
Microstructure, Texture, and Anisotropic Properties of High-Strength Low-Alloy Steel

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Material and Experimental Procedures
3. Results
3.1. Microstructure, Texture, and Anisotropic Behaviors of a Hot-Rolled Steel Plate
3.2. Effect of the Cold Rolling Reduction Rate on the Microstructure, Texture, and Anisotropic Behaviors
3.3. Effect of Annealing Temperature on the Microstructure, Texture, and Anisotropic Properties
4. Discussion
5. Conclusions and Perspectives
- (1)
- The HSLA steel in the hot-rolled state has an elongated ferrite (bcc) microstructure in the RD, with most of the ferrite grains consisting of a substructure and recrystallization.
- (2)
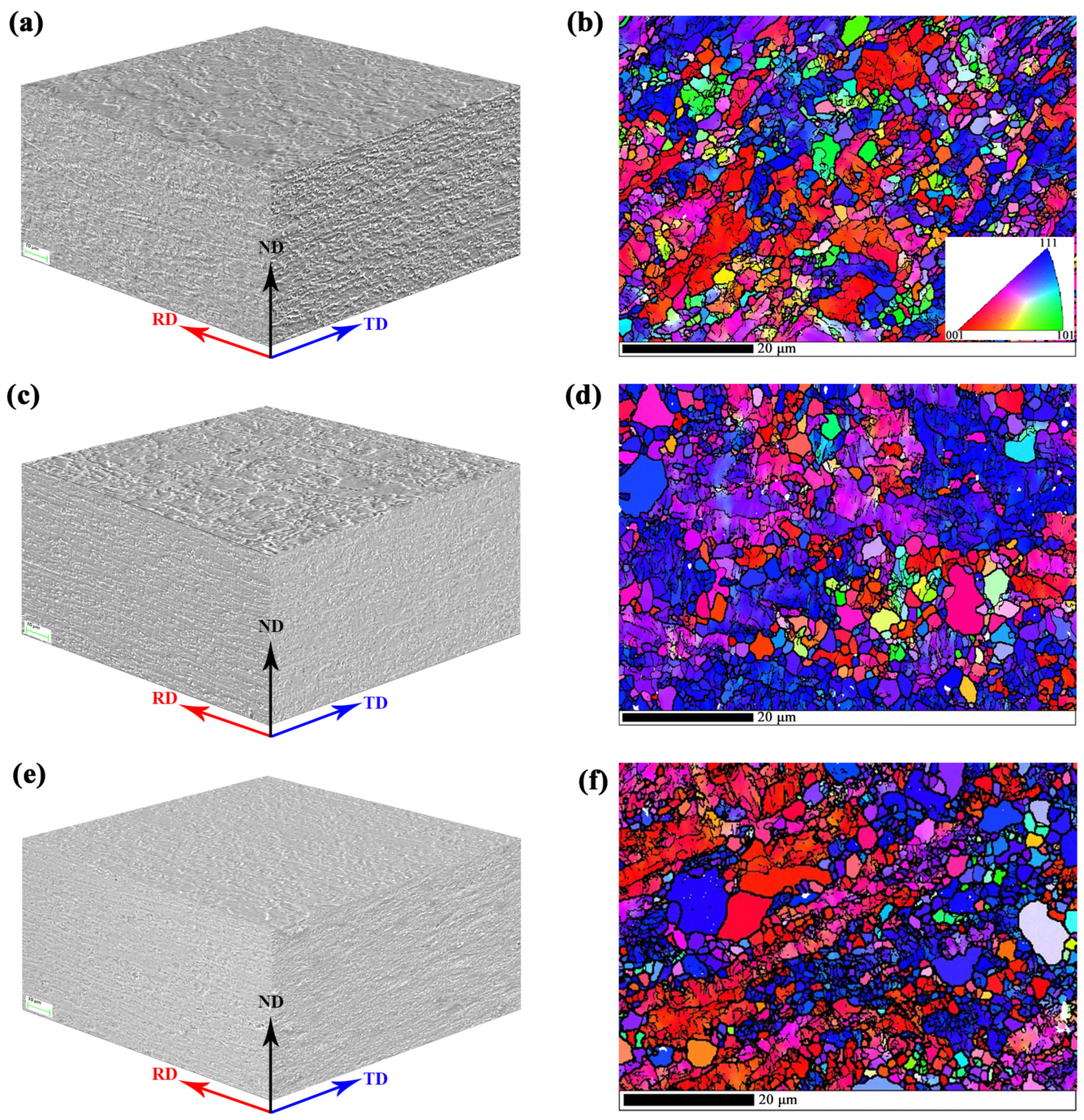
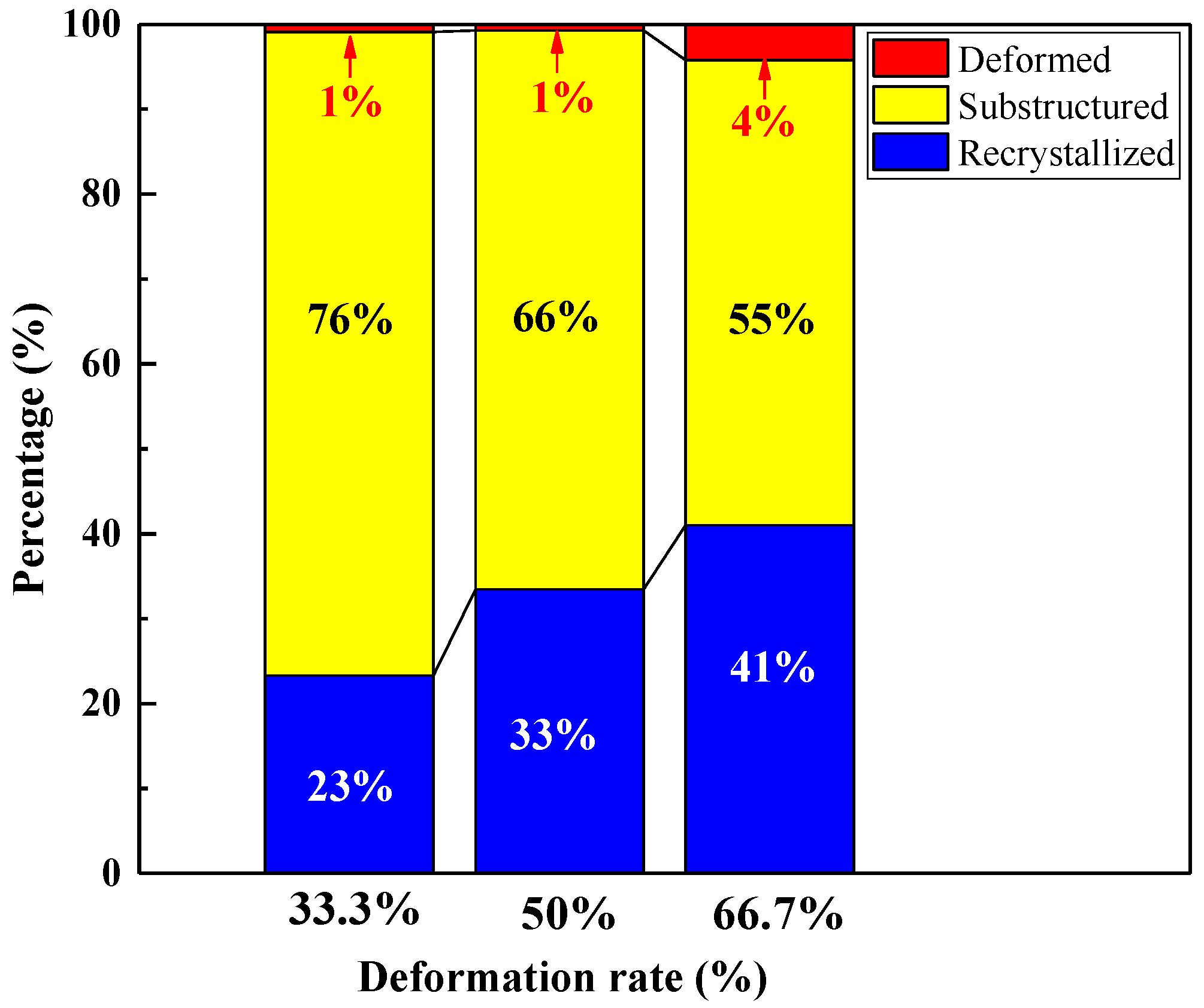
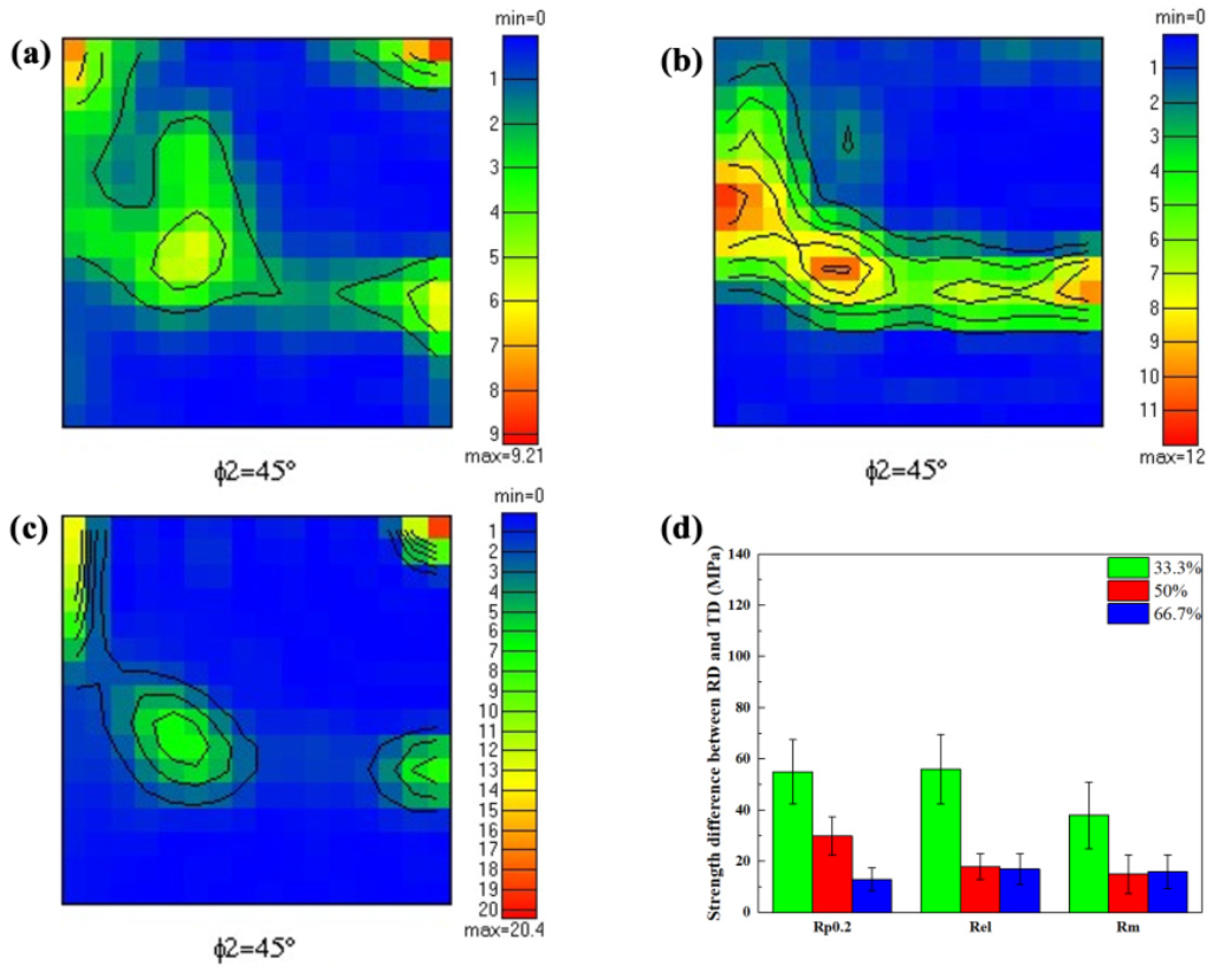
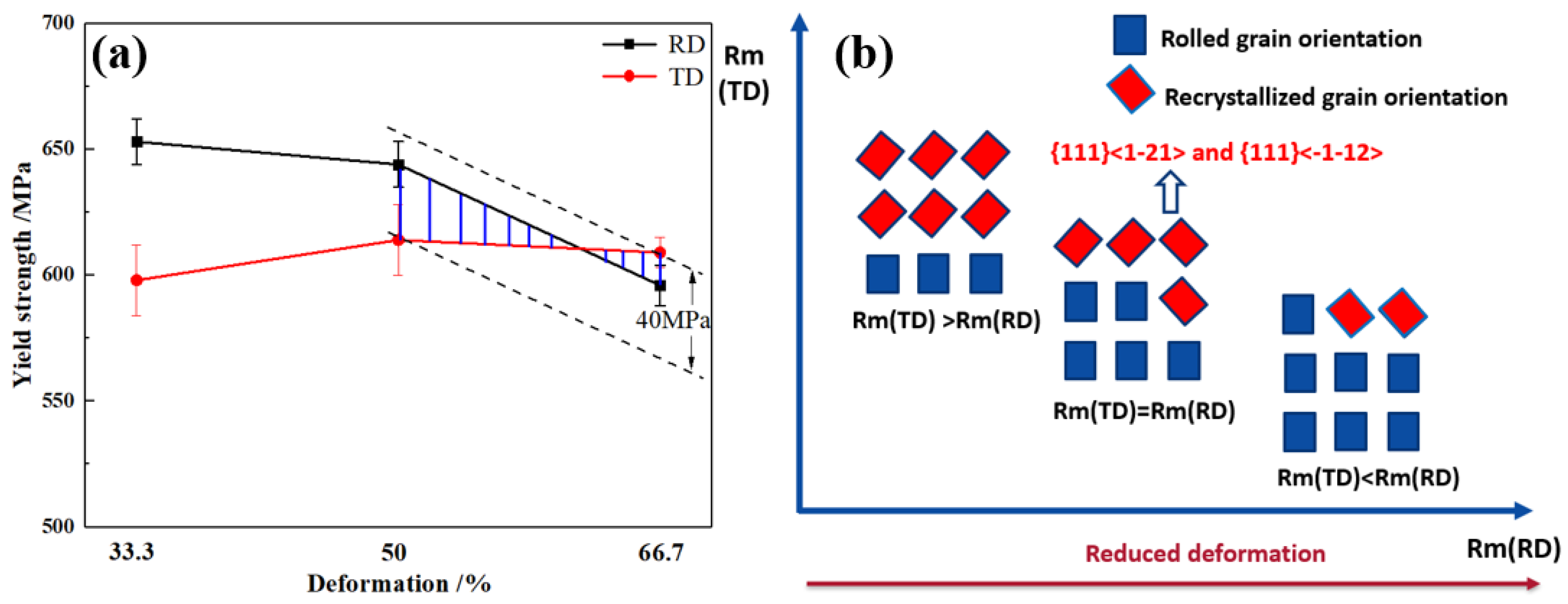
- HSLA steel with a low cold rolling reduction rate has a low recrystallization ratio, cubic texture, γ-wire texture, rolled texture, and Z texture in the tissue. Moreover, it exhibits a large RD and TD strength difference. As the cold rolling reduction rate increased, the recrystallization ratio increased, the rolled and Z-textures gradually disappeared, and the RD and TD strength differences decreased. The rolled and Z-textures increased the strength anisotropy of the steel.
