3.1. Regression Analysis
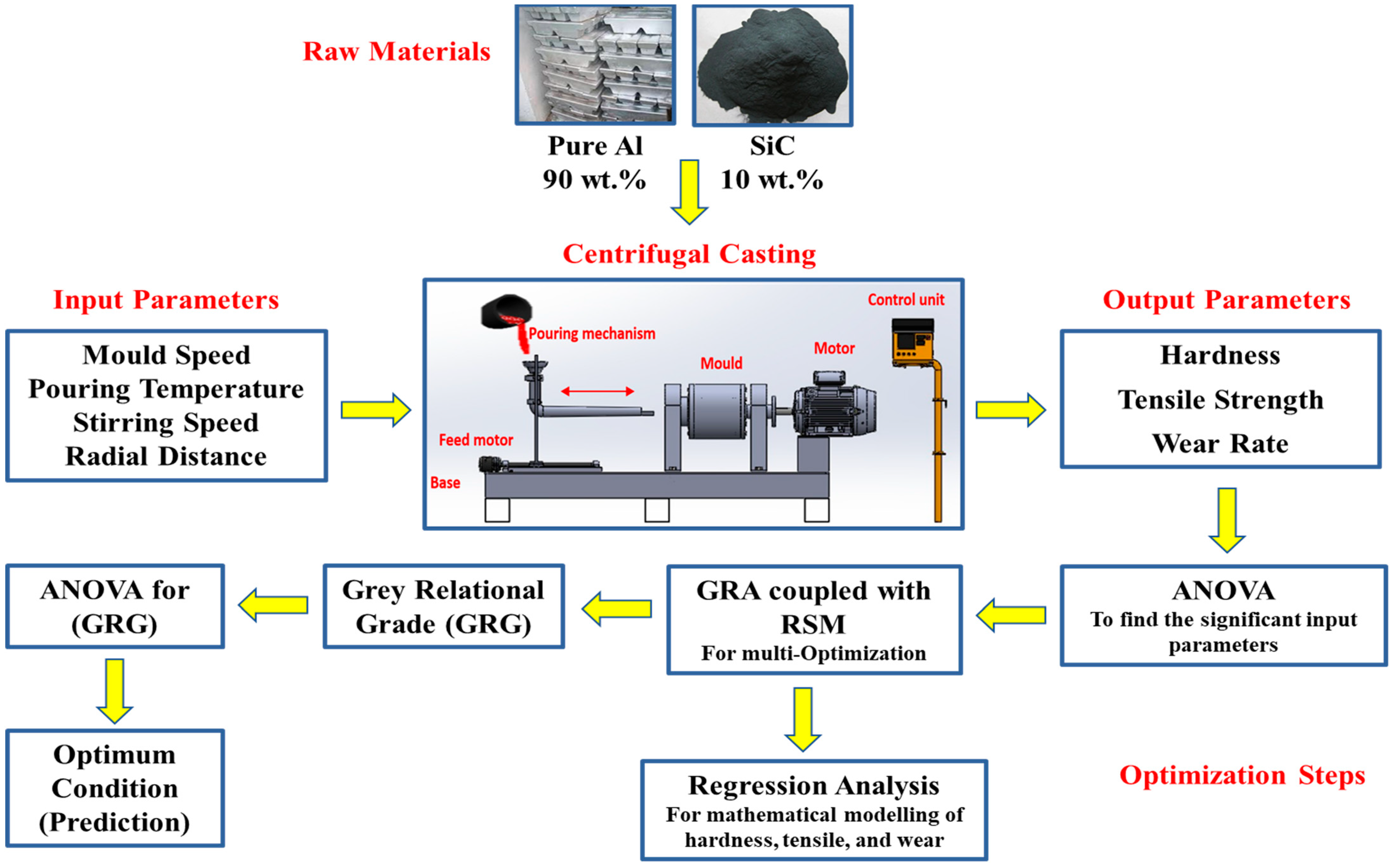
Minitab statistical software version 19 was used to create the RSM models for hardness, tensile strength, and wear rate.
Table 2 displays the experimental results of four parameters (mold speed, pouring temperature, stirring speed, and radial distance) with their levels for three output responses of characteristics of graded composites.
Table 3,
Table 4 and
Table 5 show the values of R
2 and adjusted R
2 for models, and these values were found to be closest to each other, indicating that the developed full-quadratic models were accurate in linking the responses to the parameters. Furthermore, the R
2 was in close approximation with the adjusted R
2, with a discrepancy of less than 0.3 in all cases. The effect of output responses on achieving optimal values for main factors and assessing the competency of the present models was examined through analysis of variance (ANOVA), as shown in
Table 3,
Table 4 and
Table 5.
Multiple regression models were developed at a 95% confidence level for both responses such as hardness, tensile strength, and wear rate using mold speed (A), pouring temperature (B), stirring speed (C), and radial distance (D) as input parameters. The regression coefficients produced from the significance tests were utilized to build the empirical models, as illustrated in the equations below (6–8). The developed models demonstrate that the linear term, square term, and interaction term all had an effect on the responses of graded composites in this study. For instance, for all graded composites, the main effects of mold speed (A), pouring temperature (B), and radial distance (D); interaction effects of pouring temperature and radial distance (BD) and of stirring speed and radial distance (CD); and quadratic effects of stirring speed (C2) and radial distance (D2) were observed as significant for hardness, tensile strength, and wear rate.
