
Nondestructive Inspection of Underwater Coating Layers Using Ultrasonic Lamb Waves

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Experimental Methods and Corresponding Theory
2.1. Theory
2.1.1. Guided Wave Propagation in a Free Plate
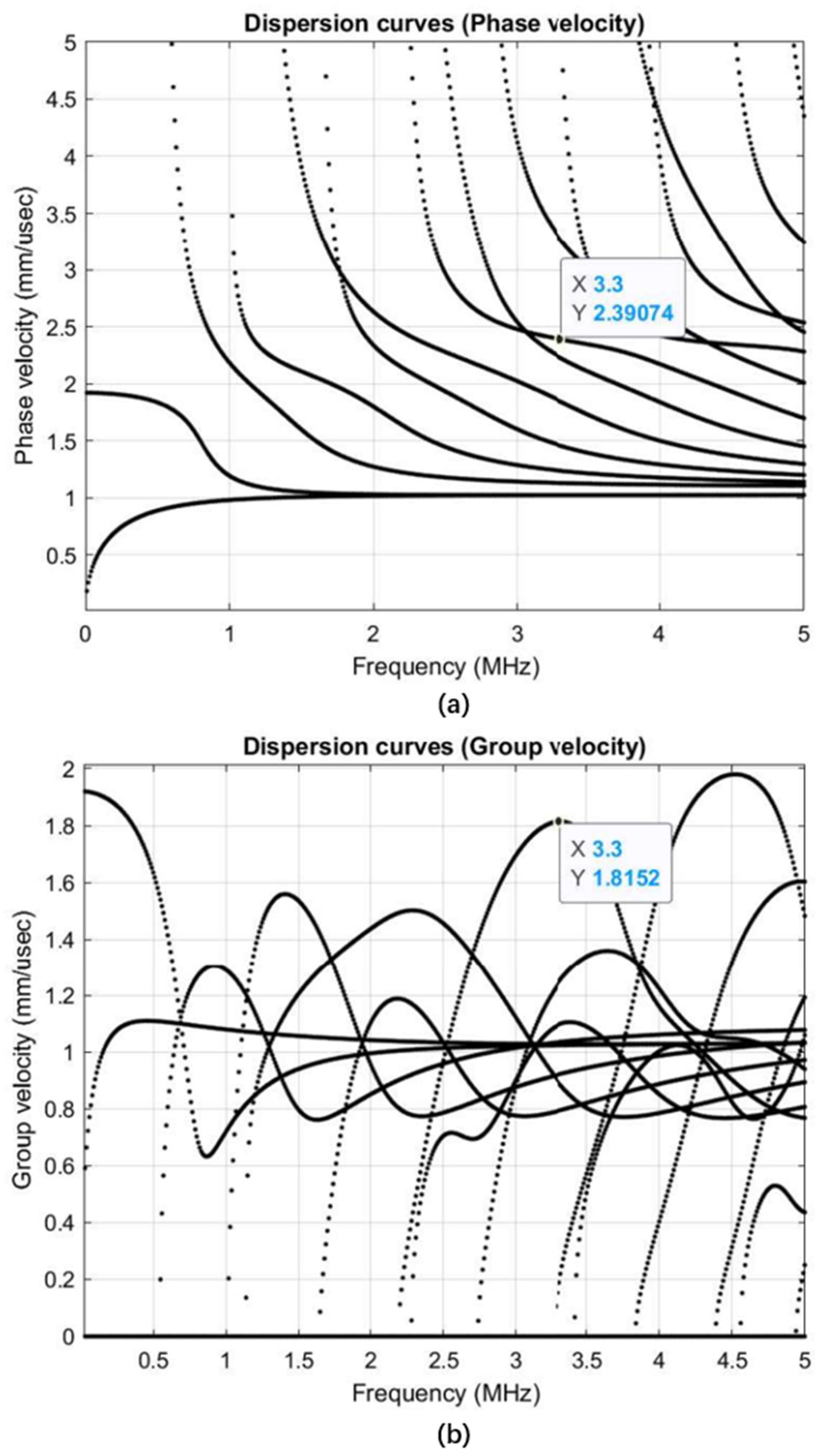
2.1.2. Dispersion Curves
2.1.3. Fast Fourier Transform Analysis
2.2. Experimental Methods
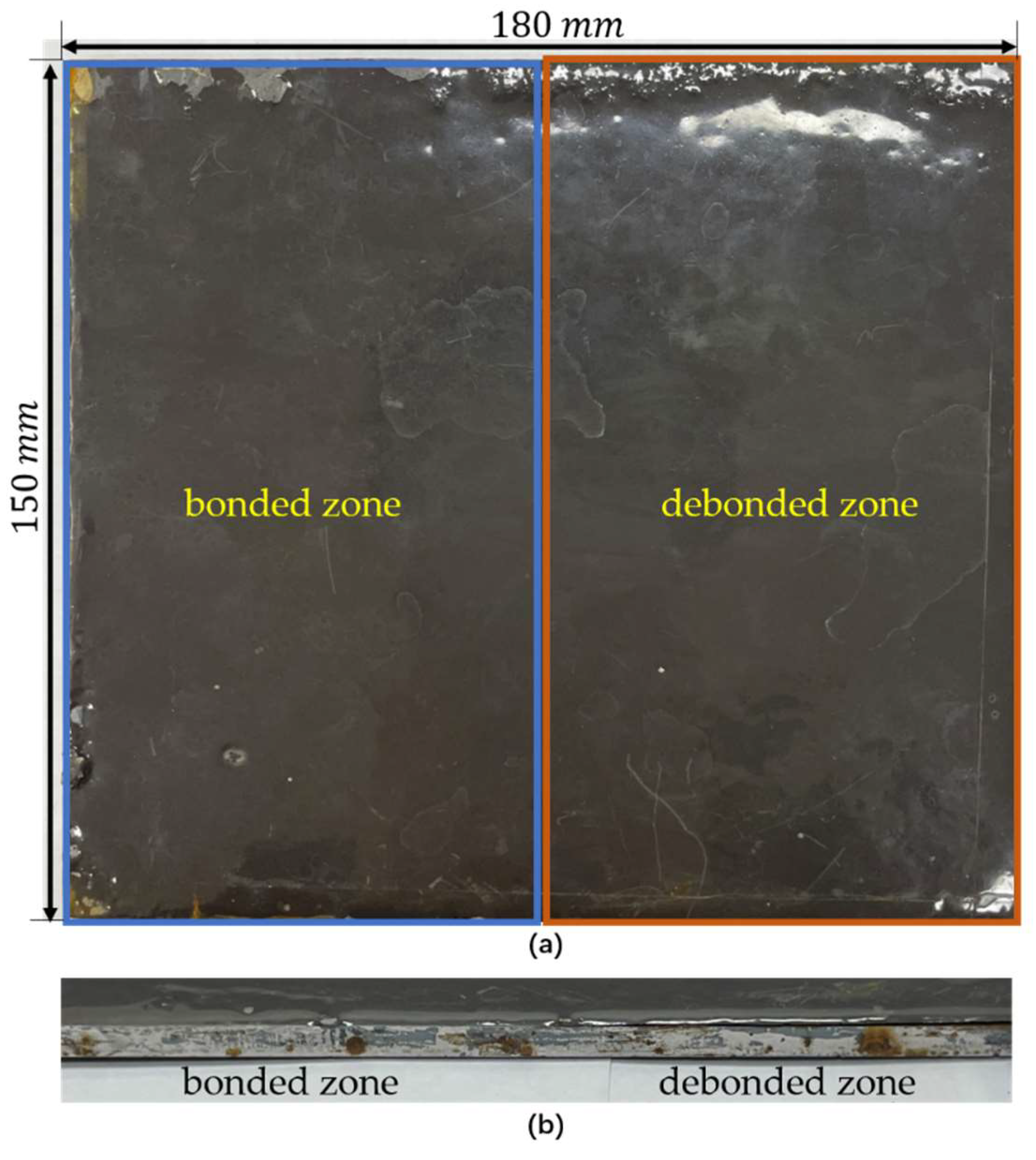
2.2.1. Preparation of Test Specimen
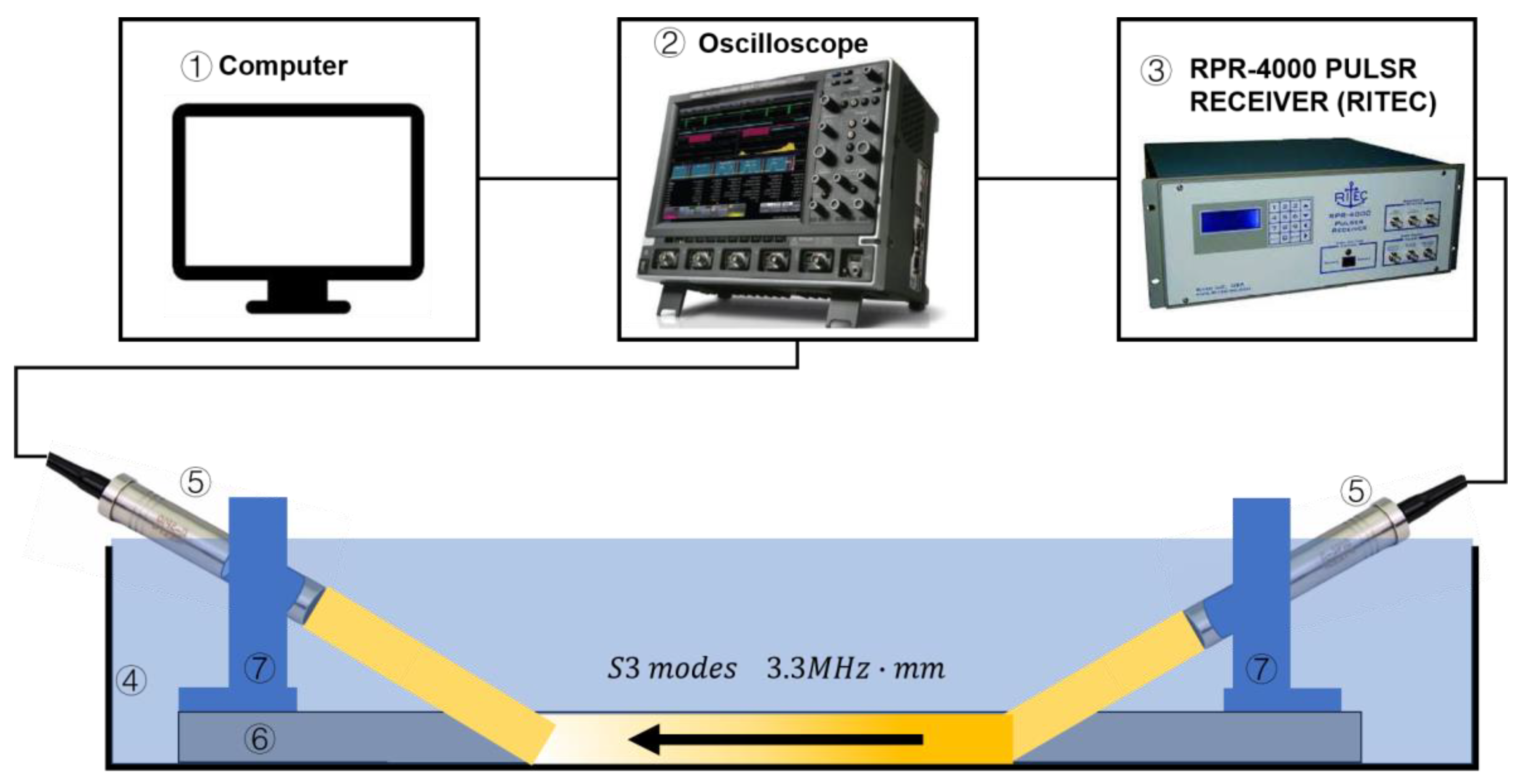
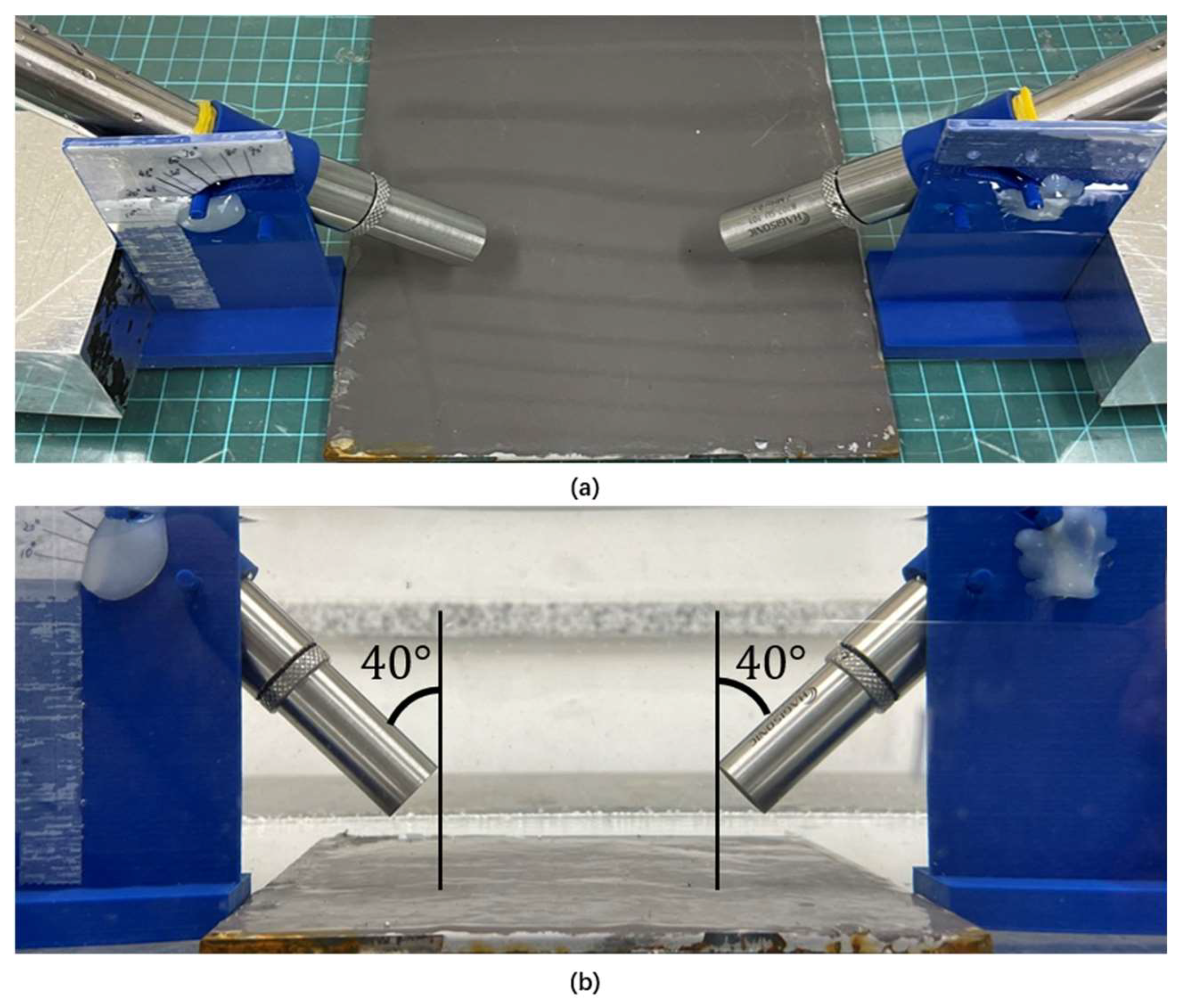
2.2.2. Experimental Setting
3. Wave Analysis of Coatings in Water
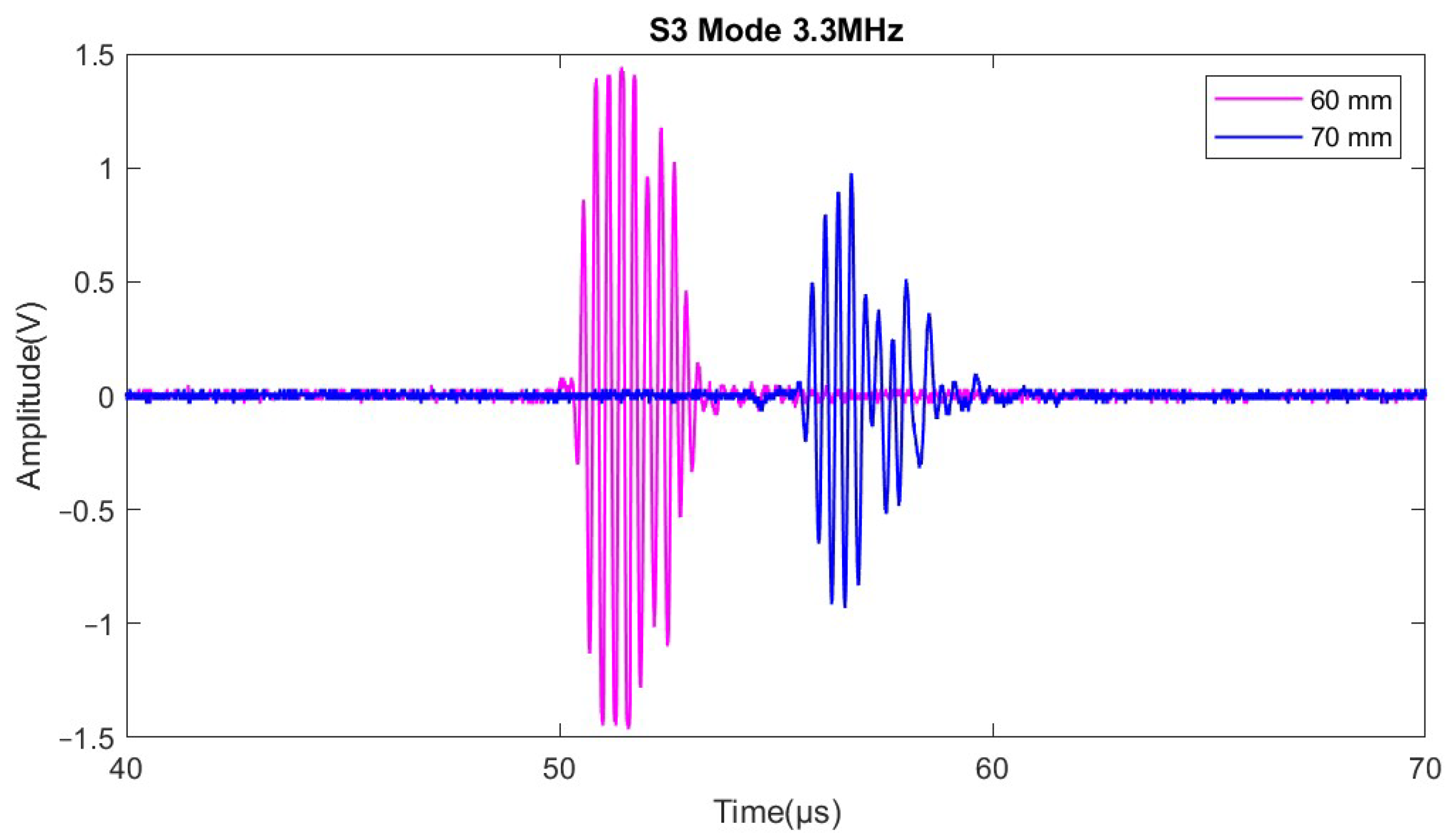
3.1. Wave Propagation of Coating-Bonded Zone Conditions
