
Experimental Study of Laser Cladding Ni-Based Coating Based on Response Surface Method

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Optimization Methods
2.2. Microstructure and Performance Evaluation
3. Results and Discussion
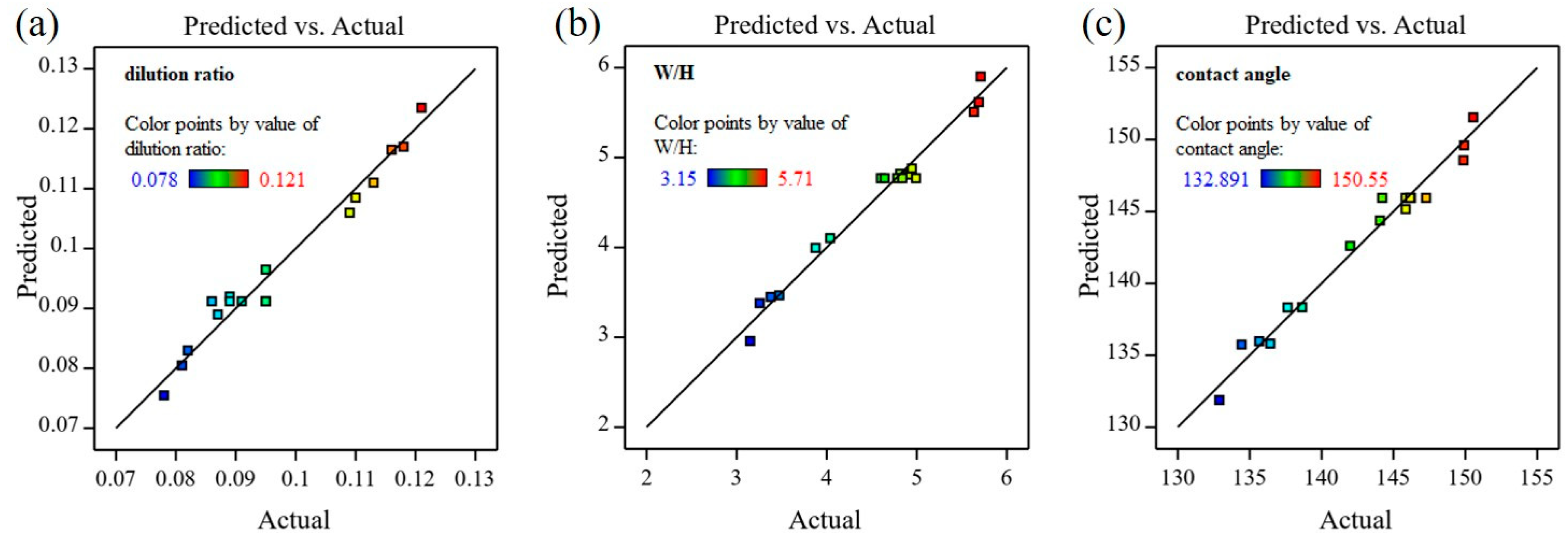
3.1. Optimization of Process Parameters
3.2. Microstructure Characterization
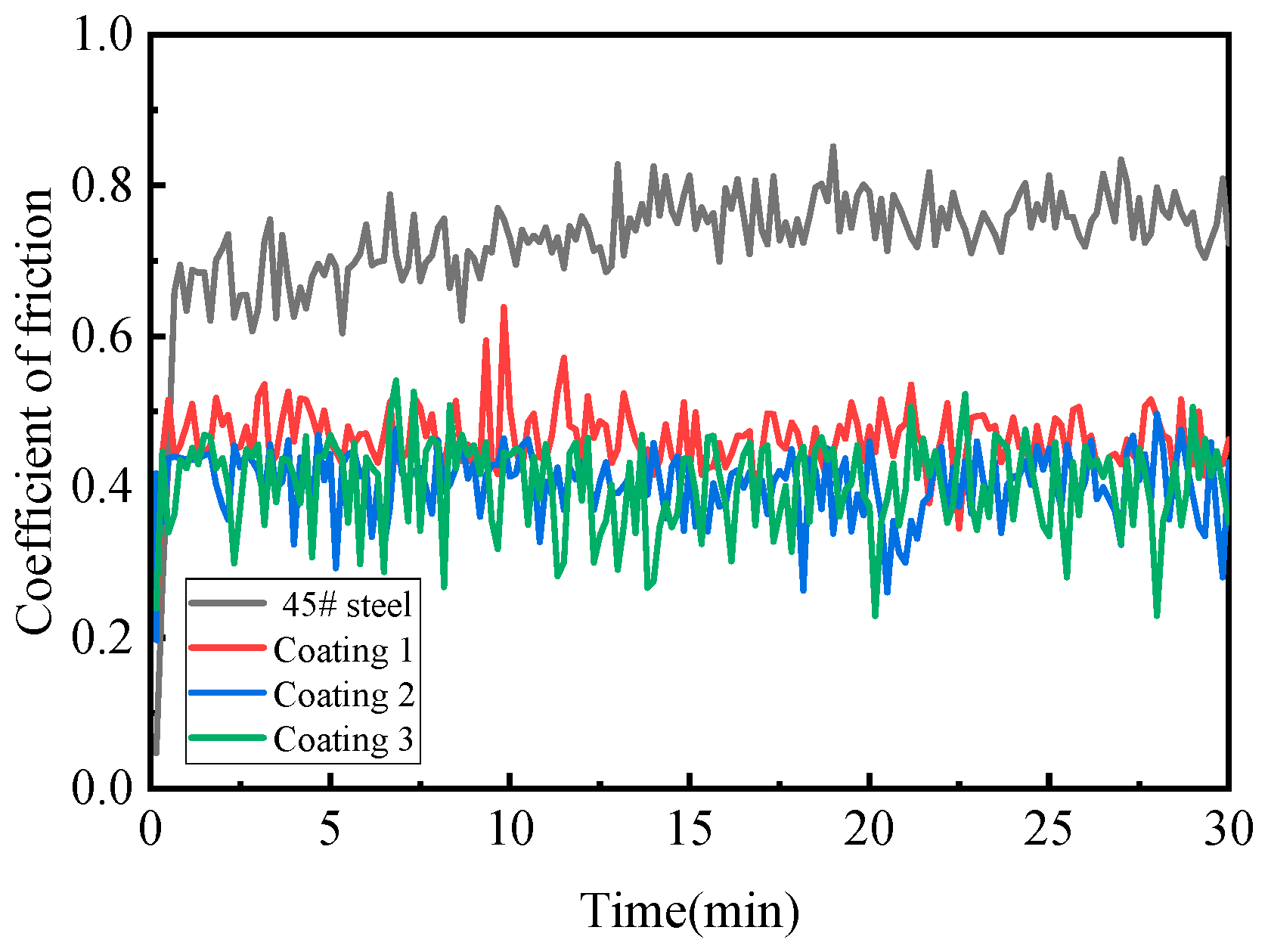
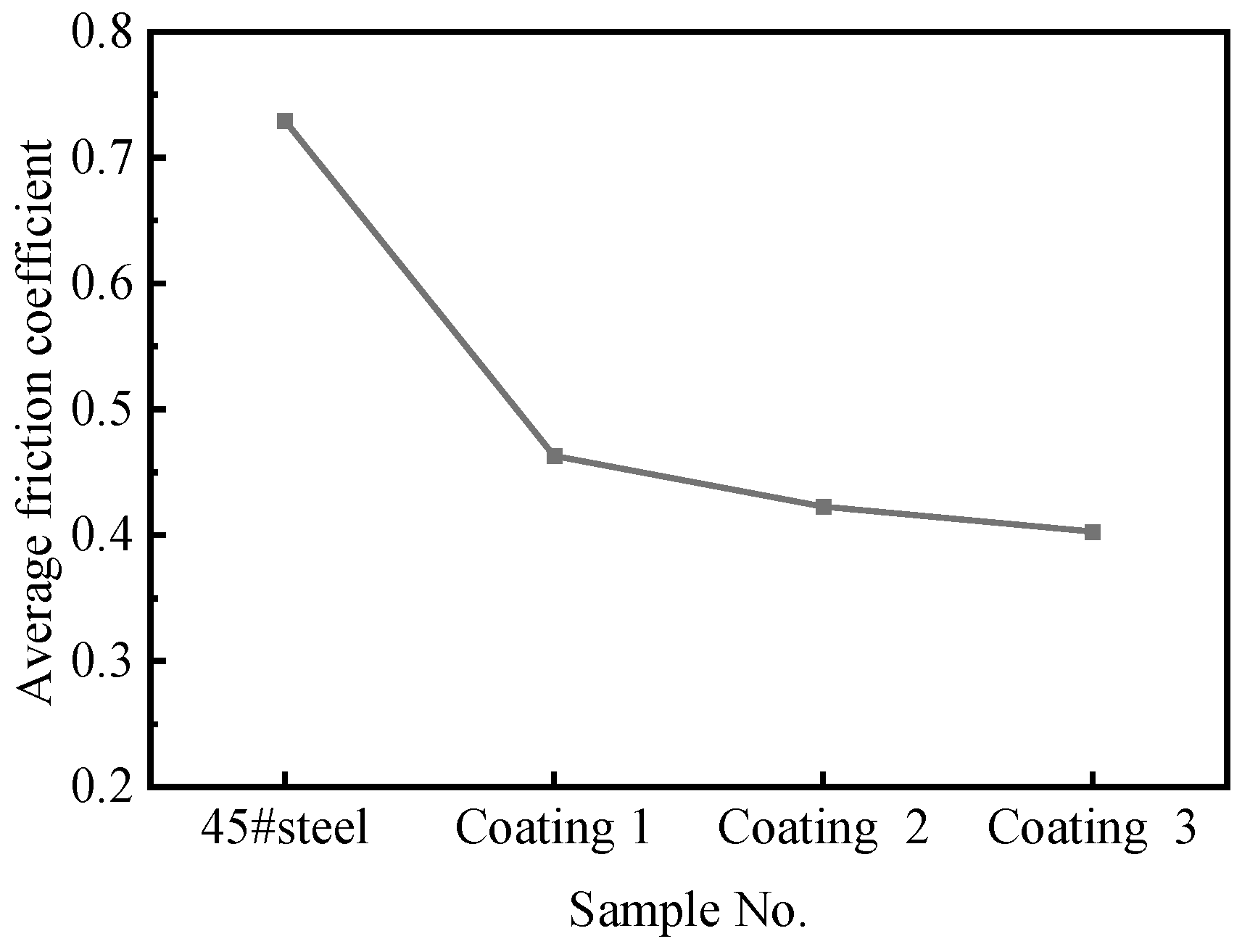
3.3. Friction and Wear Performance Test
3.4. Corrosion Resistance Test
4. Conclusions
- (1)
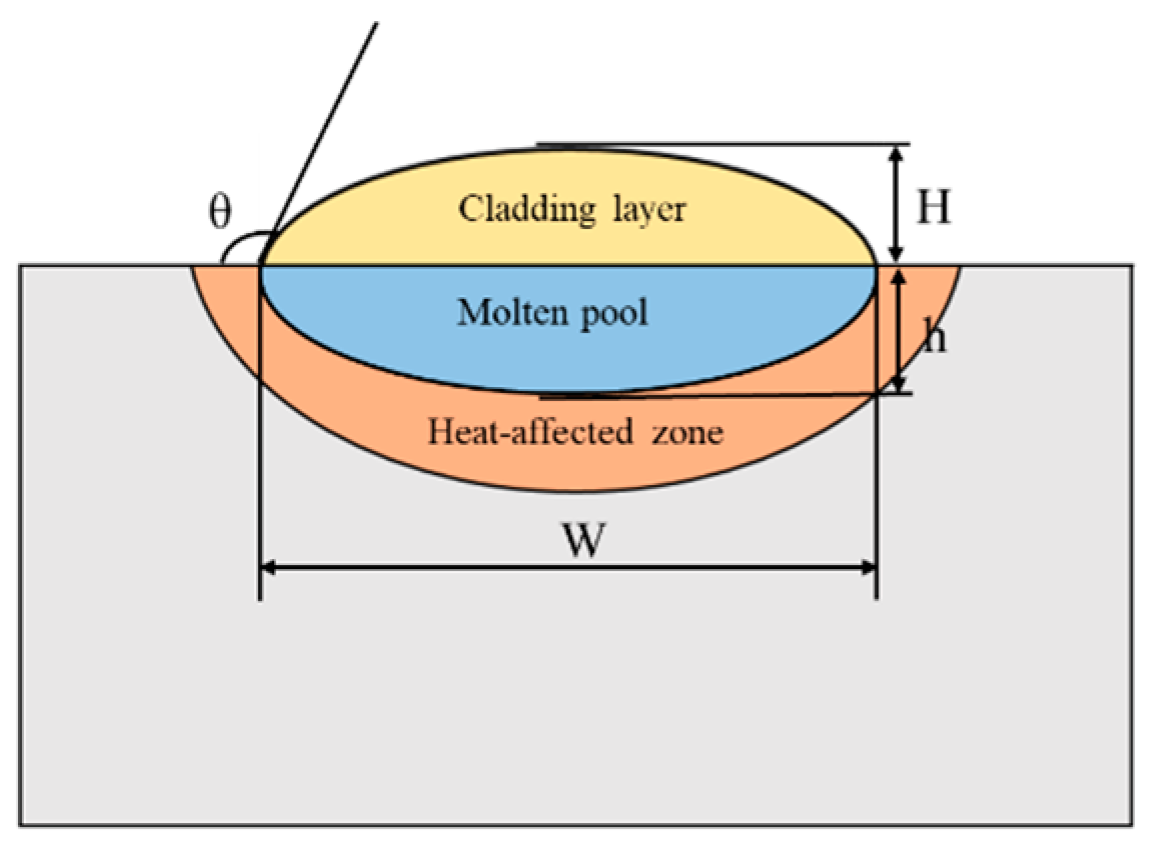
- The interaction term shows that increasing the scanning speed and decreasing the laser power can obtain a smaller dilution rate. Increasing the laser power and scanning speed can obtain a larger aspect ratio and contact angle. The optimized process parameters are as follows: laser power 1477 W, powder feeding speed 17.5 mg/s, scanning speed 5 mm/s.
- (2)
- The cross section of the optimized coating has a good three-dimensional morphology, and the cladding layer and the substrate can form a good metallurgical bond. The Ni-based cladding layer is mainly composed of black chromium-hard phase, Ni-B-Si eutectic and γ (Ni) solid solution.