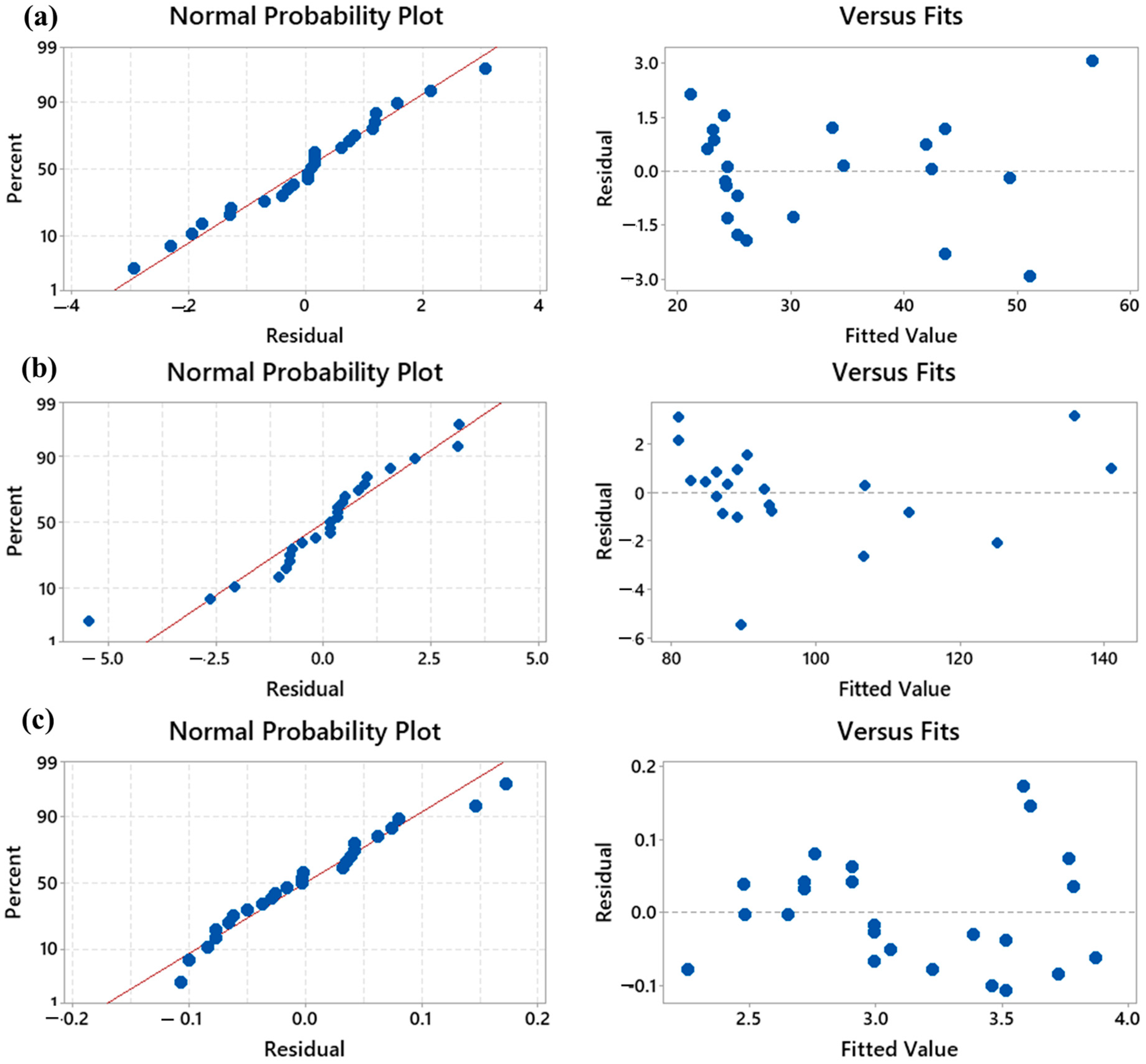
When the measured values of variables in Equations (6)–(8) were substituted, responses (hardness, tensile strength, and wear rate) of the graded composites formed by the centrifugal casting method were able to be computed within the range of factors investigated. The normal probability plot of the residuals, given in
Figure 3, was used to assess the adequacy of the regression equations. The points were extremely close to the normal probability line, indicating that the models were sufficient. The results also revealed that the residuals were consistent with the premise that errors were normally distributed and lacked a particular structure that is distinctive. Furthermore,
Figure 3 shows the normal plot of residuals for the quadratic models of responses for the graded composites, with all residuals aligned along the inclined line. It signifies that all the experimental data points were within the range of all experimental values, confirming ANOVA’s normal distribution. As a result, the models created for predicting the properties of graded composites were adequate.
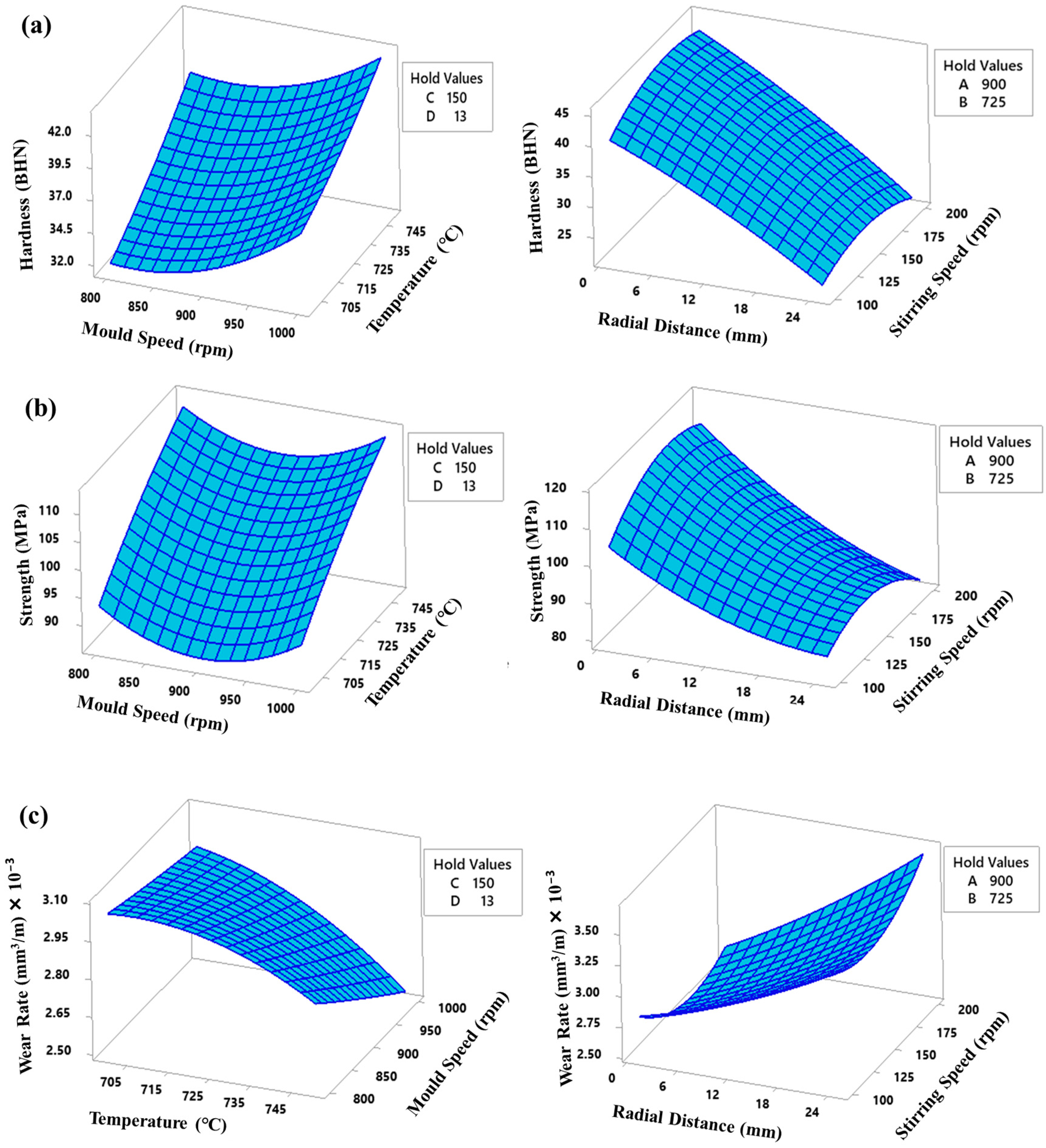
Figure 4 shows three-dimensional (3D) surface plots of hardness, tensile strength, and wear rate depending on the speed of rotation, pouring temperature, and stirring speed at radial distances (1, 10, and 25 mm). In the surface plots, the hardness, tensile strength, and wear resistance increased as the interaction between rotation speed and the pouring temperature increased. Moreover, in the outer zone (1 mm from the outer surface), the interaction between the main parameters became higher by the centrifugal force, leading to the increased mechanical properties and wear resistance of the graded composites. Throughout a centrifugal casting, denser particles (SiC) move to the external surface of the graded composite, while lighter particles (pure Al) drop within the spinning axis. This is mostly due to the centrifugal force governing particle and molten metal mobility; the high density leads ceramic particles to push away from the rotating axis and form the particle-enriched outer region, and other investigations reported a similar observation of results [
20,
62]. Moreover, improved properties of the produced composites are primarily due to the extreme existence of particles at the outer region with a smoother distribution due to centrifugal force. Compared to the properties at the inner zone (25 mm from the outer surface), the middle zone (10 mm from the outer surface) was sufficiently high, and there was no perceivable augmentation in properties with increasing main parameters in this zone. This observation has been reported by other researchers [
63,
64]. Furthermore,
Figure 4 demonstrates a considerable rise in characteristics at high mold speed (1500 rpm) and pouring temperature (750 °C) in the outer zone, and the influence of radial distance was considerably more obvious at lower levels (1 mm from the outer surface) compared to stirring speed, which had a greater influence at middle levels (150 rpm).
