.jpg)
Microstructure and Corrosion Behavior of Fe-Based Austenite-Containing Composite Coatings Using Supersonic Plasma Spraying

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
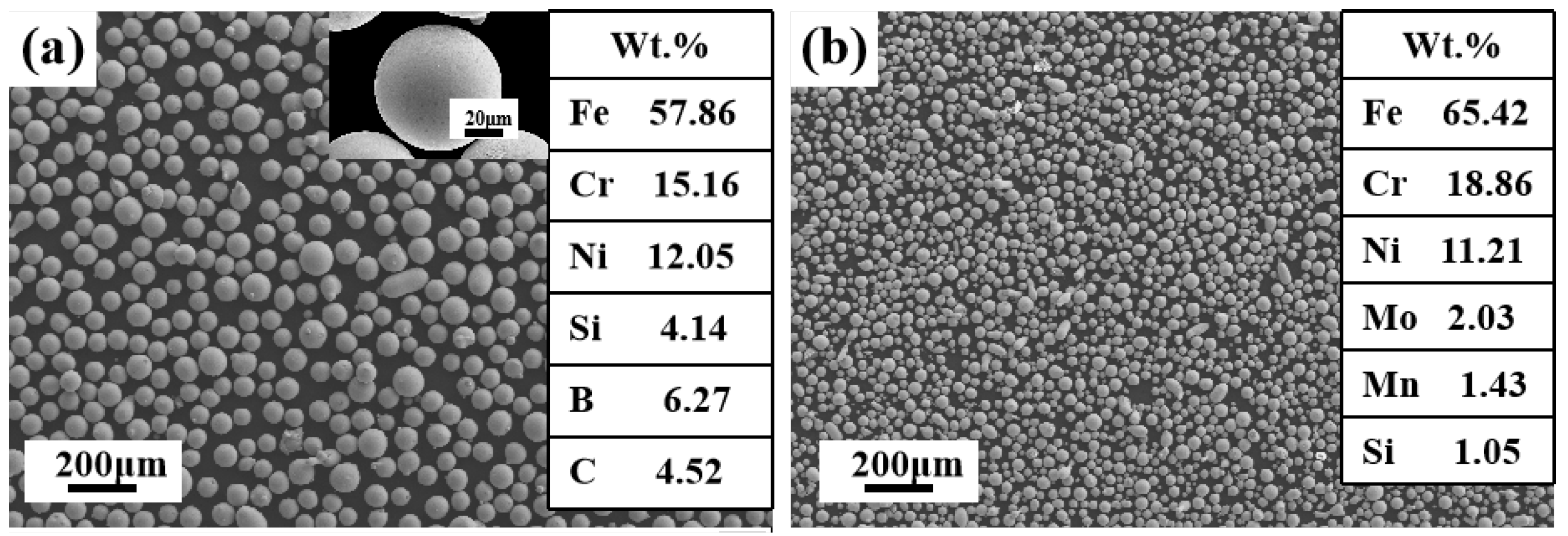
2.1. Coating Preparation
2.2. Characterisation of the Coating