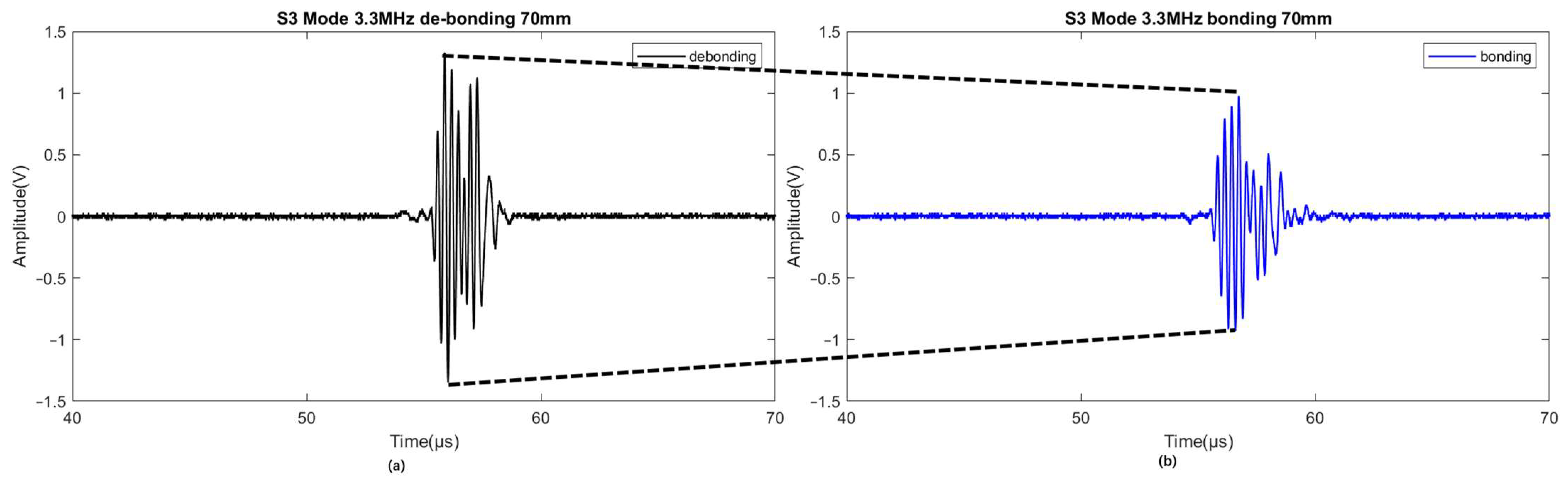
3.2. Wave Propagation of Coating-Debonded Zone Conditions
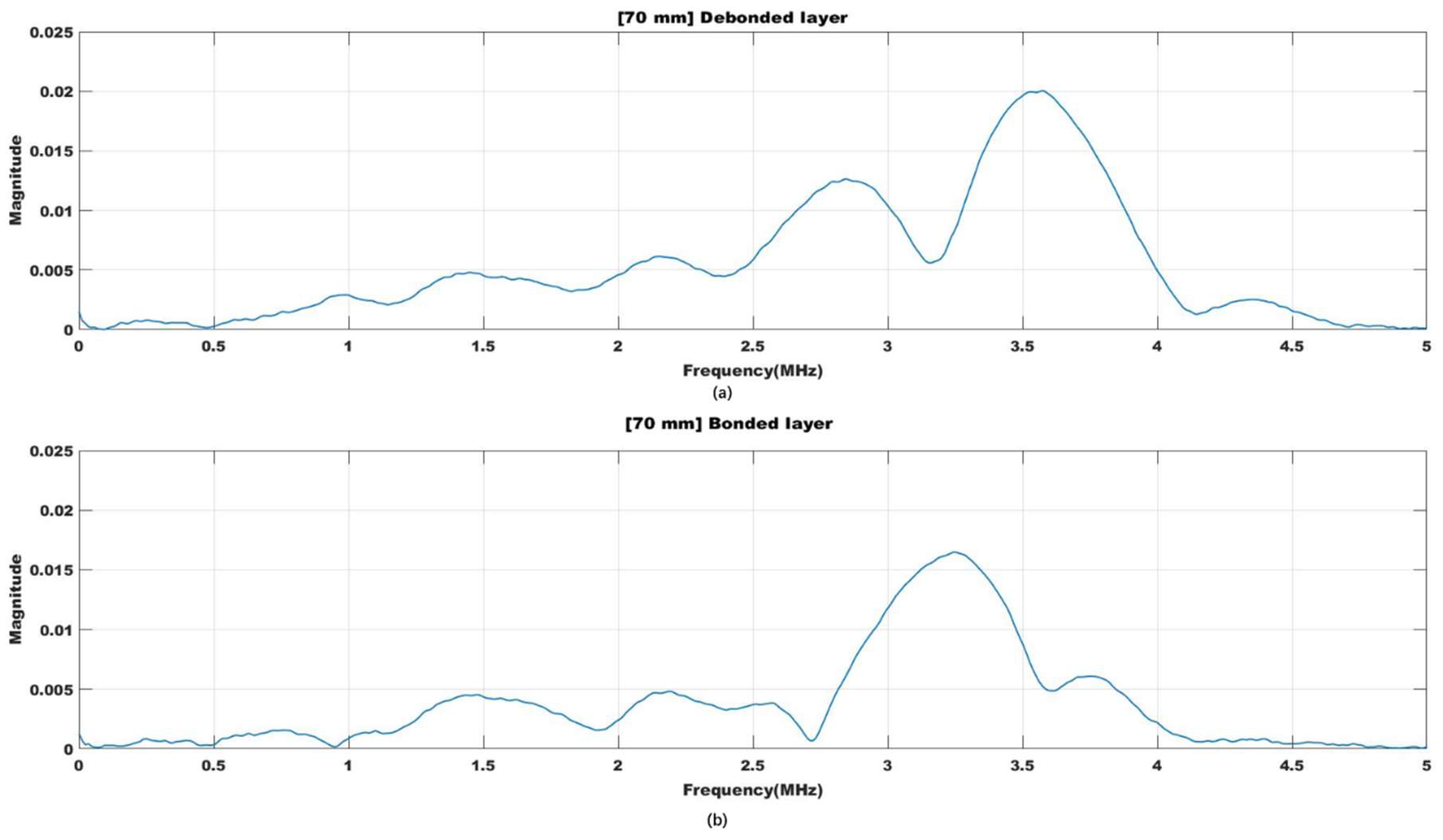
3.3. FFT and Waveform Analysis: Concrete-Bonded Area Ratio
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Justnes, H.; Kim, M.O.; Ng, S.; Qian, X. Methodology of calculating required chloride diffusion coefficient for intended service life as function of concrete cover in reinforced marine structures. Cem. Concr. Compos. 2016, 73, 316–323. [Google Scholar] [CrossRef]
- Kim, M.O.; Bordelon, A.; Lee, M.K.; Oh, B.H. Cracking and failure of patch repairs in RC members subjected to bar corrosion. Constr. Build. Mater. 2016, 107, 255–263. [Google Scholar] [CrossRef]