- (3)
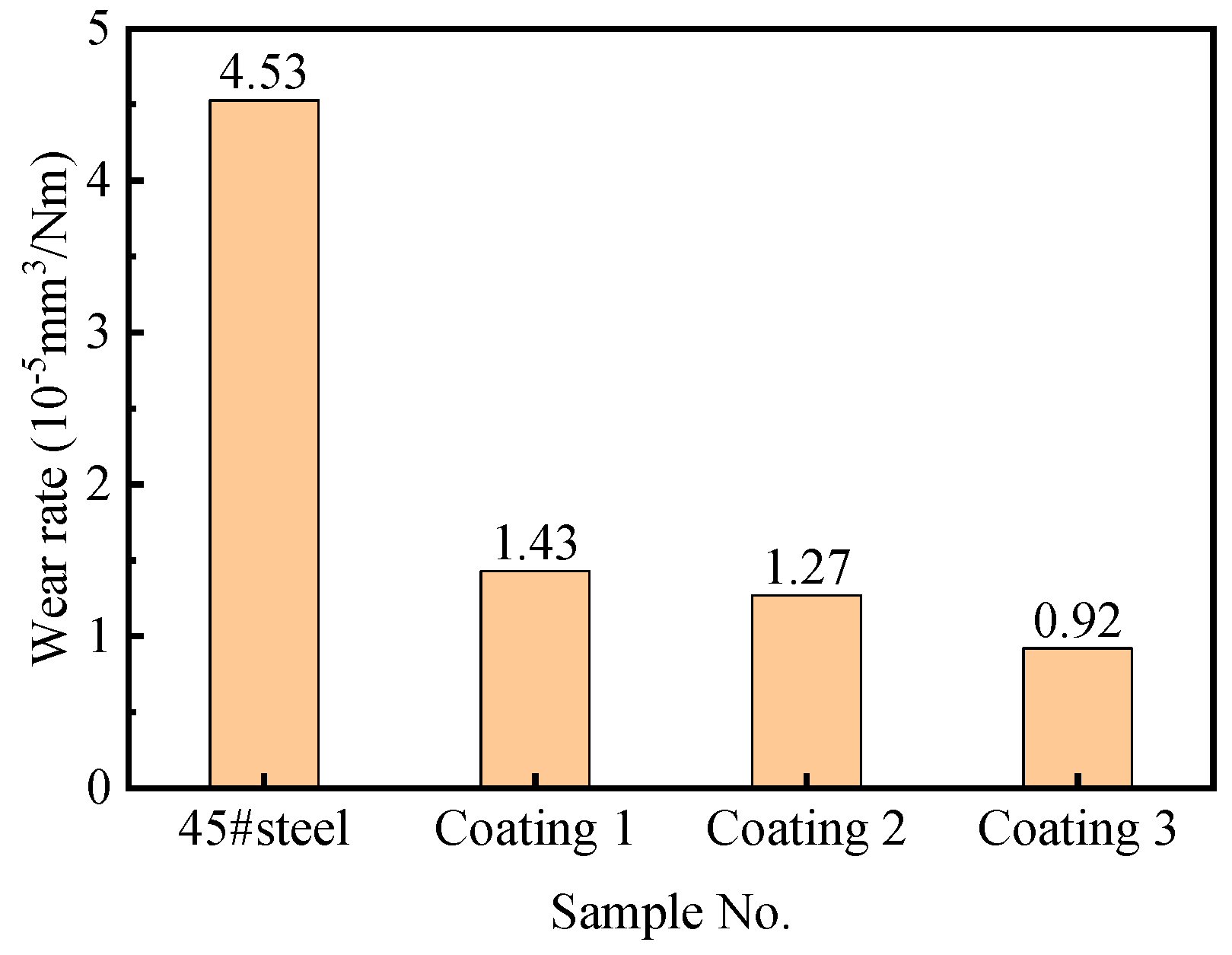
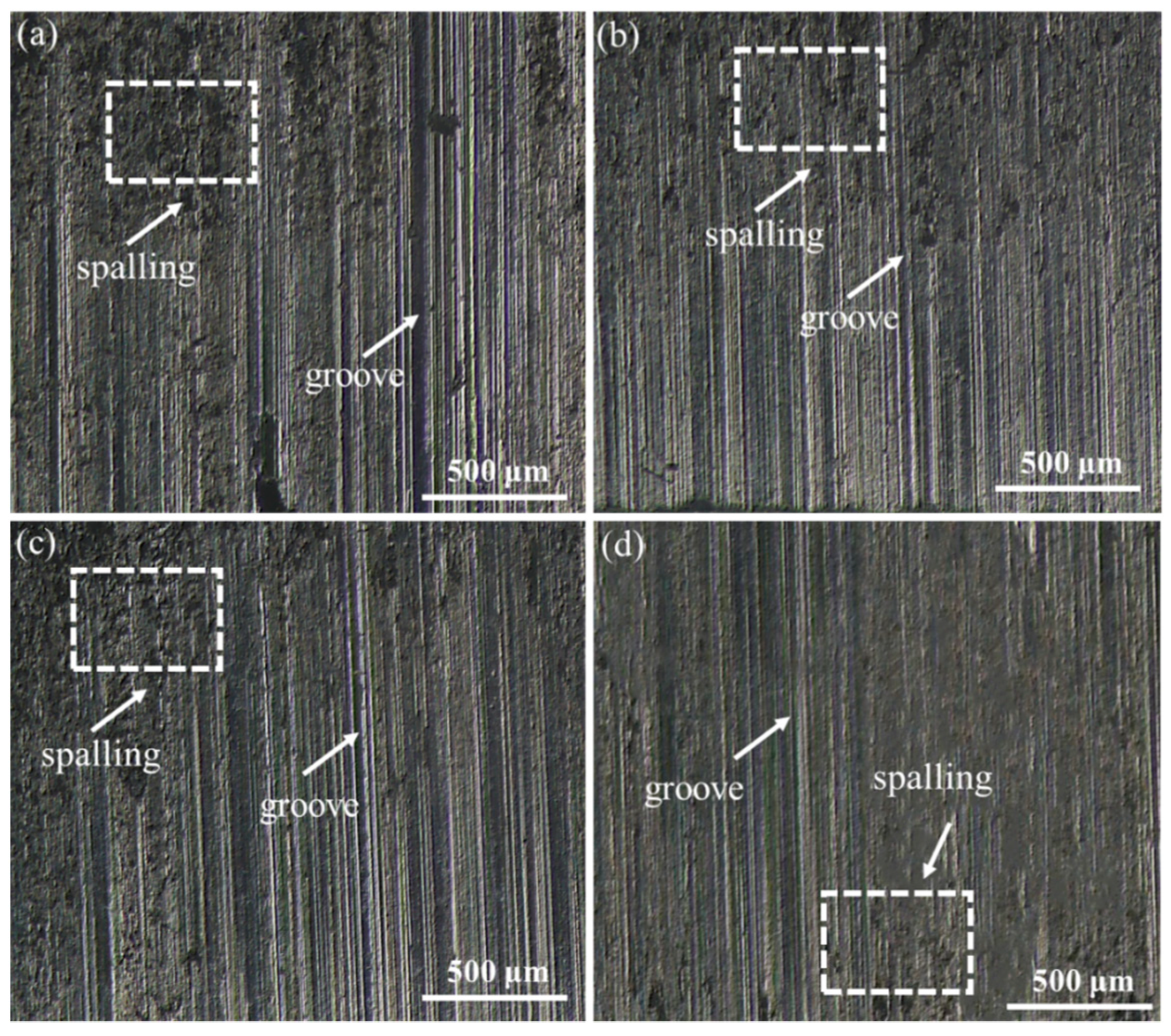
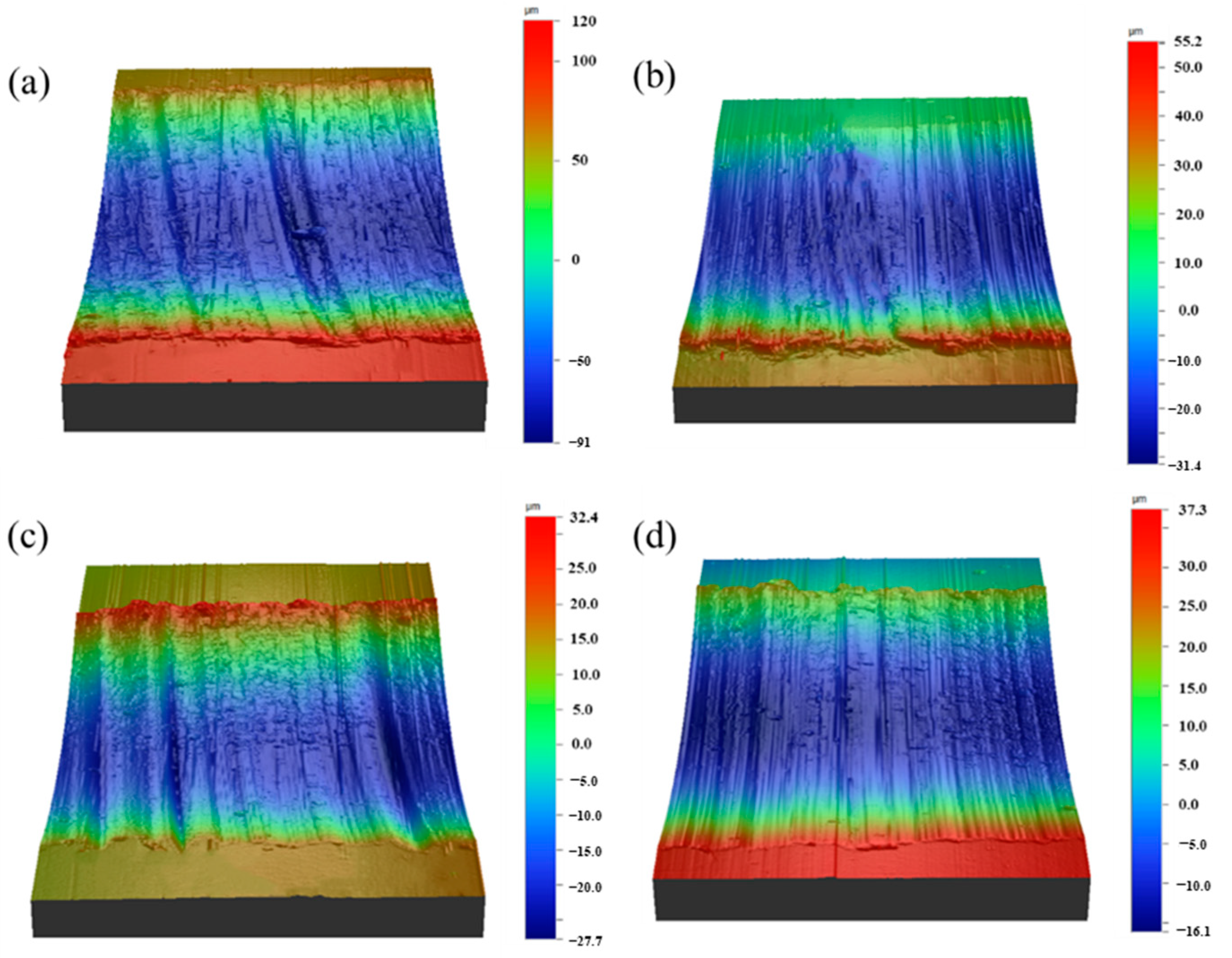
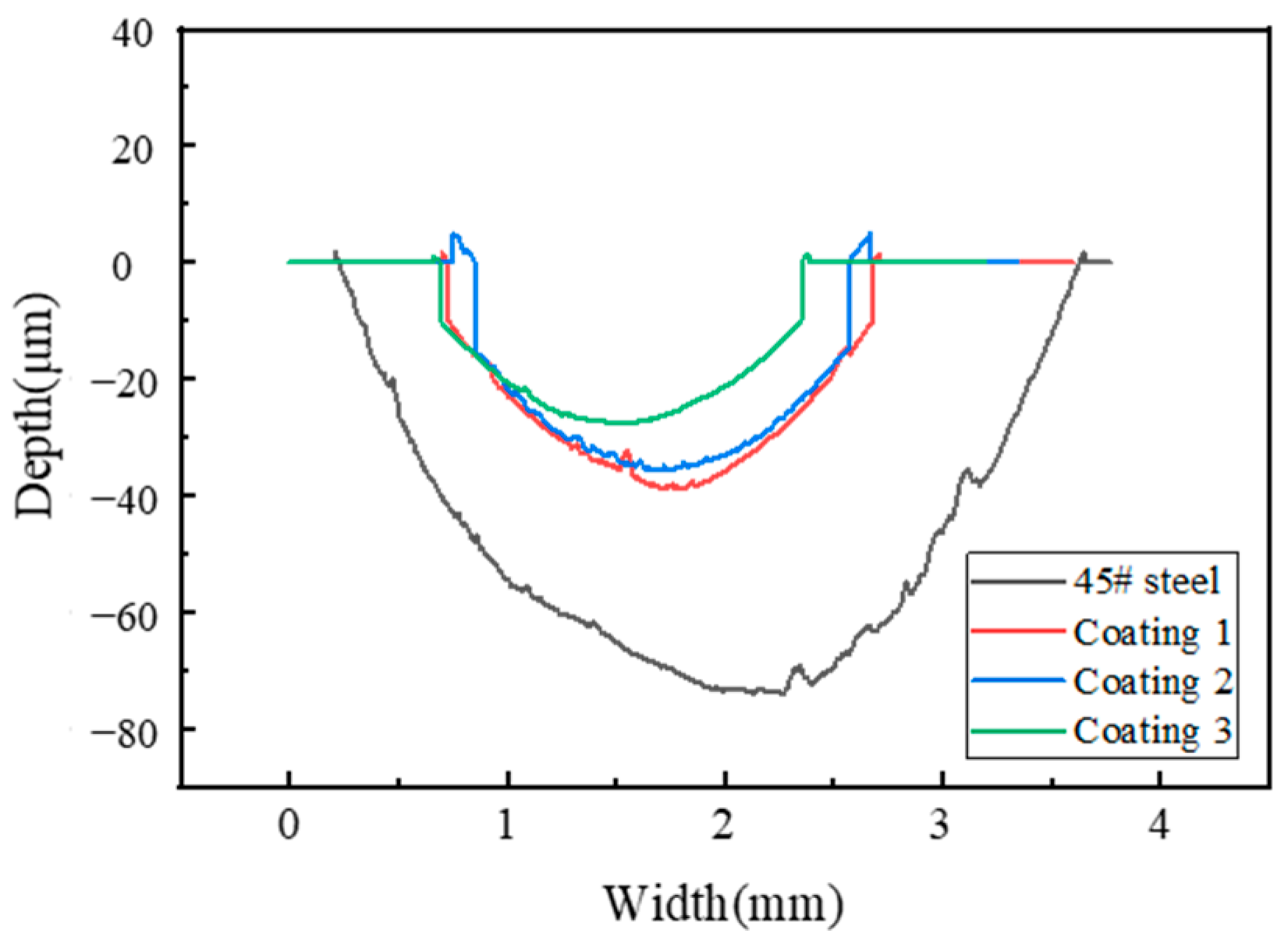