- (3)
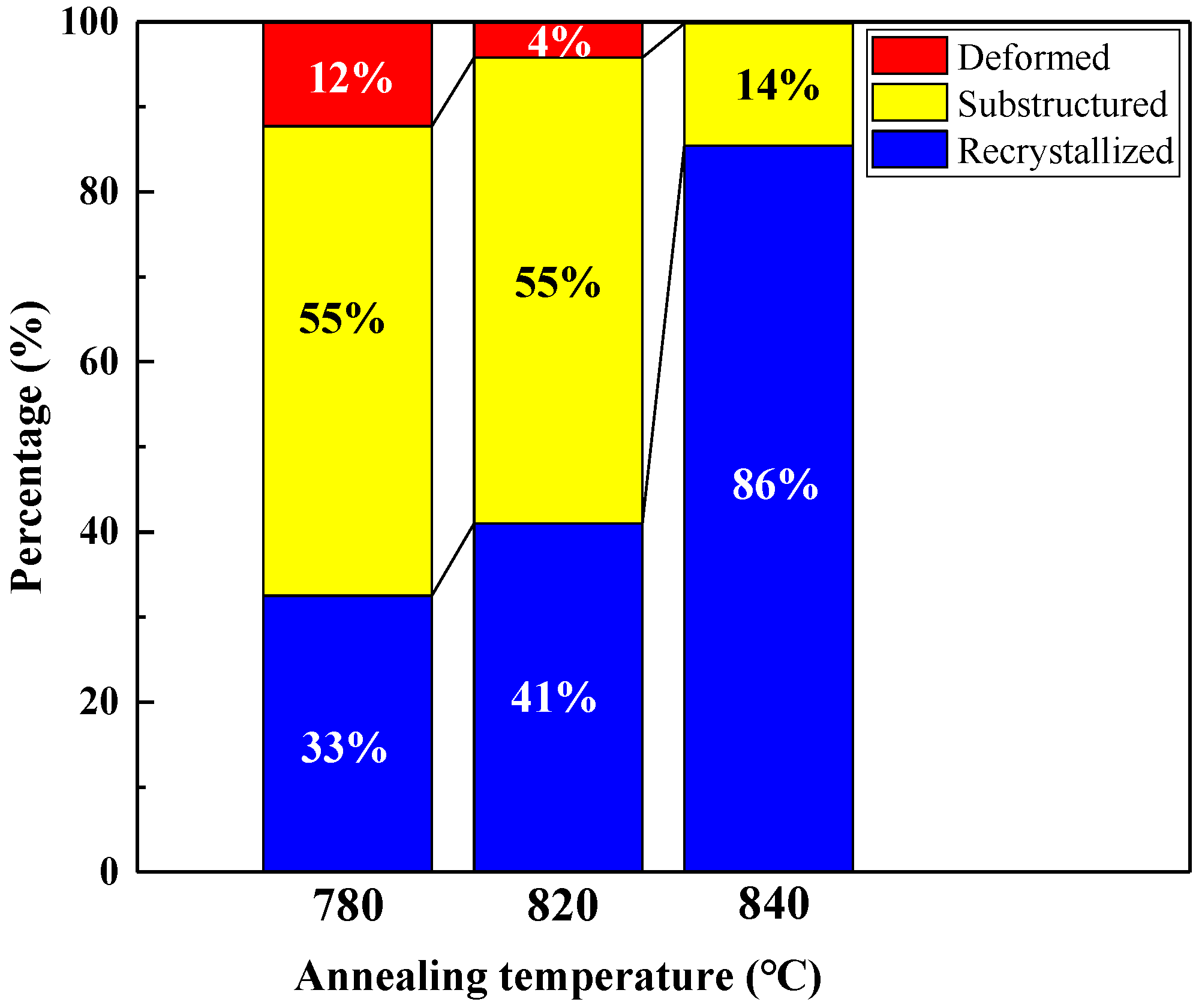
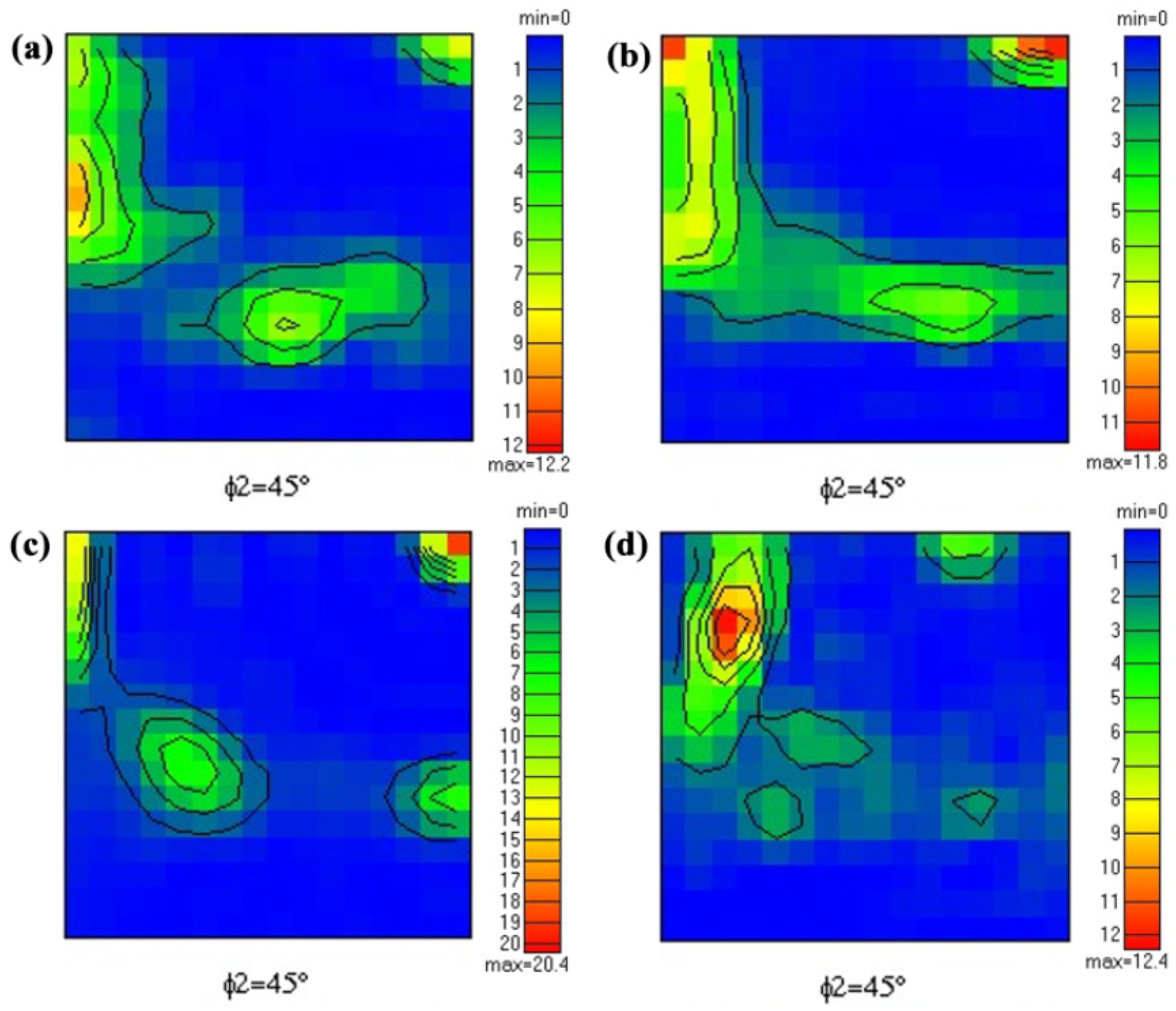
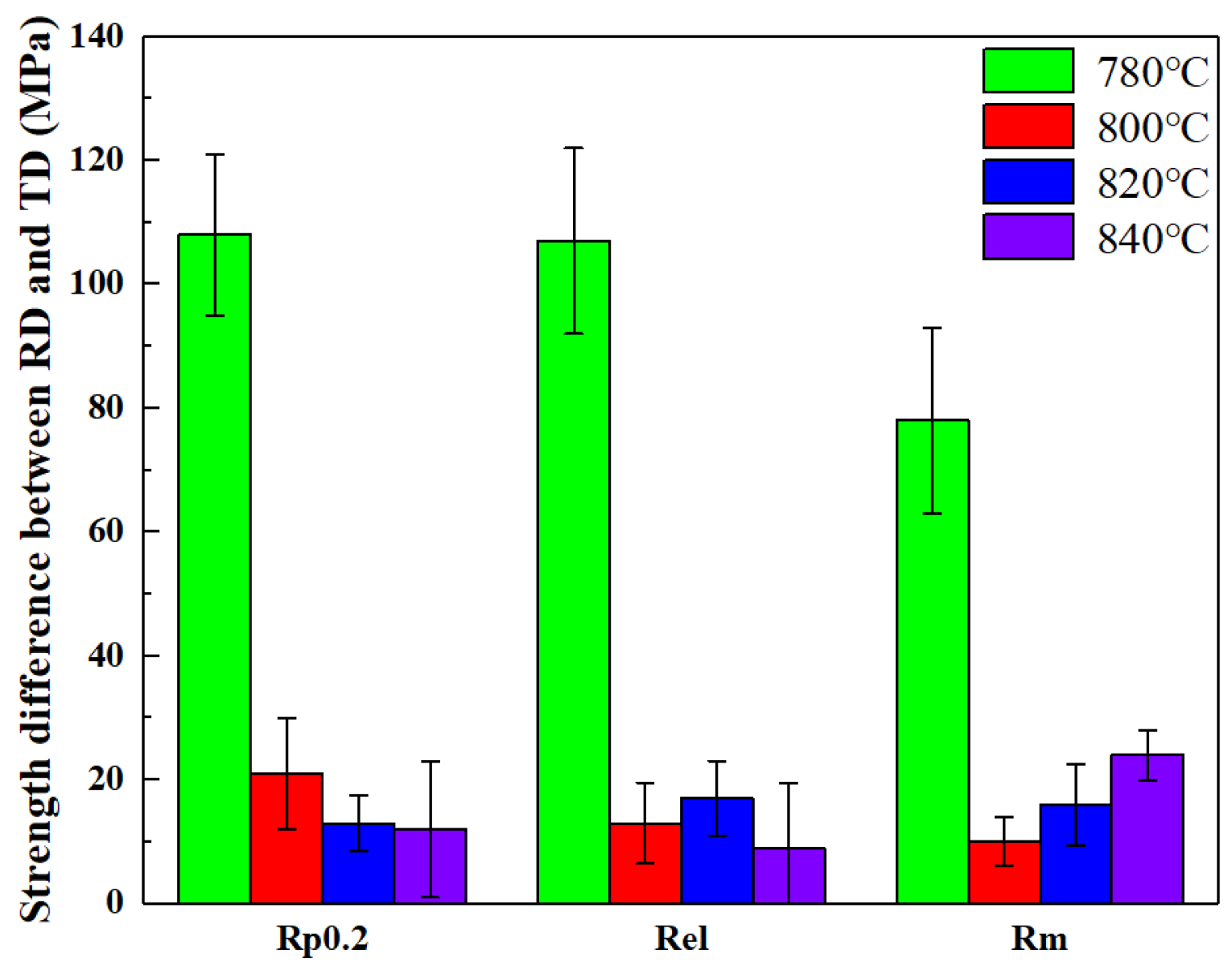
- After annealing at 780 °C, most of the grains were deformed grains, and the grain orientation was concentrated in the rolled texture. The transverse–longitudinal strength difference of the steel was larger. When the annealing temperature increased, the proportion of recrystallized grains increased, and the organization of the rolling texture disappeared. Moreover, the grain orientation was gathered in the cubic and γ-line textures, resulting in low anisotropy of strength. At annealing temperatures ≥ 840 °C, the deformation of the grain disappeared, and a new texture was formed within the tissue. Moreover, the horizontal and vertical strength differences increased, increasing the anisotropy of the steel strength. The disappearance of the rolled texture is a key factor in reducing the RD and TD strength differences in steels.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vervynckt, S.; Verbeken, K.; Lopez, B.; Jonas, J.J. Modern HSLA steels and role of non-recrystallization temperature. Int. Mater. Rev. 2012, 57, 187–207. [Google Scholar] [CrossRef]
- Cuddy, L.J. Microstructures developed during thermomechanical treatment of HSLA steels. Met. Trans. A 1981, 12, 1313–1320. [Google Scholar] [CrossRef]
- Shao, Y.; Liu, C.; Yan, Z.; Li, H.; Liu, Y. Formation mechanism and control methods of acicular ferrite in HSLA steels: A review. J. Mater. Sci. Technol. 2018, 34, 737–744. [Google Scholar] [CrossRef]
- Mishra, S.K.; Das, S.; Ranganathan, S. Precipitation in high strength low alloy (HSLA) steel: A TEM study. Mater. Sci. Eng. A 2002, 323, 285–292. [Google Scholar] [CrossRef]
- Asim, K.; Lee, J.; Pan, J. Failure mode of laser welds in lap-shear specimens of high strength low alloy (HSLA) steel sheets. Fatigue Fract. Eng. Mater. Struct. 2012, 35, 219–237. [Google Scholar] [CrossRef]
