Abstract
As a β phase transformation promoting element of titanium alloy, the Nb element can induce different phase transformations of the alloy, improving the comprehensive properties of the alloy. However, the research on the effect of Nb content on the properties of TiNb alloy coating during laser cladding is not comprehensive. Herein, TixNb (x = 32.5~62.5 wt.%) alloy coatings were prepared by laser cladding technology, and their mechanical properties, corrosion resistance, and biocompatibility were analyzed. The results show that the Nb element promotes the precipitation of different phase components in the phase transformation-induced coating of titanium alloy. The grain refinement during the laser cladding process effectively improves the microhardness of the TiNb alloy coating. At the same time, the wear resistance of the α″ + β dual-phase Ti32.5Nb alloy is enhanced. In addition, with the increase in Nb content, the coating exhibits better corrosion resistance. In vitro cell experiments showed that the TiNb alloy coating had excellent biocompatibility compared to the TC4 substrate. Therefore, the laser-clad TiNb alloy coating has high comprehensive performance and has reference value in the field of biological implantation.
1. Introduction
Titanium and its alloys are widely used in biomedical implants due to their good bone integration, high biocompatibility, excellent corrosion resistance, mechanical stability, and excellent physical and chemical stability [1]. There are three stable forms of titanium alloy at room temperature: α titanium alloy, β titanium alloy, and α + β titanium alloy. The α titanium alloy is composed of a single α phase structure, which has high stability, wear resistance, oxidation resistance, and cutting performance. Its strength is low at room temperature, but it is easy to induce alloy phase transformation after heat treatment [2,3]. Similarly, β titanium alloy is only composed of a single-phase structure, and the strength of the β titanium alloy reaches more than 1372 MPa at room temperature without special treatment. The strength of the β titanium alloy can be improved over its original basis by properly quenching and aging [4]. However, the single-phase structure β titanium alloy has poor cutting performance, and at high temperatures, it is easy to induce its phase transition. Therefore, the β titanium alloy is not suitable for long-term service [5]. (α + β) titanium alloy is composed of α and β phases, which have excellent comprehensive properties. At the same time, the structure still has good stability at high temperatures [6]. The two intermediate states of phase transformation are near α and near β titanium alloys, which are caused by the non-equilibrium phase transformation of titanium alloys [7]. At low temperatures, the near α and β phases are very similar. Heating leads to the formation of some β phases (5–10%) [8]. Metastable β titanium alloy is used in medical and other engineering fields due to its strong adaptability [9,10]. At the same time, the β-titanium structure has a wide range of applications in biomedical fields because of its shape-memory ability and superelasticity [11].
Different stabilizers can be used to change the phase composition of titanium alloys, which can be divided into [12]: (1) α stabilizer (O, Al, N, C, and Mg) increases the temperature of α phase stability; (2) β-stabilizer (V, Nb, Mo, and Ta) reduces the temperature of β-phase stabilization; and (3) neutral elements (Zr and Sn) have no obvious effect on the phase transformation of the alloy. The α + β dual-phase alloy has excellent comprehensive properties. At the same time, the alloy can be strengthened by hot pressing, quenching, and aging [13]. The dual-phase α + β alloy Ti6Al4V is widely used in orthopedic biomaterials because of its excellent mechanical properties, good corrosion resistance, high fatigue strength, and excellent biocompatibility [14]. However, the mismatch between Ti6Al4V and bone elastic modulus will produce a stress-shielding effect, which will lead to implant loosening and failure [15]. The V+ [16] and Al3+ [17] contained in Ti6Al4V easily cause malignant tissue reactions and eventually lead to surgical failure [18,19,20]. Therefore, Choubey, A. et al. [20] and Iijima, D. [21] proposed the use of Ti5Al2.5Fe and Ti6Al7Nb to replace Ti6Al4V in biomedical devices. Since aluminum may cause Alzheimer’s disease [22], titanium alloys with β-stabilizing elements (such as Ta, Zr, Nb, Mo, etc.) have emerged [23,24]. In addition, β-Ti alloys have a lower modulus [25]. TiNb alloy has become a research hotspot for titanium alloy biomedical materials due to its excellent comprehensive properties. Liu J. et al. prepared the Nb-25Ti-xTa alloy by powder metallurgy. The increase in Ta content improved the tensile strength, elastic modulus, and hardness of the sintered alloy. Due to the absence of cytotoxic elements, the alloy exhibits good biocompatibility and is suitable for apatite formation and cell adhesion [26]. Studies have shown that Ti and Nb elements are bioinert in vivo when used as biomedical implant materials, with high non-responsiveness and good biocompatibility. In in vitro cell experiments, cells on the surface of TiNb alloy can effectively adhere, proliferate, and differentiate [27], and the Nb element is beneficial for osteogenesis in animal implantation experiments [23]. At the same time, the Nb element is a β-type titanium alloy stabilizing element, which can improve the mechanical strength of the alloy and reduce its Young’s modulus [13,28]. Different Nb content has different effects on the microstructure and properties of TiNb alloys [9]. The β-Ti45Nb alloy not only has a similar Young’s modulus and higher strength to bone tissue but also exhibits excellent corrosion resistance in various corrosive solutions [28]. At the same time, TiNb alloy has comparable bone tissue compatibility and excellent cell viability compared with CP-Ti alloy [13]. The mechanical properties of TiNb alloy largely depend on its phase composition, and the phase composition of Ti-Nb alloy is dependent on the Nb content [28]. At present, a large number of low-toxicity β-type TiNb alloys such as Ti-6Al-Nb, Ti-Al-2Fe, Ti-Nb-Mo-Zr, Ti-Nb-Zr, and Ti-Nb-Ta-Zr (TNTZ) are being studied [25,29,30]. Among them, Nb, Mo, and Ta have received the most attention in the manufacture of β-titanium alloys, which combine better mechanical quality with good biocompatibility [29,31]. The TiNb series alloy prepared by common melting, casting, rolling, and forging methods has excellent comprehensive properties. However, the performance of TiNb alloy prepared by the above methods needs to be further improved, and the above-mentioned steps of the smelting alloy process are complex and costly.
Laser cladding technology has been widely used to improve the surface mechanical properties of alloys [32]. Laser cladding can obtain a coating with good metallurgical bonding with the substrate. At the same time, the choice of laser cladding powder is wide, which can accurately control the realization of selective cladding and reduce the waste of materials. The rapid heating and cooling process of the laser cladding process refines the coating grains [33,34] and forms a dense structure, which can effectively improve the mechanical properties of the coating such as strength, hardness, and wear resistance. Therefore, as a surface modification technology, laser cladding has been widely used in improving the surface wear resistance, corrosion resistance, and biocompatibility of biomedical materials and reducing the content of biotoxic ions. However, there are few reports on the microstructure, mechanical properties, corrosion resistance, and biocompatibility of TiNb alloy coatings prepared by laser cladding.