2.3. Electrochemical Corrosion Test and Immersion Corrosion Test
2.4. Erosion–Corrosion Test
3. Results and Discussion
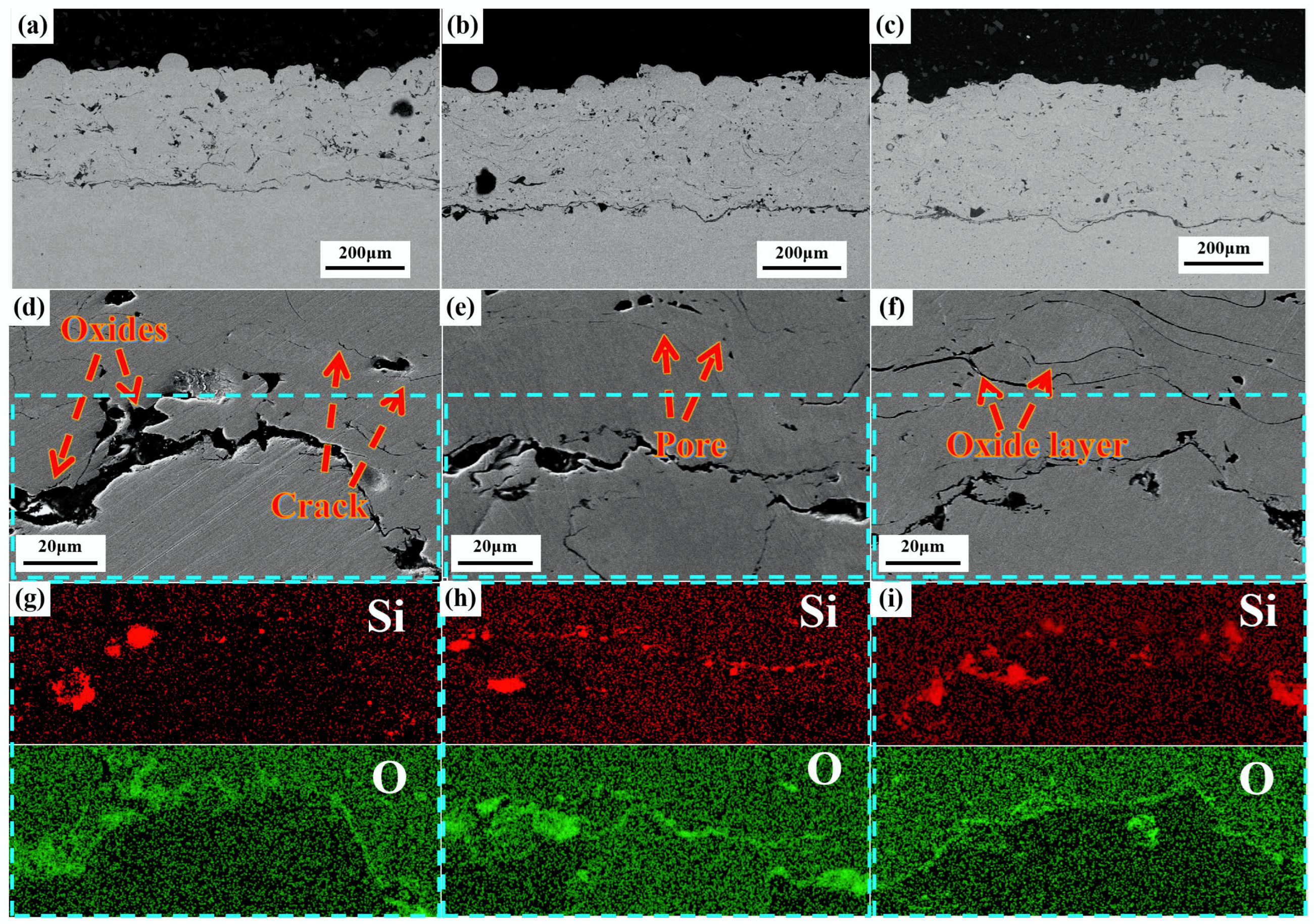
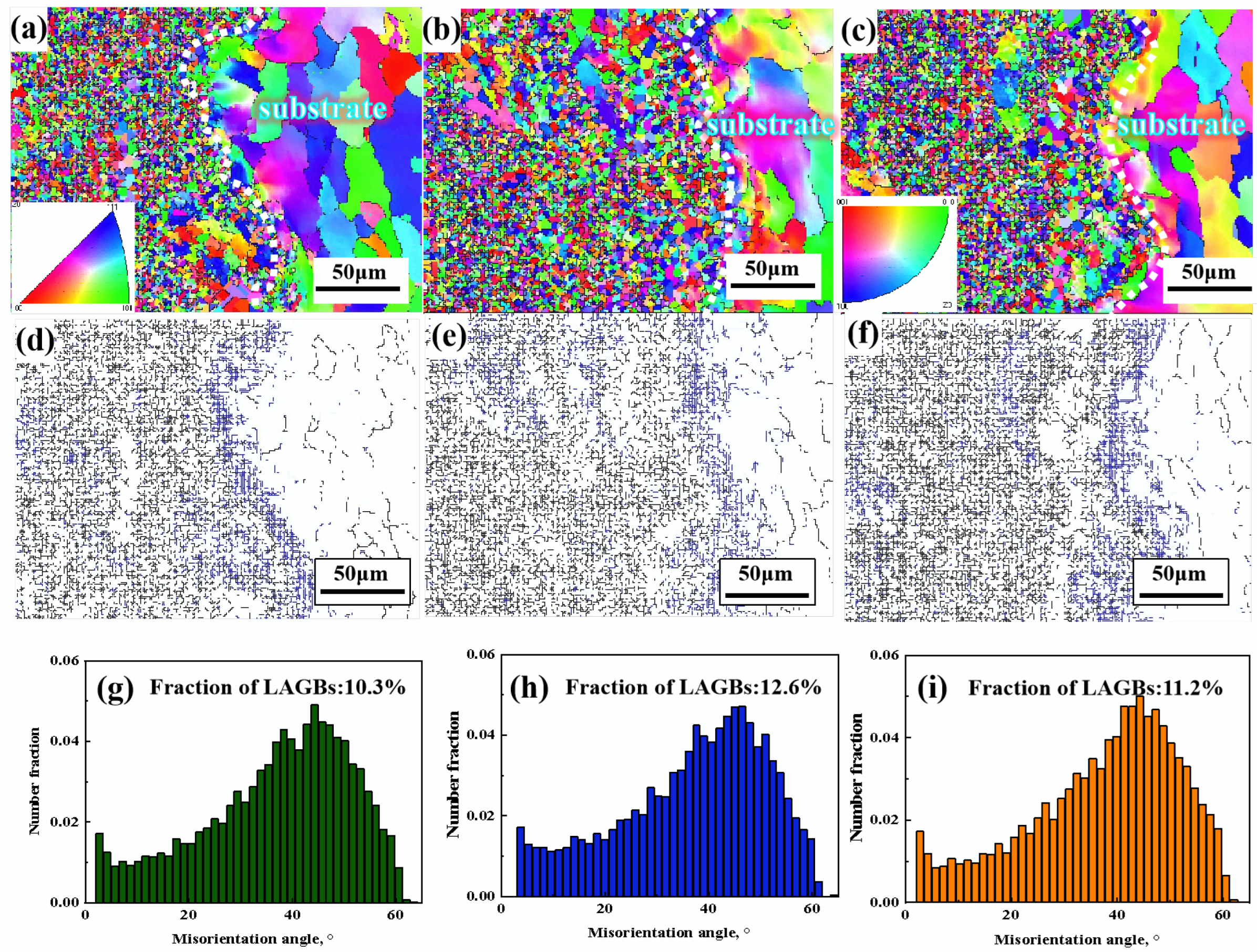
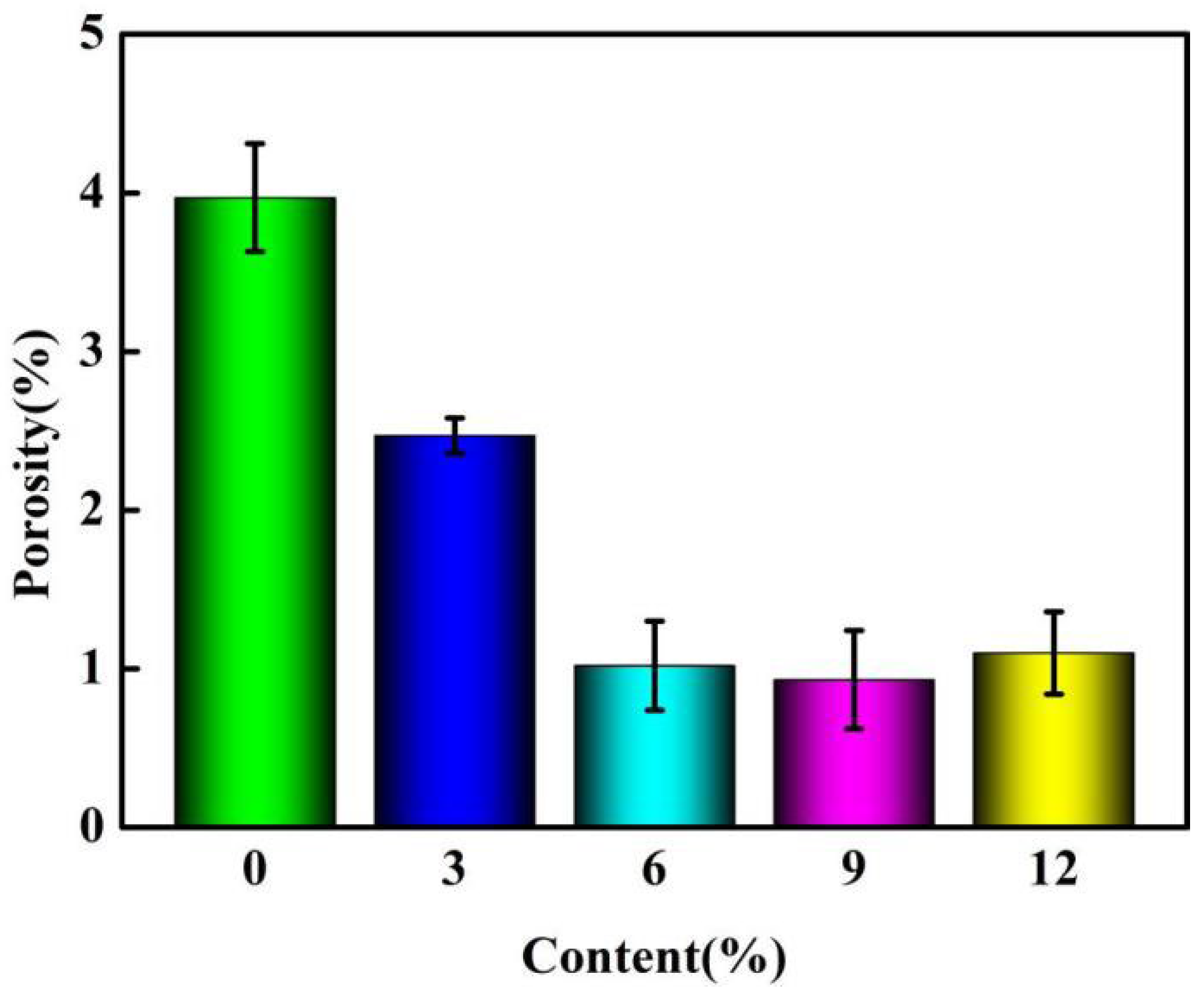
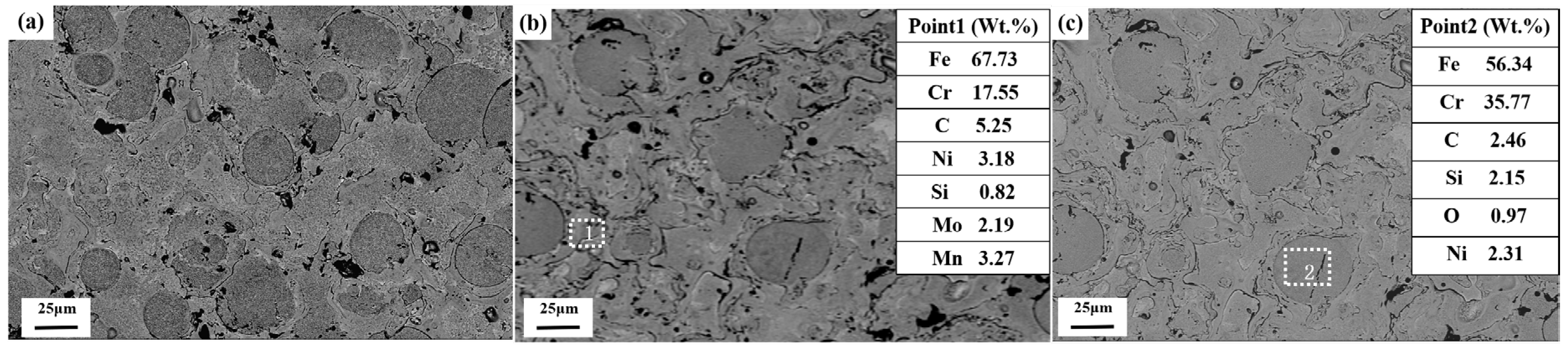
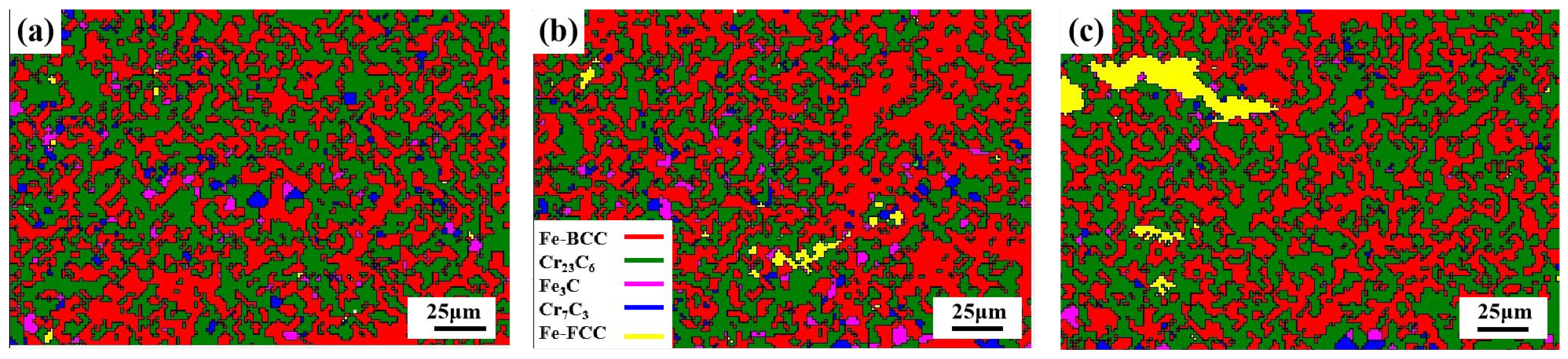