where
A is the mold speed (rpm),
B is the pouring temperature (°C),
C is the stirring speed (rpm), and
D is the radial distance from the outer surface of the graded composite (mm).
3.2. Grey Relational Grade Evaluation
Table 6 shows the normalized values, deviation coefficients, grey relational coefficients, GRG, and rank obtained from the previous Equations (2)–(5) in order to acquire the best combination of main parameters to achieve the best properties such as hardness, tensile strength, and wear resistance for the produced composites. If the normalized value generated from the data pre-processing procedure is equal to or close to 1 for any response at any experiment, the performance of this experiment is considered to be the best for this response [
60]. Moreover,
Table 6 displays that the highest GRG was of the order of 1. The closest optimum controllable parameter combination was experiment number 6, highlighted in gray: mold speed of 1000 rpm (level 3), pouring temperature of 750 °C (level 3), stirring speed of 150 rpm (level 2), and radial distance of 1 mm (level 1) from the outer surface of the produced composites.
Table 6 was used to determine the means of the grey relational grade for each level of configurable parameters, which are summarized in
Table 7. The higher the grey relational grade, which is shown in bold in
Table 7, the better the numerous performance attributes. As a result, the ideal main parameters were computed as Level 3 for mold speed, Level 3 for pouring temperature, Level 2 for stirring parameters, and Level 1 for the radial distance, as shown in
Table 7.
Further validation for optimal values of process conditions was performed by studying the relationship between the main effects of main parameters and GRG results, as shown in
Figure 5. According to the plot, the peak value at each level reflects the best possible result for GRG. Thus, the ideal combination of parameters to optimize the GRG was found to be 1000 rpm, 750 °C, 150 rpm, and 1 mm for the mold speed, pouring temperature, stirring speed, and the radial distance, respectively, as confirmed by the response table for the grey relational grades provided in
Table 7. A similar trend of these results was obtained by another study [
31].
3.3. Analysis of Variance for Grey Relational Grade
In this study, ANOVA was used to determine the statistical significance of output parameters to achieve the optimal values for main parameters and check the competency of the current GRG model. This was conducted by separating the entire variability of the GRG (calculated as the sum of the squared deviations from the total mean of the GRG into contributions through each controllable parameter). In order to assess the importance of the controllable change in the performance characteristic, the percentages of each parameter in the total sum of squared deviations were employed.
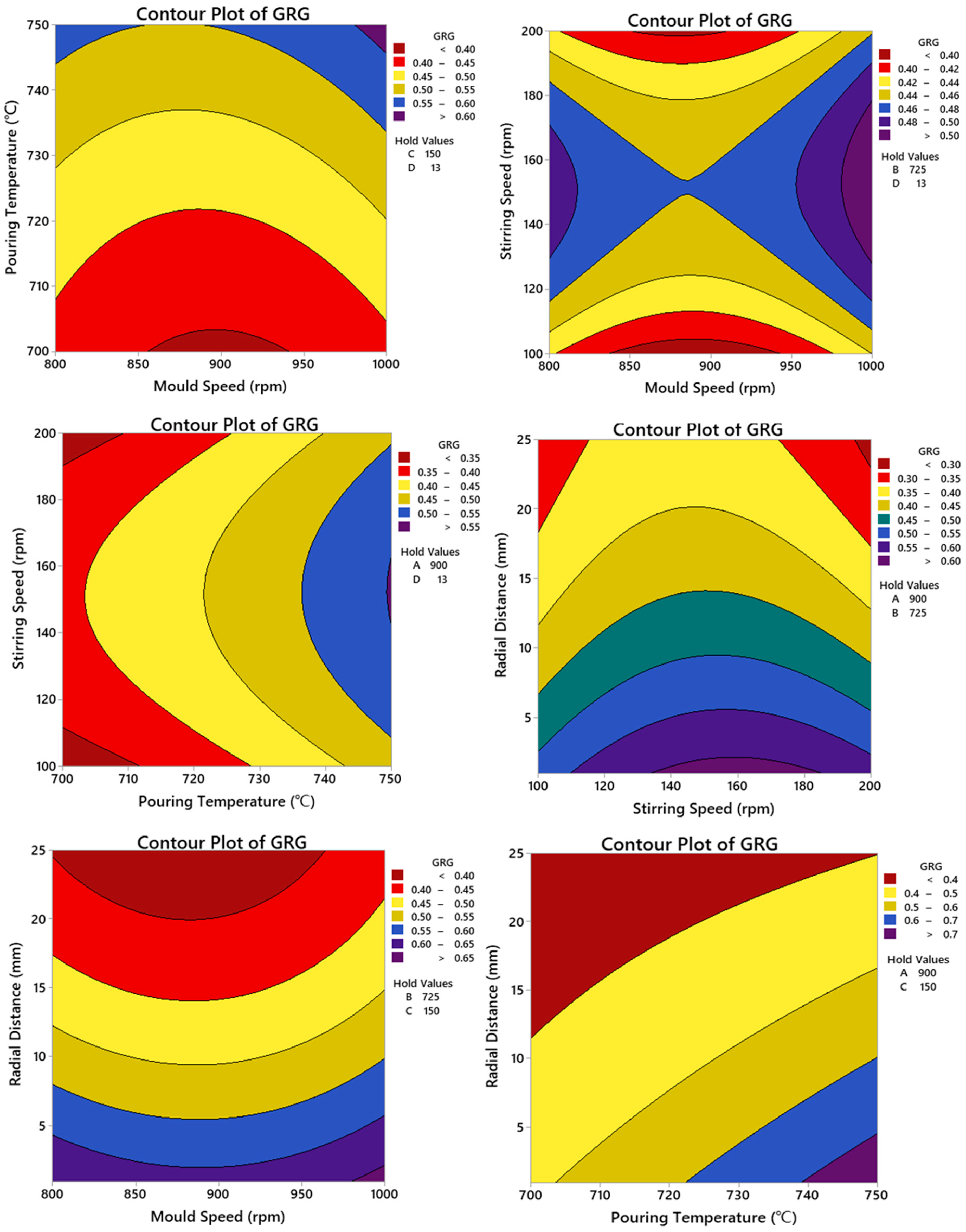
Table 8 presents the results of ANOVA for the GRG values with the percentage of contributions for the main parameters. In addition, the ANOVA table indicates the effect of each parameter on GRG performance. Similar to the ranking, the parameter with the greatest effect on the properties of the generated composites was D, with a contribution of 25.24%, followed by parameters B, A, and C, with contributions of 8.012%, 0.265%, and 0.053%, respectively. On the basis of these analyses, it was observed that the radial distance between the outer and inner surfaces was critical in determining the properties of the produced composites due to the heterogeneous distribution of particles within the matrix. The grey-theory-calculated GRG was used as a quality representative of all the responses, which were then analyzed using surface plots. The effect of various parameters on hardness and tensile strength (represented by GRG in the produced composites) was investigated using 2D contour plots created with Minitab 19 software. The effect of the main parameters such as mold speed, pouring temperature, stirring speed, and radial distance in the produced composites is depicted in
Figure 6. It shows that increasing the mold speed and pouring temperature raised the GRG. This was because increases in these parameters increased hardness, tensile strength, and wear resistance of all composites produced. Furthermore,
Figure 6 depicts nonlinear growing contour lines, indicating that the variation in GRG is a nonlinear relationship between the main parameters.