Based on the above analysis, this study aims to prepare TixNb (x = 32.5 wt.%, 42.5 wt.%, 52.5 wt.%, and 62.5 wt.%) alloy coatings on the Ti6Al4V surface by laser cladding technology. The effects of different Nb contents on the phase transformation mechanical properties, corrosion resistance, and biocompatibility of TiNb alloy coatings were analyzed. The test and analysis flowchart is shown in Figure 1.
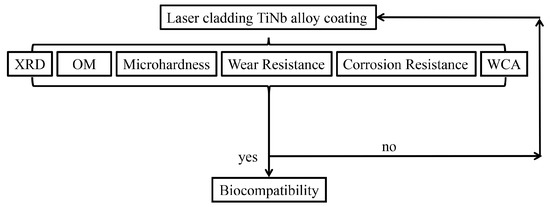
Figure 1.
Test and analysis flowchart.
2. Materials and Methods
2.1. Experimental Materials and Design
Ti6Al4V (TC4) was cut into 50 mm × 30 mm × 8 mm blocks (Dongguan Shengshi Metal Materials Co., Ltd., Dongguan, China). The chemical composition of TC4 is shown in Table 1. The surface is mechanically polished to remove the surface oxide layer and increase the bonding force of the cladding coating. Commercially pure Ti and Nb powders (purity > 99%, particle size 50–100 µm, Beijing Ryubon new materials Technology Co., Ltd., Beijing, China) were used. The powder properties are shown in Table 2. The powder was weighed by a zero-adjusted precision electronic balance with a weighing accuracy of 0.001 mg, then milled for 2 h at room temperature using a QM-3SP2 ball mill to mix the powder evenly at a speed of 300 r/min.

Table 1.
The chemical composition of TC4.
Table 2.
Powder characteristics for laser cladding.
Four groups of TiNb mixed powders with Nb contents of 32.5 wt.%, 42.5 wt.%, 52.5 wt.%, and 62.5 wt.% were preset on the substrate surface, and the thickness of the preset powder is 1.2 mm. TiNb alloy coatings were prepared by a fiber laser system (Wuhan Ruike Laser Co., Ltd., RC-LMS-6000-R, Wuhan, China), model RC-LMS-600-R and KR60HA robot (KUKA Company, Augsburg, Germany). To prevent oxidation, the laser cladding process was carried out in a high-purity Ar atmosphere. The air in the sealing bag was squeezed out with the high-density argon flowing at the bottom, and the flow rate was about 5 L/min. The optimum process parameters are as follows: laser power P = 3000 W, scanning speed V = 3 mm/s, spot diameter 2.5 mm, and defocus amount 300 mm. A schematic diagram of the fiber laser system and powder sample preparation is shown in Figure 2. The macroscopic morphology of the laser cladding coating surface is shown in Figure 3.
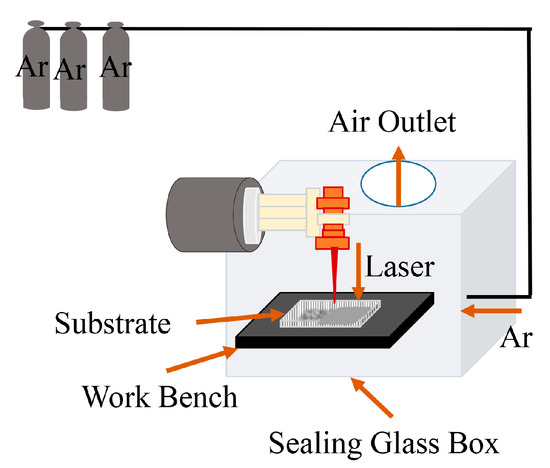
Figure 2.
Laser cladding schematic.
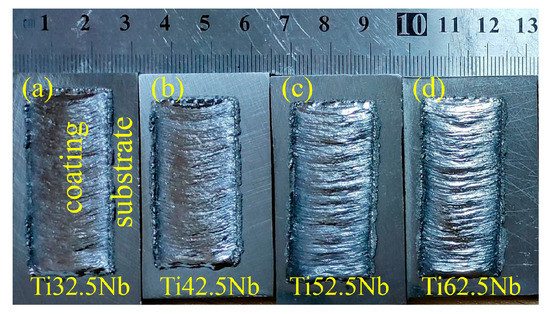
Figure 3.
The macroscopic morphology of laser cladding Tix Nb alloy coating: (a) Ti32.5Nb, (b) Ti42.5Nb, (c) Ti52.5Nb, and (d) Ti62.5Nb.
2.2. Microstructure and Mechanical Properties Analysis
The surface coating specimens for microstructure and mechanical characterization were prepared by laser cladding processing. The bulk samples were cut into 5 mm × 5 mm × 7 mm cube samples by wire discharge machining. After mechanical polishing with 320–4000 particle size SiC sandpaper, they were polished to a mirror surface with 1.5 µm–0.25 µm diamond polishing paste and then etched in Keller reagent (H2O:65% HNO3:32% HCl:40% HF = 95:2.5:1.5:1). The metallographic phase was observed by a metallographic microscope (Olympus GX51, Tokyo, Japan).
The phase composition of the laser cladding layer was analyzed by X-ray diffraction (XRD, DX-2700 B, Dandong Haoyuan Instrument Co., Ltd., Dandong, China) using Cu Kα radiation. The diffraction angle (2θ) ranged from 10° to 90°, and the scanning speed was 0.03°/s.
Vickers hardness can obtain reliable hardness values under low load and small indentation conditions. In this paper, the microhardness of the coating section was measured by the HV-50 (Shanghai Shangcai Testing Machine Co., Ltd., Shanghai, China) Vickers hardness tester. Before the test, the coating side surface was polished to a mirror. Test method: The first test point starts from the top of the coating, and then a test point is selected every 100 μm from the direction of the coating to the substrate. The average microhardness of the 10 points is measured to represent the average microhardness of the coating. The loading time for each point is 10 s. The indenter is a diamond-square cone with an apex angle of 136°.
The samples were polished and fixed on the friction and wear machine for the friction and wear test. Dry sliding friction and wear tests were carried out at room temperature using an HSR-2M (Lanzhou Zhongke Kaihua Technology Development Co., Ltd., Lanzhou, China) high-speed reciprocating friction and wear tester. The test conditions were a perpendicular sample size of 10 mm × 10 mm × 7 mm and a Si3N4 friction ball with a diameter of 5 mm. The wear load was 15 N, the friction distance was 3 mm, and the duration was 15 min. The width and depth of the wear scar were analyzed by the three-dimensional optical profiler (Contour GT-X3, Bruker, Mannheim, Germany).
2.3. Electrochemical Test
A CHI660E electrochemical workstation (CHI660D, CH Instruments Company, Ltd., Shanghai, China) with a three-electrode system was used to measure the electrochemical polarization curve and electrochemical impedance spectroscopy of the sample in simulated body fluid (SBF) at room temperature. The test sample was used as the working electrode, the platinum sheet was used as the counter electrode, and the saturated calomel electrode was used as the reference electrode. The operating voltage range was from −2 V to 2 V. The surface area of the sample exposed to the electrolyte was 100 mm2, and the used electrolyte was replaced with a new electrolyte before each test. The preparation sequence, quality, purity, and formula of SBF are shown in Table 3 [35].