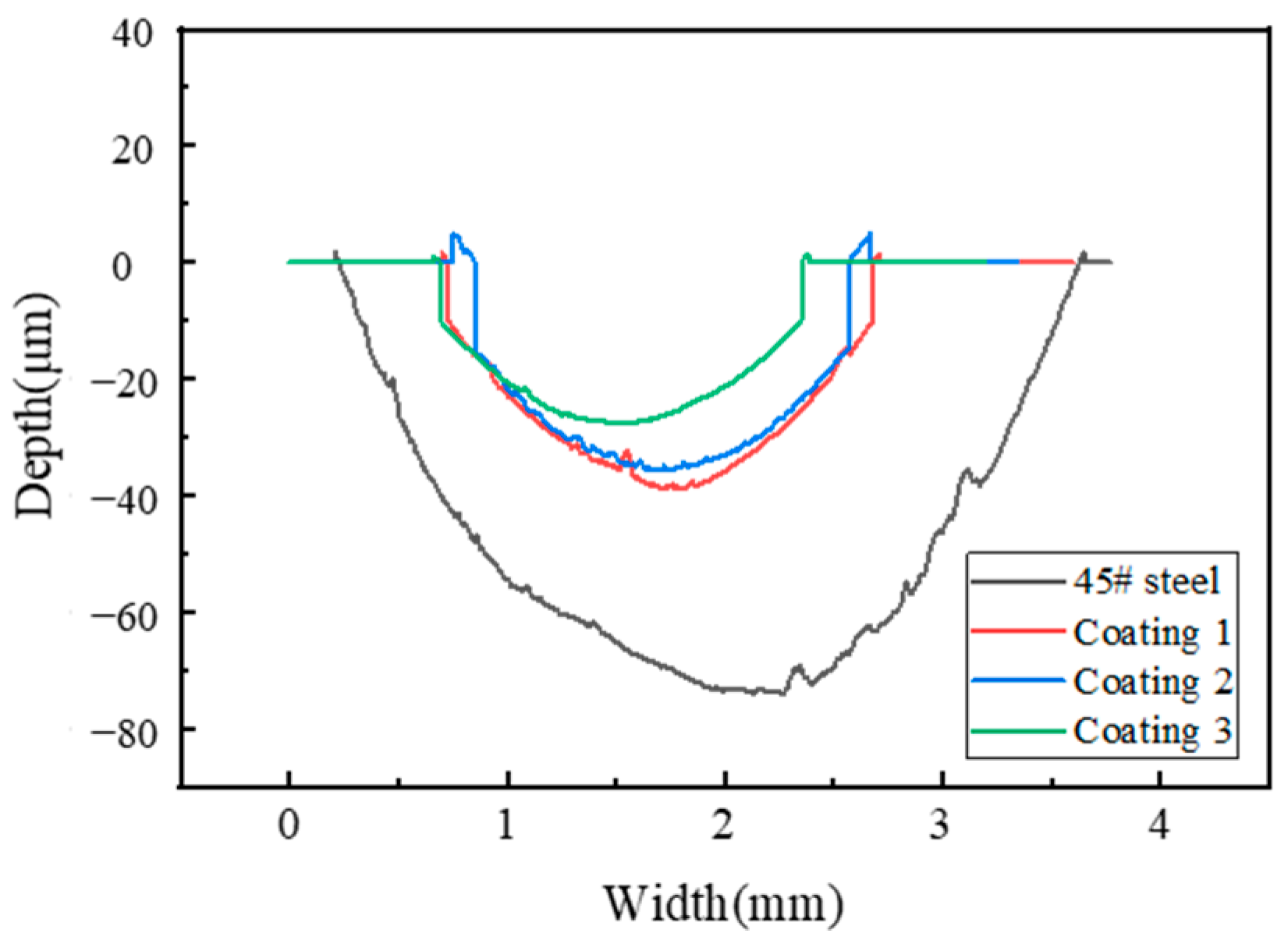
- The friction and wear test results show that the wear resistance of Ni-based coating is much higher than that of 45# steel. The optimized coating has a smaller wear rate (0.92 × 10−5 mm3/Nm), shallower grooves and fewer spalling pits, as well as a smaller wear width and depth. The optimized coating has good wear resistance.