- Andrade, C. Calculation of chloride diffusion coefficients in concrete from ionic migration measurements. Cem. Concr. Res. 1993, 23, 724–742. [Google Scholar] [CrossRef]
- Kim, M.O.; Qian, X.; Lee, M.K.; Park, W.S.; Jeong, S.T.; Oh, N.S. Determination of structural lightweight concrete mix proportion for floating concrete structures. J. Korean Soc. Coast. Ocean Eng. 2017, 29, 315–325. [Google Scholar] [CrossRef]
- Basheer, L.; Cleland, D.; Long, A. Protection provided by surface treatments against chloride induced corrosion. Mater. Struct. 1998, 31, 459–464. [Google Scholar] [CrossRef]
- Christodoulou, C.; Goodier, C.I.; Austin, S.A.; Webb, J.; Glass, G.K. Long-term performance of surface impregnation of reinforced concrete structures with silane. Constr. Build. Mater. 2013, 48, 708–716. [Google Scholar] [CrossRef]
- Hammer, P.; dos Santos, F.C.; Cerrutti, B.M.; Pulcinelli, S.H.; Santilli, C.V. Carbon nanotube-reinforced siloxane-PMMA hybrid coatings with high corrosion resistance. Prog. Org. Coat. 2013, 76, 601–608. [Google Scholar] [CrossRef]
- Won, B.; Kim, M.O.; Park, S.; Yi, J. Effects of water exposure on the interfacial bond between an epoxy resin coating and a concrete substrate. Materials 2019, 12, 3715. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Hong, H.; Han, T.H.; Kim, M.O. Early-age tensile bond characteristics of epoxy coatings for underwater applications. Coatings 2019, 9, 757. [Google Scholar] [CrossRef]