Table 3.
Quantity, purity, and weight of the reagents prepared by SBF.
2.4. Biocompatibility
Surface contact angle: The laser cladding samples were cut into a block of 8 mm × 8 mm × 5 mm. After mechanical polishing with 320–4000 SiC abrasive paper, the surface oil and impurities were removed by ultrasonically cleaning in three solutions (acetone, ethanol, and deionized water) for 10 min and drying with a strong blower. The optical contact angle system (JC2000D1, Shanghai Zhongchen Digital Technology Equipment Co., Ltd., Shanghai, China) was used to evaluate the contact angle of SBF droplets on the coating surface at room temperature. The knob was slowly screwed down with 10 μL SBF solution on the polished sample surfaces, and the contact angle of the droplet after 10 s was measured by the elliptic curve fitting method.
In vitro cell culture: Human osteosarcoma cells (MG-63, Hunan Fenghui Biotechnology Co., Ltd., Hunan, China) were used to evaluate the biocompatibility of the TiNb alloy coating. Firstly, the samples were sterilized in an autoclave at 120 °C, then placed on a 24-well cell culture plate (Corning Inc., Corning, NY, USA). The 24-well plate containing the sample was then placed on a sterile operating table and irradiated under an ultraviolet lamp for 24 h for further sterilization. Secondly, the well-grown MG-63 cells were seeded on the surface of the material at a concentration of 5 × 103 cells/cm3. The negative control group was the group containing only cells and culture medium, and the positive control group was the blank hole with only culture medium and no inoculated cells. Then the cell culture plate was placed in a 37 °C, 95% humidity CO2 incubator and replaced with the new medium every 2 days. The medium formula is modified basic medium MEM (containing NEAA, Procell Life Science & Technology Co., Ltd., Wuhan, China) + 10% fetal bovine serum (FBS, Sigma Odrich (Shanghai) Trading Co., Ltd., Shanghai, China) + 1% penicillin-streptomycin (Gibco, Big Island, NY, USA).
Cell fluorescence: On the 1st, 3rd, and 7th days of culture, calcein FDA (Sigma, Darmstadt, Germany) staining was performed and incubated for 5–10 min. Then 20× live cells were photographed under a fluorescence microscope (Olympus IX-73, DP-80 digital camera, OBJ, Tokyo, Japan). The dyeing formula was 5 mg/μL of FDA mother liquor. Five positions were randomly selected on the surface of the sample for digital microphotography. Images were analyzed using Image J software.
Cell proliferation: On the 1st, 3rd, 5th, and 7th days after inoculation, phosphate buffer (PBS sigma, Darmstadt, Germany) was used for cleaning, and a mammalian cell viability/cytotoxicity kit (Biosharp, BS350B, CCK-8, 5X100T, Hefei, China) was used to determine the number and activity of cells according to the manufacturer’s protocol. Cells were incubated with 10% CCK-8 + 90% complete medium for 3 h on days 1, 3, 5, and 7 of culture, and 100 μL of supernatant per well was transferred to a new 96-well cell culture plate. The microplate reader (Epoch + Take3, Biotek, VT, USA) was used to detect the light absorption at 570 nm, and the cytotoxicity was measured at a reference wavelength of 600 nm. Three parallel samples were prepared for each group.
Cell adhesion morphology: After 7 days of cell culture, the cells were removed from the incubator and washed three times with PBS buffer. Using 2.5% glutaraldehyde (Chengdu Jinshan Chemical Reagent Co., Ltd., Chengdu, China), the cells were fixed and left overnight. Then, the gradient concentration of ethanol solution (ethanol concentrations of 30%, 50%, 70%, 90%, 95%, and 100%) was soaked for 15 min at room temperature for dehydration. The dehydrated sample was dried in a vacuum drying oven, and the surface was gilded by a sputtering coating machine. The cell adhesion morphology was further observed and photographed by scanning electron microscopy.
3. Results
3.1. Phase Analysis and Microstructure
As shown in Figure 4, when the Nb content reaches 32.5 wt.% and 42.5 wt.%, the XRD main peak of the coating is composed of β phase and α″ phase [36,37]. The α″ phase disappears when the Nb content increases to 52.5 wt.%, and the coating is mainly composed of a single β phase. There is no ω-phase formed in the coating, similar to other casting alloys. Due to the dilution of Nb by Ti, Al, and V elements diffused in the matrix during laser cladding, the Nb content in the actual coating composition is much smaller than the theoretical content. The Nb element is a stable element of β phase in the phase transformation of titanium alloy, which can reduce the transition temperature from α phase to β phase and inhibit its reverse phase transformation [38,39,40]. Therefore, a large amount of β phase is formed during the rapid heating process of laser cladding when the theoretical content of Nb in the coating is more than 52.5 wt.%, and the high Nb content inhibits the transformation of the β phase to α phase during the subsequent rapid cooling process. Therefore, a β + α″ dual-phase TiNb alloy coating is formed when the Nb content is below 42.5 wt.%, and a single-phase β phase TiNb alloy coating is formed when the Nb content is above 52.5 wt.%.
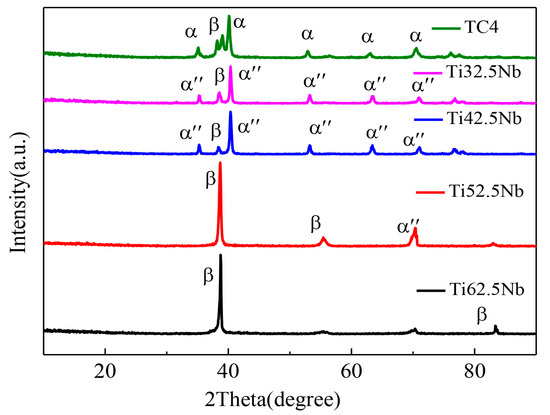
Figure 4.
The XRD patterns of coatings and TC4.
The microstructure of the Ti42.5Nb coating is shown in Figure 5. There are irregular α″ and elongated β columnar crystals in the coating [41]. The Nb element promotes a large number of β phase precipitations. There is a stable β phase in the TiNb system, which is related to the formation conditions and Nb content [42]. Due to the oxidation and precipitation of matrix composition during laser cladding, the actual Nb content is lower than the theoretical Nb content, which inhibits the β phase transformation to a certain extent.
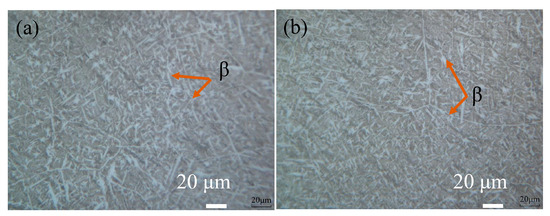
Figure 5.
