
Numerical and Experimental Investigation Gas-Particle Two Phase Flow in Cold Spraying Nanostructured HA/Ti Composite Particle


Abstract
:1. Introduction
2. Model Description and Methodology
2.1. Computational Method
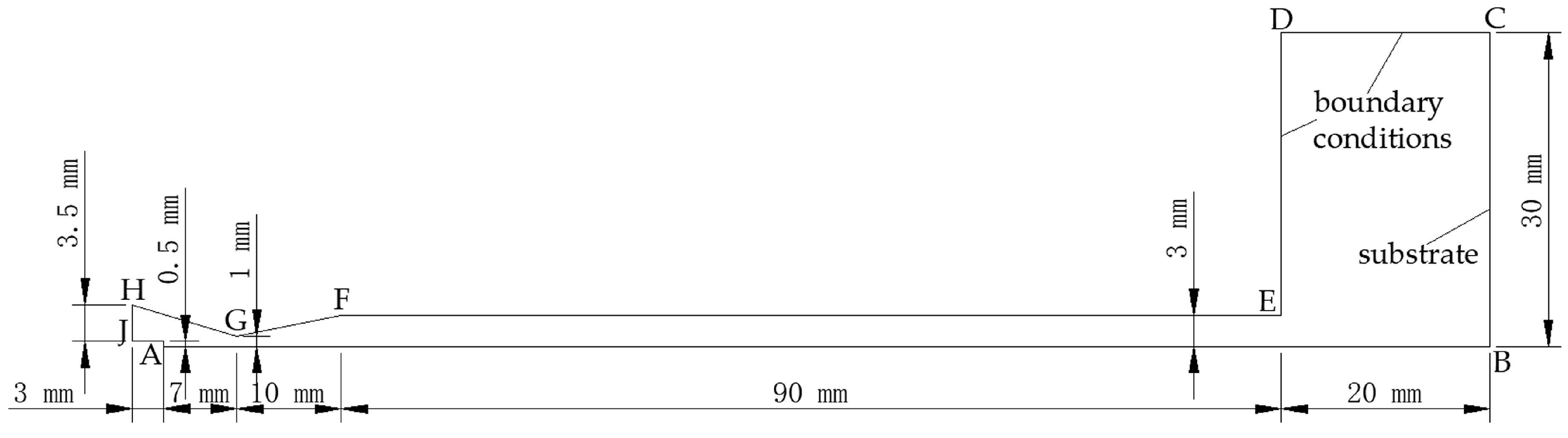
2.2. Geometry and Boundary Conditions
2.3. Gas and Particle Flow
- (1)
- The gas is regarded as an ideal gas with constant specific heat capacity;
- (2)
- The particles are incompressible and spherical in shape;
- (3)
- The interaction between the particles is negligible in the flow field;
- (4)
- The influence of the particles on the flow state of the gas is negligible;
- (5)
- The friction resistance effect and thermal transmission of nozzle pipe on the gas are negligible;
- (6)
- The gravity effect of the particles is negligible.
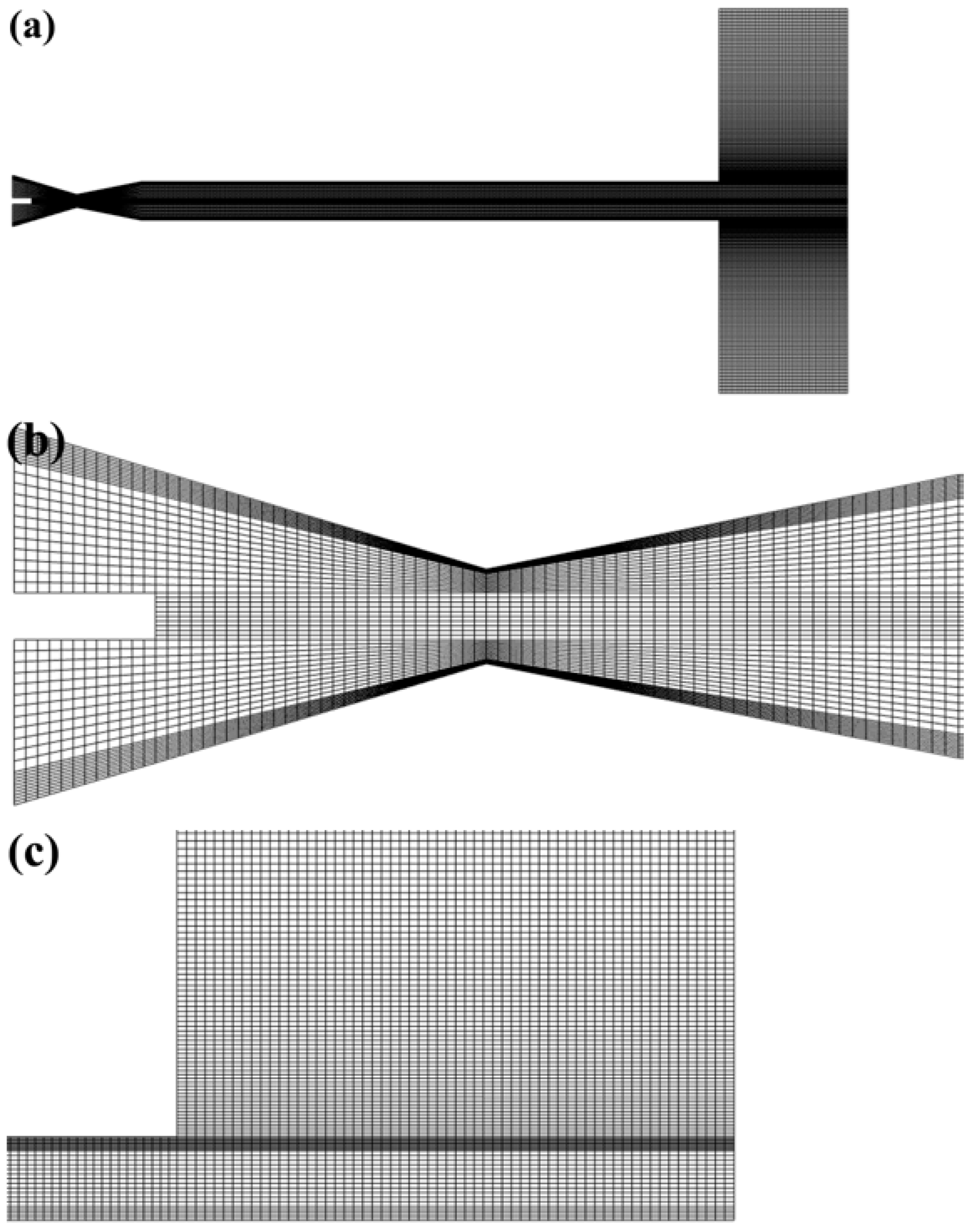
2.4. Meshing of Calculation Domain
2.5. Materials
2.6. Single HA/Ti Particle Deposition
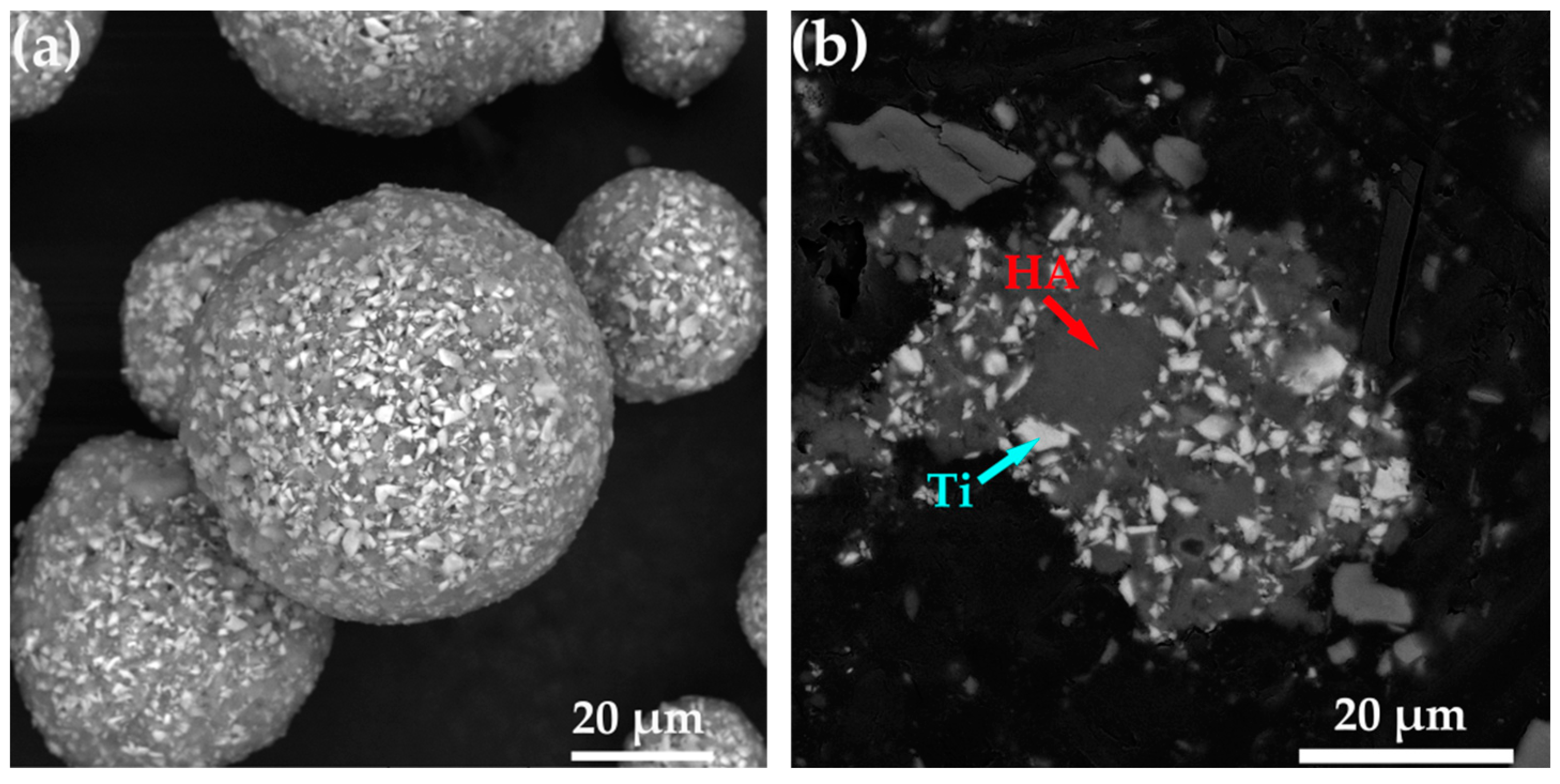
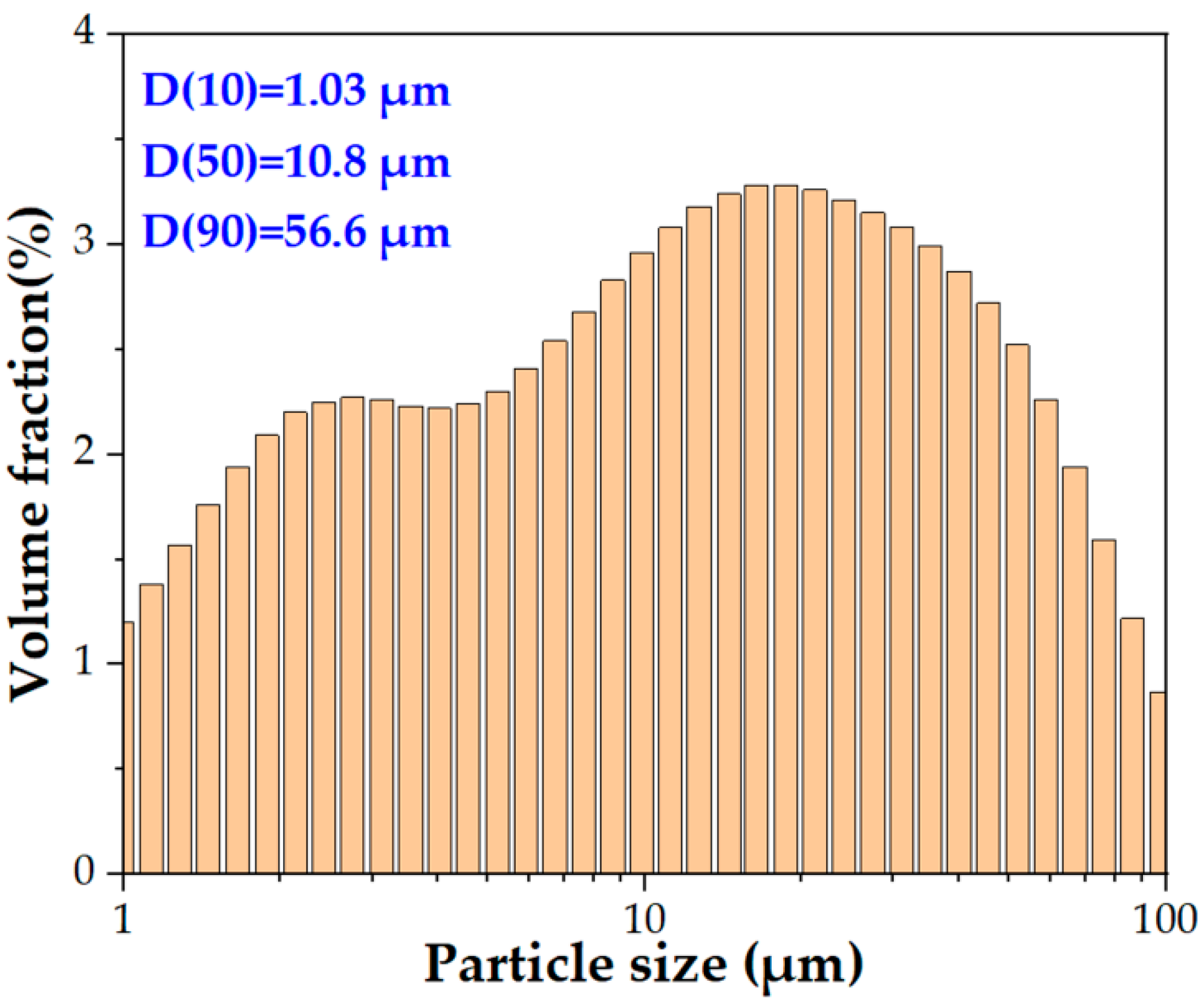
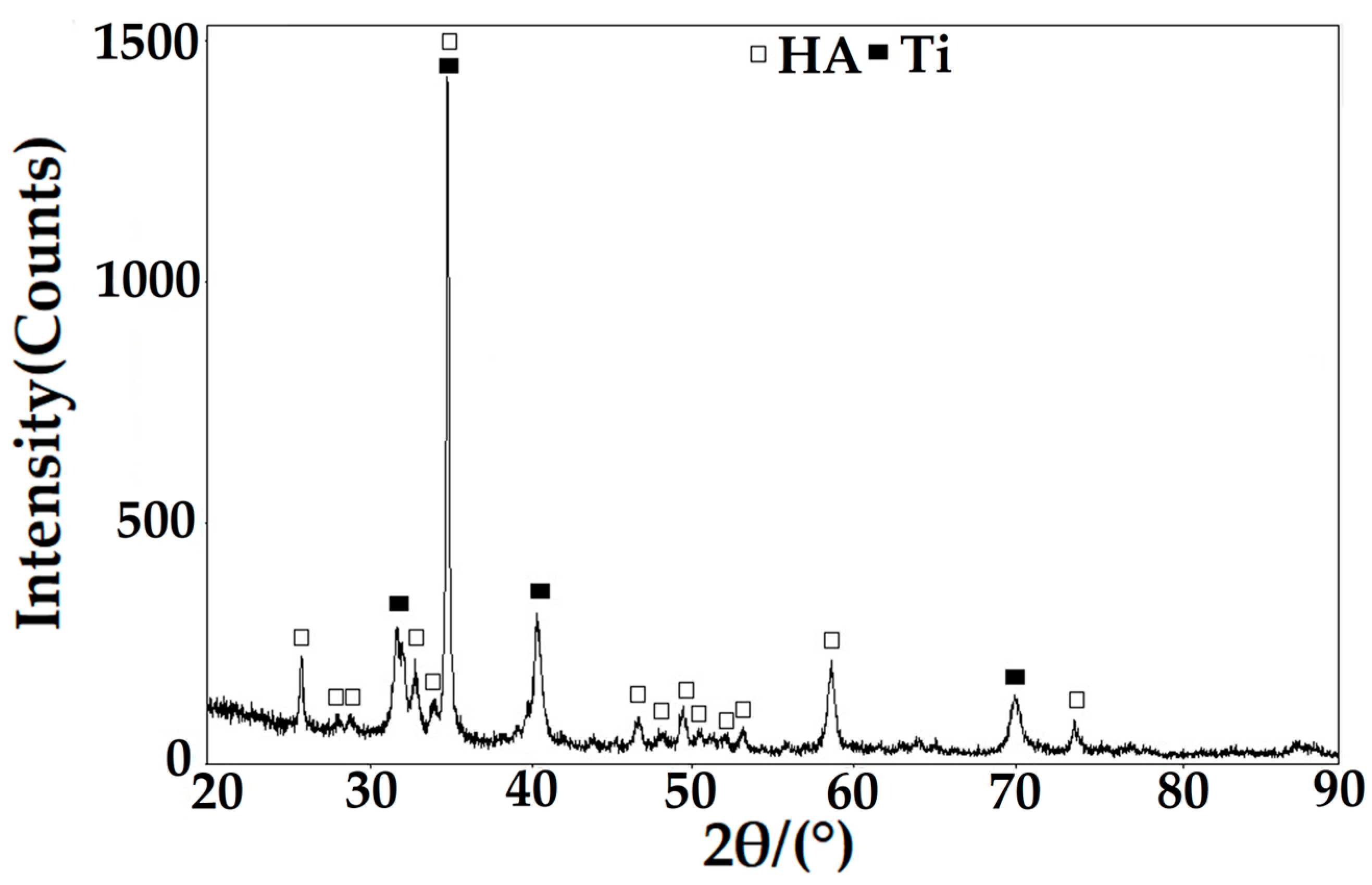
2.7. Microstructure Characterization of Powders and Splats
2.8. Particle Velocity
3. Results and Discussion
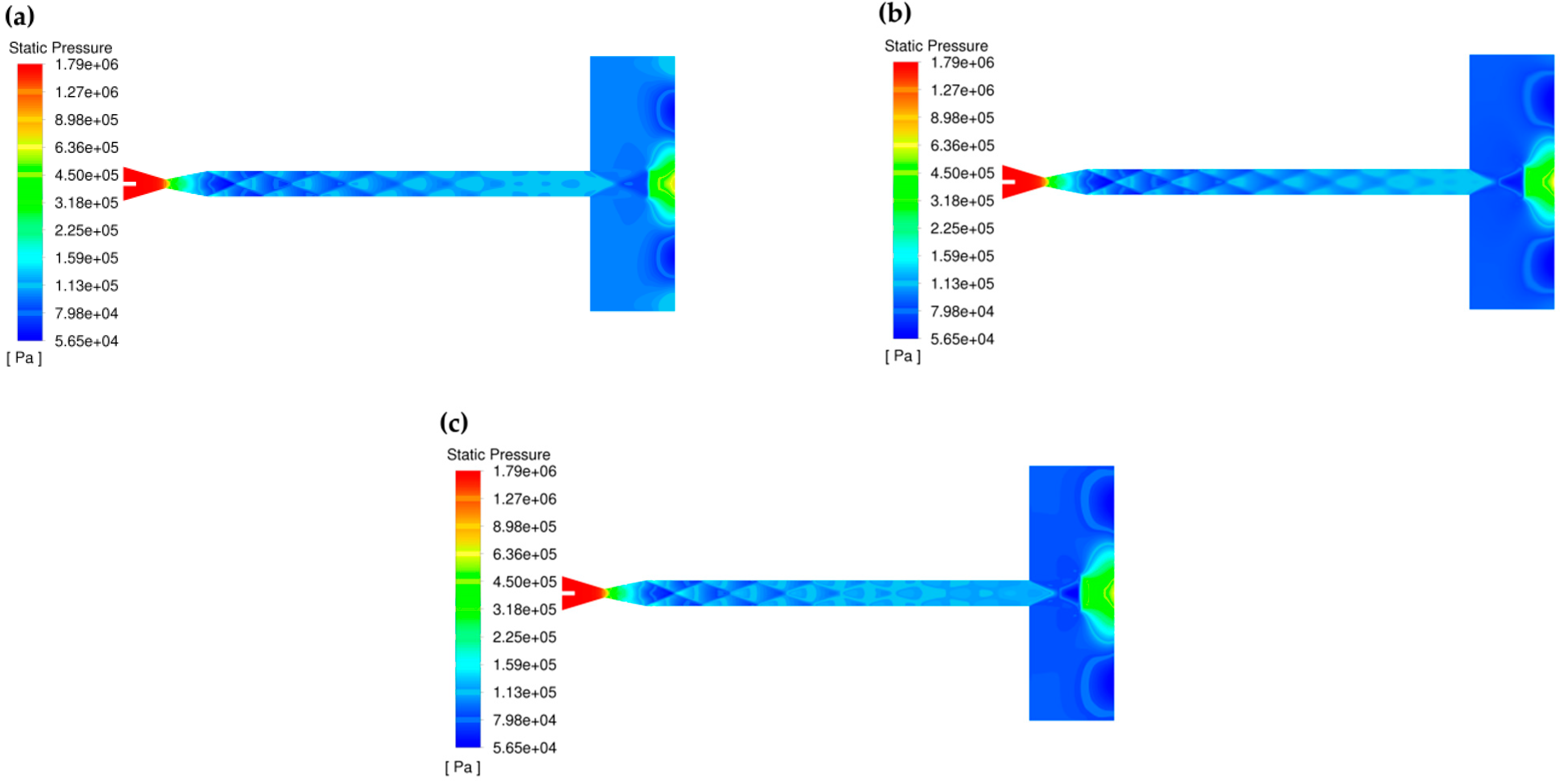
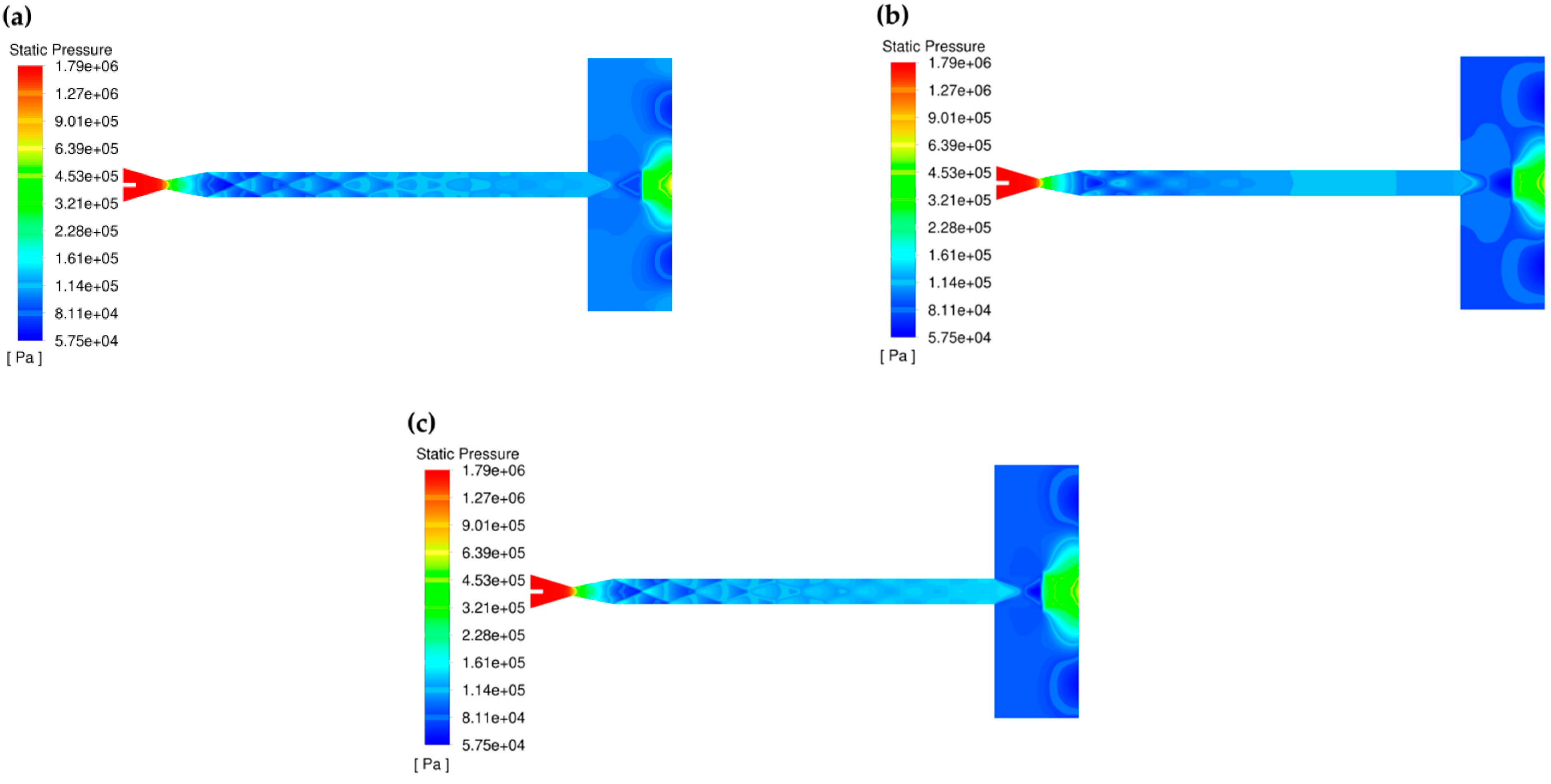
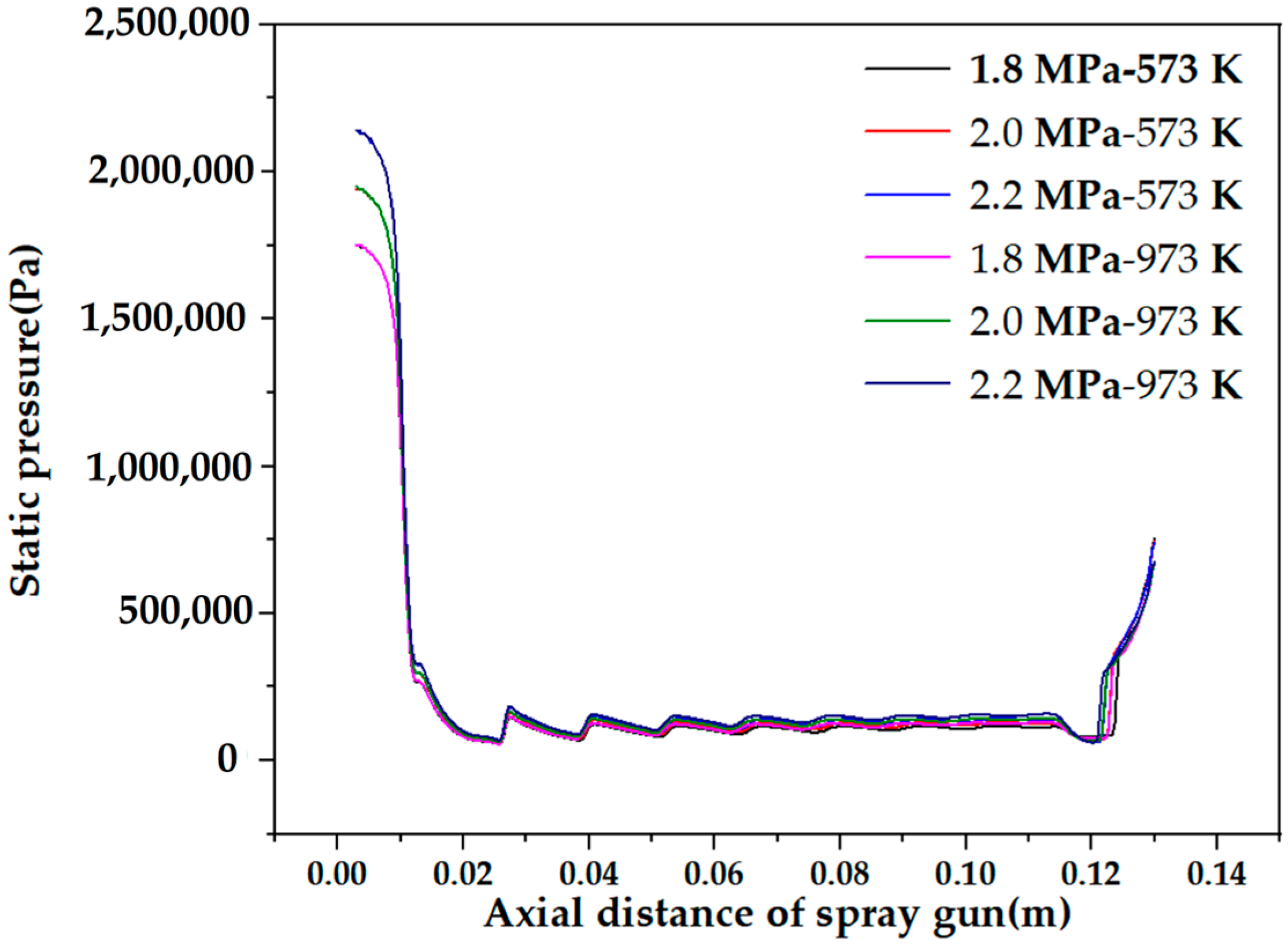
3.1. Static Pressure Analysis of Flow Field
3.2. Static Temperature Analysis of Flow Field
3.3. Axial Velocity of Gas Flow
3.4. Axial Velocity of HA/Ti Composite Particles
3.5. Experimental Investigation of the Deposition of Single HA/30 wt.% Ti Splat
4. Conclusions
- There was a certain variation in static pressure throughout the entire spraying area. In the spray gun, static pressure was mainly affected by disturbance waves, and there was a certain fluctuation phenomenon in the static pressure. Static pressure decreased caused by the expansion wave between the nozzle outlet to the substrate surface. Static pressure suddenly increased due to the influence of shock wave at the front of the substrate;
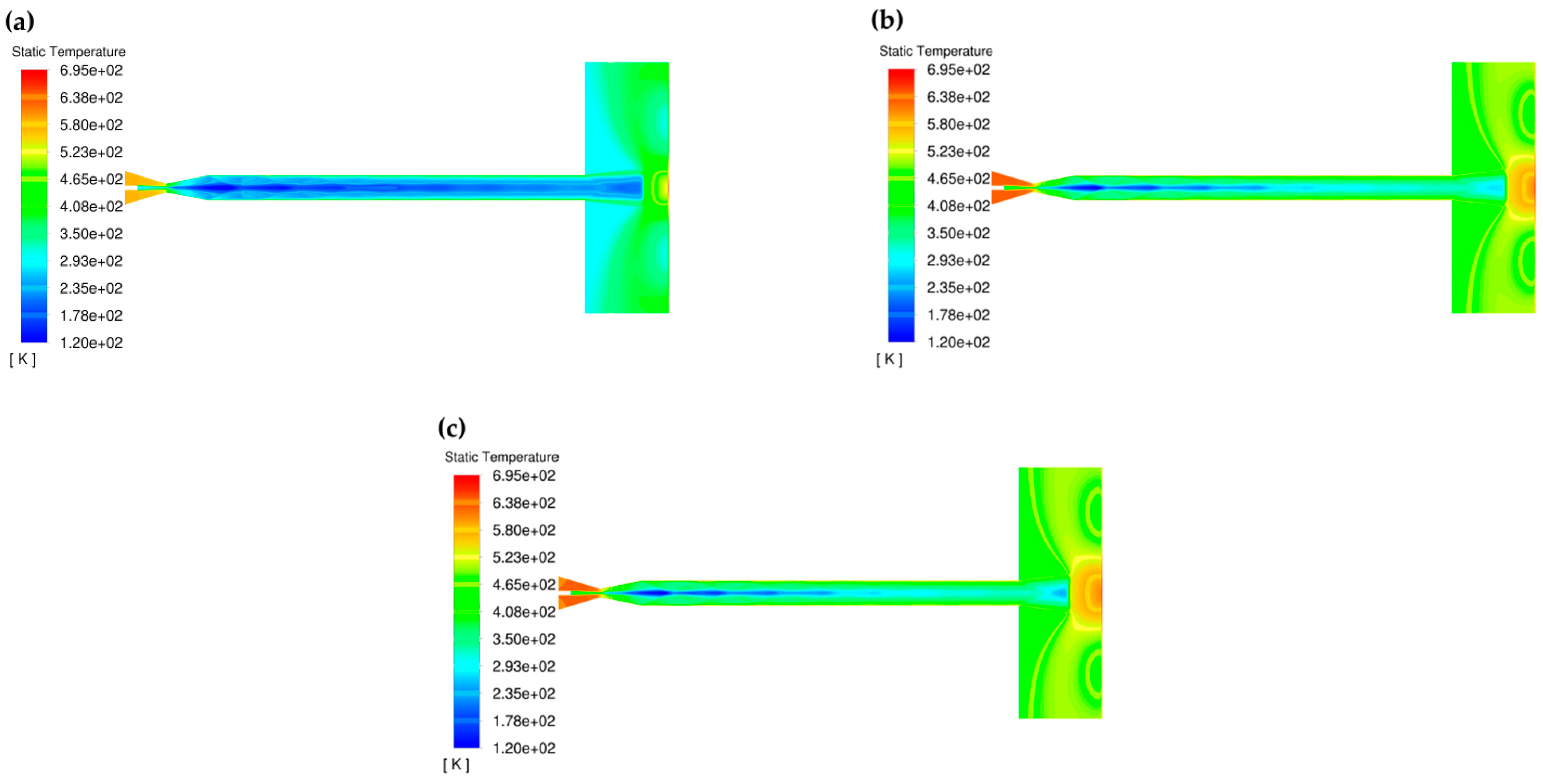
- There was also a certain variation in static temperature throughout the entire spraying area. Due to the difference in thermal conductivity between the gas and the straight tube material of the spray gun, the static temperature of the gas flow near the nozzle wall was higher than that of the gas flow in the axial area of the spray gun. There was a certain fluctuation phenomenon in the static temperature due to the influence of disturbance waves in the spray gun. Due to the influence of the expansion wave, the static temperature decreased between the nozzle outlet and the substrate surface. Due to the influence of shock wave, static pressure also suddenly increased at the front of the substrate;