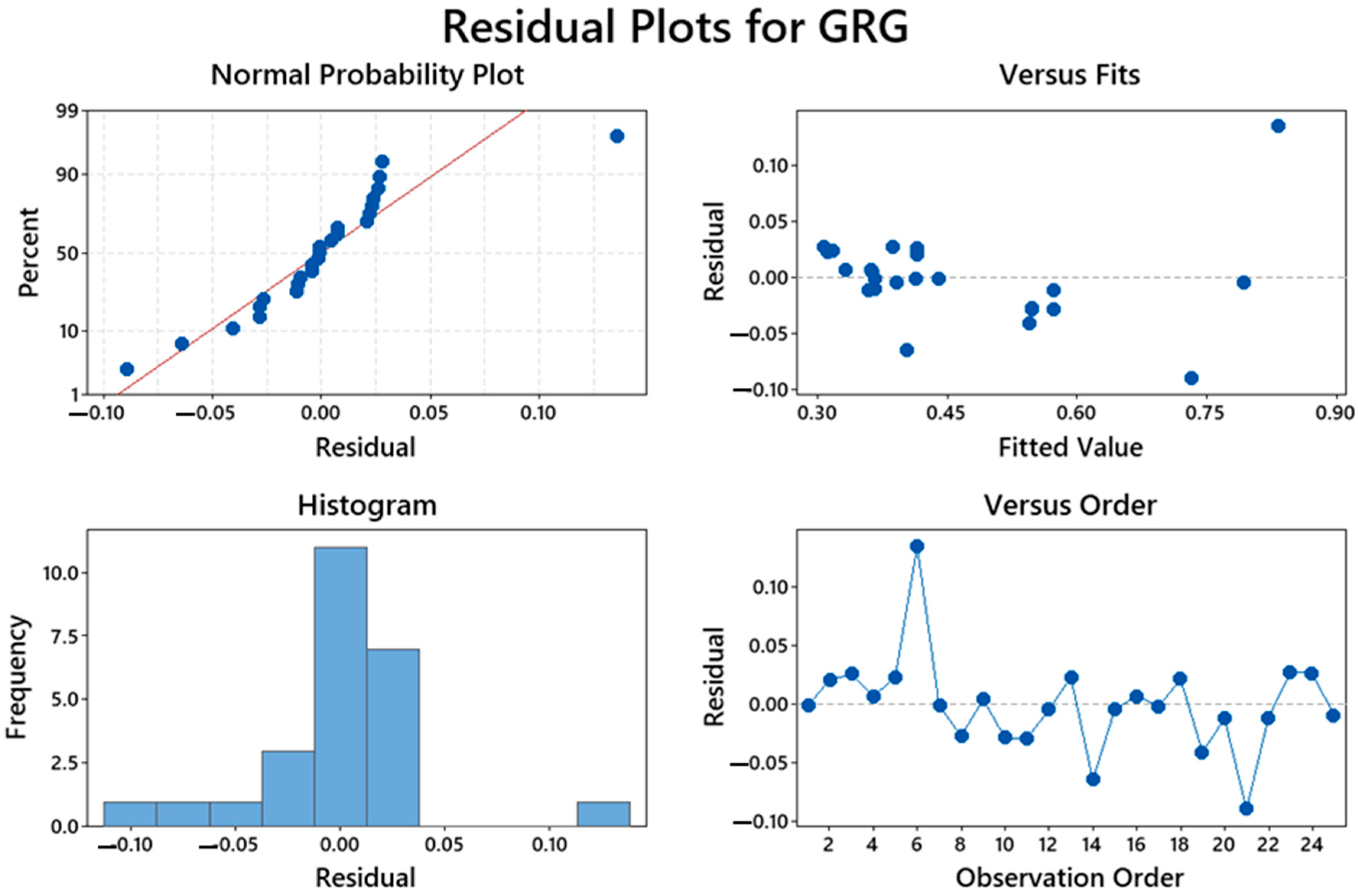
Figure 7 depicts the GRG residual pots, including the normal probability plot, which provides strong evidence that the GRG model is adequate; the points were very close to the normal probability line. The results also show that the residuals were consistent with the assumption that errors are normally distributed. Thus, it means that all the model data points were within the range of all experimental values, which certifies the normal distribution of ANOVA. Therefore, the GRG model developed for the properties prediction for the produced composites is appropriate.