- (4)
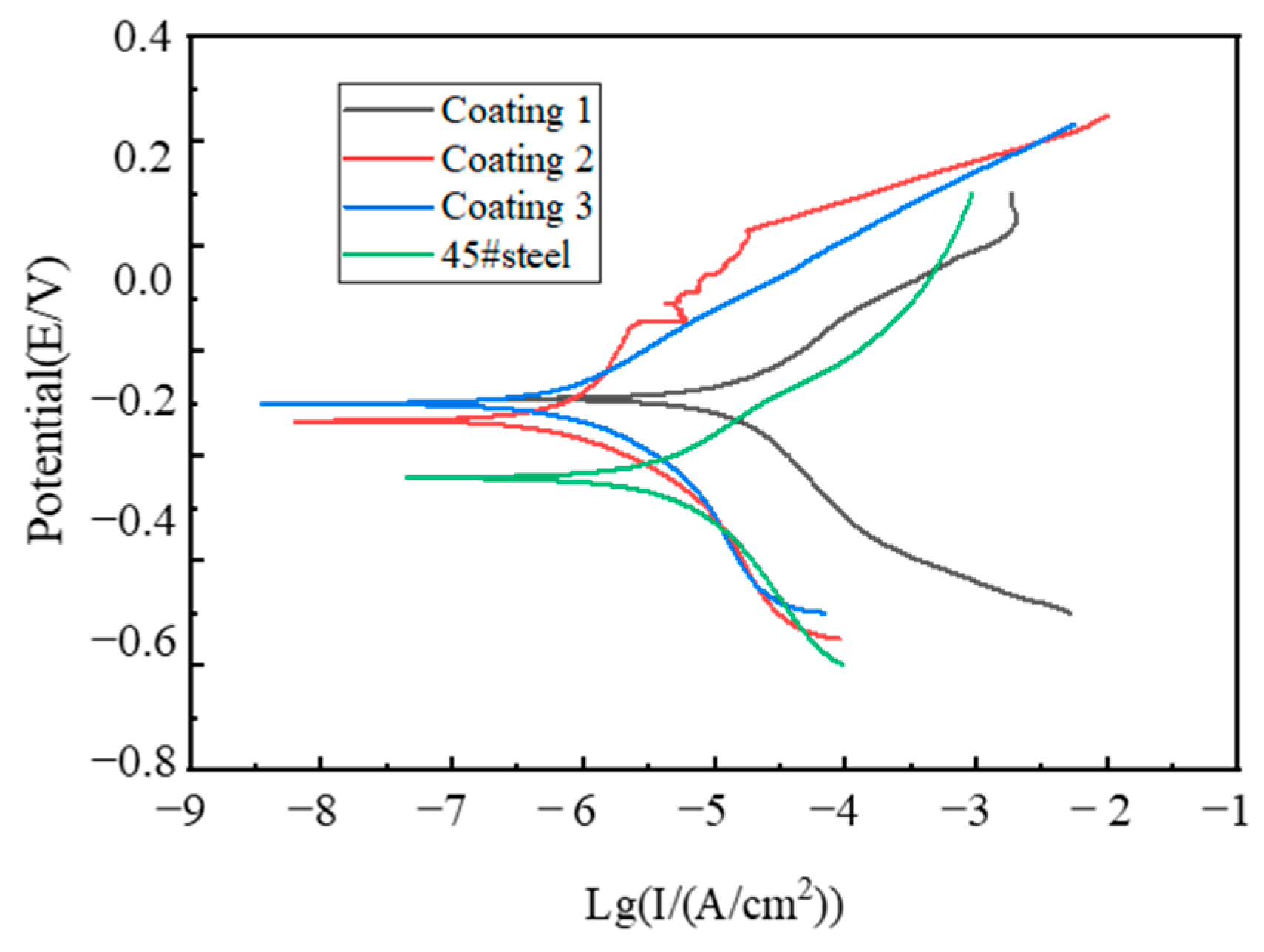
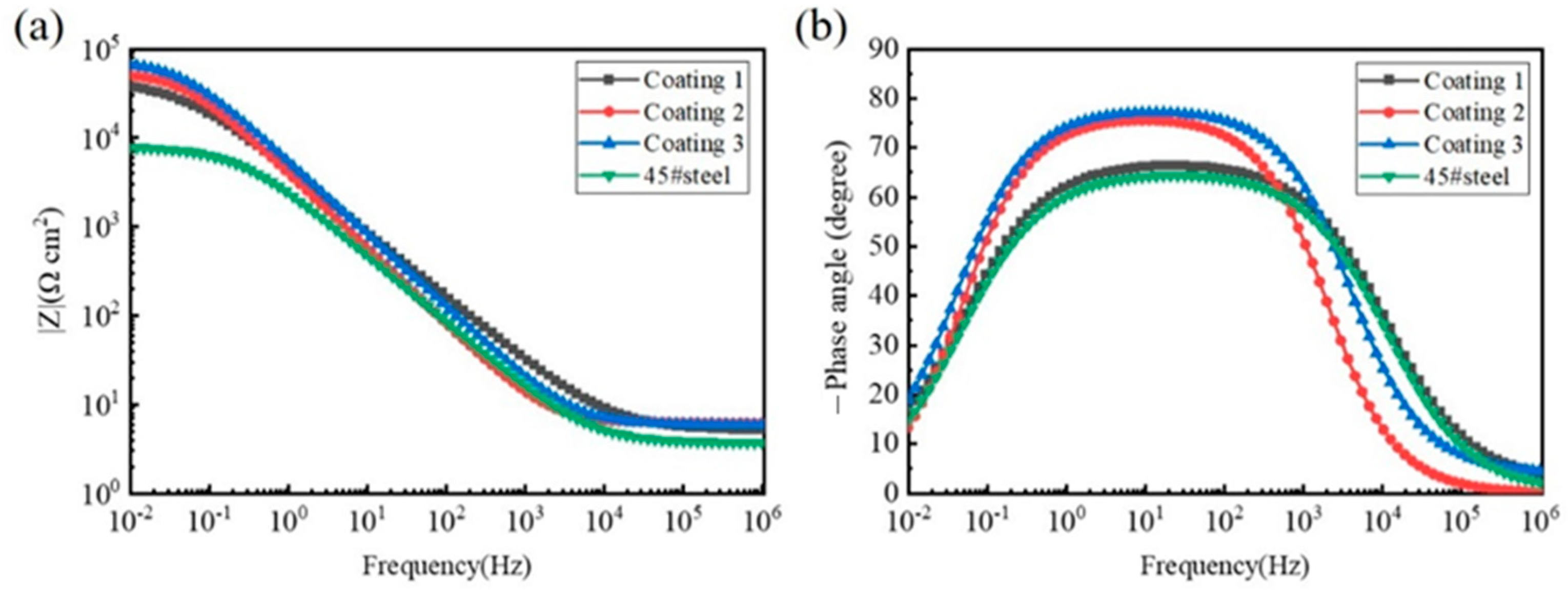
- The electrochemical test results show that the corrosion resistance of the Ni-based coating is greatly improved due to the presence of Fe and Cr elements. And the optimized coating has a corrected self-corrosion potential, a smaller self-corrosion current density, a larger arc radius of capacitive reactance and a larger impedance modulus. The optimized coating has good corrosion resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, G.S.; Wang, Z.Y.; Yao, L.G.; Xie, D.Z.; Chen, G. Concentration mixing and melt pool solidification behavior during the magnetic field assisted laser cladding of Fe-Cr-based alloy on 45 steel surface. Surf. Coat. Technol. 2022, 445, 128732. [Google Scholar] [CrossRef]
- Jiang, Y.X.; Xiao, L.R.; Zhai, P.Y.; Li, F.C.; Li, Y.M.; Zhang, Y.F.; Zhong, Q.; Cai, Z.Y.; Liu, S.N.; Zhao, X.J. Microstructure and properties of Cu-Cr-SiC in-situ composite coatings by laser cladding. Surf. Coat. Technol. 2023, 456, 129264. [Google Scholar] [CrossRef]
- Yuan, Q.; Chai, L.J.; Yang, T.; Wang, H.; Shen, J.; Guo, N.; Yin, X.; Xiao, J. Laser-clad FeCrAl/TiC composite coating on ferrite/martensitic steel: Significant grain refinement and wear resistance enhancement induced by adding TiC. Surf. Coat. Technol. 2023, 456, 129272. [Google Scholar] [CrossRef]
- Wang, H.Z.; Cheng, Y.H.; Yang, J.Y.; Liang, X.B. Microstructure and properties of Fe based amorphous coatings deposited by laser cladding under different preheating temperatures. J. Non-Cryst. Solids 2023, 602, 122081. [Google Scholar] [CrossRef]
- Wang, R.; Huang, Y.Y.; Wei, D.Q.; Luo, J.J.; Ren, X.L.; Li, X.K.; Lu, J.; Sui, X.M. Scanning electron beam surface strengthening of column-faced 45 steel. Mater. Lett. 2022, 324, 132497. [Google Scholar] [CrossRef]
- Huang, G.K.; Qu, L.D.; Lu, Y.Z.; Wang, Y.Z.; Li, H.G.; Qin, Z.X.; Lu, X. Corrosion resistance improvement of 45 steel by Fe-based amorphous coating. Vacuum 2018, 153, 39–42. [Google Scholar] [CrossRef]
- Liu, Q.S.; Liu, X.B.; Wang, G.; Liu, Y.F.; Meng, Y.; Zhang, S.H. Effect of Cu content on microstructure evolution and tribological behaviors of Ni60 composite coatings on 45# steel by laser cladding. Opt. Laser Technol. 2022, 156, 108549. [Google Scholar]
- Zhou, H.M.; Chen, Z.X.; Li, M.F.; Zhu, Y.X.; Xu, C.X.; Zhou, J.H. Effect of magnetic-electric-ultrasonic fields on microstructure and properties of Ni60A laser cladding coating. Mater. Lett. 2022, 14, 100132. [Google Scholar] [CrossRef]
- Cao, J.L.; Yang, X.F.; Wang, S.R.; Zhang, H.; Yang, L.Y.; Qiao, Y.; Li, C.C. Wear and corrosion resistance of laser cladding Ni60-TiC ceramic coating on 45 steel surface. Rare Metal. Mater. Eng. 2020, 49, 611–617. [Google Scholar]
- Chen, W.J.; Yang, X.C.; Li, X.M.; Chai, C.; Liu, W.B. Study on Microstructure and Properties of Nickel-Based Self-Lubricating Coating by Laser Cladding. Coatings 2022, 12, 753. [Google Scholar] [CrossRef]
- Yu, T.; Chen, J.; Wen, Y.M.; Deng, Q.L. High temperature phase stability and wear behavior of laser clad Ta reinforced NiCrBSi coating. Appl. Surf. Sci. 2021, 547, 149171. [Google Scholar] [CrossRef]
- Hulka, I.; Utu, D.; Serban, V.A.; Negrea, P.; Lukáč, F.; Chráska, T. Effect of Ti addition on microstructure and corrosion properties of laser cladded WC-Co/NiCrBSi(Ti) coatings. Appl. Surf. Sci. 2020, 504, 144349. [Google Scholar] [CrossRef]