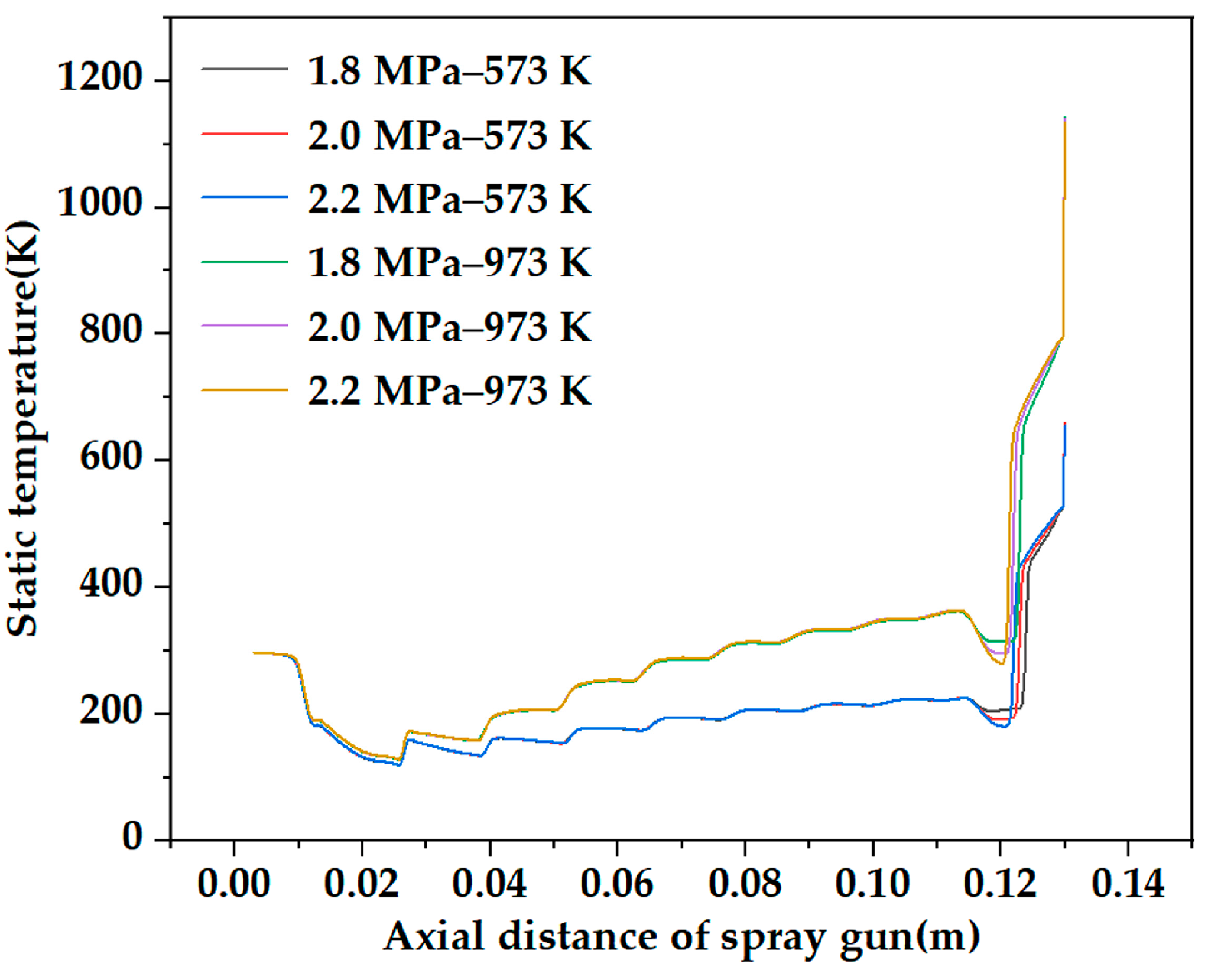
- The effects of gas pressure on the static temperature were tiny under the same inlet temperature and different pressure conditions. The static temperature in the entire spray gun cavity increased as the inlet temperature increased under the same pressure and different inlet temperature conditions. The static temperature elevated greater at the front of the substrate as importing higher inlet temperature;
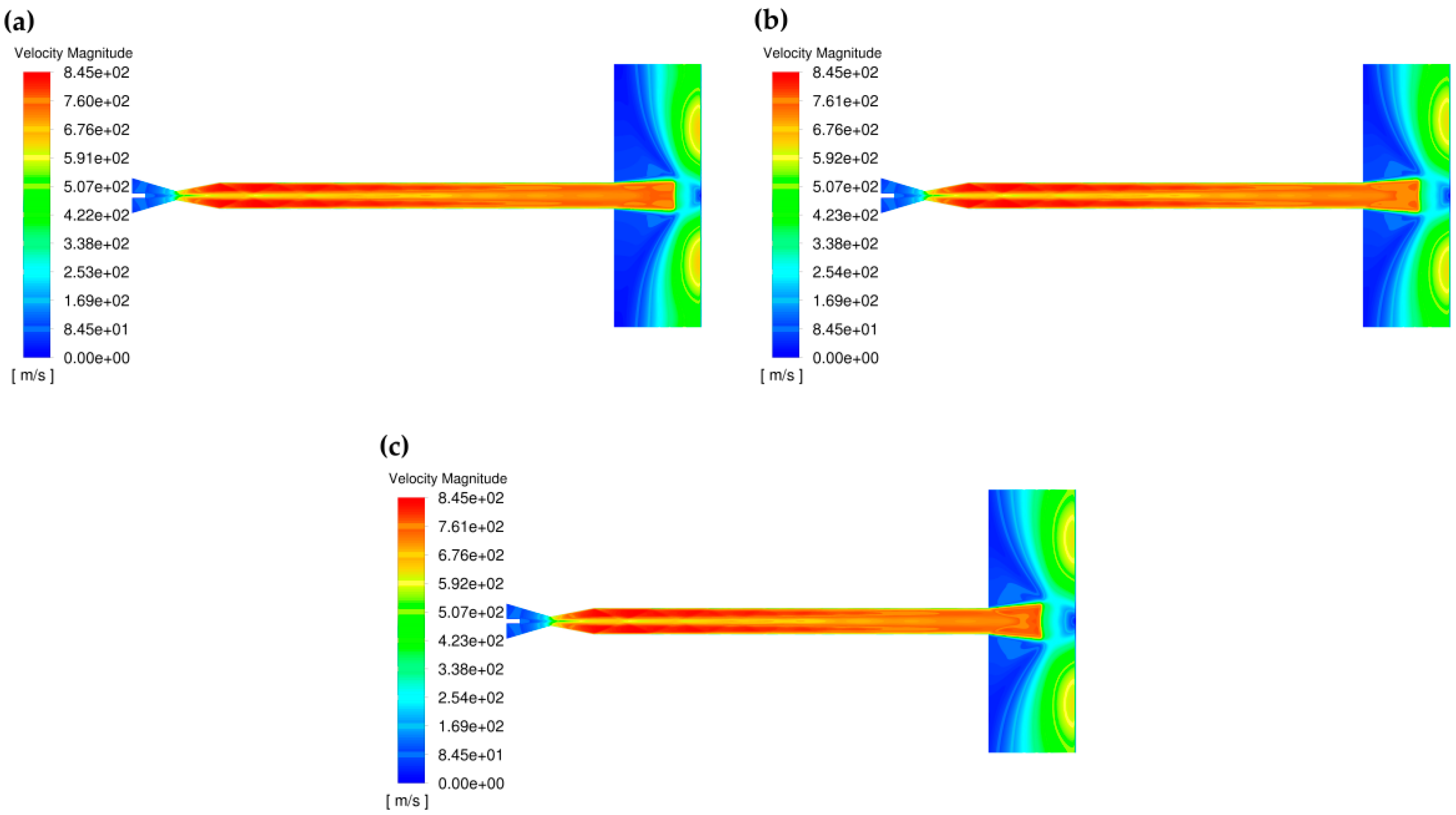
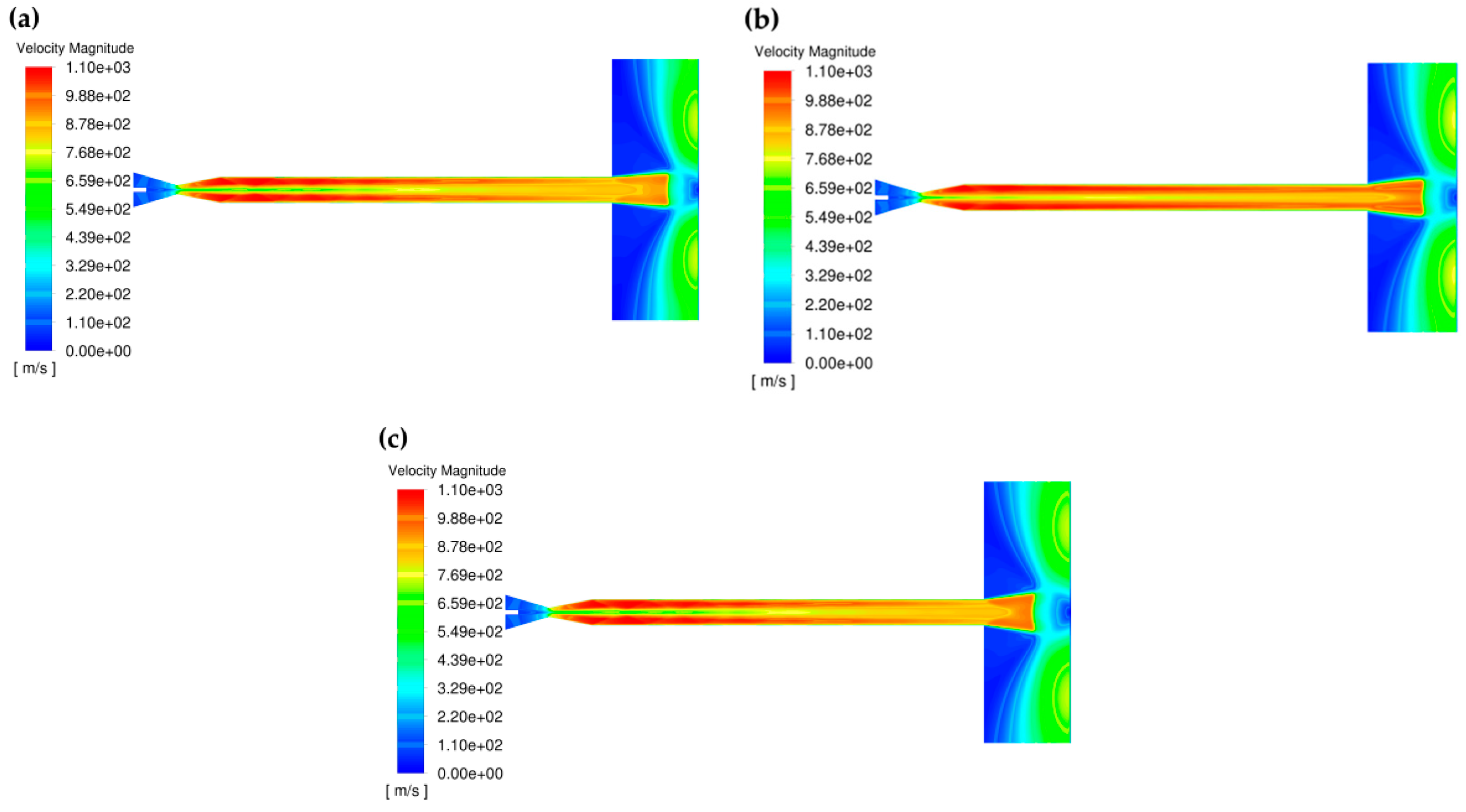
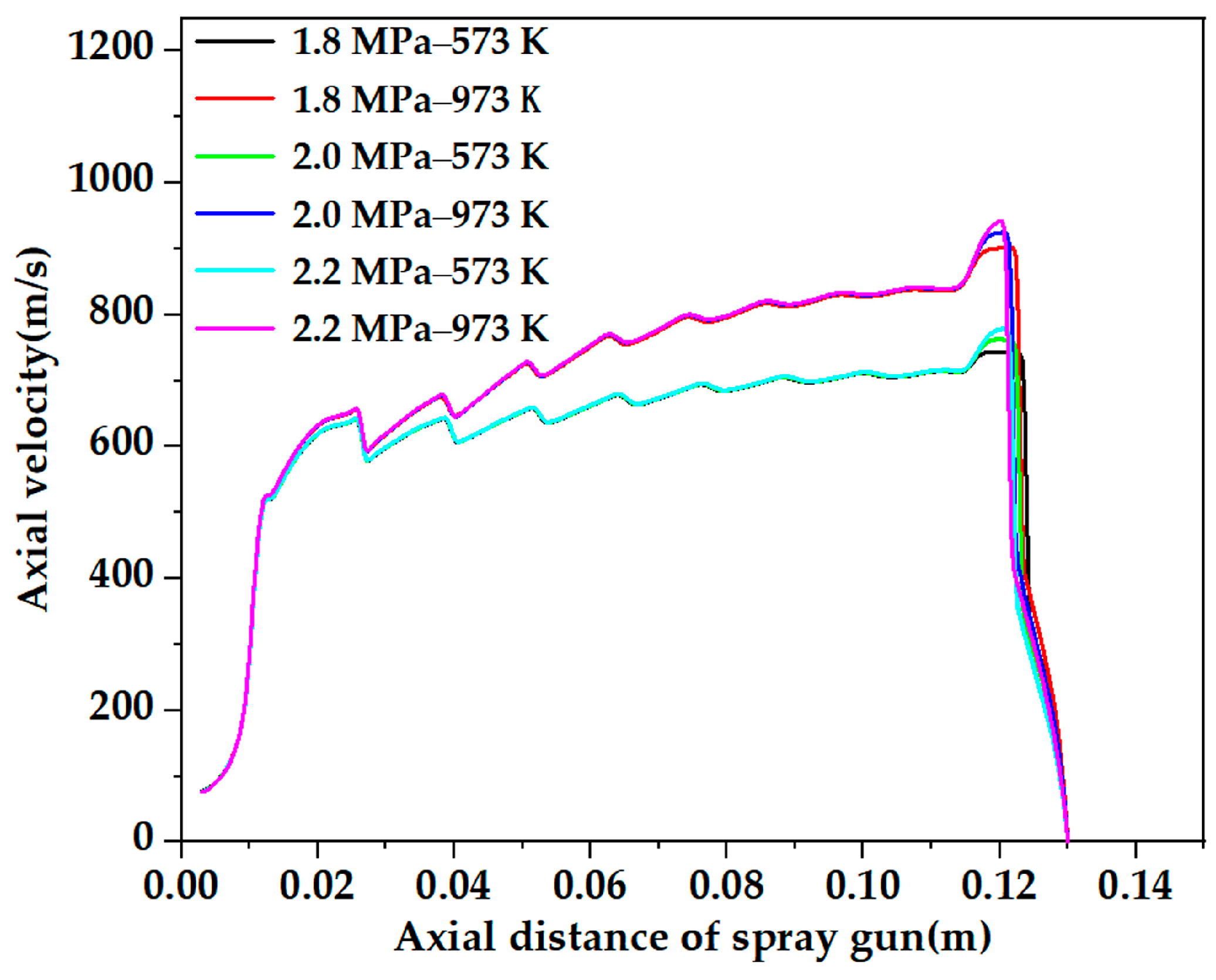
- The axial velocity of gas flow continuously increased from the throat to the straight pipe exit. At gas temperatures of 573 K and 973 K and different gas pressure conditions (from 1.8 to 2.2 MPa), the axial velocity of the gas flow at the straight pipe exit increased to 715 m/s and 841 m/s, respectively. Due to the acceleration effect of the expansion wave, the axial velocity increased to the maximum value (at an axial distance of 120 mm) after the gas flow out of the straight pipe exit;
- At a gas temperature of 573 K, the axial velocities of HA/30 wt.% Ti particles with a particle size of 10 μm at a gas pressure of 1.8 MPa, 2.0 MPa, and 2.2 MPa are 566 m/s, 572 m/s, and 577 m/s, respectively. At a gas temperature of 973 K, the axial velocities of HA/30 wt.% Ti particles with a particle size of 10 μm at a gas pressure of 1.8 MPa, 2.0 MPa, and 2.2 MPa are 636 m/s, 643 m/s, and 649 m/s, respectively. The axial velocities of HA/30 wt.% Ti particles at a gas temperature of 973 K and a different gas pressure were 12.4% higher than that at a gas temperature of 573 K and a different gas pressure;
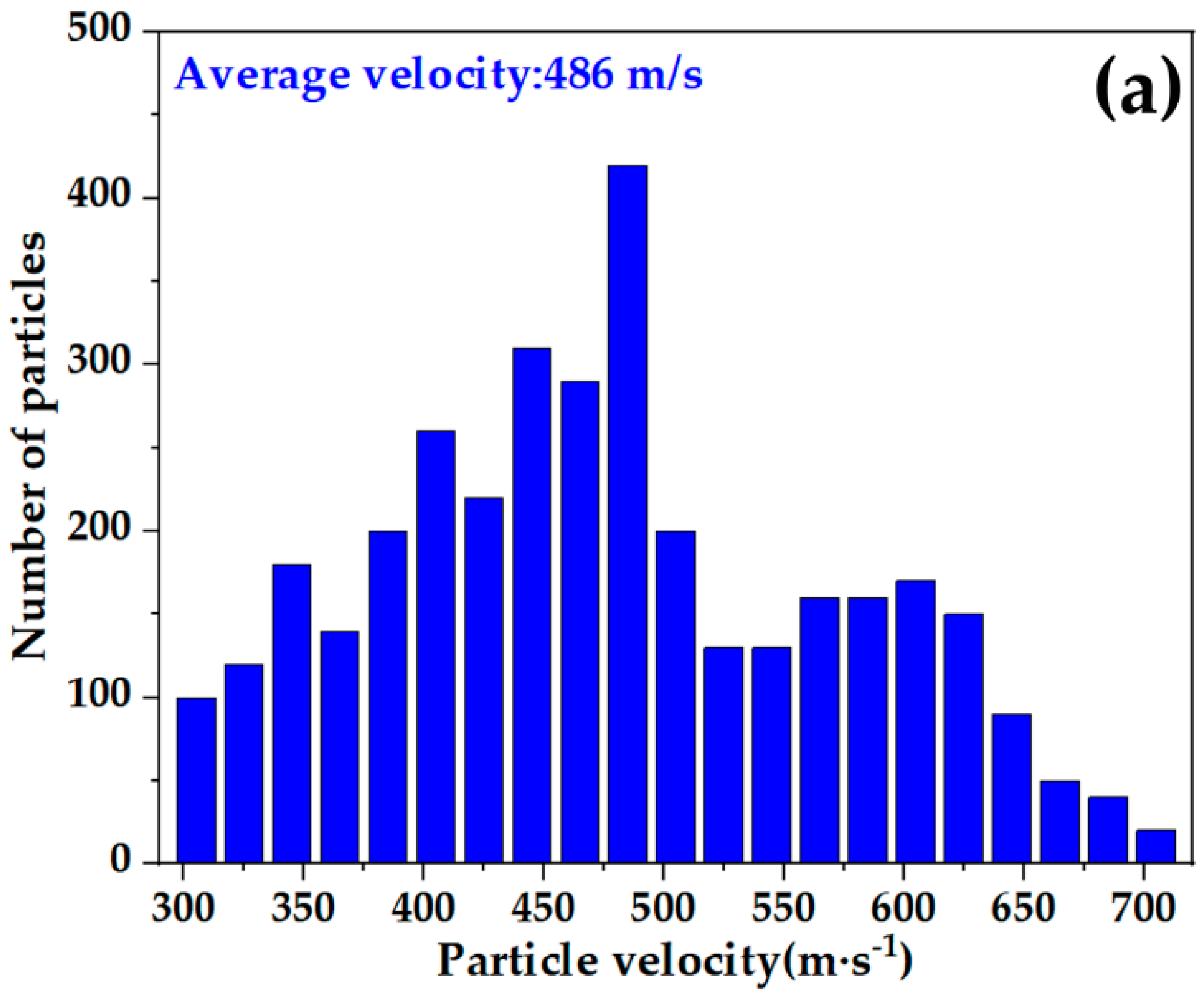
- At a gas temperature of 573 K, the axial velocities of HA/30 wt.% Ti particles with a particle size of 20 μm at a gas pressure of 1.8 MPa, 2.0 MPa, and 2.2 MPa are 471 m/s, 476 m/s, and 485 m/s, respectively. At a gas temperature of 973 K, the axial velocities of HA/30 wt.% Ti particles with a particle size of 20 μm at a gas pressure of 1.8 MPa, 2.0 MPa, and 2.2 MPa are 513 m/s, 522 m/s, and 530 m/s, respectively. The axial velocities of HA/30 wt.% Ti particles at a gas temperature of 973 K and different gas pressure were about 9.0% higher than that at a gas temperature of 573 K and a different gas pressure;