- Abbas, M.; Shafiee, M. An overview of maintenance management strategies for corroded steel structures in extreme marine environments. Mar. Struct. 2020, 71, 102718. [Google Scholar] [CrossRef]
- Zhao, Z.; Tang, J.; Tariq, N.H.; Wang, J.; Cui, X.; Xiong, T. Microstructure and corrosion behavior of cold-sprayed Zn-Al composite coating. Coatings 2020, 10, 931. [Google Scholar] [CrossRef]
- Ibrahim, M.; Kannan, K.; Parangusan, H.; Eldeib, S.; Shehata, O.; Ismail, M.; Zarandah, R.; Sadasivuni, K.K. Enhanced corrosion protection of epoxy/ZnO-NiO nanocomposite coatings on steel. Coatings 2020, 10, 783. [Google Scholar] [CrossRef]
- Singh, A.A.M.M.; Franco, P.A.; Binoj, J.S. Enhancement of corrosion resistance on plasma spray coated mild steel substrate exposed to marine environment. Mater. Today Proc. 2019, 15, 84–89. [Google Scholar] [CrossRef]
- Sambyal, P.; Ruhi, G.; Dhawan, S.K.; Bisht, B.M.S.; Gairola, S.P. Enhanced anticorrosive properties of tailored poly(aniline-anisidine)/chitosan/SiO2 composite for protection of mild steel in aggressive marine conditions. Prog. Org. Coat. 2018, 119, 203–213. [Google Scholar] [CrossRef]
- BBC. Available online: http://news.bbc.co.uk/onthisday/hi/dates/stories/march/27/newsid_2531000/2531091.stm (accessed on 6 December 2021).