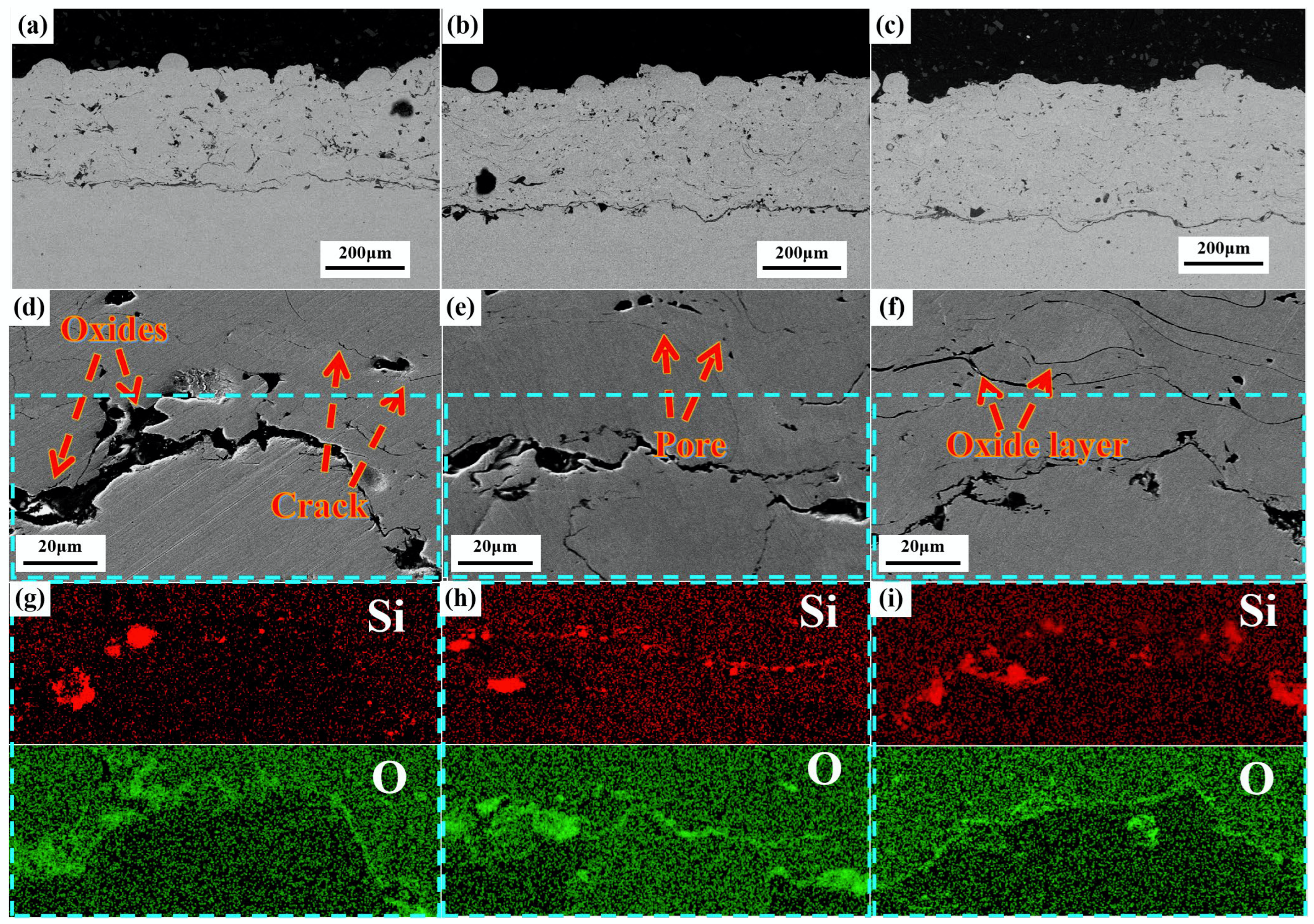
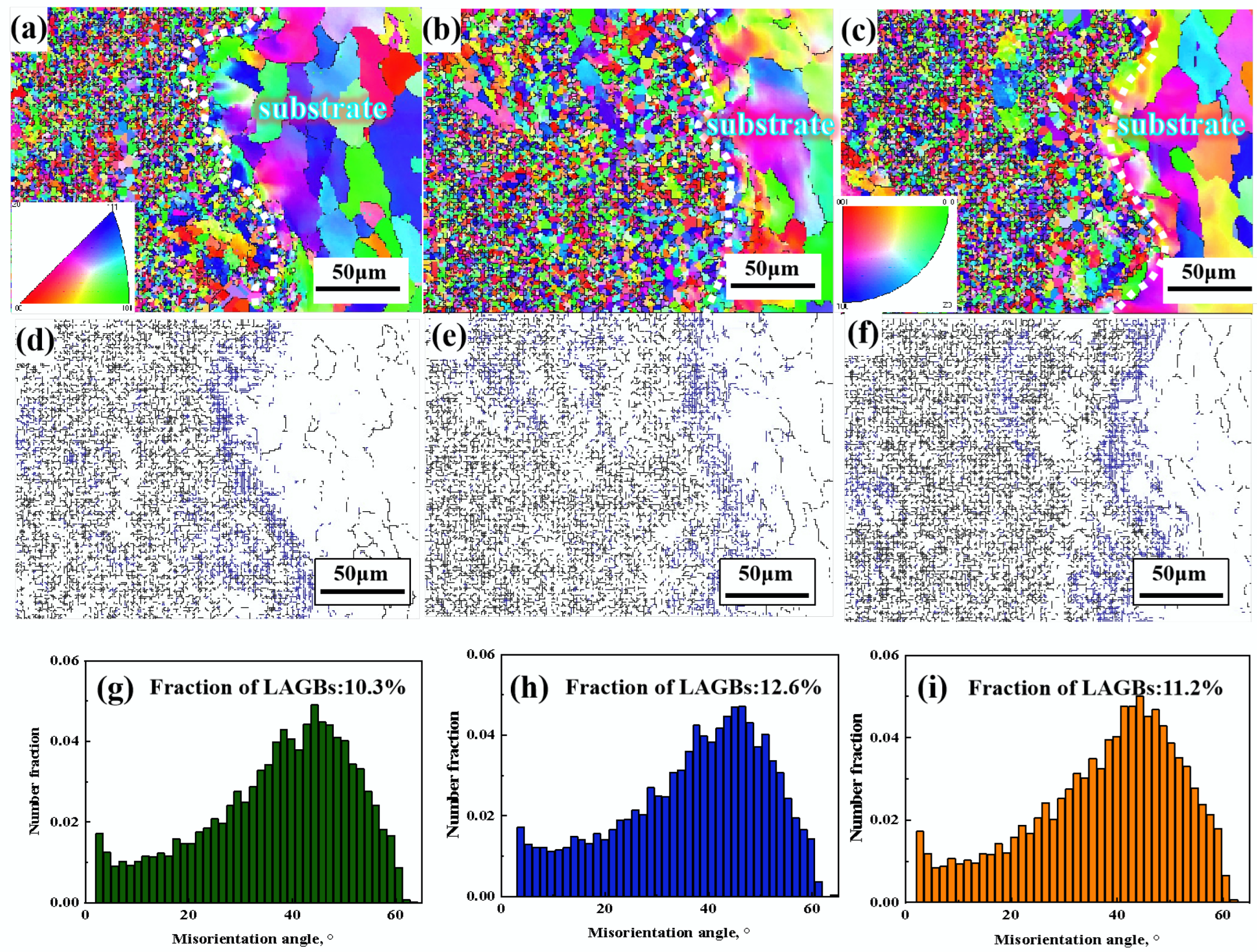
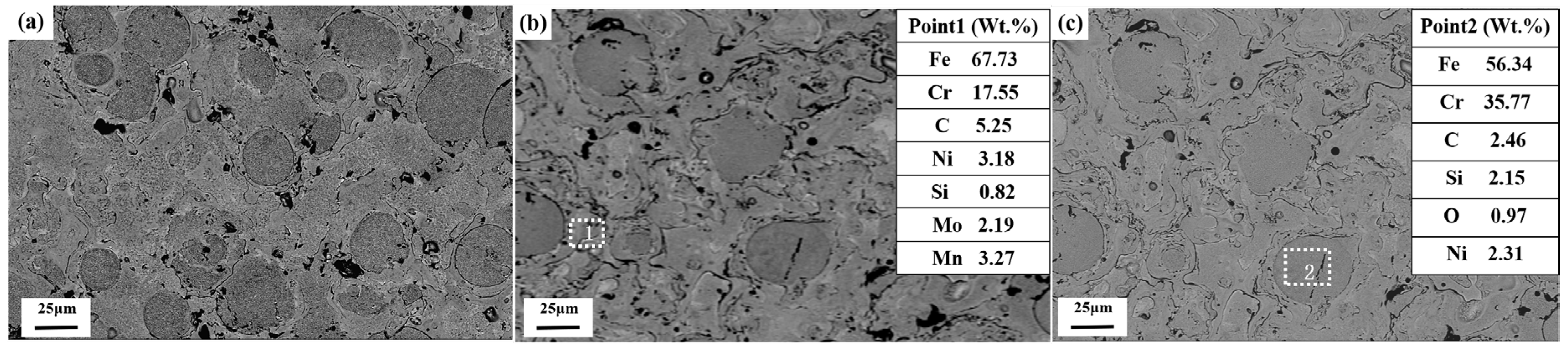
3.1. Microstructure and Porosity of Coatings
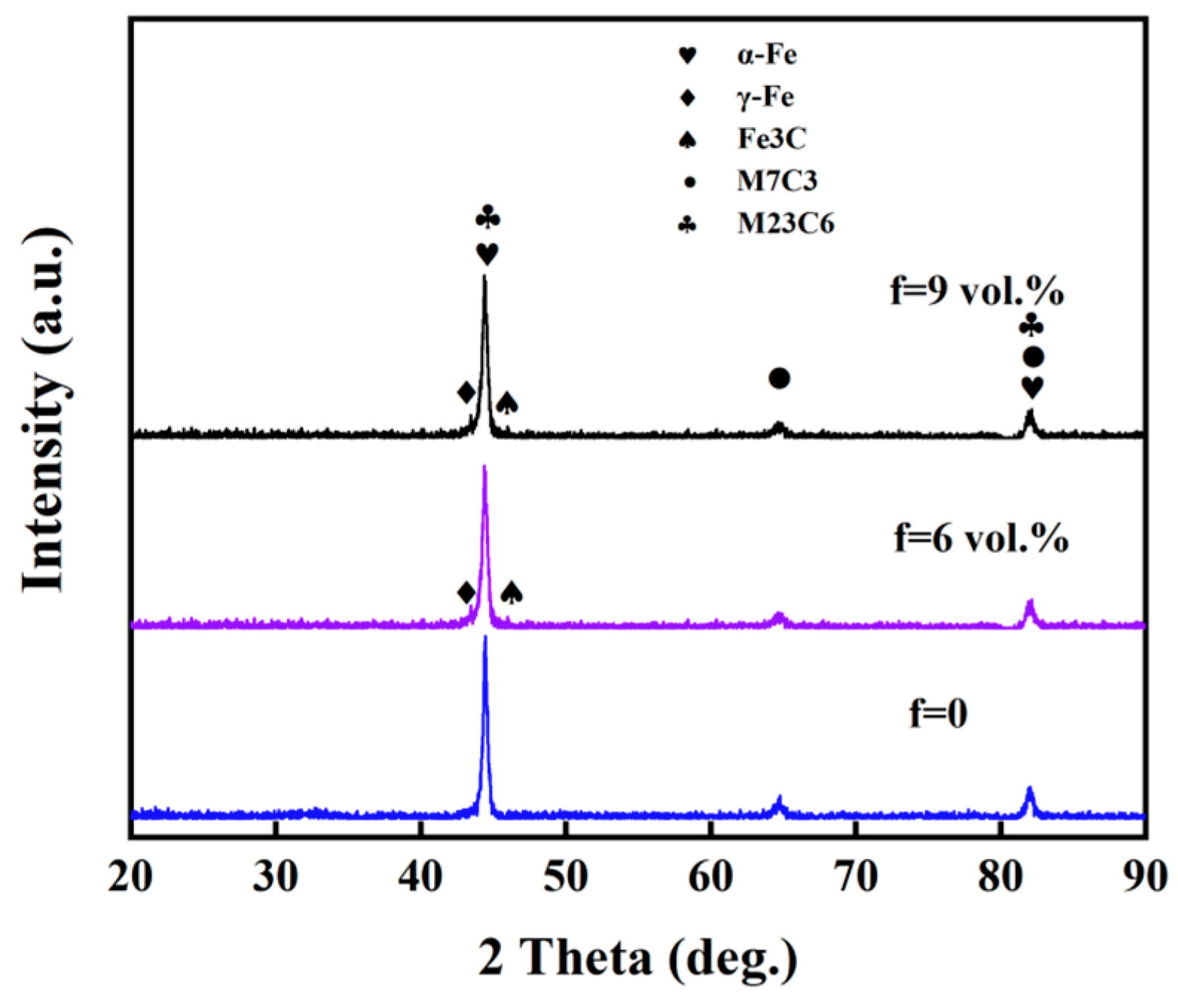
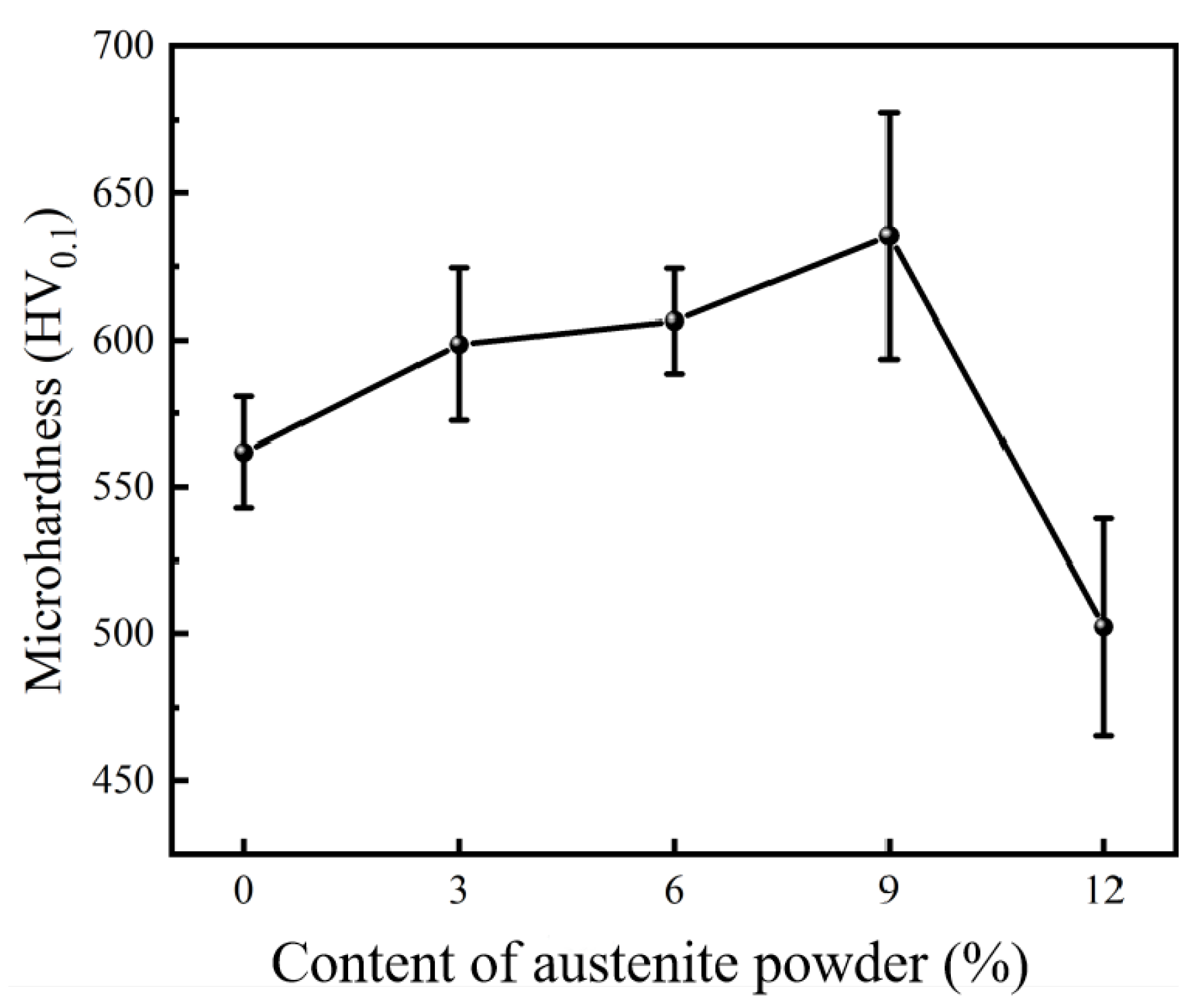
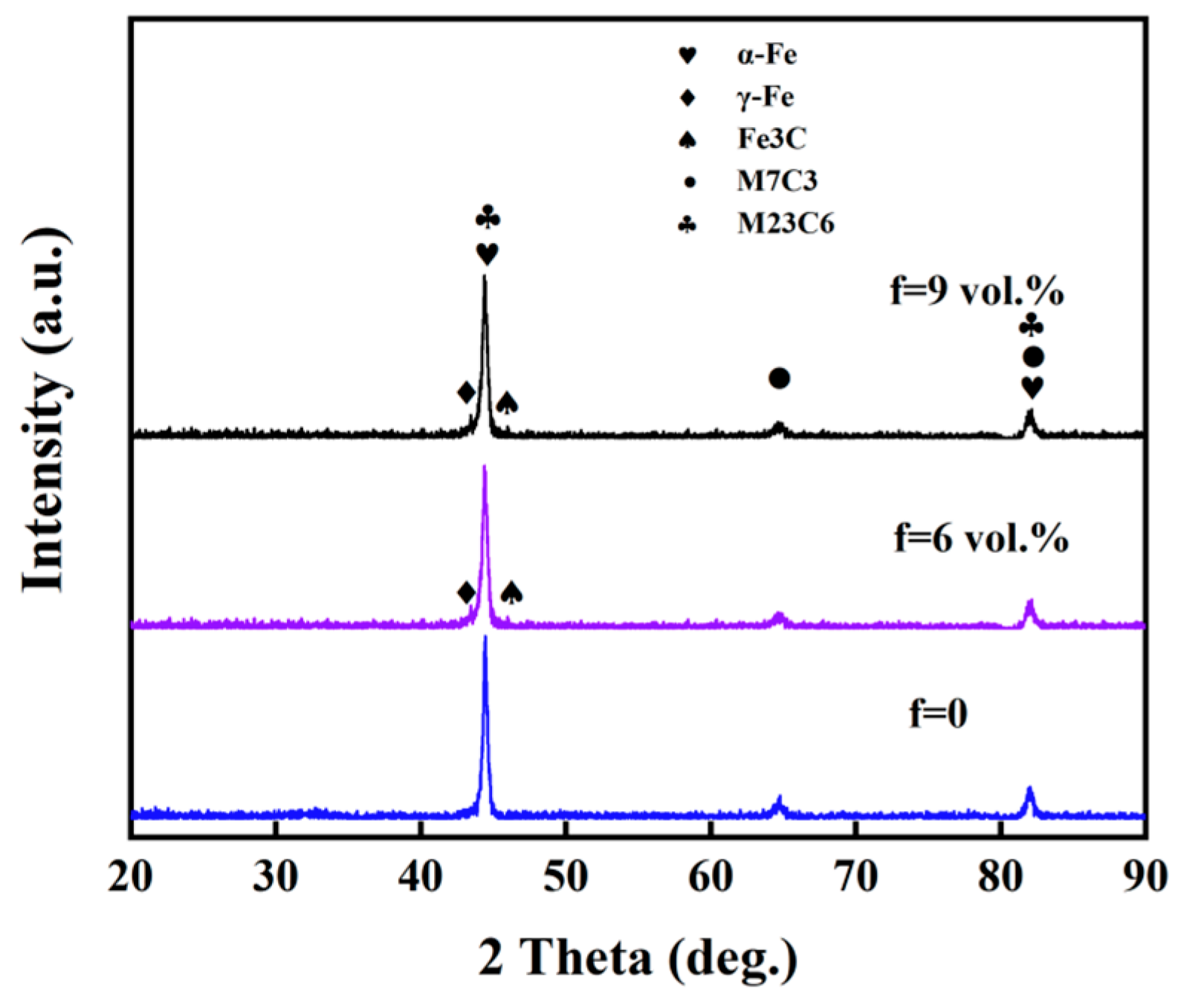