- At a gas temperature of 573 K, the axial velocities of HA/30 wt.% Ti particles with a particle size of 30 μm at a gas pressure of 1.8 MPa, 2.0 MPa, and 2.2 MPa are 417 m/s, 427 m/s, and 435 m/s, respectively. At a gas temperature of 973 K, the axial velocities of HA/30 wt.% Ti particles with a particle size of 30 μm at a gas pressure of 1.8 MPa, 2.0 MPa, and 2.2 MPa are 448 m/s, 457 m/s, and 467 m/s, respectively. The axial velocities of HA/30 wt.% Ti particles at a gas temperature of 973 K and a different gas pressure were 7% higher than that at a gas temperature of 573 K and different gas pressure;
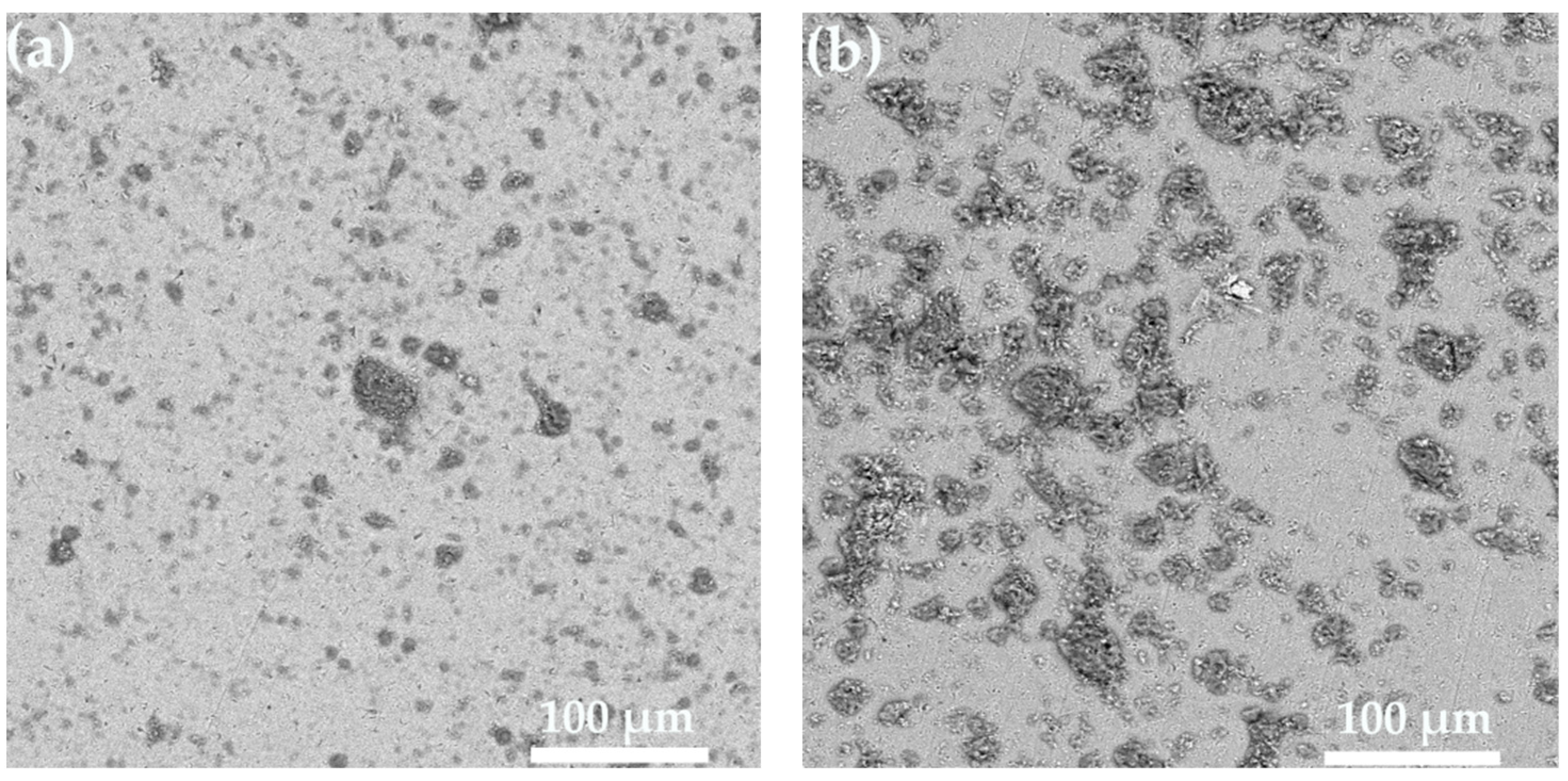
- A significant plastic deformation of particles occurred as depositing on the surface of Ti6Al4V substrate at different gas temperatures, and the morphology of HA/30 wt.% Ti particles changed from spherical to a flat shape. Meanwhile, an ejecta phenomenon appeared at the edges of the splat. Moreover, the deformation of HA/30 wt.% Ti particle increased with the increase in gas temperature;
- There is a certain influence of gas temperature on the bonding of HA/30 wt.% Ti particles to the substrate surface, and higher gas temperature is beneficial to improving the deformation of HA/30 wt.% Ti particles and promoting the bonding between the splats and Ti6Al4V substrate;
- Comparing the numerical and experimental investigation, it was found that the experimental results were consistent with the numerical analysis results, and the deposition velocity of HA/30 wt.% Ti particles in the experiment was within the range of the axial velocity of the simulated HA/30 wt.% Ti particles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, C.Y.; Xie, X.L.; Xie, Y.C.; Yan, X.C.; Huang, C.J.; Deng, S.H.; Ren, Z.M.; Liao, H.L. Metallization of polyether ether ketone (PEEK) by copper coating via cold spray. Surf. Coat. Technol. 2018, 342, 209–219. [Google Scholar] [CrossRef]
- Li, W.Y.; Jiang, R.R.; Huang, C.J.; Zhang, Z.H.; Feng, Y. Effect of cold sprayed Al coating on mechanical property and corrosion behavior of friction stir welded AA2024-T351 joint. Mater. Des. 2015, 65, 757–761. [Google Scholar] [CrossRef]
- Li, W.Y.; Cao, C.C.; Yin, S. Solid-state cold spraying of Ti and its alloys: A literature review. Prog. Mater. Sci. 2020, 110, 100633. [Google Scholar] [CrossRef]
- Suo, X.K.; Yu, M.; Li, W.Y.; Planche, M.P.; Liao, H.L. Effect of substrate preheating on bonding strength of cold-sprayed Mg coatings. J. Therm. Spray Technol. 2012, 21, 1091–1098. [Google Scholar] [CrossRef]
