RU | 6.5 | 2 | 3.5 | 0.3 | |||
| 500–550 | BT18 | RU | 8 | 8 | 0.6 | 1 | 0.22 | 0.15Fe | |
| 500–550 | BT25 | RU | 6.8 | 2 | 1.7 | 2 | 0.2 | 0.7W | |
| 550 | Ti6242s | USA | 6 | 2 | 4 | 2 | 0.1 | ||
| 550 | Ti55 | CN | 5 | 4 | 2 | 1 | 0.25 | 1Nd | |
| 580 | IMI829 | UK | 5.5 | 3.5 | 3 | 0.3 | 1 | 0.3 | |
| 600 | IMI834 | UK | 5.5 | 4 | 4 | 0.31 | 1 | 0.5 | 0.06C |
| 600 | Ti-1100 | USA | 6 | 2.7 | 4 | 0.4 | 0.45 | ||
| 600 | BT36 | RU | 6.2 | 2 | 3.6 | 0.7 | 0.35 | 5W | |
| 600 | Ti60 | CN | 5.8 | 4.8 | 2 | 1 | 0.35 | 0.86Nd | |
| 600 | TG6 | CN | 5.8 | 4 | 4 | 0.7 | 0.4 | 1.5Ta–0.06C | |
| Alloy Code | Chemical Ingredients | Number of Alloying Elements | Alloying Element Content (wt.%) |
|---|---|---|---|
| Ti-1300 | Ti-5Al-4Mo-4V-4Cr-3Zr | 5 | 20% |
| Ti-7333 | Ti-7Mo-3Nb-3Cr-3Al | 4 | 16% |
| Ti-6554 | Ti-6Cr-5Mo-5V-4Al | 4 | 20% |
| Ti-5553 | Ti-5Al-5V-5Mo-3Cr | 4 | 18% |
| Ti-55531 | Ti-5Al-5Mo-5V-3Cr-1Zr | 5 | 19% |
| TB17 | Ti-6.5Mo-2.5Cr-2V-2Nb-1Sn-1Zr-4Al | 7 | 19% |
| BT22 | Ti-5Al-5Mo-5V-1Cr-1Fe | 5 | 17% |
| β-21S | Ti-11.5Mo-6Zr-4.5Sn | 3 | 22% |
| BT32 | Ti-8 V-8Mo-1.5Cr-1.6Fe-3Al | 5 | 22.1% |
| Ti-153 | Ti-15 V-3Al-3Cr-3Sn | 4 | 24% |
| RT-1400 | Ti-4.8Al-5.6Mo-3V-1.5Cr-1.6Fe | 5 | 16.5% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, K.; Zhang, Y.; Yi, J.; Dong, F.; Chen, P. Overview of Surface Modification Techniques for Titanium Alloys in Modern Material Science: A Comprehensive Analysis. Coatings 2024, 14, 148. https://doi.org/10.3390/coatings14010148
Gao K, Zhang Y, Yi J, Dong F, Chen P. Overview of Surface Modification Techniques for Titanium Alloys in Modern Material Science: A Comprehensive Analysis. Coatings. 2024; 14(1):148. https://doi.org/10.3390/coatings14010148
Chicago/Turabian StyleGao, Kang, Yun Zhang, Junhao Yi, Fang Dong, and Pinghu Chen. 2024. "Overview of Surface Modification Techniques for Titanium Alloys in Modern Material Science: A Comprehensive Analysis" Coatings 14, no. 1: 148. https://doi.org/10.3390/coatings14010148
APA StyleGao, K., Zhang, Y., Yi, J., Dong, F., & Chen, P. (2024). Overview of Surface Modification Techniques for Titanium Alloys in Modern Material Science: A Comprehensive Analysis. Coatings, 14(1), 148. https://doi.org/10.3390/coatings14010148