Optical microstructure of the Ti42.5Nb coating: (a,b) represent the metallographic structure of different regions on the surface of the Ti42.5Nb coating.
The phase transformation of the alloy was affected by different energy densities. When the laser cladding process temperature drops from high temperature to room temperature, β→α transition occurs. The occurrence of martensitic transformation depends on the driving force of phase transformation (ΔGνβ→α), which can be calculated by Equation (1) [43]:
ΔG νβ→α (ΤC) = ΔH νβ→α (Τ0) (ΤC − Τ0) Τ0
T0 represents phase equilibrium temperature, TC represents instantaneous temperature, and ΔHνβ→α (T0) is T0. When TC > T0, β→α transition occurs. The higher the instantaneous temperature, the greater the driving force. The instantaneous temperature in the molten pool increases with the increase in energy density, increasing the driving force of the martensite transformation; that is, the content of the α″ phase increases with the enhancement of the martensite transformation. For all that, the increased heat is sufficient to melt more Nb particles with the continuous increase in energy density, thus promoting the formation of more β (Ti, Nb) solid solubility and inhibiting the transformation of β→α′→α″ during cooling. The interaction between the two promotes the formation of the β phase. In summary, with the addition of Nb content, β phase transformation was promoted and α phase transformation was inhibited.
3.2. Microhardness and Wear Resistance
As shown in Figure 6, the average microhardness of the laser cladding alloy coating with Nb element increased from 340.2 HV to 363.6 HV, 353.7 HV, 366.4 HV, and 369.6 HV, and the microhardness of the coating increased significantly with the increase in Nb content. In the laser cladding process, the rapid heating and cooling processes refine the coating structure to achieve fine-grain strengthening and enhance the coating’s hardness. At the same time, β (Ti, Nb solid solution) is formed due to the solid solution strengthening during the laser cladding process, which enhances the mechanical properties of the coatings and increases the microhardness of the coatings [38].
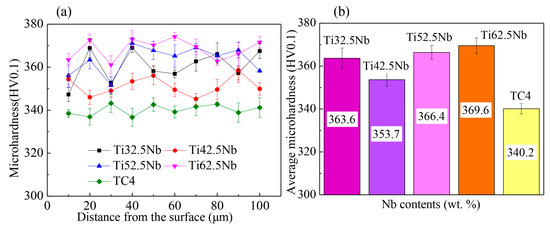
Figure 6.
The microhardness in the cross-section: (a) the microhardness at a distance of 10-100 μm from the surface of the coatings and substrates, and (b) average microhardness.
Figure 7 and Table 4 show the friction coefficients of the laser cladding coating and TC4. It can be seen from the figure that the friction coefficient (k) of the laser-clad Ti32.5Nb coating is about 0.2 lower than that of the substrate. The friction coefficient indicates the ability of the coating to resist wear. The smaller the friction coefficient, the stronger the wear resistance of the coating. The results show that the friction resistance of the Ti32.5Nb coating obtained by laser cladding is equivalent to that of TC4.
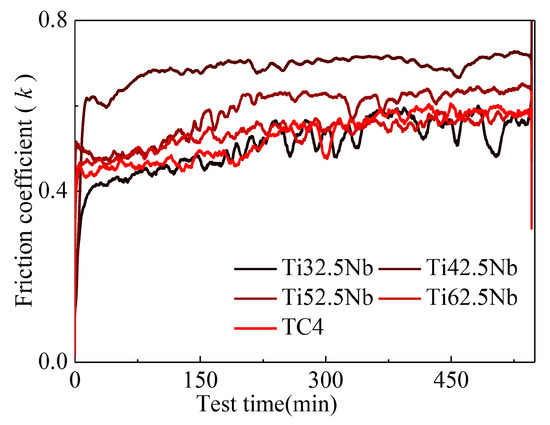
Figure 7.
The friction coefficient of the coating and substrate surfaces.
Table 4.
The friction coefficient of the coating and substrate surfaces.
Figure 8 shows the 3D morphology of the wear scar. It can be seen from the figure that the wear scar width and depth of Ti32.5Nb are the smallest, followed by the TC4 matrix. It shows that Ti32.5Nb has a small wear volume and good wear resistance. The other three coatings with different Nb contents have deeper and wider wear scar, indicating that their wear resistance is poor. Figure 9 shows the laser confocal morphology of friction and wear traces. As shown in the figure, we can see that the laser cladding coating has the same morphology as the substrate wear trace, and the friction trace is uniform and presents abrasive wear. The mechanical properties of the coating are effectively improved due to the existence of a uniform β phase and a small amount of strengthened α″ phase dual-phase alloy in the coating, as well as improving the wear resistance of the coating. The friction coefficient of all coatings during friction and wear is relatively stable without large fluctuations, indicating that the wear resistance of the coating is stable. With the increase in Nb content, the coating precipitates single-phase β-phase alloy, and its wear resistance decreases. This is because the α phase in the titanium alloy has a greater influence on the mechanical properties, while the β phase affects the corrosion resistance and elastic modulus of the alloy. The results show that the friction coefficient of the Ti32.5Nb coating is the smallest. Ti42.5Nb has a lower microhardness and a larger friction coefficient. At the same time, the friction coefficients of Ti52.5Nb and Ti62.5Nb are slightly higher than those of the matrix. Therefore, the wear resistance of Ti32.5Nb is improved compared with the substrate.
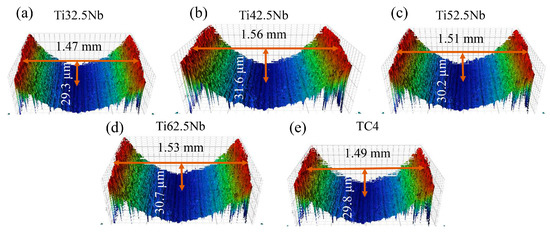
Figure 8.
The 3D morphology of the wear scars on the surfaces of the coating and substrate: (a) Ti32.5Nb, (b) Ti42.5Nb, (c) Ti52.5Nb, (d) Ti62.5Nb, and (e) TC4.
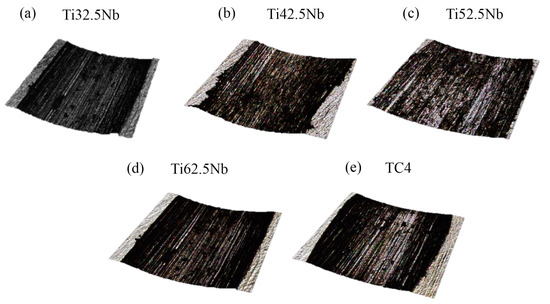
Figure 9.
Laser confocal morphology of friction and wear traces on the surfaces of the coating and substrate: (a) Ti32.5Nb, (b) Ti42.5Nb, (c) Ti52.5Nb, (d) Ti62.5Nb, and (e) TC4.