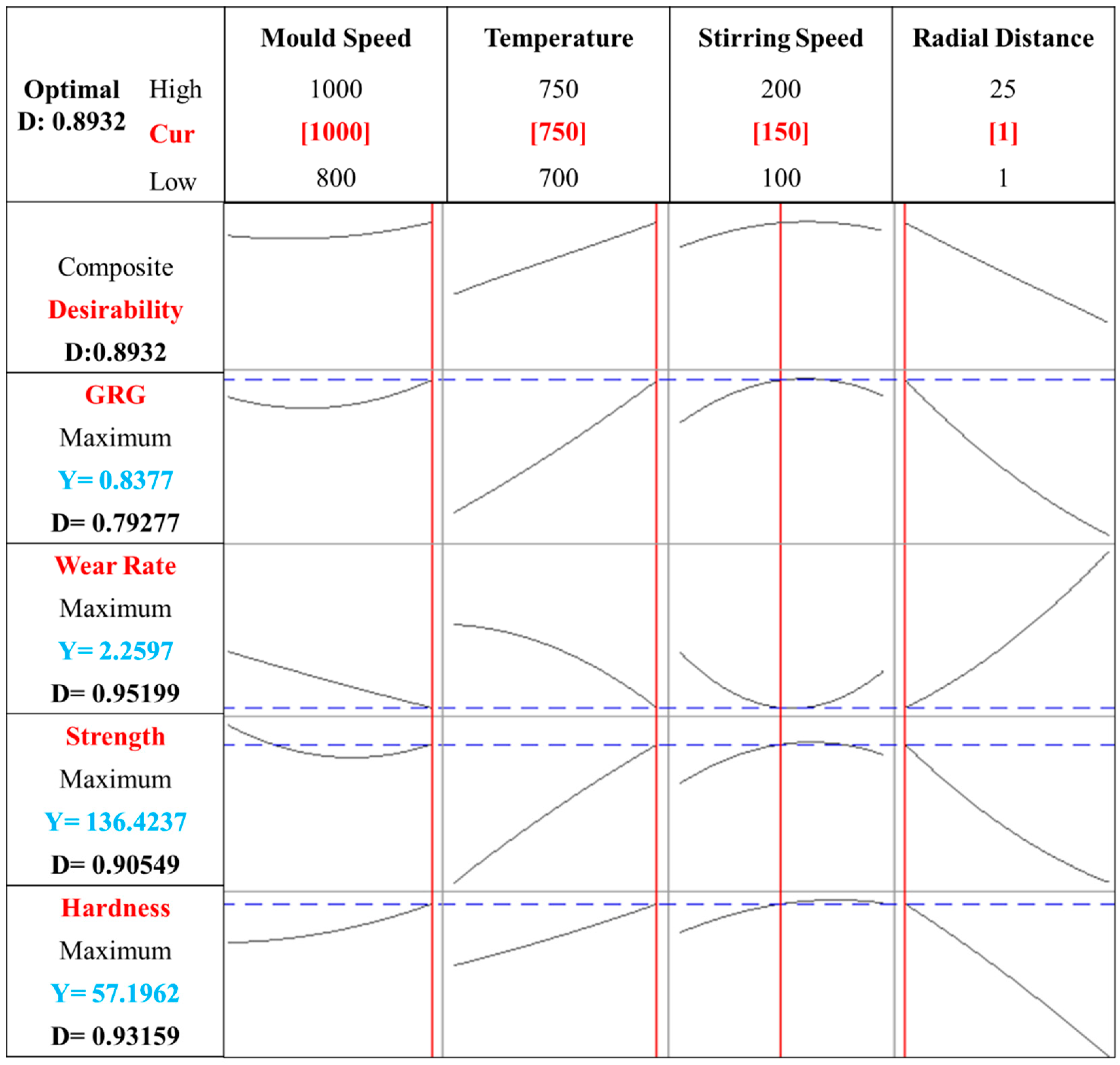
This study aimed to find the best combination of main parameters for producing composites with the highest hardness, tensile strength, and wear resistance. Minitab 19 was used for response surface optimization to achieve this desired goal, and the results are shown in
Figure 8. A mold speed of 1000 rpm, a pouring temperature of 750 °C, a stirring speed of 150 rpm, and a radial distance of 1 mm were found to be the best combination. These values of optimal main parameters are one of a hundred suggestions derived by regression models to achieve the best properties of the produced composites; thus, depending on the nature of the application, any range of these suggestions can be used to create a combination of experimental parameters.
Figure 8 also shows the desirability values of the optimum conditions of the key parameters. Desirability is an objective function that ranges from zero outside the border to one at the target and is very significant in choosing the aim. The desirability values for hardness, tensile strength, wear rate, and GRG were 0.91585, 0.89555, 0.95377, and 0.78684, respectively, with a total value of 0.8857 for the established grey relational analysis model in order to set the optimum experimental parameters to maximize the mechanical properties and wear resistance (which obtains at desirability = 1).
3.4. Confirmation Experiment
The confirmation experiment is an essential step in the GRA process as it verifies the improvement of the performance characteristic using the optimal level of main parameters selected from the previous analysis. Once the optimal level of the main parameters has been determined, it is crucial to conduct confirmatory tests to verify the predicted improvement in the performance characteristic. This step is critical to ensure that the optimal level of main parameters is indeed the best choice for improving the performance characteristic and to validate the reliability of the GRA results. The confirmation experiment involves conducting tests using the selected optimal level of main parameters and comparing the results with the predicted values obtained from the GRA analysis. The results of the confirmation experiment help to establish the effectiveness of the GRA approach in identifying the optimal level of main parameters for improving the performance characteristic. In summary, the confirmation experiment is a crucial step in the GRA process as it validates the results obtained from the analysis and ensures that the selected optimal level of main parameters is the best option for improving the performance characteristic. The equation for confirmation experiments can be expressed as below [
60,
65]:
where
is the total mean of the grey relational grade;
is the mean of grey relational grade at the optimum level of significant factors A, B, C, and D; and ‘
n’ is the number of significant main parameters that affect the quality characteristics. The best input main parameter combination was A3B3C2D1, and the computed grey relational grade by (9) was 0.919. The error percentage was calculated by comparing the values generated by the GRG model and the experimental result, and the error was found to be less than 6%, indicating that the GRG-built model is adequate in relating the major parameters with the response and effectively predicts the GRG of the produced composites in any set of parameters without conducting actual experiments. Additionally, the results of the confirmation experiment using the optimal main parameters are shown in
Table 9. Brinell hardness increased from 34.8 to 59.7 BHN, tensile strength increased from 93 to 142 MPa, and wear rate decreased from 2.95 × 10
−3 to 2.18 × 10
−3 mm
3/m. It should be noted that grey relational analysis significantly improved the experimental value of hardness, tensile strength, and wear resistance of the graded composites.
In conclusion, the response surface methodology—grey relational analysis (RSM-GRA) employed in this study is a popular method for optimizing complex systems with multiple objectives. When comparing RSM-GRA to other methods, there are several advantages and disadvantages to consider. One of the main advantages of RSM-GRA is that it can provide more accurate prediction models for the response surface of the system being optimized. This is because RSM-GRA is more flexible compared to other theories such as Taguchi—grey relational analysis (Taguchi-GRA) in accommodating various types of response surfaces and models. Additionally, RSM-GRA can handle a larger number of design variables and response variables than Taguchi-GRA, making it suitable for more complex problems. RSM-GRA can also provide a more detailed understanding of the relationship between design variables and response variables, making it easier to identify and quantify the impact of each variable on the system performance. However, there are also some drawbacks to using RSM-GRA. One of the main disadvantages is that it requires a larger number of experiments than Taguchi-GRA to construct the response surface models, which can be time consuming and expensive. RSM-GRA also assumes that the response surface is smooth and continuous, which may not always be the case in real-world systems with complex interactions and nonlinearities. Finally, RSM-GRA can be sensitive to outliers and noise in the experimental data, which can affect the accuracy of the response surface models. Overall, while RSM-GRA has some clear advantages over Taguchi-GRA in terms of accuracy, flexibility, and detail, it also has some important limitations that need to be considered when choosing an optimization method.