- Britannica. Available online: https://www.britannica.com/event/Deepwater-Horizon-oil-spill (accessed on 7 December 2021).
- Global Wind Energy Council, Global offshore Wind Report 2020. Available online: https://www.rivieramm.com/news-content-hub/news-content-hub/offshore-wind-to-surge-to-more-than-234-gw-by-2030-60496 (accessed on 2 October 2020).
- Stehly, T.; Beiter, P. 2018 Cost of Wind Energy Review; Technical Report; NREL: Golden, CO, USA, 2019.
- Chmielewski, T.; Chmielewski, M.; Piątkowska, A.; Grabias, A.; Skowrońska, B.; Siwek, P. Phase structure evolution of the Fe-Al arc-sprayed coating stimulated by annealing. Materials 2021, 14, 3210. [Google Scholar] [CrossRef] [PubMed]
- Chmielewski, T.; Siwek, P.; Chmielewski, M.; Piątkowska, A.; Grabias, A.; Golański, D. Structure and selected properties of arc sprayed coatings containing in-situ fabricated Fe-Al intermetallic phases. Metals 2018, 8, 1059. [Google Scholar] [CrossRef]
- Bochenek, K.; Węglewski, W.; Strojny-Nędza, A.; Pietrzak, K.; Chmielewski, T.; Chmielewski, M.; Basista, M. Microstructure, mechanical, and wear properties of NiCr-Re-Al2O3 coatings deposited by HVOF, atmospheric plasma spraying, and laser cladding. J Therm. Spray Technol. 2022, 31, 1609–1633. [Google Scholar] [CrossRef]
- He, X.; Song, R.; Kong, D. Microstructure and corrosion behaviour of laser-cladding Al-Ni-TiC-CeO2 composite coatings on S355 offshore steel. J. Alloys Compd. 2019, 770, 771–783. [Google Scholar] [CrossRef]
- He, X.; Song, R.; Kong, D. Microstructure and corrosion behaviours of composite coatings on S355 offshore steel prepared by laser cladding combined with micro-arc oxidation. Appl. Surf. Sci. 2019, 497, 143703. [Google Scholar] [CrossRef]
- Bugnot, A.B.; Mayer-Pinto, M.; Airoldi, L.; Heery, E.C.; Johnston, E.L.; Critchley, L.P.; Strain, E.M.A.; Morris, R.L.; Loke, L.H.L.; Bishop, M.J.; et al. Current and projected global extent of marine built structures. Nat. Sustain. 2020, 4, 33–41. [Google Scholar] [CrossRef]
- Miller, D.L.; Smith, N.B.; Bailey, M.R.; Czarnota, G.J.; Hynynen, K. Makin IR Bioeffects Committee of the American Institute of Ultrasound in Medicine. Overview of therapeutic ultrasound applications and safety considerations. J. Ultrasound Med. 2012, 31, 623–634. [Google Scholar] [CrossRef] [PubMed]
- Liao, J.; Yang, H.; Yu, J.; Liang, X.; Chen, Z. Progress in the application of ultrasound elastography for brain diseases. J. Ultrasound 2020, 39, 2093–2104. [Google Scholar] [CrossRef] [PubMed]
- Schmalzl, J.; Fenwick, A.; Boehm, D.; Gilbert, F. The application of ultrasound elastography in the shoulder. J. Shoulder Elb. Surg. 2017, 26, 2236–2246. [Google Scholar] [CrossRef] [PubMed]
- Malikov, A.K.u.; Cho, Y.; Kim, Y.H.; Kim, J.; Park, J.; Yi, J.-H. Ultrasonic assessment of thickness and bonded zone quality of coating layer based on short-time fourier transform and convolutional neural networks. Coatings 2021, 11, 909. [Google Scholar] [CrossRef]
- Zhang, J.; Cho, Y.; Kim, J.; Malikov, A.K.u.; Kim, Y.H.; Yi, J.-H.; Li, W. Non-destructive evaluation of coating thickness using water immersion ultrasonic testing. Coatings 2021, 11, 1421. [Google Scholar] [CrossRef]
- Malikov, A.K.; Kim, Y.H.; Yi, J.-H.; Kim, J.; Zhang, J.; Cho, Y. Neural-network-based ultrasonic inspection of offshore coated concrete specimens. Coatings 2022, 12, 773. [Google Scholar] [CrossRef]