3.3. Corrosion Resistance Analysis
The corrosion characteristics of the coating and substrate in SBF were evaluated by the dynamic potential polarization method. Figure 10 shows the electrochemical polarization curves and the Nyquist plot of the laser cladding coating and TC4 in SBF solution in the potential range from −2 to 2 V. Figure 10a shows the Tafel curve. With the increase in voltage, the passivation zone of the TiNb coating is similar to that of TC4, and the two groups of samples are passivated. Table 5 shows the self-corrosion potential (Ecorr) and self-corrosion current density (Icorr) of the coating and substrate. Compared with the TC4, the Ti32.5Nb and Ti62.5Nb coatings have higher Ecorr and lower Icorr values. The higher the self-corrosion potential and the lower the self-corrosion current density, the better the corrosion resistance.
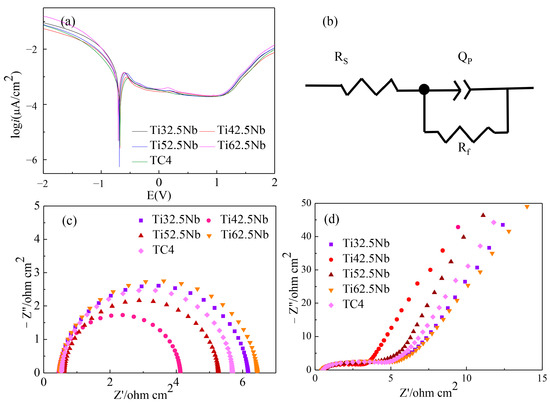
Figure 10.
The polarization curve and Nyquist plot: (a) polarization curve, (b) impedance fitting circuit, (c) Nyquist plot after fitting, and (d) original Nyquist plot.
Table 5.
The self-corrosion potential (Ecorr) and self-corrosion current density (Icorr) of coatings and substrates were measured.
To further analyze the corrosion resistance characteristics of the coating and the substrate, the EIS fitting of the coating and the substrate was performed using the simulated circuit diagram in Figure 10b [44]. The Nyquist diagram in Figure 10c reflects the resistance of the coating. Z′ and Z″ are the real and imaginary parts of the impedance, respectively. As shown in Figure 10d, the original Nyquist data shows that the fitted Nyquist curve is in good agreement with the low-frequency curve of the original data. The total impedance mode of |Z| is shown in Equation (2) [45]. The larger the radius, the greater the corrosion [46,47]. As shown in Figure 10b, the radius of the Ti32.5Nb and Ti62.5Nb composite coatings is higher than that of the TC4 substrate.
C = (QR) 1/n/R
As shown in Table 6, Rs, QPE, and Rf represent solution resistance, constant phase element, and coating resistance, respectively. The capacitance C (Cf) of the coating and substrate is calculated by the resistances Rf (R), QPE (Q), and n, respectively, as calculated by Equation (3) [44].
Table 6.
Electrochemical impedance fitting data for coatings and substrates.
Combined with Figure 10b and Table 6, it can be seen that the impedance radius of the coating is larger than that of the substrate, and the Rf of the coating increases from 4.067 (Ω cm2) to 6.196 (Ω cm2). The Rf values of Ti32.5Nb and Ti62.5Nb are larger than those of the substrate. The Cf (F cm−2) also decreased from 1.385 × 10−7 to 6.901 × 10−8, and the Cf values of Ti32.5Nb and Ti62.5Nb decreased by an order of magnitude. In general, Ti32.5Nb and Ti62.5Nb coatings have better corrosion resistance than TC4 substrates. After ablation, the surface of the sample forms an oxide passivation film in the air. During the laser cladding process, the high Nb and Ti content and O react to form a thermodynamically stable passivation film (TiO2 and Nb2O5 composite passivation layer), improving the corrosion resistance of the TiNb alloy coating [48,49].
3.4. In Vitro Biocompatibility
Figure 11 shows the comparison of SBF contact angles between the coating and the TC4 surface. The results show that the contact angle of the TiNb alloy coating is significantly reduced. The contact angle of the substrate surface is about 67°, the contact angle of the coating surface is about 46°, and the hydrophilicity increases. The hydrophilic surface is more conducive to cell adhesion and proliferation. Bone conduction is carried out in the order of protein adsorption to the implant, cell adhesion, proliferation, and bone remodeling [50]. Studies have shown that osteoblasts are more inclined to adhere to the surface of hydrophilic implants adsorbed by fibronectin, so the hydrophilic surface can promote the adsorption of cell adhesion proteins and the adhesion of osteoblasts [51,52]. In addition, the hydrophilic TiO2 oxide film formed on the surface of Ti alloy can improve the conductivity of bone [53,54]. Therefore, the surface hydrophilicity of the TiNb alloy coating prepared by laser cladding is increased, which can promote the adhesion of MG-63 cells.
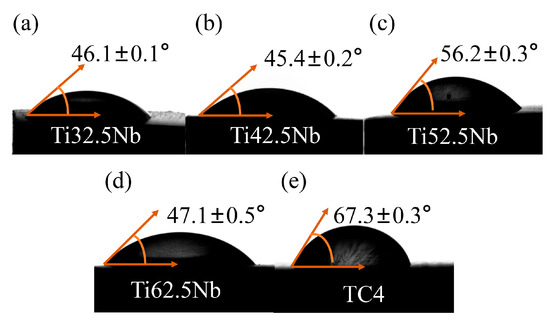
Figure 11.
The contact angle of coatings and substrate surfaces: (a) Ti32.5Nb, (b) Ti42.5Nb, (c) Ti52.5Nb, (d) Ti62.5Nb, and (e) TC4.
Figure 12 shows the proliferation and number of adherent cells under a fluorescence microscope on days 1, 3, and 5. Figure 13 represents the proliferation of cells on days 1, 3, 5, and 7. As shown in Figure 12, the cells were spindle-shaped along the scratch direction on the surface of the sample. On the first day, the cells on the sample surface were evenly distributed, and there was no significant difference in the number of cells on all samples. On the third day, the cell proliferation on the surface of the four groups of TiNb alloy coatings was significantly higher than that on the first day, but the proliferation rate was slower, and the cells grew along the surface scratch direction. Compared with the coating, the cells on the surface of TC4 and the negative control group were sparse, and the gap between cells was larger. On the 5th day, the cell coverage on the coating surface was high, and the cells on the Ti62.5Nb surface grew densely. Cell proliferation data showed that the cells on the coating surface proliferated rapidly with the increase in inoculation time, and the proliferation rate was greater than that of the substrate. It is indicated that the TiNb coating has high cell proliferation and fecundity, and the coating has good cell compatibility.
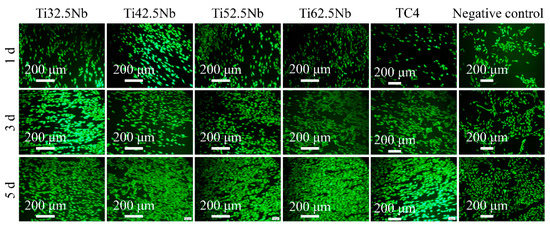
Figure 12.
Fluorescence images of cells on days 1, 3, and 5 after inoculation.