3.5. Experimental Results of Optimal Main Parameters
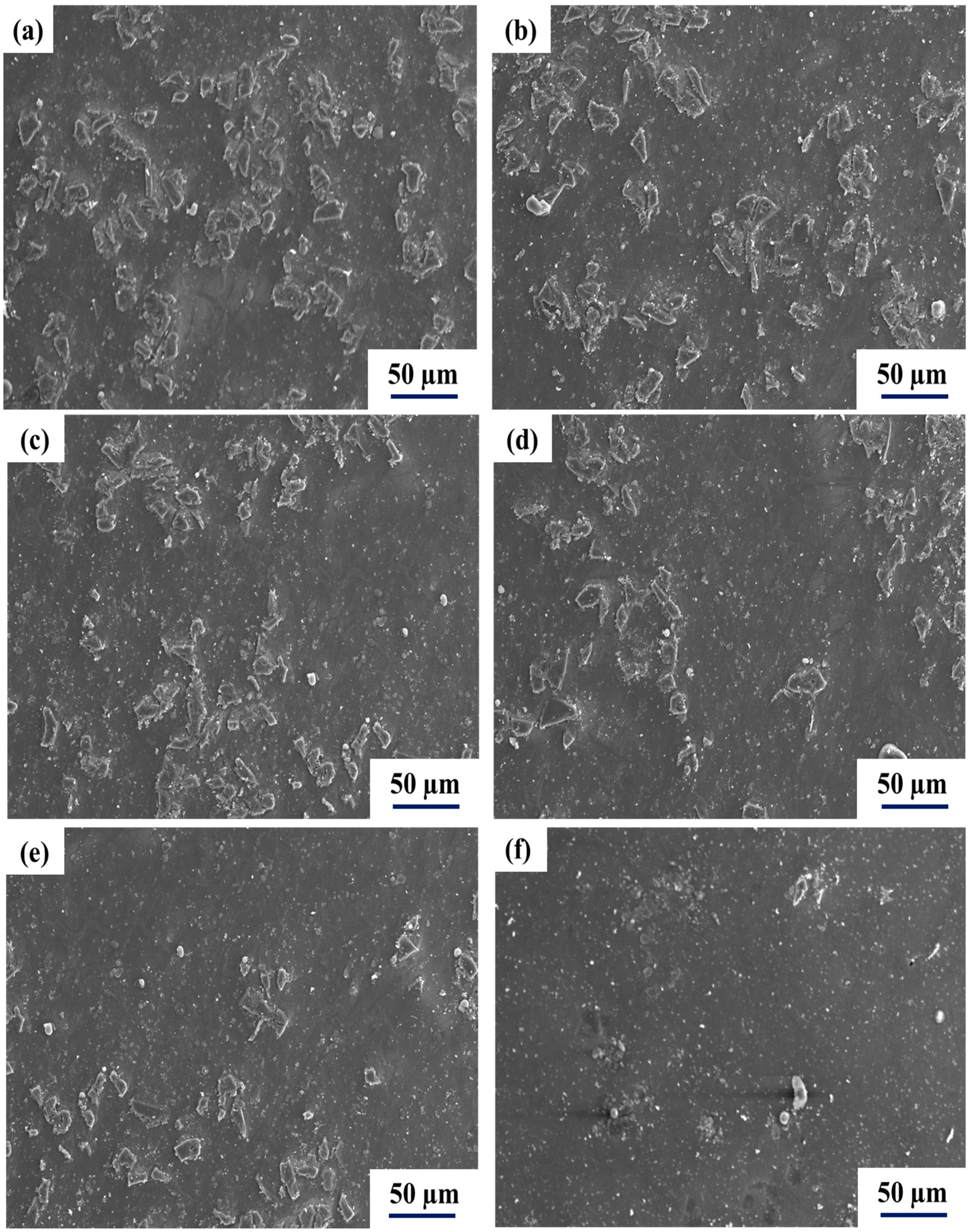
The experimental results of the optimal main parameters are critical to determine the effectiveness of the GRA approach in identifying the best combination of main parameters for producing the graded composite. This section presents the experimental results of the graded composite at different locations from the outer surface to the inner surface within the thickness. By examining the results from different locations, it is possible to gain a better understanding of the effect of the optimal main parameters on the properties of the graded composite. The optimal main parameters, which were determined using the GRA approach, were a mold speed of 1000 rpm, pouring temperature of 750 °C, and stirring speed of 150 rpm. By comparing the experimental results with the predicted values obtained from the GRA analysis, it is possible to validate the effectiveness of the GRA approach in identifying the optimal main parameters. The experimental results will also provide valuable insights into the properties of the graded composite, such as its mechanical properties, wear resistance, and microstructure. This information is crucial for understanding the performance of the graded composite and for optimizing its production process. In summary, the experimental results of the optimal main parameters play a crucial role in validating the effectiveness of the GRA approach and in providing insights into the properties of the graded composite. Thence,
Figure 9 shows the SEM micrographs of the graded pure Al/SiC composite at different positions: (a) 1 mm, (b) 5 mm, (c) 10 mm, (d) 15 mm, (e) 20 mm, and (f) 25 mm. It is noticeable that there was a heterogeneous distribution of solid particles inside the pure Al matrix, resulting in a smooth gradient from the inner surface to the outer surface of the produced composite. To avoid the formation of a chill zone caused by the temperature difference between the molten metal and the mold, the mold was heated to 250 °C for an hour. Thus, the particle-rich region was formed on the external surface (1 mm) of the produced composite directly, as shown in
Figure 9a. As shown in
Figure 9b,c, the particle-rich zone continued to form until it reached 15 mm as a result of the centrifugal force induced by the rotation of the mold. The particle concentration inside the matrix then began to fall, forming an intermediate zone between the particle-rich and particle-depleted zones, as shown in
Figure 9d,e. Conversely,
Figure 9f depicts the particle-free zone (25 mm) of the graded composite at the internal surface. A comparison between
Figure 9a,f shows a clear difference in the particle concentration across the thickness of the graded pure Al/SiC composite.
Figure 9a illustrates that the particle-rich zone was formed directly on the external surface (1 mm) of the composite. This region contained a high concentration of particles, which gradually decreased with the movement towards the internal surface. In contrast,
Figure 9f depicts the particle-free zone (25 mm) at the internal surface of the graded composite. The absence of particles in this region demonstrated the graded nature of the composite, wherein the particle concentration varied across its thickness. This graded structure was designed to improve the composite’s efficiency and overall functionality by providing a gradient behavior in terms of both structure and attributes. The variation in particle concentration across the thickness of the composite is an essential factor in determining its properties and performance. The same observation of findings was achieved by other studies [
44,
63].
Figure 10 shows that there were no obvious pits, interactions, or cracks along with the boundary in the graded composite. Furthermore, no interfacial contaminant was identified within the EDS analysis measurement range, showing that the fabrication method used in this study was efficient and that excellent bonding occurred between the pure Al and SiC particles of the graded composite.