- Song, B.; Voisey, K.T.; Hussain, T. High temperature chlorine-induced corrosion of Ni50Cr coating: HVOLF, HVOGF, cold spray and laser cladding. Surf. Coat. Technol. 2018, 337, 357–369. [Google Scholar] [CrossRef]
- Nikbakht, R.; Cojocaru, C.V.; Aghasibeig, M.; Irissou, R.; Kim, T.S.; Kim, H.S.; Jodoin, B. Cold Spray and Laser-Assisted Cold Spray of CrMnCoFeNi High Entropy Alloy Using Nitrogen as the Propelling Gas. J. Therm. Spray Technol. 2022, 31, 1129–1142. [Google Scholar] [CrossRef]
- Chen, X.; Wang, H.T.; Ji, G.C.; Bai, X.B.; Dong, Z.X. Deposition behavior of nanostructured WC-23Co particles in cold spraying process. Mater. Manuf. Process. 2016, 31, 1507–1513. [Google Scholar] [CrossRef]
- Yang, G.J.; Gao, P.H.; Li, C.X.; Li, C.J. Mechanical property and wear performance dependence on processing condition for cold-sprayed WC-(nanoWC-Co). Appl. Surf. Sci. 2015, 332, 80–88. [Google Scholar] [CrossRef]
- Sai Jagadeeswara, A.; Kumara, S.; Venkataraman, B.; Suresh Babu, P.; Jyothirmayi, A. Effect of thermal energy on the deposition behaviour, wear and corrosion resistance of cold sprayed Ni-WC cermet coatings. Surf. Coat. Technol. 2020, 399, 126138. [Google Scholar] [CrossRef]
- Wolfe, D.E.; Eden, T.J.; Potter, J.K.; Jaroh, A.P. Investigation and characterization of Cr3C2-based wear-resistant coatings applied by the cold spray process. J. Therm. Spray Technol. 2006, 15, 400–412. [Google Scholar] [CrossRef]
- Winnicki, M.; Gibas, A.; Baszczuk, A.; Jasiorski, M. Low pressure cold spraying of TiO2 on acrylonitrile butadiene styrene (ABS). Surf. Coat. Technol. 2020, 406, 126717. [Google Scholar] [CrossRef]
- Yang, G.J.; Liao, K.X.; Li, C.J.; Fan, S.Q.; Li, C.X.; Li, S. Formation of pore structure and its influence on the mass transport property of vacuum cold sprayed TiO2 coatings using strengthened nanostructured powder. J. Therm. Spray Technol. 2012, 21, 505–513. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Liu, Y.; Yang, G.J.; Feng, J.J.; Kusumoto, K. Effect of microstructure on the electrical properties of nano-structured TiN coatings deposited by vacuum cold spray. J. Therm. Spray Technol. 2010, 19, 1231–1237. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Y.Y.; Yang, G.J.; Feng, J.J.; Kusumoto, K. Effect of nano-sized TiN additions on the electrical properties of vacuum cold sprayed SiC coatings. J. Therm. Spray Technol. 2010, 19, 1238–1243. [Google Scholar] [CrossRef]