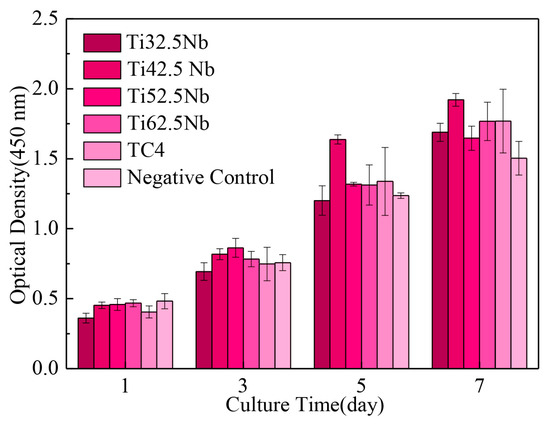
Figure 13.
Cell proliferation data on days 1, 3, 5, and 7.
At the same time, the cell adhesion morphology of the coating and substrate surfaces was analyzed. Figure 14 shows the typical cell morphology in SEM photos of MG-63 cells cultured on a TiNb alloy coating and TC4 surface for 5 days. The cells on the surface of all samples grew along the scratch direction of the sample surface and spread well. A large number of cell pseudopods adhered to the surface. On the surface of the coating, the cell pseudopod morphology is more obvious, and the obvious cell division morphology can be seen. The surface of the substrate has fewer cell pseudopods and poor cell ductility. The cells on the surface of TC4 and TiNb alloy coatings are stretched polygonal cells with many pseudopods, and the cells have good adhesion. Due to the oxygen contained in the laser cladding process, the coating surface forms stable TiO2 and Nb2O5 with Ti and Nb elements, which have high biological activity and large liquid adhesion. Therefore, the TiNb alloy coating surface has good cell activity.
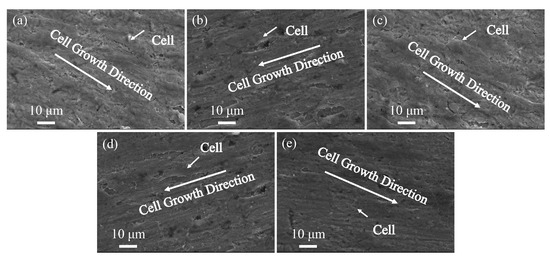
Figure 14.
SEM images of cell adhesion: (a) Ti32.5Nb, (b) Ti42.5Nb, (c) Ti52.5Nb, (d) Ti62.5Nb, and (e) TC4.
4. Conclusions
In summary, the phase transformation, mechanical properties, corrosion resistance, and biocompatibility of TiNb alloy coatings with high Nb content were studied by laser cladding. The results show that the surface of the laser-clad TiNb alloy coating is flat without obvious defects or cracks. The rapid heating and cooling process and a high Nb element promotes the formation of β phase in the coating, and a high Nb content promotes the formation of a single β phase alloy. The grain refinement during laser cladding improves the microhardness of the TiNb alloy coating, and the β + α″ dual-phase alloy is formed in the coating with an Nb content of 32.5 wt.%, which has excellent wear resistance. Compared with the substrate, Ti and Nb elements form a more compact and stable TiO2 and Nb2O5 passivation film on the surface of the coating, which effectively improves the corrosion resistance of the coating. In addition, the laser-clad TiNb alloy coatings have better biocompatibility than the substrates. Therefore, by adding different Nb contents, the phase composition, wear resistance, corrosion resistance, and biocompatibility of laser-clad TiNb alloy coatings can be changed, and the alloy coating with the required properties can be obtained, which is expected to be applied to the implantation and replacement of orthopedic biomaterials. However, to obtain more excellent orthopedic replacement materials, the comprehensive mechanical properties of the coating, such as elastic modulus and fatigue properties, need to be further analyzed and studied.
Author Contributions
Methodology, formal analysis, writing—original draft, biomethodology, Y.Z.; writing—review and editing, supervision, funding acquisition, conceptualization, P.X. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Guizhou Provincial Basic Research Program (Natural Science) (QKHJC ZK [2021] general 241).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Pesode, P.; Barve, S. Surface Modification of Titanium and Titanium Alloy by Plasma Electrolytic Oxidation Process for Biomedical Applications: A Review. Mater. Today Proc. 2021, 46, 594–602. [Google Scholar] [CrossRef]
- Correa, D.R.N.; Vicente, F.B.; Donato, T.A.G.; Arana-Chavez, V.E.; Buzalaf, M.A.R.; Grandini, C.R. The Effect of the Solute on the Structure, Selected Mechanical Properties, and Biocompatibility of Ti–Zr System Alloys for Dental Applications. Mater. Sci. Eng. C 2014, 34, 354–359. [Google Scholar] [CrossRef] [PubMed]
- Gialanella, S.; Malandruccolo, A. Titanium and Titanium Alloys. In Aerospace Alloys; Topics in Mining, Metallurgy and Materials Engineering; Springer International Publishing: Cham, Switzerland, 2020; pp. 129–189. [Google Scholar]
- Li, S.J.; Cui, T.C.; Hao, Y.L.; Yang, R. Fatigue Properties of a Metastable β-Type Titanium Alloy with Reversible Phase Transformation. Acta Biomater. 2008, 4, 305–317. [Google Scholar] [CrossRef]
- Kolli, R.; Devaraj, A. A Review of Metastable Beta Titanium Alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef]
- Gao, Y.; Xue, X.; Gao, H.; Luo, W.; Wang, K.; Li, S.; Liu, X.; Du, Y. Investigation of High-Temperature Constitutive Behavior of Ti555211 Titanium Alloy Subjected to Plastic Deformation in the Different Phase Regions. Metals 2022, 12, 1562. [Google Scholar] [CrossRef]
- Shui, J.; Chen, S.L.; Xia, T.T.; Liu, H.; Yang, G.J.; Niu, J.; Gong, W.Q. Effect of Non-Equilibrium Solid State Phase Transformation on Welding Temperature Field during Keyhole Mode Laser Welding of Ti6Al4V Alloy. Opt. Laser Technol. 2022, 145, 107461. [Google Scholar] [CrossRef]
- Pang, E.L.; Hildyard, E.M.; Connor, L.D.; Pickering, E.J.; Jones, N.G. The Effect of Quench Rate on the β-A″ Martensitic Transformation in Ti–Nb Alloys. Mater. Sci. Eng. A 2021, 817, 141240. [Google Scholar] [CrossRef]