- Narayanasamy, R.; Parthasarathi, N.L.; Sathiya Narayanan, C.S.; Venugopal, T.; Pradhan, H.T. A study on fracture behaviour of three different high strength low alloy steel sheets during formation with different strain ratios. Mater. Des. 2008, 29, 1868–1885. [Google Scholar] [CrossRef]
- Show, B.K.; Veerababu, R.; Balamuralikrishnan, R.; Malakondaiah, G. Effect of vanadium and titanium modification on the microstructure and mechanical properties of a microalloyed HSLA steel. Mater. Sci. Eng. A 2010, 527, 1595–1604. [Google Scholar] [CrossRef]
- Lee, W.B.; Hong, S.G.; Park, C.G.; Kim, K.H.; Park, S.H. Influence of Mo on precipitation hardening in hot rolled HSLA steels containing Nb. Scr. Mater. 2000, 43, 319–324. [Google Scholar] [CrossRef]
- Dutta, S.; Barat, K.; Das, A.; Das, S.K.; Shukla, A.K.; Roy, H. Characterization of micrographs and fractographs of Cu-strengthened HSLA steel using image texture analysis. Measurement 2014, 47, 130–144. [Google Scholar] [CrossRef]
- Krishnadev, M.R.; Galibois, A. Development of a high-strength low-alloy steel strengthened by transformation substructure and precipitation of copper and niobium. Met. Technol. 2013, 1, 300–302. [Google Scholar] [CrossRef]
- Iob, F.; Cortese, L.; Di Schino, A.; Coppola, T. Influence of mechanical anisotropy on micro-voids and ductile fracture onset and evolution in high-strength low alloyed steels. Metals 2019, 9, 224. [Google Scholar] [CrossRef]
- Kotrechko, S.; Stetsenko, N.; Shevchenko, S. Effect of texture smearing on the anisotropy of cleavage-stress of metals and alloys. Theor. Appl. Fract. Mech. 2004, 42, 89–98. [Google Scholar] [CrossRef]
- Ray, R.K.; Jonas, J.J.; Hook, R.E. Cold rolling and annealing textures in low carbon and extra low carbon steels. Int. Mater. Rev. 1994, 39, 129–172. [Google Scholar] [CrossRef]
- Baczynski, G.J.; Jonas, J.J.; Collins, L.E. The influence of rolling practice on notch toughness and texture development in high-strength linepipe. Met. Trans. A 1999, 30, 3045–3054. [Google Scholar] [CrossRef]
- Bruder, E. The effect of deformation texture on the thermal stability of UFG HSLA steel. J. Mater. Sci. 2012, 47, 7751–7758. [Google Scholar] [CrossRef]