- Tian, Y.S.; Qian, X.L.; Chen, M.Q. Effect of saturated steam treatment on the crystallinity of plasma-sprayed hydroxyapatite coatings. Surf. Coat. Technol. 2015, 266, 38–41. [Google Scholar] [CrossRef]
- Vilardell, A.M.; Garcia-Giralt, N.; Dosta, S.; Cano, I.G.; Guilemany, J.M. Functionalized coatings by cold spray: An in vitro study of micro- and nanocrystalline hydroxyapatite compared to porous titanium. Mater. Sci. Eng. C 2018, 87, 41–49. [Google Scholar] [CrossRef]
- Chen, Q.Y.; Zou, Y.L.; Chen, X.; Bai, X.B.; Yao, H.L.; Wang, H.T.; Wang, F. Morphological, structural and mechanical characterization of cold sprayed hydroxyapatite coating. Surf. Coat. Technol. 2019, 357, 910–923. [Google Scholar] [CrossRef]
- Chatelain, D.; Denoirjean, A.; Guipont, V.; Rossignol, F.; Tessier-Doyen, N. Influence of the thermal treatment of a hydroxyapatite powder on the characteristics of coatings deposited by cold gas spraying. Surf. Coat. Technol. 2022, 446, 128697. [Google Scholar] [CrossRef]
- Chen, X.; Ji, G.C.; Bai, X.B.; Yao, H.L.; Chen, Q.Y.; Zou, Y.L. Microstructures and properties of cold spray nanostructured HA coatings. J. Therm. Spray Technol. 2018, 27, 1344–1355. [Google Scholar] [CrossRef]
- Lin, Y.G.; Yang, Z.R.; Cheng, J. Preparation, characterization and antibacterial properties of cerium substituted hydroxyapatite nanoparticle. J. Rare Earth 2007, 25, 452–456. [Google Scholar] [CrossRef]
- Harun, W.S.M.; Asri, R.I.M.; Alias, J.; Zulkifli, F.H.; Kadirgama, K.; Ghani, S.A.C.; Shariffuddin, J.H.M. A comprehensive review of hydroxyapatite-based coatings adhesion on metallic biomaterials. Ceram. Int. 2018, 44, 1250–1268. [Google Scholar] [CrossRef]
- Liu, S.J.; Li, H.J.; Zhang, L.L.; Guo, Q. Pulsed electrodeposition of carbon nanotubes-hydroxyapatite nanocomposites for carbon/carbon composites. Ceram. Int. 2016, 42, 15650–15657. [Google Scholar] [CrossRef]
- Morteza, F. Electrophoretic deposition of fiber hydroxyapatite/titania nanocomposite coatings. Ceram. Int. 2018, 44, 622–630. [Google Scholar]
- Zeng, Y.X.; Pei, X.B.; Yang, S.Y.; Qin, H.; Cai, H.; Hu, S.S.; Lei, S.; Wan, Q.B.; Wang, J. Graphene oxide/hydroxyapatite composite coatings fabricated by electrochemical deposition. Surf. Coat. Technol. 2016, 286, 72–79. [Google Scholar] [CrossRef]
- He, D.H.; Zhang, X.X.; Liu, P.; Liu, X.K.; Chen, X.H.; Ma, F.C.; Li, W.; Zhang, K.; Zhou, H.L. Effect of hydrothermal treatment temperature on the hydroxyapatite coatings deposited by electrochemical method. Surf. Coat. Technol. 2021, 406, 126656. [Google Scholar] [CrossRef]