- Thoemmes, A.; Bataev, I.A.; Lazurenko, D.V.; Ruktuev, A.A.; Ivanov, I.V.; Afonso, C.R.M.; Stark, A.; Jorge, A.M., Jr. Microstructure and Lattice Parameters of Suction-Cast Ti–Nb Alloys in a Wide Range of Nb Concentrations. Mater. Sci. Eng. A 2021, 818, 141378. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, D.; Cheng, J.; Tsoi, J.K.H.; Chen, J. Mechanical and Biological Properties of Ti–(0–25 Wt. %) Nb Alloys for Biomedical Implants Application. Regen. Biomater. 2020, 7, 119–127. [Google Scholar] [CrossRef]
- Bahl, S.; Suwas, S.; Chatterjee, K. Comprehensive Review on Alloy Design, Processing, and Performance of β Titanium Alloys as Biomedical Materials. Int. Mater. Rev. 2021, 66, 114–139. [Google Scholar] [CrossRef]
- Zhao, G.-H.; Liang, X.Z.; Xu, X.; Gamża, M.B.; Mao, H.; Louzguine-Luzgin, D.V.; Rivera-Díaz-del-Castillo, P.E.J. Alloy Design by Tailoring Phase Stability in Commercial Ti Alloys. Mater. Sci. Eng. A 2021, 815, 141229. [Google Scholar] [CrossRef]
- Godley, R.; Starosvetsky, D.; Gotman, I. Corrosion Behavior of a Low Modulus β-Ti-45%Nb Alloy for Use in Medical Implants. J. Mater. Sci. Mater. Med. 2006, 17, 63–67. [Google Scholar] [CrossRef] [PubMed]
- Bordji, K.; Jouzeau, J.Y.; Mainard, D.; Payan, E.; Netter, P.; Rie, K.T.; Stucky, T.; Hage-Ali, M. Cytocompatibility of Ti-6Al-4V and Ti-5Al-2.5Fe Alloys According to Three Surface Treatments, Using Human Fibroblasts and Osteoblasts. Biomaterials 1996, 17, 929–940. [Google Scholar] [CrossRef] [PubMed]
- Niinomi, M.; Nakai, M. Titanium-Based Biomaterials for Preventing Stress Shielding between Implant Devices and Bone. Int. J. Biomater. 2011, 2011, 836587. [Google Scholar] [CrossRef] [PubMed]
- Bai, Y.J.; Wang, Y.B.; Cheng, Y.; Deng, F.; Zheng, Y.F.; Wei, S.C. Comparative Study on the Corrosion Behavior of Ti–Nb and TMA Alloys for Dental Application in Various Artificial Solutions. Mater. Sci. Eng. C 2011, 31, 702–711. [Google Scholar] [CrossRef]
- Cremasco, A.; Messias, A.D.; Esposito, A.R.; Duek, E.A.d.R.; Caram, R. Effects of Alloying Elements on the Cytotoxic Response of Titanium Alloys. Mater. Sci. Eng. C 2011, 31, 833–839. [Google Scholar] [CrossRef]
- Tamilselvi, S.; Raman, V.; Rajendran, N. Corrosion Behaviour of Ti–6Al–7Nb and Ti–6Al–4V ELI Alloys in the Simulated Body Fluid Solution by Electrochemical Impedance Spectroscopy. Electrochim. Acta 2006, 52, 839–846. [Google Scholar] [CrossRef]
- Watanabe, I.; Wataha, J.C.; Lockwood, P.E.; Shimizu, H.; Cai, Z.; Okabe, T. Cytotoxicity of Commercial and Novel Binary Titanium Alloys with and without a Surface-Reaction Layer: Cytotoxicity of Titanium Alloys. J. Oral Rehabil. 2004, 31, 185–189. [Google Scholar] [CrossRef]
- Choubey, A.; Balasubramaniam, R.; Basu, B. Effect of Replacement of V by Nb and Fe on the Electrochemical and Corrosion Behavior of Ti–6Al–4V in Simulated Physiological Environment. J. Alloys Compd. 2004, 381, 288–294. [Google Scholar] [CrossRef]
- Iijima, D. Wear Properties of Ti and Ti–6Al–7Nb Castings for Dental Prostheses. Biomaterials 2003, 24, 1519–1524. [Google Scholar] [CrossRef]
- Li, Y.; Yang, C.; Zhao, H.; Qu, S.; Li, X.; Li, Y. New Developments of Ti-Based Alloys for Biomedical Applications. Materials 2014, 7, 1709–1800. [Google Scholar] [CrossRef] [PubMed]
- Niinomi, M. Recent Research and Development in Titanium Alloys for Biomedical Applications and Healthcare Goods. Sci. Technol. Adv. Mater. 2003, 4, 445–454. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Lowe, T.C. Advances in Metals and Alloys for Joint Replacement. Prog. Mater. Sci. 2017, 88, 232–280. [Google Scholar] [CrossRef]
- Long, M.; Rack, H.J. Titanium Alloys in Total Joint Replacement—A Materials Science Perspective. Biomaterials 1998, 19, 1621–1639. [Google Scholar] [CrossRef]
- Liu, J.; Chang, L.; Liu, H.; Li, Y.; Yang, H.; Ruan, J. Microstructure, Mechanical Behavior and Biocompatibility of Powder Metallurgy Nb-Ti-Ta Alloys as Biomedical Material. Mater. Sci. Eng. C 2017, 71, 512–519. [Google Scholar] [CrossRef]
- Kushwaha, M.; Pan, X.; Holloway, J.A.; Denry, I.L. Differentiation of Human Mesenchymal Stem Cells on Niobium-Doped Fluorapatite Glass-Ceramics. Dent. Mater. 2012, 28, 252–260. [Google Scholar] [CrossRef]
- Bai, Y.; Deng, Y.; Zheng, Y.; Li, Y.; Zhang, R.; Lv, Y.; Zhao, Q.; Wei, S. Characterization, Corrosion Behavior, Cellular Response and in Vivo Bone Tissue Compatibility of Titanium–Niobium Alloy with Low Young’s Modulus. Mater. Sci. Eng. C 2016, 59, 565–576. [Google Scholar] [CrossRef]
- Mohammed, M.T.; Khan, Z.A.; Geetha, M.; Siddiquee, A.N. Microstructure, Mechanical Properties and Electrochemical Behavior of a Novel Biomedical Titanium Alloy Subjected to Thermo-Mechanical Processing Including Aging. J. Alloys Compd. 2015, 634, 272–280. [Google Scholar] [CrossRef]
- Abdel-Hady Gepreel, M.; Niinomi, M. Biocompatibility of Ti-Alloys for Long-Term Implantation. J. Mech. Behav. Biomed. Mater. 2013, 20, 407–415. [Google Scholar] [CrossRef]
- Ribeiro, A.L.R.; Junior, R.C.; Cardoso, F.F.; Filho, R.B.F.; Vaz, L.G. Mechanical, Physical, and Chemical Characterization of Ti–35Nb–5Zr and Ti–35Nb–10Zr Casting Alloys. J. Mater. Sci. Mater. Med. 2009, 20, 1629–1636. [Google Scholar] [CrossRef]
- Li, G.J.; Li, J.; Luo, X. Effects of High Temperature Treatment on Microstructure and Mechanical Properties of Laser-Clad NiCrBSi/WC Coatings on Titanium Alloy Substrate. Mater. Charact. 2014, 98, 83–92. [Google Scholar] [CrossRef]