- Cho, Y. Model-based guided wave NDE: The evolution of guided wave NDE from “Magic” to “Physically based engineering tool”. J. Nondestruct. Eval. 2012, 31, 324–338. [Google Scholar] [CrossRef]
- Gao, T.; Liu, X.; Zhu, J.; Zhao, B.; Qing, X. Multi-frequency localized wave energy for delamination identification using laser ultrasonic guided wave. Ultrasonics 2021, 116, 106486. [Google Scholar] [CrossRef]
- Hervin, F.; Fromme, P. Guided wave propagation and scattering at composite delaminations. In Health Monitoring of Structural and Biological Systems XV; Proc. SPIE: Bellingham, WA, USA, 2021; Volume 115930. [Google Scholar]
- Murat, B.I.S.; Fromme, P. Finite element modeling of guided wave scattering at delaminations in composite panels. In Health Monitoring of Structural and Biological Systems; Proc. SPIE: Bellingham, WA, USA, 2016; Volume 98050S. [Google Scholar]
- Olisa, S.C.; Khan, M.A.; Starr, A. Review of current guided wave ultrasonic testing (GWUT) limitations and future directions. Coatings 2021, 21, 811. [Google Scholar] [CrossRef]
- Liu, X.-F.; Fan, Y.-H.; Chen, X.-F. Research on the cross of the dispersion curves of Rayleigh waves and multi-modes coupling phenomenon. Chin. J. Geophys. 2009, 52, 994–1002. [Google Scholar] [CrossRef]
- José, M.; Abascal, R. Lamb mode conversion at edges. A hybrid boundary element-finite-element solution. J. Acoust. Soc. Am. 2005, 177, 1777. [Google Scholar]
- Song, X.; Moilanen, P.; Zhao, Z.; Ta, D.; Pirhonen, J.; Salmi, A.; Hæeggström, E.; Myllylä, R.; Timonen, J.; Wang, W. Coded excitation speeds up the detection of the fundamental flexural guided wave in coated tubes. AIP Adv. 2016, 6, 095001. [Google Scholar] [CrossRef]
- Malikov, A.K.U.; Cho, Y.; Kim, Y.H.; Kim, J.; Kim, H.-K. A novel ultrasonic inspection method of the heat exchangers based on circumferential waves and deep neural networks. Sci. Progress 2023, 106, 00368504221146081. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product | Alocit 28.14 |
| manufacturer | Alocit Systems |
| Density | |
| Longitudinal wave velocity | |
| Transverse wave velocity | |
| Poisson’s Ratio | 0.35 |
| Young’s Modulus | |
| Thickness | |
| Mixing weight ratio (Alocit 28.14:hardener) | 5.1:1 |
| Bonded Zone | Debonded Zone | |||||
|---|---|---|---|---|---|---|
| Amplitude | Average | Std Dev. | Threshold | Average | Std Dev. | Threshold |
| Value | ||||||
| Percentage | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Cho, Y.; Kim, J.; Malikov, A.K.u.; Kim, Y.H.; Yi, J.-H. Nondestructive Inspection of Underwater Coating Layers Using Ultrasonic Lamb Waves. Coatings 2023, 13, 728. https://doi.org/10.3390/coatings13040728
Zhang J, Cho Y, Kim J, Malikov AKu, Kim YH, Yi J-H. Nondestructive Inspection of Underwater Coating Layers Using Ultrasonic Lamb Waves. Coatings. 2023; 13(4):728. https://doi.org/10.3390/coatings13040728
Chicago/Turabian StyleZhang, Jiannan, Younho Cho, Jeongnam Kim, Azamatjon Kakhramon ugli Malikov, Young H. Kim, and Jin-Hak Yi. 2023. "Nondestructive Inspection of Underwater Coating Layers Using Ultrasonic Lamb Waves" Coatings 13, no. 4: 728. https://doi.org/10.3390/coatings13040728
APA StyleZhang, J., Cho, Y., Kim, J., Malikov, A. K. u., Kim, Y. H., & Yi, J.-H. (2023). Nondestructive Inspection of Underwater Coating Layers Using Ultrasonic Lamb Waves. Coatings, 13(4), 728. https://doi.org/10.3390/coatings13040728