- Abdulsahib Hamdi, D.; Jiang, Z.T.; No, K.; Mahbubur Rahman, M.; Lee, P.C.; Nguyen, L.; Kim, J.; Altarawneh, M.; Thair, L.; Jumaa, T.A.J.; et al. Biocompatibility study of multi-layered hydroxyapatite coatings synthesized on Ti-6Al-4V alloys by RF magnetron sputtering for prosthetic-orthopaedic implant applications. Appl. Surf. Sci. 2019, 463, 292–299. [Google Scholar] [CrossRef]
- Li, S.M.; Zhang, Q.; Zhao, Y.T.; Da, Z.L.; Liu, X.Y.; Zhang, Z. Preparation, structure and properties of HAF/YSZ gradient composite coatings. Chin. J. Tissue Eng. Res. 2011, 15, 8805–8808. [Google Scholar]
- Chen, M.F.; Liu, J.W.; Wang, Y.H.; You, C. Preparation and characterization of TiO2/HA bio-composite film by RF magnetron sputtering. Acta Mate. Compo. Sin. 2003, 20, 52–56. [Google Scholar]
- Ding, S.J. Properties and immersion behavior of magnetron-sputtered multi-layered hydroxyapatite/titanium composite coatings. Biomaterials 2003, 24, 4233–4238. [Google Scholar] [CrossRef]
- Kou, S.Z.; Cheng, Y.L.; Guo, Y. The present situation of hydroxyapatite (HA) coatings on biomaterial substrate by magnetron sputtering. Mater. Rev. 2006, 20, 107–110. [Google Scholar]
- Chakraborty, R.; Raza, M.S.; Datta, S.; Saha, P. Synthesis and characterization of nickel free titanium–hydroxyapatite composite coating over Nitinol surface through in-situ laser cladding and alloying. Surf. Coat. Technol. 2019, 358, 539–550. [Google Scholar] [CrossRef]
- Pei, X.B.; Wang, J.; Wan, Q.B.; Kang, L.J.; Xiao, M.L.; Bao, H. Functionally graded carbon nanotubes/hydroxyapatite composite coating by laser cladding. Surf. Coat. Technol. 2011, 205, 4380–4387. [Google Scholar] [CrossRef]
- Behera, R.R.; Hasan, A.; Sankar, M.R.; Pandey, L.M. Laser cladding with HA and functionally graded TiO2-HA precursors on Ti-6Al-4V alloy for enhancing bioactivity and cyto-compatibility. Surf. Coat. Technol. 2018, 352, 420–436. [Google Scholar] [CrossRef]
- Smolina, I.; Szymczyk, P.; Chlebus, E.; Ivashchenko, I.; Kurzynowski, T. Composite laser-clad coating on titanium substrate using pure hydroxyapatite powder. Powder Metall. Met. Ceram. 2015, 54, 85–91. [Google Scholar] [CrossRef]
- Singh, A.; Singh, G.; Chawla, V. Characterization and mechanical behaviour of reinforced hydroxyapatite coatings deposited by vacuum plasma spray on SS-316L alloy. J. Mech. Behav. Biomed. Mater. 2018, 79, 273–282. [Google Scholar] [CrossRef]