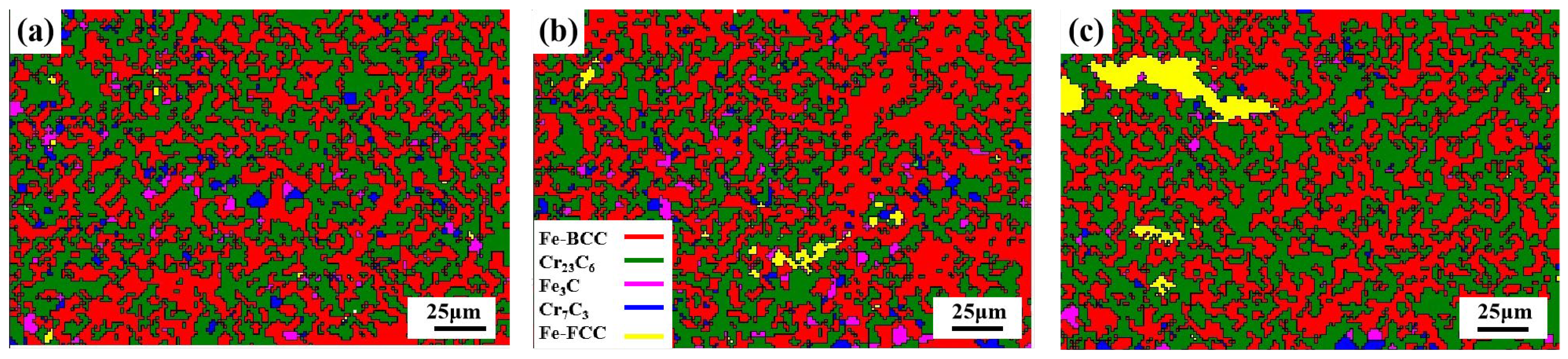
3.2. Phase Compositions and Microhardness of Coatings
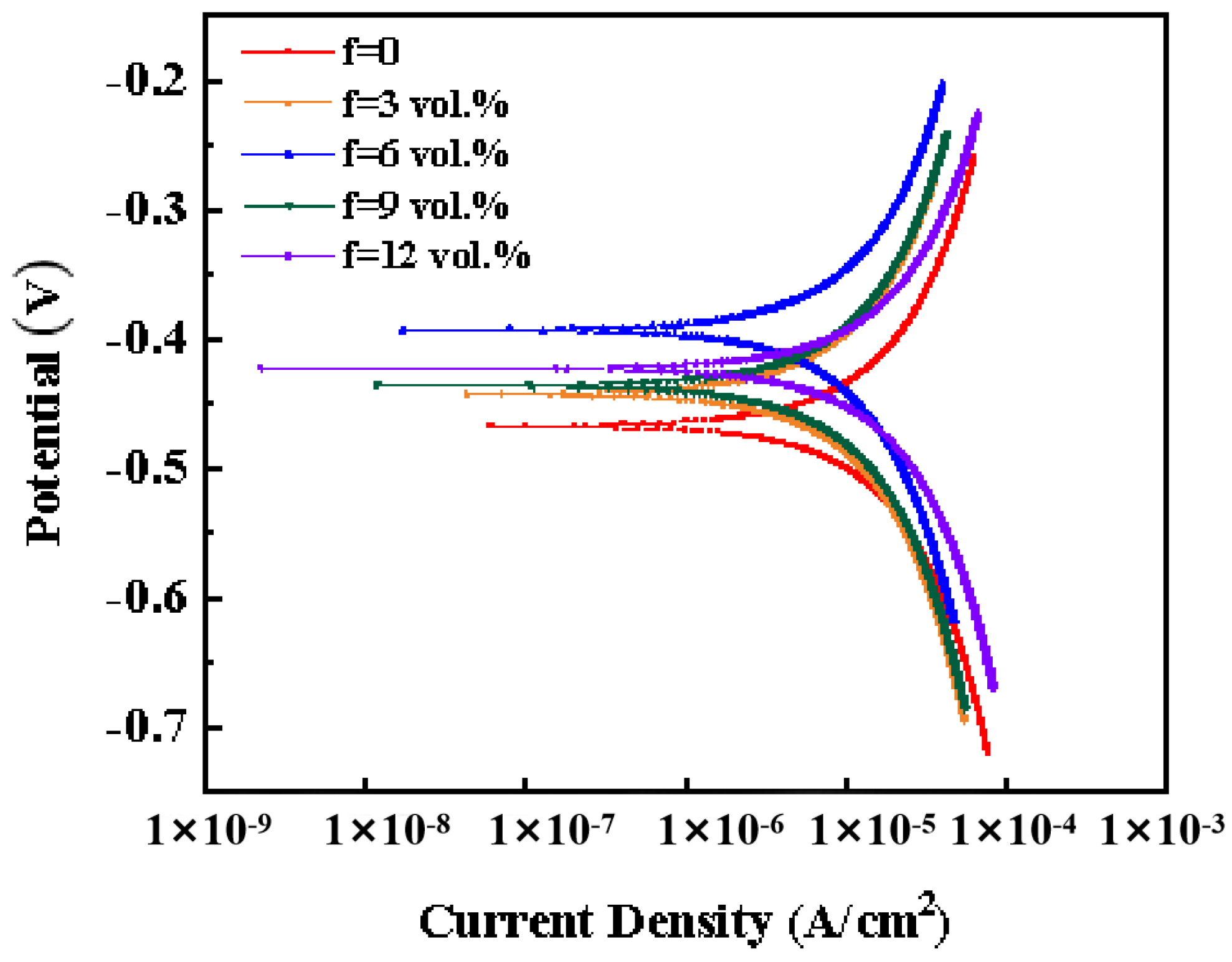
3.3. Potentiodynamic Behavior
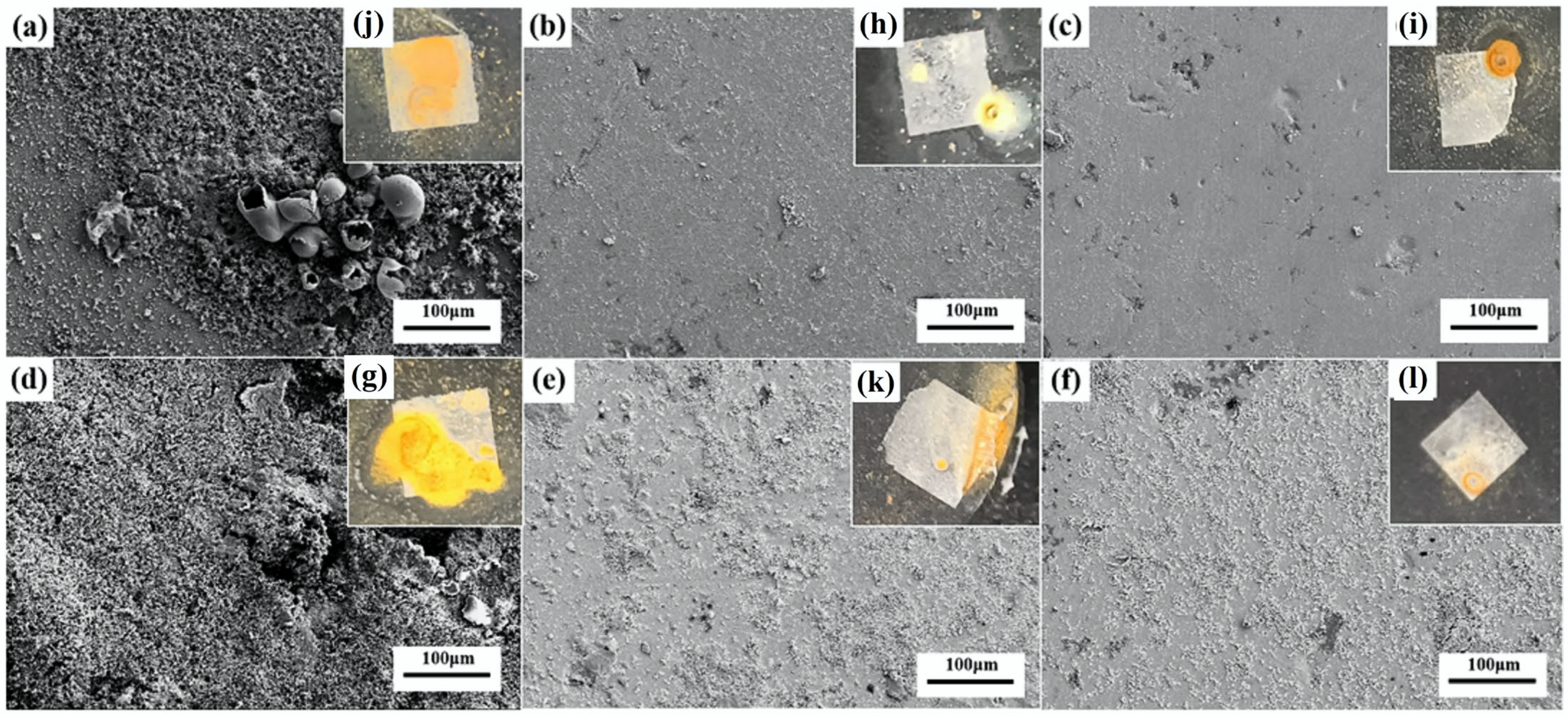
3.4. Immersion Corrosion Experiment
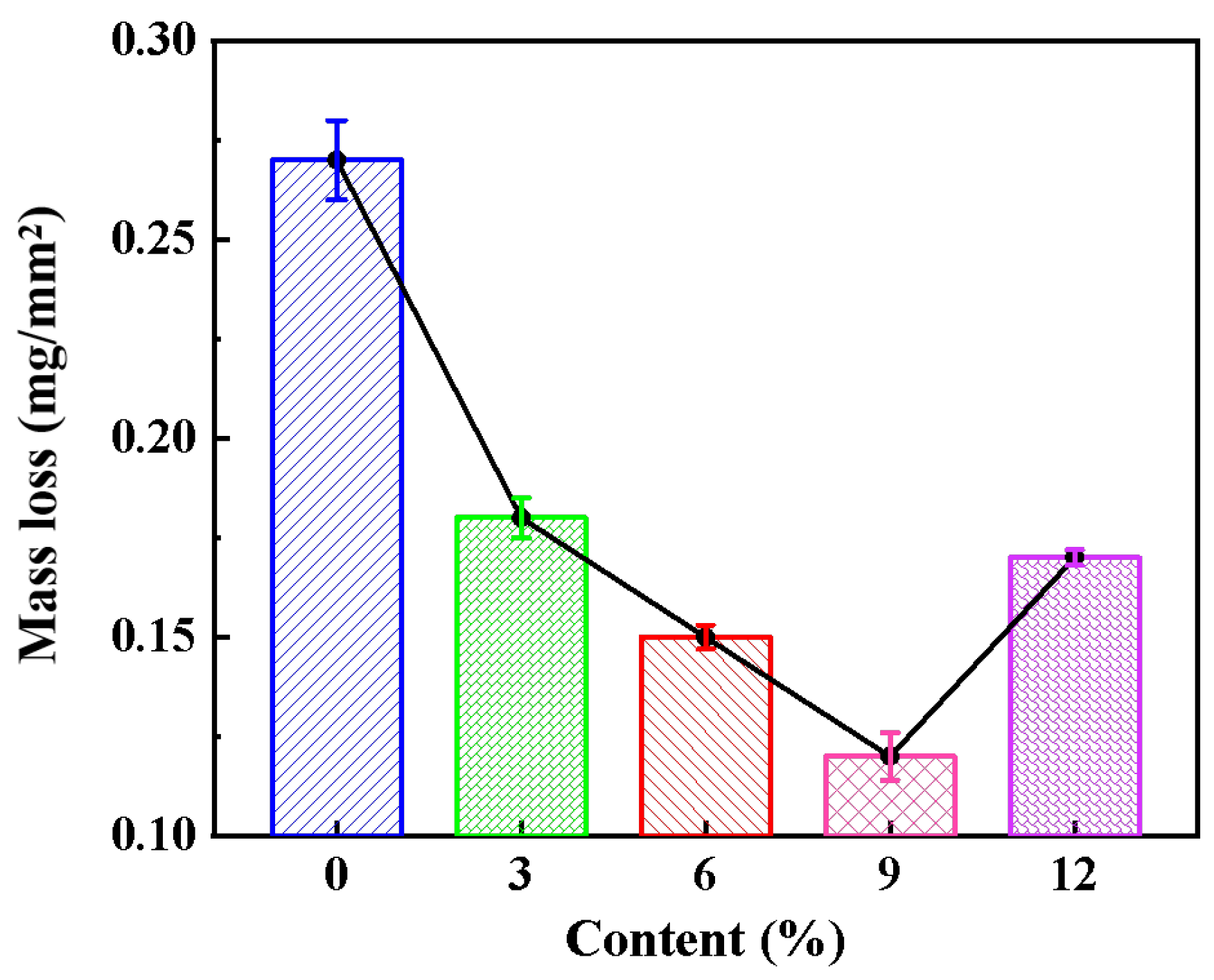