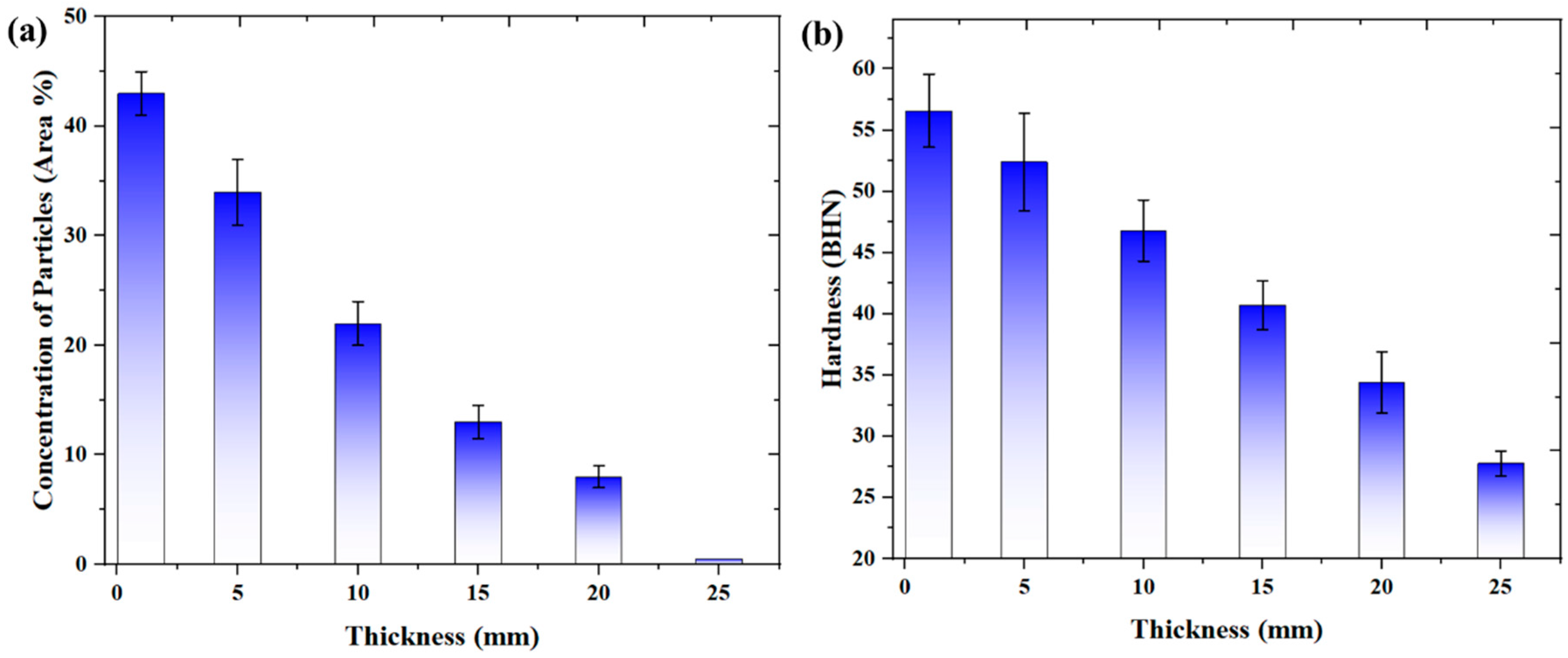
Figure 11a depicts the percentage of solid reinforcements within the pure Al matrix as determined by image pro plus software. The image analysis, like the SEM findings, indicated a greater concentration of solid reinforcements near the external surface (1 mm) of the graded composite due to density differences between pure Al matrix and SiC particles as well as centrifugal force. The particle concentration at 1 mm was 43 ± 2%, and then the particle concentration began to decline throughout the matrix before reaching zero concentration at 25 mm, forming a smooth gradient in the SiC particle distribution via pure Al matrix. A similar trend of results was obtained by another study [
20].
Figure 11b depicts the Brinell hardness of the graded pure Al/SiC composites at different locations within the thickness. The Brinell hardness measurements of the functionally graded Al/SiC composite revealed values ranging from 46.8 to 56.6 BHN in the outer zone (1 mm to 10 mm from the outer surface), 34.4 to 46 BHN in the middle zone (11 mm to 20 mm from the outer surface), and 27.8 to 25 BHN in the inner zone (21 mm to 30 mm from the outer surface). This can be attributed to the presence of a larger percentage of solid reinforcements within the pure Al matrix towards the external surface, which resulted in improved hardness properties of the graded composite.
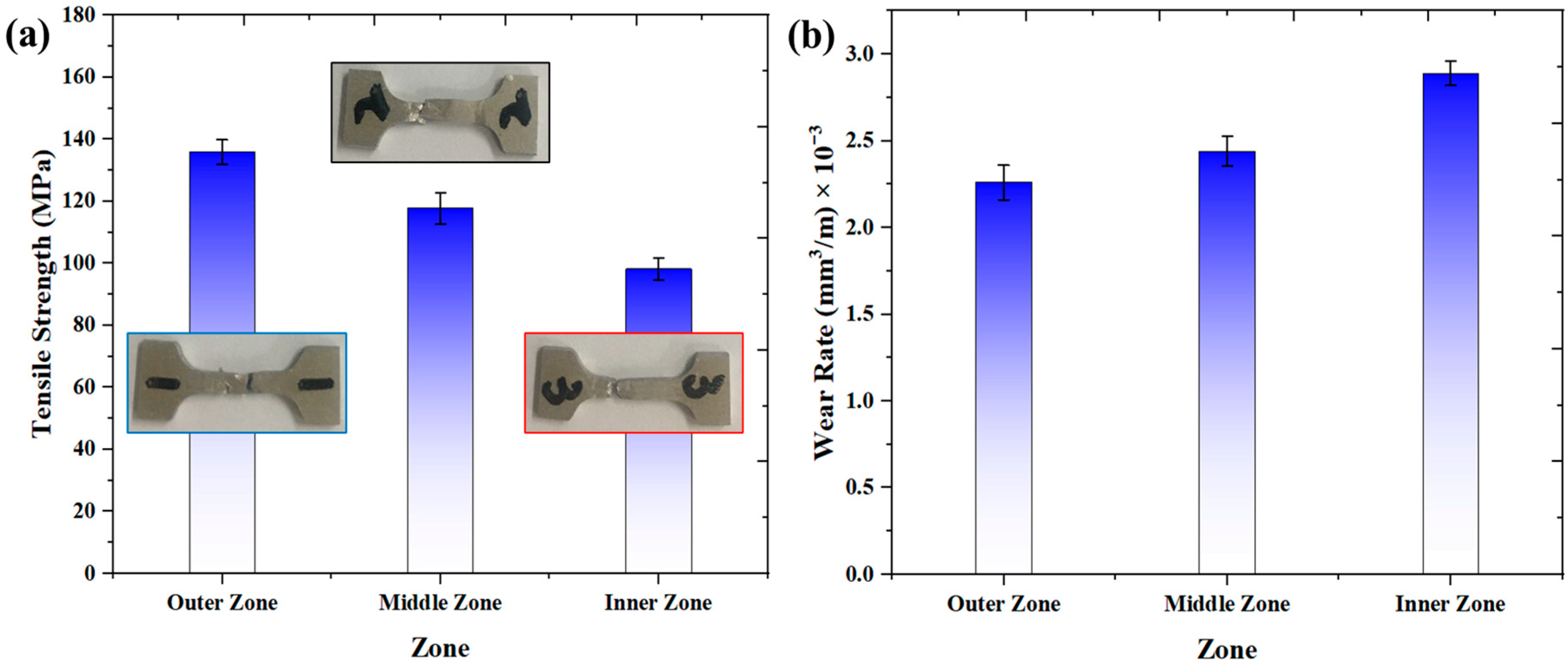
Figure 12a depicts the tensile strength of the graded pure Al/SiC composite at various zones within the thickness. The outside zone had a tensile strength of 135.9 ± 4 MPa, whereas the middle and inner zones had tensile strengths of 117.8 ± 3 MPa and 98.2 ± 2 MPa, respectively. The incorporation of a large concentration of solid reinforcements within the matrix and improved compaction owing to centrifugal action resulted in enhanced tensile strength near the external region of the graded pure Al/SiC composite.