- Li, H.; Khor, K.A.; Cheang, P. Effect of the powders’melting state on the properties of HVOF sprayed hydroxyapatite coatings. Mater. Sci. Eng. A 2000, 293, 71–80. [Google Scholar] [CrossRef]
- Mittal, M.; Nath, S.K.; Prakash, S. Improvement in mechanical properties of plasma sprayed hydroxyapatite coatings by Al2O3 reinforcement. Mater. Sci. Eng. C 2013, 33, 2838–2845. [Google Scholar] [CrossRef]
- Singh, G. Mechanical behavior of plasma-sprayed pure and reinforced hydroxyapatite coating on Ti6Al4V alloy. J. Aust. Ceram. Soc. 2019, 55, 85–96. [Google Scholar] [CrossRef]
- Li, H.; Khor, K.A.; Cheang, P. Titanium dioxide reinforced hydroxyapatite coatings deposited by high velocity oxy-fuel (HVOF) spray. Biomaterials 2002, 23, 85–91. [Google Scholar] [CrossRef] [PubMed]
- Yao, H.L.; Wang, H.T.; Bai, X.B.; Ji, G.C.; Chen, Q.Y. Improvement in mechanical properties of nano-structured HA/TiO2 multilayer coatings deposited by high velocity suspension flame spraying (HVSFS). Surf. Coat. Technol. 2018, 342, 94–104. [Google Scholar] [CrossRef]
- Yao, H.L.; Zou, Y.L.; Bai, X.B.; Wang, H.T.; Ji, G.C.; Chen, Q.Y. Microstructures, mechanical properties and electrochemical behaviors of nano-structured HA/Ti composite coatings deposited by high-velocity suspension flame spray (HVSFS). Ceram. Int. 2018, 44, 13024–13030. [Google Scholar] [CrossRef]
- Ji, G.C.; Zou, Y.L.; Chen, Q.Y.; Yao, H.L.; Wang, F. Mechanical properties of warm sprayed HATi bio-ceramic composite coatings. Ceram. Int. 2020, 46, 27021–27030. [Google Scholar] [CrossRef]
- Chen, X.Y.; Zhang, B.T.; Gong, Y.F.; Zhou, P.; Li, H. Mechanical properties of nanodiamond-reinforced hydroxyapatite composite coatings deposited by suspension plasma spraying. Appl. Surf. Sci. 2018, 439, 60–65. [Google Scholar] [CrossRef]
- Guillem-Marti, J.; Cinca, N.; Punset, M.; Cano, I.G.; Gil, F.J.; Guilemany, J.M.; Dosta, S. Porous titanium-hydroxyapatite composite coating obtained on titanium by cold gas spray with high bond strength for biomedical applications. Colloids Surf. B Biointerfaces 2019, 180, 245–253. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Mohanty, P. Electrochemical behavior of cold sprayed hydroxyapatite/titanium composite in Hanks’ solution. Electrochim. Acta 2012, 65, 134–140. [Google Scholar] [CrossRef]
- Gardon, M.; Concustell, A.; Dosta, S.; Cinca, N.; Cano, I.G.; Guilemany, J.M. Improved bonding strength of bioactive cermet cold gas spray coatings. Mater. Sci. Eng. C 2014, 45, 117–121. [Google Scholar] [CrossRef]