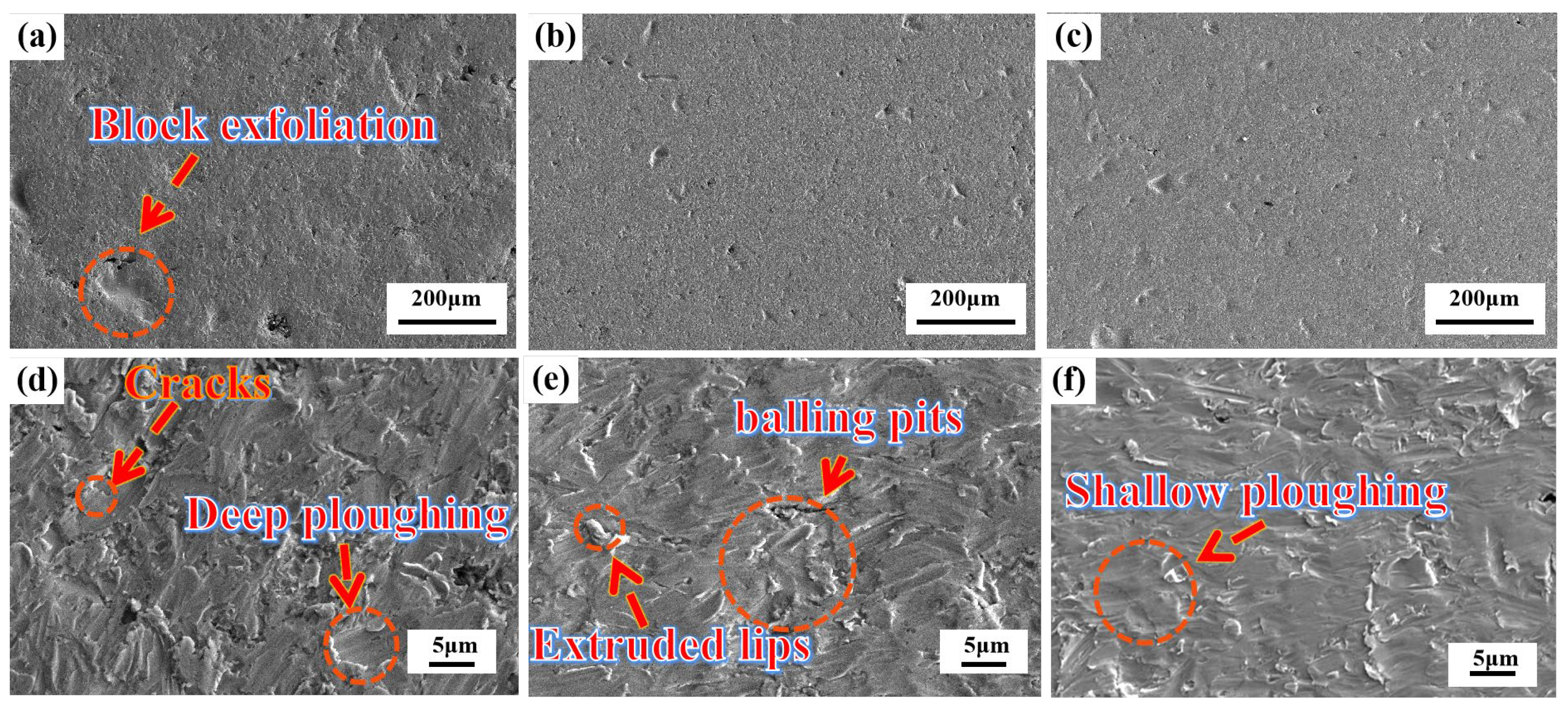
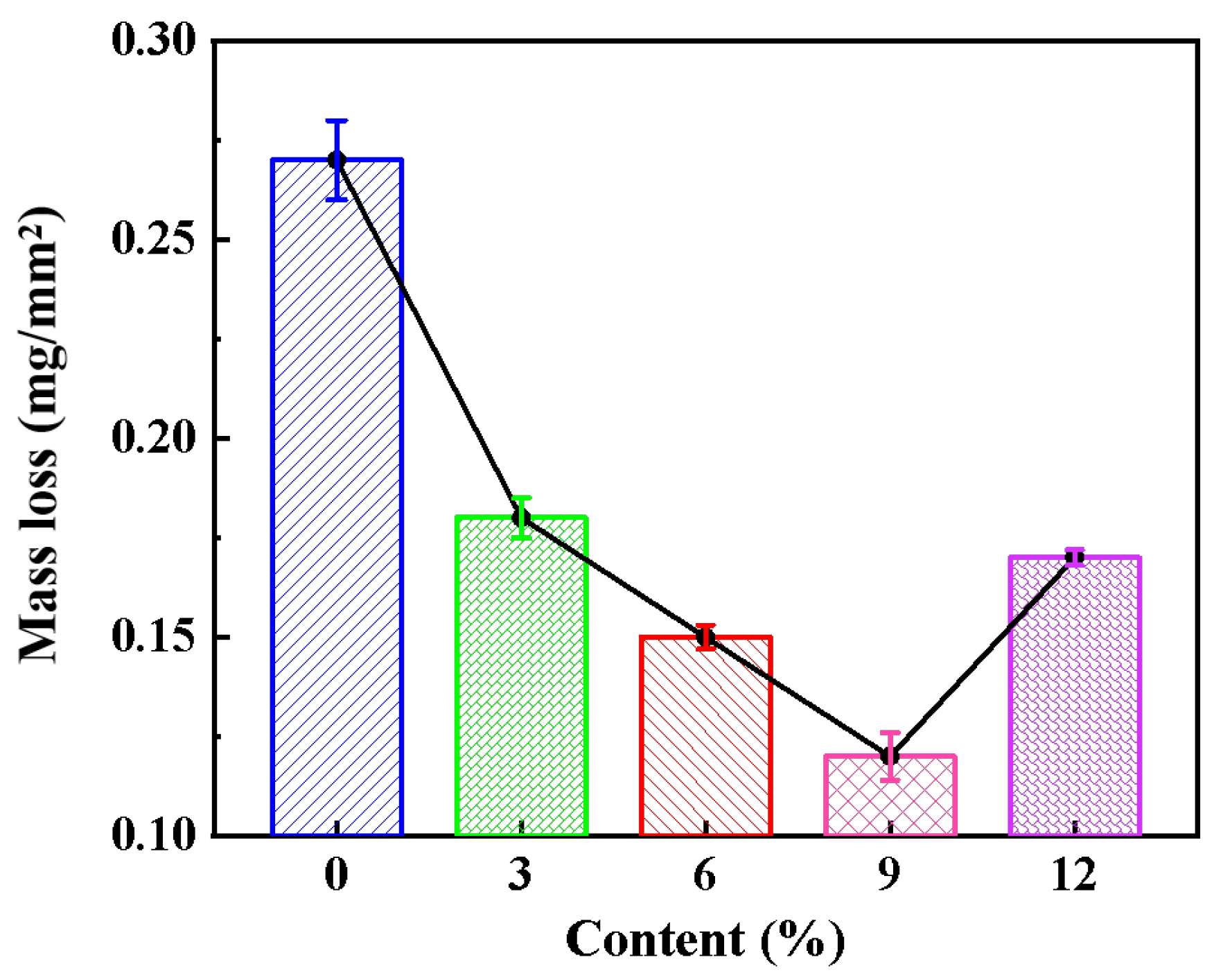
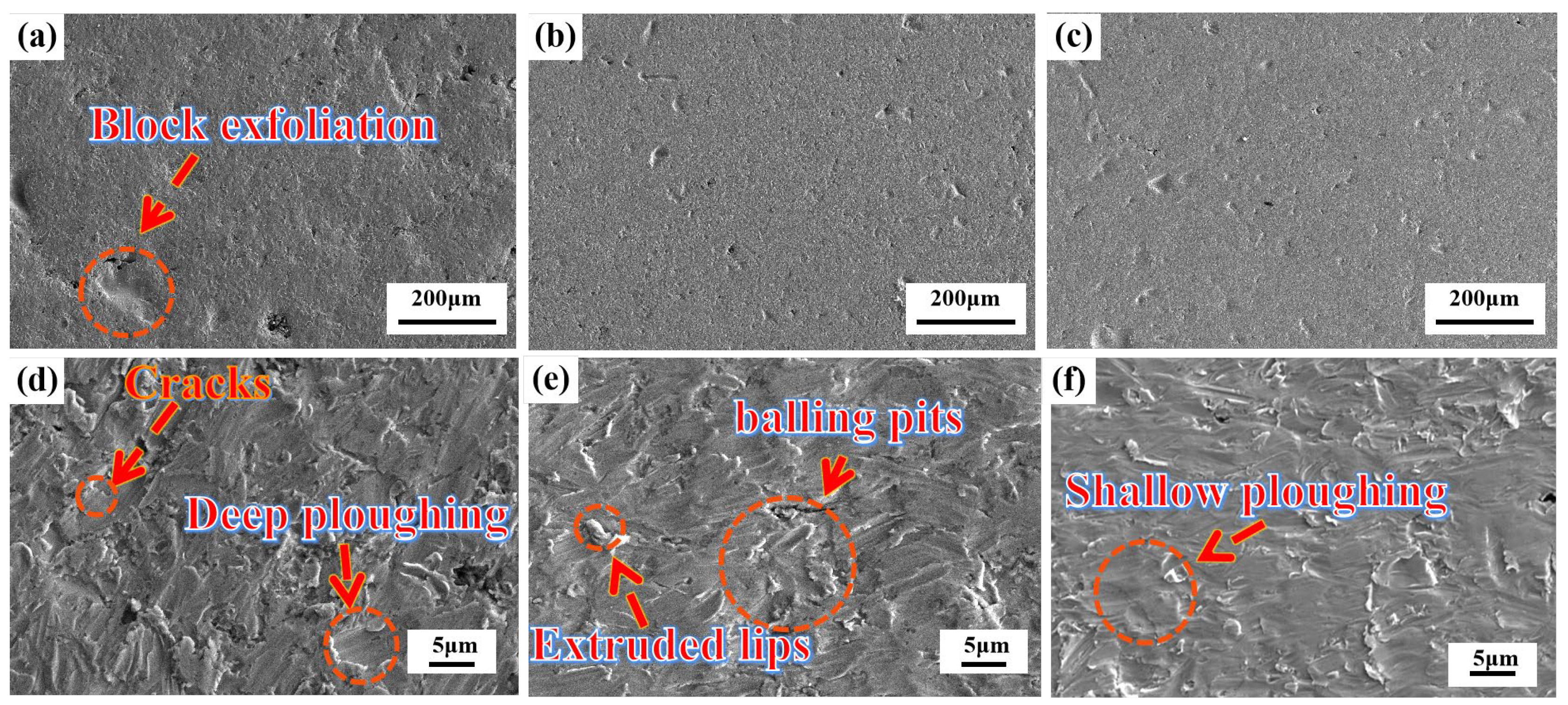
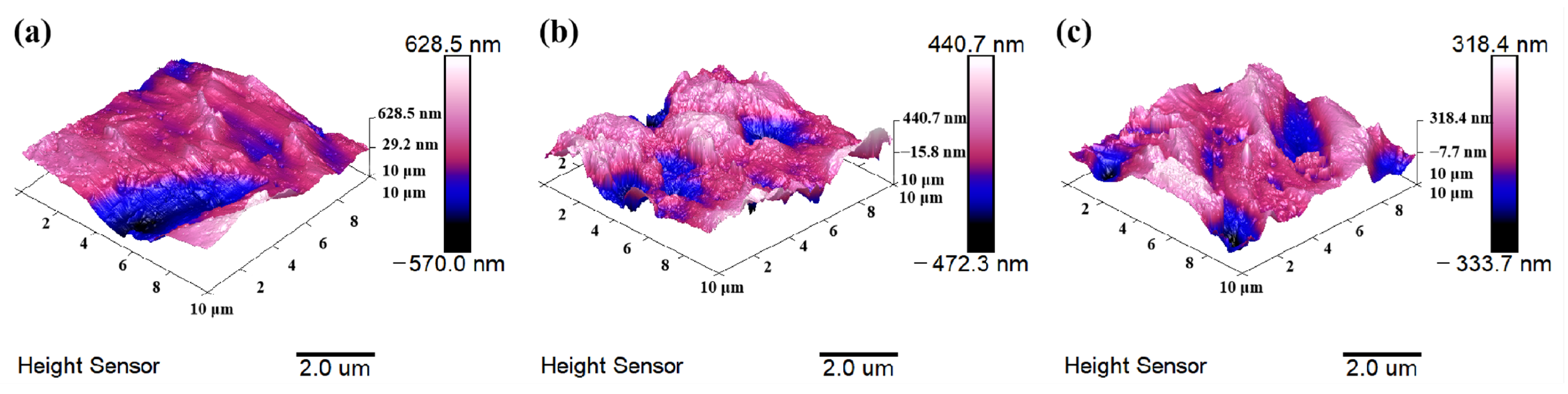
3.5. Erosion–Corrosion
4. Conclusions
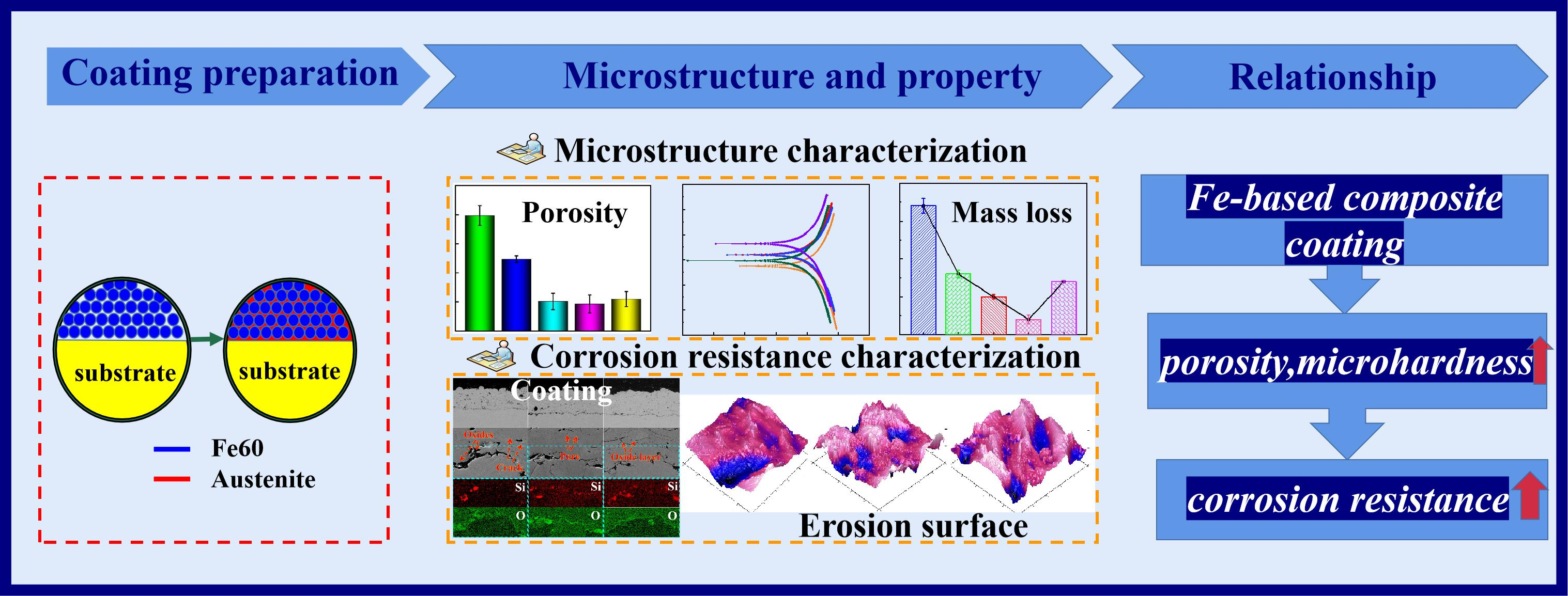
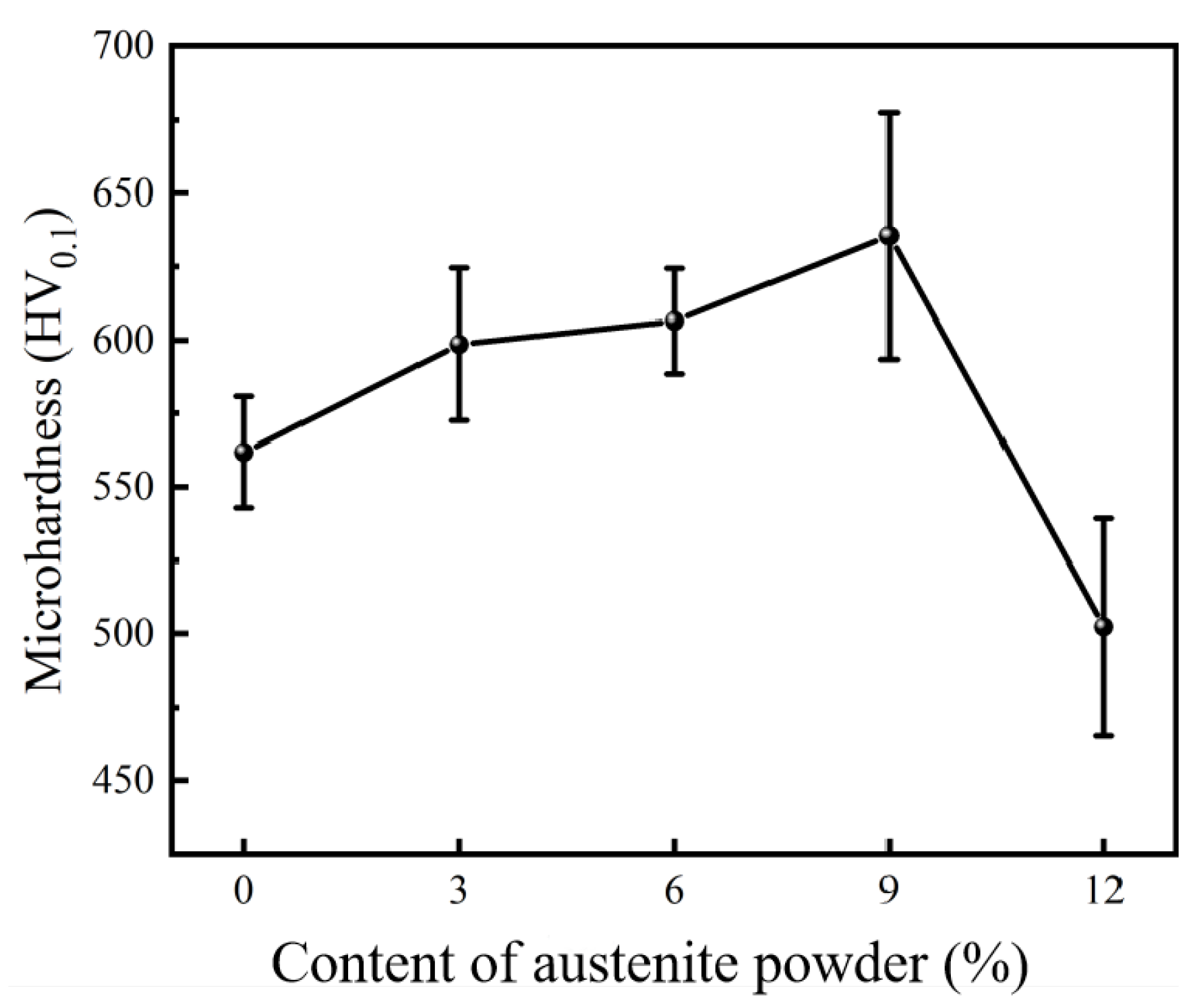
- The inclusion of austenite particles can lower the porosity and make the content of the hard phase (such as Fe3C, Cr7C3, and Cr23C6) in the composite coatings gradually increase and become more uniformly distributed. The porosity of the coating decreased from 3.97% to 0.93%, and the hardness increased from 562HV0.1 to 636HV0.1.