- Deng, D.W.; Li, T.S.; Huang, Z.Y.; Jiang, H.; Yang, S.H.; Zhang, Y. Multi-response optimization of laser cladding for TiC particle reinforced Fe matrix composite based on Taguchi method and grey relational analysis. Opt. Laser Technol. 2022, 153, 108259. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, T.H.; Li, G.H.; Li, Z.Y.; Du, F.M.; Chen, G.B. A multi-objective optimization of laser cladding process of Ni-based coating on the preheated copper alloy. Mater. Today Commun. 2023, 35, 105614. [Google Scholar] [CrossRef]
- Gao, Q.; Liu, H.; Chen, P.J.; Liu, X.H.; Yang, H.F.; Hao, J.B. Multi-objective optimization for laser cladding refractory MoNbTiZr high-entropy alloy coating on Ti6Al4V. Opt. Laser Technol. 2023, 161, 109220. [Google Scholar] [CrossRef]
- Guo, C.G.; He, S.Z.; Yue, H.T.; Li, Q.; Hao, G.B. Prediction modelling and process optimization for forming multi-layer cladding structures with laser directed energy deposition. Opt. Laser Technol. 2021, 134, 106607. [Google Scholar] [CrossRef]
- Yong, Z.; Chang, L.L.; Jiang, S.C.; Xie, D.Q.; Xing, F.; Shen, H.; Shen, L.D.; Tian, Z.Q. Parameter optimization of T800 coating fabricated by EHLA based on response surface methodology. Opt. Laser Technol. 2023, 158, 108837. [Google Scholar] [CrossRef]
- Wang, Q.; Zhai, L.L.; Zhang, L.; Zhang, J.W.; Ban, C.Y. Effect of steady magnetic field on microstructure and properties of laser cladding Ni-based alloy coating. J. Mater. Res. Technol. 2022, 17, 2145–2157. [Google Scholar] [CrossRef]
- Wang, Z.D.; Zhou, H.M.; Chen, Z.X.; Zhu, Y.X.; He, F.J.; Xiang, N.X.; Wang, Y.H. Study on the effect of electromagnetic field on the segregation and structural property of Ni60 cladding layer. Optik 2023, 272, 170279. [Google Scholar] [CrossRef]
- Cai, Y.C.; Luo, Z.; Feng, M.N.; Liu, Z.M.; Huang, Z.Y.; Zeng, Y.D. The effect of TiC/Al2O3 composite ceramic reinforcement on tribological behavior of laser cladding Ni60 alloys coatings. Surf. Coat. Technol. 2016, 291, 222–229. [Google Scholar] [CrossRef]
- Li, T.K.; Long, H.Y.; Qiu, C.M.; Wang, M.M.; Li, D.D.; Dong, Z.; Gui, Y.L. Multi-Objective Optimization of Process Parameters of 45 Steel Laser Cladding Ni60PTA Alloy Powder. Coatings 2022, 12, 939. [Google Scholar] [CrossRef]
- Han, B.Y.; Gao, X.H.; Chen, S.Y.; Cong, M.Q.; Li, R.X.; Liu, X.; Hang, W.X.; Cui, F.F. Microstructure and tribological behavior of plasma spray Ni60 alloy coating deposited on ZL109 aluminum alloy substrate. Tribol. Int. 2022, 175, 107859. [Google Scholar] [CrossRef]
- Karuppasamy, S.S.; Jeyaprakash, N.; Yang, C.H. Microstructure, nanoindentation and corrosion behavior of colmonoy-5 deposition on SS410 substrate using laser cladding process. Arab. J. Sci. Eng. 2022, 47, 8751–8767. [Google Scholar] [CrossRef]
- Dai, P.Q.; Xiang, Z.N.; Chen, W.Z. Improved corrosion resistance of brush plated nanocrystalline Ni-Fe alloy coatings in 3·5 wt-% NaCl solution. Surf. Eng. 2011, 27, 61–64. [Google Scholar] [CrossRef]
- Zhai, L.L.; Ban, C.Y.; Zhang, J.W. Microstructure, microhardness and corrosion resistance of NiCrBSi coatings under electromagnetic field auxiliary laser cladding. Surf. Coat. Technol. 2019, 358, 531–538. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Ni | Fe |
|---|---|---|---|---|---|---|---|---|
| 45# steel | 0.42 | 0.2 | 0.7 | 0.025 | 0.024 | 0.23 | 0.14 | Bal. |
| Element | C | Si | Cr | Fe | B | Mo | Ni |
|---|---|---|---|---|---|---|---|