- Ning, X.J.; Wang, Q.S.; Ma, Z.; Kim, H.J. Numerical study of in-flight particle parameters in low-pressure cold spray process. J. Therm. Spray Technol. 2010, 19, 1211–1217. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.; Gao, Q.Q.; Duan, X.X.; Liu, H. Comparison of microstructure, microhardness, fracture toughness, and abrasive wear of WC-17Co coatings formed in various spraying ways. Coatings 2022, 12, 814. [Google Scholar] [CrossRef]
- Ji, G.C.; Chen, X.; Wang, H.T.; Bai, X.B.; Dong, Z.X. Deformation behaviors of cold-sprayed WC-Co particles. J. Therm. Spray Technol. 2015, 24, 1100–1110. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Parameters | Value |
|---|---|
| Gas pressure/MPa | 1.8, 2.0, 2.2 |
| Gas temperature inlet/K | 573, 973 |
| Particle size/μm | 10, 20, 30 |
| Spray distance/mm | 20 |
| Value | |
|---|---|
| Accelerating gas pressure/MPa | 2.0 |
| Powder-feeding gas pressure/MPa | 2.2 |
| Gas temperature in gun chamber/°C | 300 ± 10, 700 ± 10 |
| Transverse speed of gun/mm·s−1 | 500 |
| Spray distance/mm | 20 |
| Substrate | Ti6Al4V |
| Particle Size | Gas Pressure | Gas Temperature | |
|---|---|---|---|
| 573 K | 973 K | ||
| 10 μm | 1.8 MPa | 566 m/s | 636 m/s |
| 2.0 MPa | 572 m/s | 643 m/s | |
| 2.2 MPa | 577 m/s | 649 m/s | |
| 20 μm | 1.8 MPa | 471 m/s | 513 m/s |
| 2.0 MPa | 476 m/s | 522 m/s | |
| 2.2 MPa | 485 m/s | 530 m/s | |
| 30 μm | 1.8 MPa | 417 m/s | 448 m/s |
| 2.0 MPa | 427 m/s | 457 m/s | |
| 2.2 MPa | 435 m/s | 467 m/s | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Xi, Z.; Liu, H.; Duan, X.; Gao, Q.; Li, C. Numerical and Experimental Investigation Gas-Particle Two Phase Flow in Cold Spraying Nanostructured HA/Ti Composite Particle. Coatings 2023, 13, 818. https://doi.org/10.3390/coatings13050818
Chen X, Xi Z, Liu H, Duan X, Gao Q, Li C. Numerical and Experimental Investigation Gas-Particle Two Phase Flow in Cold Spraying Nanostructured HA/Ti Composite Particle. Coatings. 2023; 13(5):818. https://doi.org/10.3390/coatings13050818
Chicago/Turabian StyleChen, Xiao, Zhijun Xi, Hao Liu, Xixi Duan, Qinqin Gao, and Chengdi Li. 2023. "Numerical and Experimental Investigation Gas-Particle Two Phase Flow in Cold Spraying Nanostructured HA/Ti Composite Particle" Coatings 13, no. 5: 818. https://doi.org/10.3390/coatings13050818
APA StyleChen, X., Xi, Z., Liu, H., Duan, X., Gao, Q., & Li, C. (2023). Numerical and Experimental Investigation Gas-Particle Two Phase Flow in Cold Spraying Nanostructured HA/Ti Composite Particle. Coatings, 13(5), 818. https://doi.org/10.3390/coatings13050818