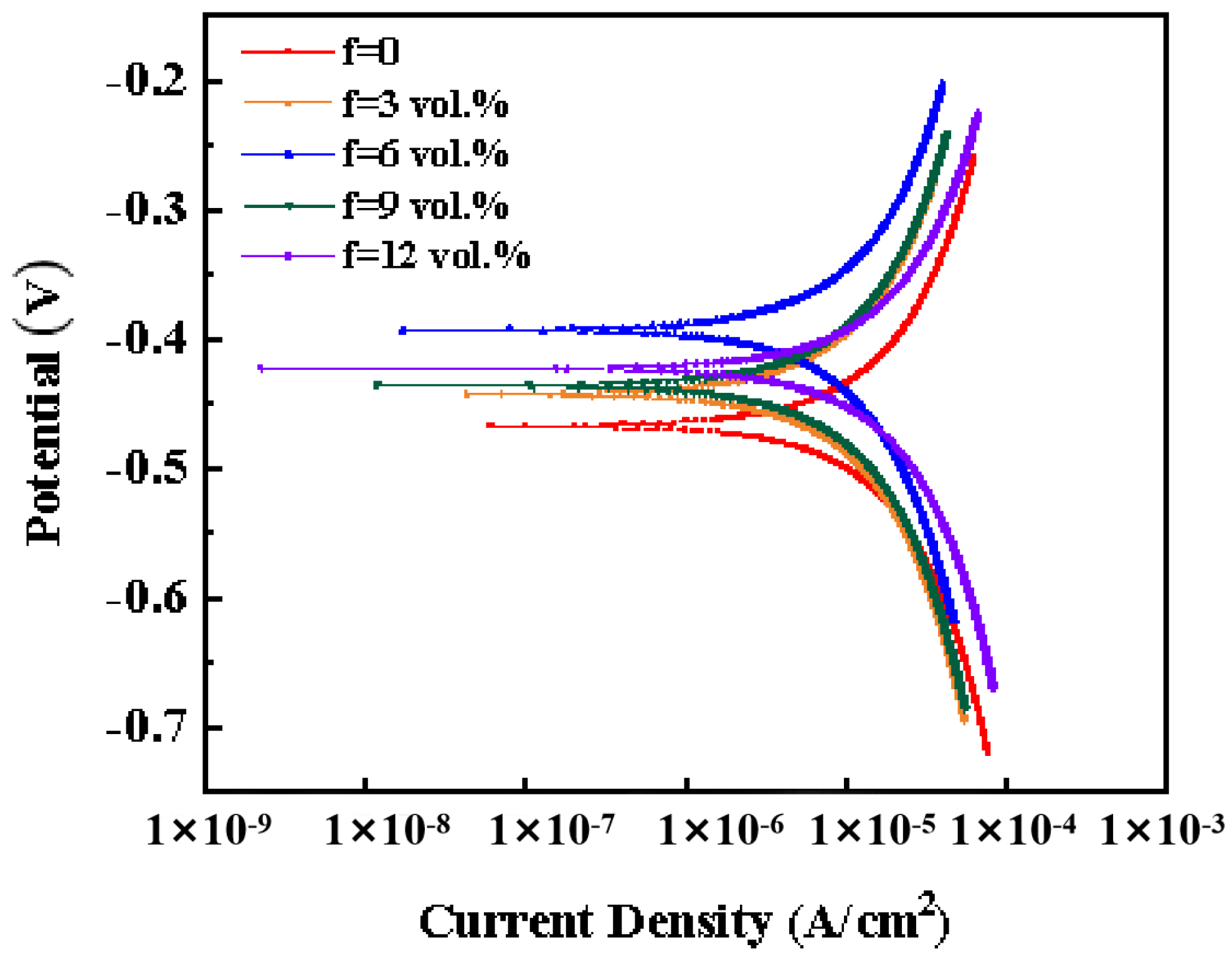
- During the electrochemical corrosion experiments, it was found that Fe-based composite coatings had greater corrosion resistance than Fe-based coating in a 3.5 wt.% NaCl solution. The microstructure and chemical composition have a significant impact on how well coatings resist electrochemical corrosion. Fe-based composite coatings exhibit much superior corrosion resistance than Fe-based coatings applied in 3.5 wt.% NaCl medium. At 9 vol.% and below, the corrosion resistance of Fe-based composite coating increases with the austenite powder content increase mainly because of the effective combination of low porosity, high content of corrosion resistance elements, and better chemical homogeneity.
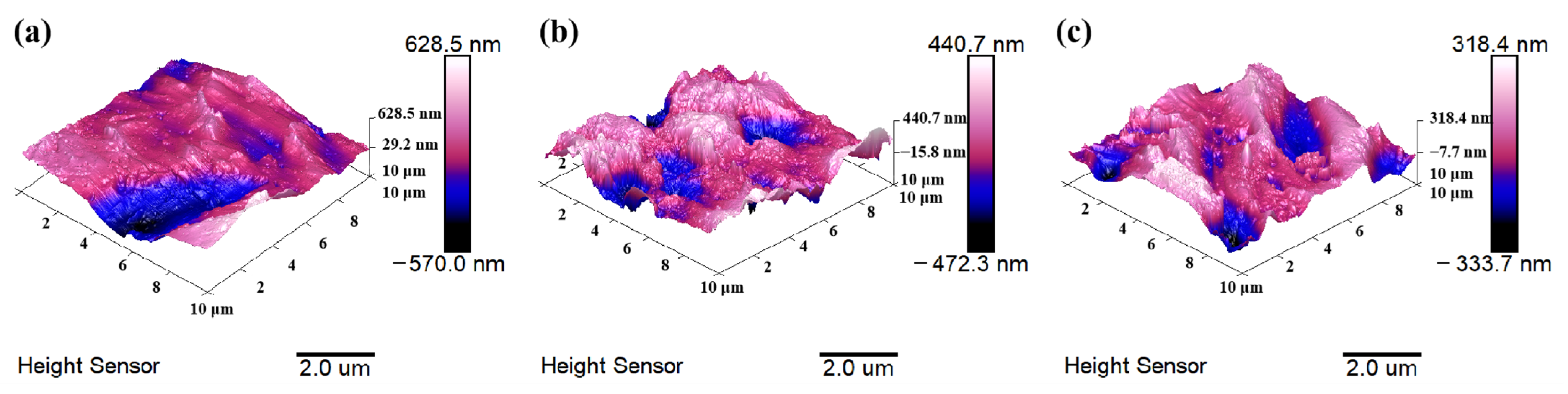
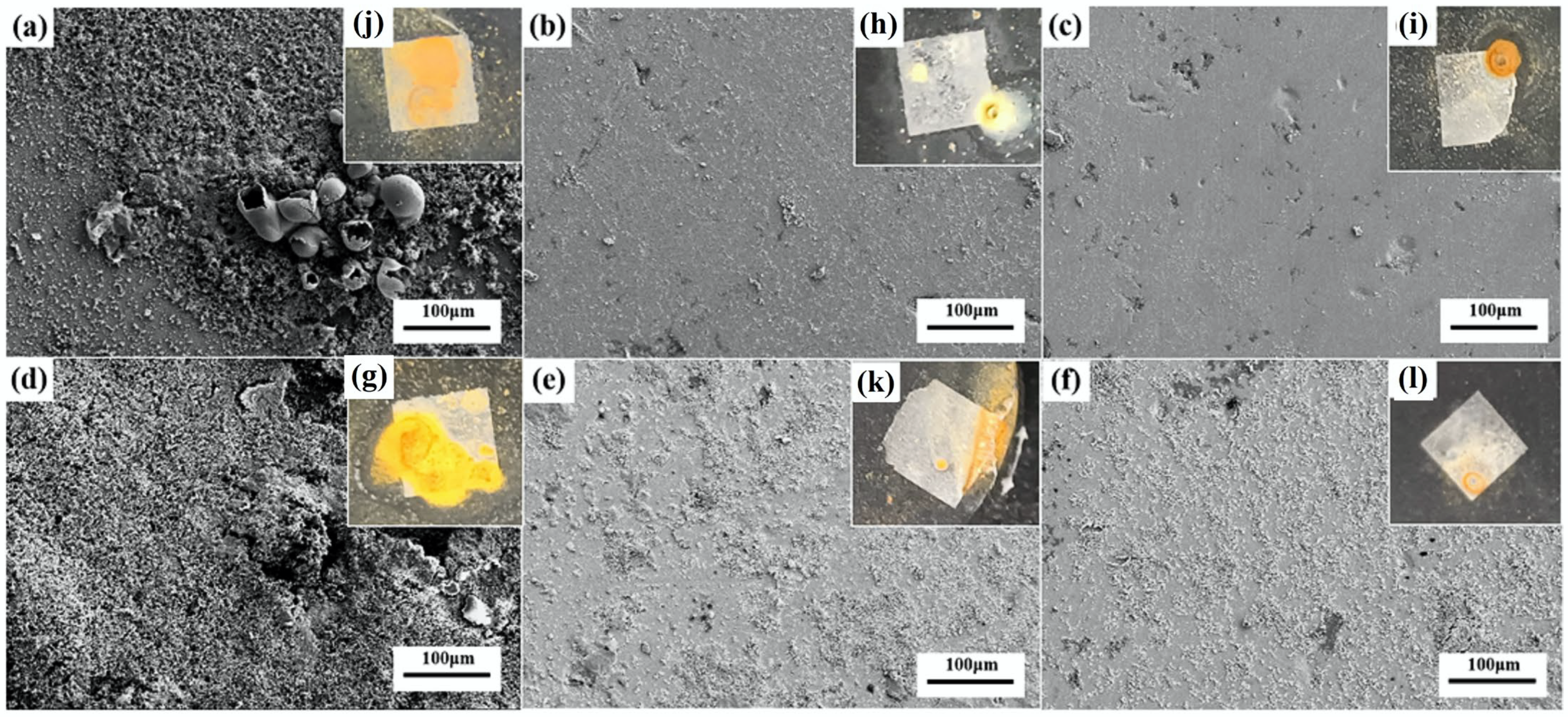
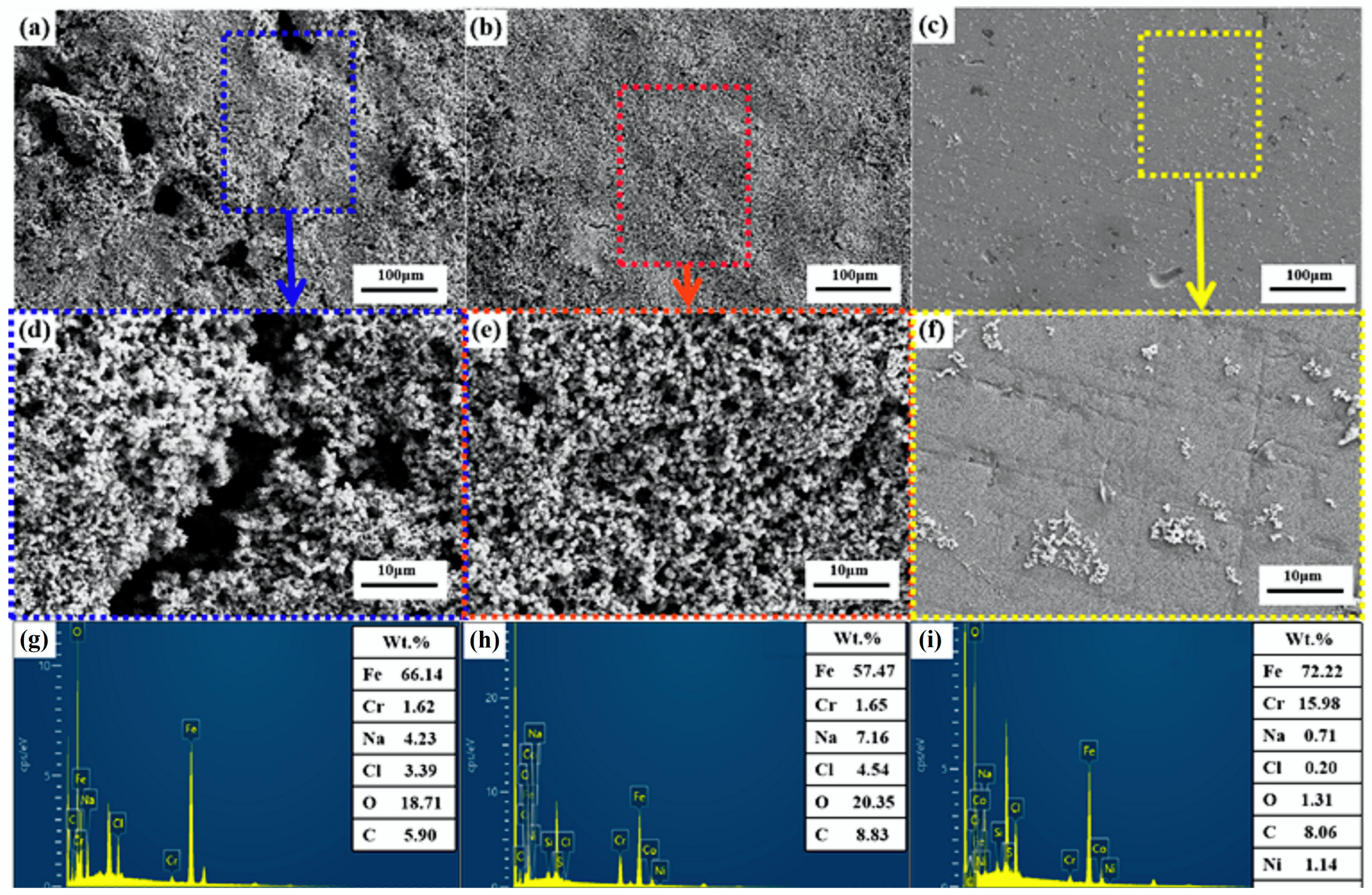
- Erosion–corrosion tests indicate that Fe-based composite coatings have better erosion resistance than Fe-based coating. The Fe-based composite coating has a relatively smooth eroded surface when compared to the Fe-based coating, according to the results of scanning electron microscopy, and the results of atomic force microscopy further show that the Fe-based composite coating has a flatter surface morphology and a lower surface roughness value than the Fe-based coating after erosion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zou, J.L.; Liu, S.L.; Zheng, Z.B.; Long, J.; Huang, Y.; Zheng, K.H.; Tian, Z. Research on impact–abrasion–corrosion behavior of three typical wear-resistant steels under high impact energy. J. Mater. Eng. Perform. 2022, 31, 4343–4353. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Long, J.; Wang, S.; Li, H.; Wang, J.; Zheng, K.H. Cavitation erosion-corrosion behaviour of Fe-10Cr martensitic steel microalloyed with Zr in 3.5% NaCl solution. Corros. Sci. 2021, 184, 109382. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Long, J.; Guo, Y.; Li, H.; Zheng, K.H.; Qiao, Y. Corrosion and impact–abrasion–corrosion behaviors of quenching–tempering martensitic Fe–Cr alloy steels. J. Iron Steel Res. Int. 2022, 29, 1853–1863. [Google Scholar] [CrossRef]
- Huang, B.; Zhang, C.; Zhang, G.; Liao, H.L. Wear and corrosion resistant performance of thermal-sprayed Fe-based amorphous coatings: A review. Surf. Coat. Technol. 2019, 377, 124896. [Google Scholar] [CrossRef]
- Krystyna, K.S. Laser melted ZrO2–Y2O3 thermal barrier obtained by plasma spraying method. J. Alloys Compd. 2010, 505, 516–522. [Google Scholar] [CrossRef]
- Ding, H.H.; Mu, X.P.; Zhu, Y.; Yang, W.B.; Xiao, Q.; Wang, W.J.; Liu, Q.Y.; Guo, J.; Zhou, Z.R. Effect of laser claddings of Fe-based alloy powder with different concentrations of WS2 on the mechanical and tribological properties of railway wheel. Wear 2022, 488, 204174. [Google Scholar] [CrossRef]
- Liu, L.M.; Xiao, J.K.; Wei, X.L.; Ren, Y.X.; Zhang, G.; Zhang, C. Effects of temperature and atmosphere on microstructure and tribological properties of plasma sprayed FeCrBSi coatings. J. Alloys Compd. 2018, 753, 586–594. [Google Scholar] [CrossRef]