- Eghlimi, A.; Shamanian, M.; Eskandarian, M.; Zabolian, A.; Nezakat, M.; Szpunar, J.A. Evaluation of microstructure and texture across the welded interface of super duplex stainless steel and high strength low alloy steel. Surf. Coat. Technol. 2015, 264, 150–162. [Google Scholar] [CrossRef]
- Gardiola, B.; Humbert, M.; Esling, C.; Flemming, G.; Hensger, K.E. Determination and prediction of the inherited ferrite texture in a HSLA steel produced by compact strip production. Mater. Sci. Eng. A 2001, 303, 60–69. [Google Scholar] [CrossRef]
- Joo, M.S.; Suh, D.W.; Bae, J.H.; Bhadeshia, H. Role of delamination and crystallography on anisotropy of Charpy toughness in API-X80 steel. Mater. Sci. Eng. A 2012, 546, 314–322. [Google Scholar] [CrossRef]
- Samajdar, I.; Verlinden, B.; Van Houtte, P.; Vanderschueren, D. γ-fibre recrystalisation texture in IF-steel: An investigation on the recrystalisation mechanisms. Mater. Sci. Eng. A 1997, 238, 343–350. [Google Scholar] [CrossRef]
- Samajdar, I.; Verlinden, B.; Kestens, L.; Van Houtte, P. Physical parameters related to the developments of recrystalisation textures in an ultra low carbon steel. Acta Mater. 1998, 47, 55–65. [Google Scholar] [CrossRef]
- Badji, R.; Bacroix, B.; Bouabdallah, M. Texture, microstructure and anisotropic properties in annealed 2205 duplex stainless steel welds. Mater. Charact. 2011, 62, 833–843. [Google Scholar] [CrossRef]
- Badji, R.; Bouabdallah, M.; Bacroix, B.; Kahloun, C.; Belkessa, B.; Maza, H. Phase transformation and mechanical behavior in annealed 2205 duplex stainless steel welds. Mater. Charact. 2008, 59, 447–453. [Google Scholar] [CrossRef]
- Kononov, A.A.; Zotov, O.G.; Shamshurin, A.I. Distribution of crystallographic orientations in an anisotropic electrical steel under rolling stages. Met. Sci. Heat Treat. 2014, 56, 449–453. [Google Scholar] [CrossRef]