| NiCrBSi powder | 1.21 | 5.83 | 20.17 | 4.13 | 2.79 | 0.21 | Bal. |
| Level of Factor | −1 | 0 | +1 |
|---|---|---|---|
| Laser power (W) | 1400 | 1500 | 1600 |
| Feeding rate (mg/s) | 16 | 18 | 20 |
| Scanning speed (mm/s) | 3 | 4 | 5 |
| Std | Laser Power (W) | Powder Feeding Rate (mg/s) | Scanning Speed (mm/s) | Dilution Rate | Aspect Ratio | Contact Angle (°) |
|---|---|---|---|---|---|---|
| 1 | 1400 | 16 | 4 | 0.081 | 4.04 | 138.65 |
| 2 | 1600 | 16 | 4 | 0.118 | 4.93 | 145.85 |
| 3 | 1400 | 20 | 4 | 0.082 | 3.88 | 137.64 |
| 4 | 1600 | 20 | 4 | 0.116 | 4.95 | 144.07 |
| 5 | 1400 | 18 | 3 | 0.087 | 3.15 | 132.89 |
| 6 | 1600 | 18 | 3 | 0.121 | 3.47 | 136.43 |
| 7 | 1400 | 18 | 5 | 0.078 | 4.82 | 141.99 |
| 8 | 1600 | 18 | 5 | 0.113 | 5.71 | 150.55 |
| 9 | 1500 | 16 | 3 | 0.110 | 3.26 | 134.44 |
| 10 | 1500 | 20 | 3 | 0.109 | 3.38 | 135.67 |
| 11 | 1500 | 16 | 5 | 0.089 | 5.69 | 149.91 |
| 12 | 1500 | 20 | 5 | 0.095 | 5.63 | 149.87 |
| 13 | 1500 | 18 | 4 | 0.095 | 4.78 | 146.22 |
| 14 | 1500 | 18 | 4 | 0.086 | 4.60 | 144.22 |
| 15 | 1500 | 18 | 4 | 0.089 | 4.83 | 145.85 |
| 16 | 1500 | 18 | 4 | 0.091 | 4.99 | 147.27 |
| 17 | 1500 | 18 | 4 | 0.095 | 4.64 | 146.19 |
| Model Variable | R2 | Adjusted R2 | Predicted R2 | Signal-to-Noise Ratio |
|---|---|---|---|---|
| Dilution rate | 0.9666 | 0.9237 | 0.7415 | 16.06 |
| Aspect ratio | 0.9780 | 0.9498 | 0.7728 | 20.29 |
| Contact angle | 0.9767 | 0.9467 | 0.7597 | 19.29 |
| Variables or Responses | Goal | Lower Limit | Upper Limit | Importance |
|---|---|---|---|---|
| Laser power | In range | 1400 | 1600 | 3 |
| Powder feeding rate | In range | 16 | 20 | 3 |
| Scanning speed | In range | 3 | 5 | 3 |
| Dilution ratio | Minimize | 0.078 | 0.121 | 5 |
| Aspect ratio | Maximize | 3.15 | 5.71 | 3 |
| Contact angle | Maximize | 132.89 | 150.55 | 4 |
| Sample No. | Laser Power (W) | Scanning Speed (mm/s) | Powder Feeding Rate (mg/s) |
|---|---|---|---|
| Coating 1 | 1400 | 4 | 16 |
| Coating 2 | 1600 | 5 | 18 |
| Coating 3 | 1477 | 5 | 17.5 |
| Samples | Ecorr/V | Icorr/(A/cm2) |
|---|---|---|
| Coting 1 | −0.301 | 1.794 × 10−5 |
| Coting 2 | −0.334 | 1.19 × 10−6 |
| Coting 3 | −0.292 | 7.623 × 10−7 |
| 45# steel | −0.441 | 4.125 × 10−6 |
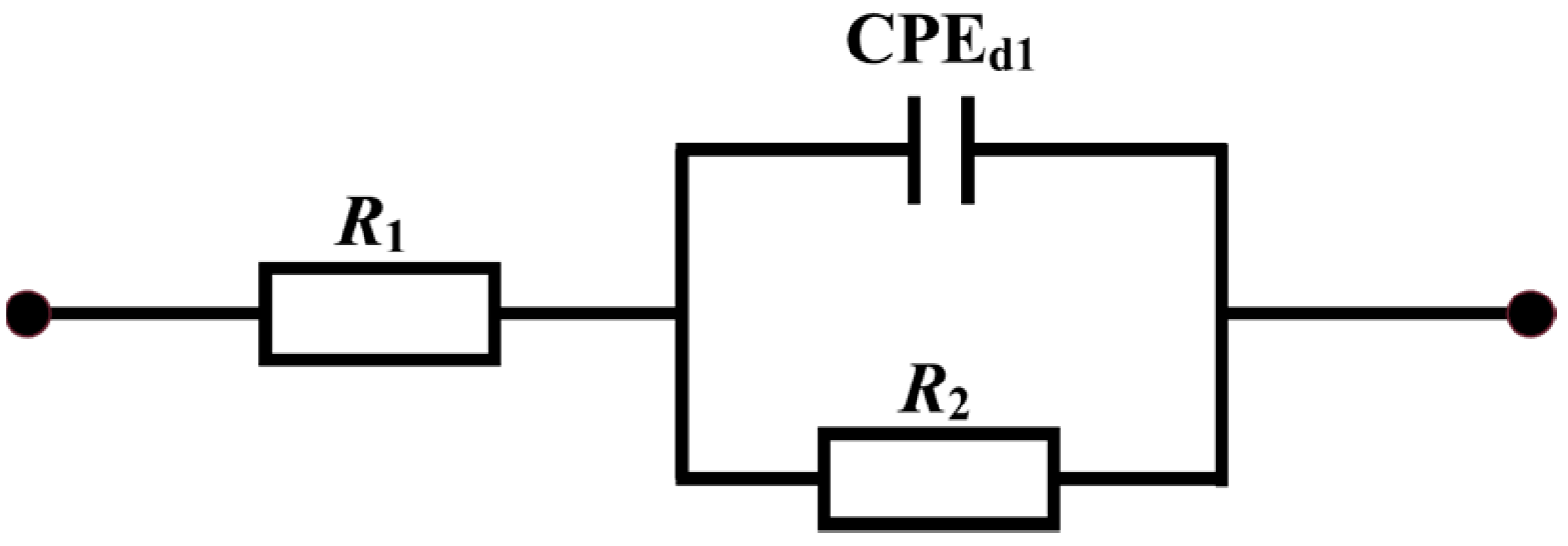
| Samples | R1/(Ω·cm2) | R2/(kΩ·cm2) | CPEd1/(μF·cm2) | nd1 |
|---|---|---|---|---|
| Coting 1 | 5.92 | 78.39 | 3.94 × 10−4 | 0.83 |
| Coting 2 | 6.17 | 56.21 | 5.09 × 10−4 | 0.85 |
| Coting 3 | 5.13 | 44.05 | 5.66 × 10−4 | 0.73 |
| 45# steel | 5.50 | 8.175 | 9.03 × 10−4 | 0.76 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Long, H.; Li, T.; Shi, H.; Gui, Y.; Qiu, C. Experimental Study of Laser Cladding Ni-Based Coating Based on Response Surface Method. Coatings 2023, 13, 1216. https://doi.org/10.3390/coatings13071216
Long H, Li T, Shi H, Gui Y, Qiu C. Experimental Study of Laser Cladding Ni-Based Coating Based on Response Surface Method. Coatings. 2023; 13(7):1216. https://doi.org/10.3390/coatings13071216
Chicago/Turabian StyleLong, Haiyang, Tiankai Li, Haijiang Shi, Yongliang Gui, and Changming Qiu. 2023. "Experimental Study of Laser Cladding Ni-Based Coating Based on Response Surface Method" Coatings 13, no. 7: 1216. https://doi.org/10.3390/coatings13071216
APA StyleLong, H., Li, T., Shi, H., Gui, Y., & Qiu, C. (2023). Experimental Study of Laser Cladding Ni-Based Coating Based on Response Surface Method. Coatings, 13(7), 1216. https://doi.org/10.3390/coatings13071216