- Shang, X.; Bo, S.; Guo, Y.; Liu, Q. ZrC Reinforced Refractory-High-Entropy-Alloy Coatings: Compositional Design, Synthesis, Interstitials, and Microstructure Evolution Effects on Wear, Corrosion and Oxidation Behaviors+. Appl. Surf. Sci. 2021, 564, 150466. [Google Scholar] [CrossRef]
- Zheng, B.; Zhou, Y.; Smugeresky, J.E.; Schoenung, J.M.; Lavernia, E.J. Thermal Behavior and Microstructure Evolution during Laser Deposition with Laser-Engineered Net Shaping: Part II. Experimental Investigation and Discussion. Metall. Mater. Trans. A 2008, 39, 2237–2245. [Google Scholar] [CrossRef]
- Kokubo, T.; Takadama, H. How Useful Is SBF in Predicting in Vivo Bone Bioactivity? Biomaterials 2006, 27, 2907–2915. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E. Selective Laser Melting of Titanium Alloy with 50 Wt% Tantalum: Microstructure and Mechanical Properties. J. Alloys Compd. 2016, 660, 461–470. [Google Scholar] [CrossRef]
- De Mello, M.G.; Dainese, B.P.; Caram, R.; Cremasco, A. Influence of Heating Rate and Aging Temperature on Omega and Alpha Phase Precipitation in Ti 35Nb Alloy. Mater. Charact. 2018, 145, 268–276. [Google Scholar] [CrossRef]
- Han, M.-K.; Kim, J.-Y.; Hwang, M.-J.; Song, H.-J.; Park, Y.-J. Effect of Nb on the Microstructure, Mechanical Properties, Corrosion Behavior, and Cytotoxicity of Ti-Nb Alloys. Materials 2015, 8, 5986–6003. [Google Scholar] [CrossRef]
- Huang, S.; Kumar, P.; Yeong, W.Y.; Narayan, R.L.; Ramamurty, U. Fracture Behavior of Laser Powder Bed Fusion Fabricated Ti41Nb via In-Situ Alloying. Acta Mater. 2022, 225, 117593. [Google Scholar] [CrossRef]
- Gupta, A.; Khatirkar, R.; Singh, J. A Review of Microstructure and Texture Evolution during Plastic Deformation and Heat Treatment of β-Ti Alloys. J. Alloys Compd. 2022, 899, 163242. [Google Scholar] [CrossRef]
- Bahador, A.; Saud, S.N.; Hamzah, E.; Abubakar, T.; Yusof, F.; Ibrahim, M.K. Nd:YAG Laser Welding of Ti-27 at.% Nb Shape Memory Alloys. Weld World 2016, 60, 1133–1139. [Google Scholar] [CrossRef]
- Doraiswamy, D.; Ankem, S. The Effect of Grain Size and Stability on Ambient Temperature Tensile and Creep Deformation in Metastable Beta Titanium Alloys. Acta Mater. 2003, 51, 1607–1619. [Google Scholar] [CrossRef]
- Abe, F.; Osakada, K.; Shiomi, M.; Uematsu, K.; Matsumoto, M. The Manufacturing of Hard Tools from Metallic Powders by Selective Laser Melting. J. Mater. Process. Technol. 2001, 111, 210–213. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, D.C.; Wei, M.; Su, H.X.; Wu, W.; Lin, J.G. Effects of the Zr and Mo Contents on the Electrochemical Corrosion Behavior of Ti-22Nb Alloy: Effects of the Zr and Mo Contents on Corrosion of Ti-22Nb Alloy. Mater. Corros. 2013, 64, 402–407. [Google Scholar] [CrossRef]
- Xu, P.; Zhou, J.; Li, G.; Wang, P.; Wang, P.; Li, F.; Zhang, B.; Chi, H. Corrosion Inhibition Efficiency of Compound Nitrite with D-Sodium Gluconate on Carbon Steel in Simulated Concrete Pore Solution. Constr. Build. Mater. 2021, 288, 123101. [Google Scholar] [CrossRef]
- He, X.; Song, R.G.; Kong, D.J. Microstructure and Corrosion Behaviours of Composite Coatings on S355 Offshore Steel Prepared by Laser Cladding Combined with Micro-Arc Oxidation. Appl. Surf. Sci. 2019, 497, 143703. [Google Scholar] [CrossRef]
- Ju, S.; Kang, H.; Jun, J.; Son, S.; Park, J.; Kim, W.; Lee, H. Periodic Micropillar-Patterned FTO/BiVO 4 with Superior Light Absorption and Separation Efficiency for Efficient PEC Performance. Small 2021, 17, 2006558. [Google Scholar] [CrossRef] [PubMed]
- García-Alonso, M.C.; Saldaña, L.; Vallés, G.; González-Carrasco, J.L.; González-Cabrero, J.; Martínez, M.E.; Gil-Garay, E.; Munuera, L. In Vitro Corrosion Behaviour and Osteoblast Response of Thermally Oxidised Ti6Al4V Alloy. Biomaterials 2003, 24, 19–26. [Google Scholar] [CrossRef]
- Qin, P.; Chen, L.Y.; Zhao, C.H.; Liu, Y.J.; Cao, C.D.; Sun, H. Synthesis and Characterization of nickel free titanium–hydroxyapatite, L.C. Corrosion Behavior and Mechanism of Selective Laser Melted Ti35Nb Alloy Produced Using Pre-Alloyed and Mixed Powder in Hank’s Solution. Corros. Sci. 2021, 189, 109609. [Google Scholar] [CrossRef]
- Schwartz, Z.; Boyan, B.D. Underlying Mechanisms at the Bone-Biomaterial Interface. J. Cell. Biochem. 1994, 56, 340–347. [Google Scholar] [CrossRef]
- Oh, S.H.; Lee, J.H. Hydrophilization of Synthetic Biodegradable Polymer Scaffolds for Improved Cell/Tissue Compatibility. Biomed. Mater. 2013, 8, 014101. [Google Scholar] [CrossRef]
- Sousa, S.R.; Lamghari, M.; Sampaio, P.; Moradas-Ferreira, P.; Barbosa, M.A. Osteoblast Adhesion and Morphology on TiO2 Depends on the Competitive Preadsorption of Albumin and Fibronectin. J. Biomed. Mater. Res. Part A 2008, 84, 281–290. [Google Scholar] [CrossRef] [PubMed]
- Yamamoto, D.; Kawai, I.; Kuroda, K.; Ichino, R.; Okido, M.; Seki, A. Osteoconductivity of Anodized Titanium with Controlled Micron-Level Surface Roughness. Mater. Trans. 2011, 52, 1650–1654. [Google Scholar] [CrossRef]
- Yamamoto, D.; Kawai, I.; Kuroda, K.; Ichino, R.; Okido, M.; Seki, A. Osteoconductivity and Hydrophilicity of TiO2 Coatings on Ti Substrates Prepared by Different Oxidizing Processes. Bioinorg. Chem. Appl. 2012, 2012, 495218. [Google Scholar] [CrossRef] [PubMed]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).