- Santos, A.P.d.R.; Mota, M.; Segundo, H.V.G.; de Almeida, L.H.; Araújo, L.S.; Rocha, A.d.C. Texture, microstructure and anisotropic properties of IF-steels with different additions of titanium, niobium and phosphorus. J. Mater. Res. Technol. 2018, 7, 331–336. [Google Scholar] [CrossRef]
- Fu, J.; Cui, K.; Li, F.; Wang, J.; Wu, Y. Texture and anisotropic mechanical properties of ferritic stainless steel stabilized with Ti and Nb. Mater. Charact. 2020, 159, 110027. [Google Scholar] [CrossRef]
- Sun, L.; Jiang, F.; Huang, R.; Yuan, D.; Guo, C.; Wang, J. Anisotropic mechanical properties and deformation behavior of low-carbon high-strength steel component fabricated by wire and arc additive manufacturing. Mater. Sci. Eng. A 2020, 787, 139514. [Google Scholar] [CrossRef]
- Kisrane-Bouzidi, A.; Zidani, M.; Nebbar, M.C.; Abid, T.; Helbert, A.L.; Brisset, F.; Baudin, T. Mechanical properties and texture evolution of high-carbon steel wires during wire drawing: Strand manufacturing. Int. J. Eng. Res. Afr. 2020, 49, 130–138. [Google Scholar] [CrossRef]
- Jorge-Badiola, D.; Iza-Mendia, A.; Gutiérrez, I. Evaluation of intragranular misorientation parameters measured by EBSD in a hot worked austenitic stainless steel. J. Microsc. 2007, 228, 373–383. [Google Scholar] [CrossRef]
- De Abreu, H.F.G.; Bruno, A.D.S.; Tavares, S.S.M.; Santos, R.; Carvalho, S. Effect of high temperature annealing on texture and microstructure on an AISI-444 ferritic stainless steel. Mater. Charact. 2006, 57, 342–347. [Google Scholar] [CrossRef]
- Eloot, K.; Okuda, K.; Sakata, K.; Obara, T. Recrystallization and Related Phenomena. Texture evolution during cold rolling and recrystallization of IF steel with a strong {111} hot band texture. ISIJ Int. 1998, 38, 602–609. [Google Scholar] [CrossRef]
- Sun, G.; Du, L.; Hu, J.; Zhang, B.; Misra, R.D.K. On the influence of deformation mechanism during cold and warm rolling on annealing behavior of a 304 stainless steel. Mater. Sci. Eng. A 2019, 746, 341–355. [Google Scholar] [CrossRef]