Figure 12b shows the wear rate of the graded pure Al/SiC composite at various zones within the thickness. The outside zone wear rate of the graded pure Al/SiC composite was 2.26 × 10
−3 ± 0.02 mm
3/m, whereas the middle and inner zone wear rates were 2.44 × 10
−3 ± 0.01 mm
3/m and 2.89 × 10
−3 ± 0.015 mm
3/m, respectively.
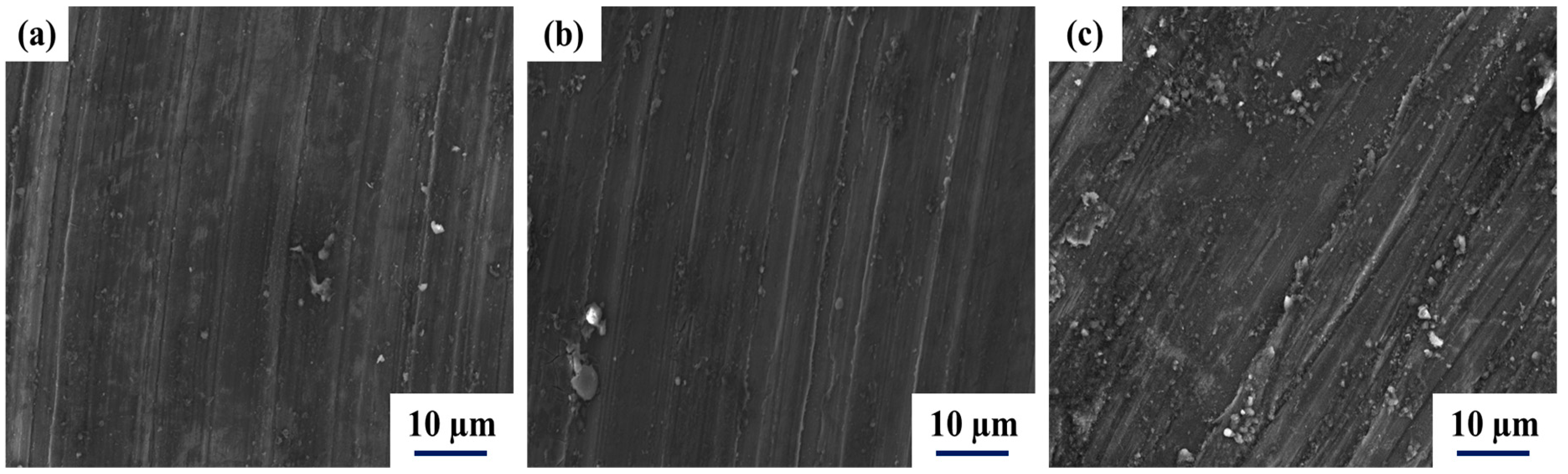
Figure 13 provides a set of SEM images that depict the worn surfaces of a graded pure Al/SiC composite at different zones across its thickness. The wear rate of the composite was found to decrease with an increase in the concentration of ceramic reinforcements in the outer region, as depicted in
Figure 13a. Furthermore,
Figure 12c and
Figure 13b show that the worn surface of the middle and inner regions of the graded pure Al/SiC composite featured numerous notches that were predominantly aligned parallel to the sliding direction. A comparison between
Figure 13a,c reveals a difference in the worn surface characteristics of the graded pure Al/SiC composite at different zones across its thickness.
Figure 13a shows that the wear rate of the composite decreased with an increase in the concentration of ceramic reinforcements in the outer region. Because of the higher concentration of ceramic reinforcements, the outer region of the composite had improved wear resistance.
Figure 13c, on the other hand, shows numerous notches on the worn surface of the inner region of the composite, which were mostly aligned parallel to the sliding direction. This observation implies that the inner region of the composite had lower wear resistance due to the presence of these notches, which were formed as a result of the absence of ceramic reinforcements in this region. These variations in mechanical properties and wear resistance clearly indicate that the qualities of the composite were significantly influenced by its structure, and that it exhibited gradient behavior in terms of both its structure and attributes [
66]. The improved properties of the outer zone of the functionally graded pure Al/SiC composite can have a significant impact on its efficiency and overall performance [
67]. This underscores the crucial role of the composite’s structure in determining its mechanical properties and overall functionality [
68]. By tailoring the distribution of SiC particles within the composite material, it is possible to enhance the performance of the outer zone of the composite material, which can have important practical applications in various industries, including automotive and aerospace engineering [
69,
70].
In discussing the uncertainty and errors of experimental results for functionally graded Al/SiC composites, it is crucial to evaluate potential sources of uncertainty and error in the experimental setup and data analysis. These sources could include variations in material composition, processing conditions, and testing conditions. For instance, variations in the particle size, morphology, and distribution of the SiC particles could affect the mechanical properties of the composite material. Similarly, variations in processing conditions such as mixing time, temperature, and pressure could impact the microstructure and mechanical properties of the material. To mitigate the impact of these sources of uncertainty, several measures were taken to ensure the accuracy and reliability of the experimental results in this study. These measures included a standardized processing protocol with carefully calibrated instrumentation to control the processing conditions for each composite sample. Additionally, multiple tests were conducted for each composite sample, and the average values were computed to minimize the impact of any outliers or anomalies.
The limitation of this study is that it did not consider all the possible process variables that may affect the properties of the functionally graded metal matrix composite. For example, stirring time and preheating temperature of the mold were not included in the present work. Additionally, only three mechanical properties were determined, namely, Brinell hardness, quasi-static tensile strength, and wear loss, while there are a host of other mechanical properties that are important for the practical application of the composite material. Moreover, the study did not consider the effects of fatigue life, creep resistance, and corrosion rate, which are important properties for potential applications of the composite material. It is important to note these limitations to provide a clear understanding of the scope and implications of the study. Finally, it is demonstrated that the performance characteristics of the graded composites, such as hardness, tensile strength, and wear resistance, are improved together by using grey relational analysis in this research.


 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}