- Sun, G.S.; Du, L.X.; Hu, J.; Misra, R.D.K. Microstructural evolution and recrystalisation behavior of cold rolled austenitic stainless steel with dual phase microstructure during isothermal annealing. Mater. Sci. Eng. A 2018, 709, 254–264. [Google Scholar] [CrossRef]
- Shirazi, H.; Miyamoto, G.; Hossein Nedjad, S.H.; Chiba, T.; Nili Ahmadabadi, M.; Furuhara, T. Microstructure evolution during austenite reversion in Fe-Ni martensitic alloys. Acta Mater. 2018, 144, 269–280. [Google Scholar] [CrossRef]
- Barnett, M.R.; Kestens, L.M.R.B.; Kestens, L. Formation of {111}<110> and {111}<112> textures in cold rolled and annealed IF sheet steel. ISIJ Int. 1999, 39, 923–929. [Google Scholar] [CrossRef]
- Hashimoto, N.; Yoshinaga, N.; Senuma, T. Recrystallization and Related Phenomena. Texture evolution of IF steel due to recrystalisation. ISIJ Int. 1998, 38, 617–624. [Google Scholar] [CrossRef]
- Bakshi, S.D.; Javed, N.; Sasidhar, K.N.; Dhande, T.; Sharma, V.; Mukherjee, M. Effect of microstructure and crystallographic texture on mechanical anisotropy of Ti-Nb microalloyed hot rolled 800 MPa HSLA steel. Mater. Charact. 2018, 136, 346–357. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Li, A.; Hu, C.; Guo, X.; Li, X.; Bi, W.; Wei, X.; Dong, H. Microstructure, Texture, and Anisotropic Properties of High-Strength Low-Alloy Steel. Coatings 2023, 13, 1442. https://doi.org/10.3390/coatings13081442
Wang Y, Li A, Hu C, Guo X, Li X, Bi W, Wei X, Dong H. Microstructure, Texture, and Anisotropic Properties of High-Strength Low-Alloy Steel. Coatings. 2023; 13(8):1442. https://doi.org/10.3390/coatings13081442
Chicago/Turabian StyleWang, Yangxin, Aijun Li, Chundong Hu, Xiaofei Guo, Xufei Li, Wenzhen Bi, Xicheng Wei, and Han Dong. 2023. "Microstructure, Texture, and Anisotropic Properties of High-Strength Low-Alloy Steel" Coatings 13, no. 8: 1442. https://doi.org/10.3390/coatings13081442
APA StyleWang, Y., Li, A., Hu, C., Guo, X., Li, X., Bi, W., Wei, X., & Dong, H. (2023). Microstructure, Texture, and Anisotropic Properties of High-Strength Low-Alloy Steel. Coatings, 13(8), 1442. https://doi.org/10.3390/coatings13081442