- Dong, T.S.; Zheng, X.D.; Li, G.L.; Wang, H.D.; Li, Y.L.; Zhou, X.K. Investigation of rolling/sliding contact fatigue failure mechanism and lifetime of Fe-based plasma sprayed coating remelted by GTA process. Surf. Coat. Technol. 2018, 353, 221–230. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, F.Q.; Zhang, L.; Li, J.D.; Zhang, J.W. Microstructure evolution and high temperature corrosion behavior of FeCrBSi coatings prepared by laser cladding. Ceram. Int. 2020, 46, 17233–17242. [Google Scholar] [CrossRef]
- Feldshtein, E.; Kardapolava, M.; Dyachenko, O. On the effectiveness of multi-component laser modifying of Fe-based self-fluxing coating with hard particulates. Surf. Coat. Technol. 2016, 307, 254–261. [Google Scholar] [CrossRef]
- Lu, H.F.; Cai, J.; Luo, K.Y.; Xing, F.; Zhang, Q.L.; Yao, J.H.; Lu, J.Z. Thermal fatigue life and improvement mechanism of Fe-based coatings on H13 extrusion die by laser additive remanufacturing. Surf. Coat. Technol. 2021, 408, 126808. [Google Scholar] [CrossRef]
- Li, J.F.; Zhu, Z.C.; Peng, Y.X.; Shen, G. Phase evolution and wear resistance of in-situ synthesized (Cr, W)23C6-WC composite ceramics reinforced Fe-based composite coatings produced by laser cladding. Vacuum 2021, 190, 110242. [Google Scholar] [CrossRef]
- Kirsten, B.; Zhao, L.D.; Mehmet, Ö.; Tim, K. Development of a FeCrMnBC-based economical wear and corrosion resistant coating. Surf. Coat. Technol. 2019, 362, 12–20. [Google Scholar] [CrossRef]
- Ren, X.; Zhu, H.; Cao, D.; Kong, L.; Xuan, Z. Effect of CeO2 on microstructure and corrosion resistance of spray welding layer of Fe-based self-fluxing alloy. Mater. Prot. 2014, 12, 56–59. [Google Scholar] [CrossRef]
- Akshay, R.G.; Aayush, C.; Ratna, S.; Ravikumar, D. Carbide-based thermal spray coatings: A review on performance characteristics and post-treatment. Int. J. Refract. Met. Hard Mater. 2022, 103, 105772. [Google Scholar] [CrossRef]
- Ghadami, F.; Sabour, R.A. Improvement of high velocity oxyfuel spray coatings by thermal post-treatments: A critical review. Thin Solid Films 2019, 678, 42–52. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, S.D.; Sun, W.H.; Gao, Y.; Wang, J.Q. Enhanced corrosion resistance in Fe-based amorphous coatings through eliminating Cr-depleted zones. Corros. Sci. 2018, 136, 161–173. [Google Scholar] [CrossRef]
- Wang, Q.; Rui, X.; Wang, Q.J.; Bai, Y.; Du, Z.Z.; Niu, W.J.; Wang, W.; Wang, K.S.; Gao, Y. Bonding and wear behaviors of supersonic plasma sprayed Fe-based coatings on Al-Si alloy substrate. Surf. Coat. Technol. 2019, 367, 288–301. [Google Scholar] [CrossRef]
- Fan, L.; Chen, H.Y.; Dong, Y.H.; Li, X.Y.; Dong, L.H.; Yin, Y.S. Corrosion Behavior of Fe-Based Laser Cladding Coating in Hydrochloric Acid Solutions. Acta Metall. Sin. 2018, 54, 1019–1030. [Google Scholar] [CrossRef]
- Li, C.; Ronn, G.; Li, Y.F.; Shi, J.; Liu, F.; Li, B.; Gao, Y.M.; Li, Y.H.; Li, S.Z.; Alfred, I.Y.T. Effect of chromium on erosion-corrosion properties of ZrO2-Al2O3 particles reinforced Fe-based composites in artificial seawater slurries. Corros. Sci. 2022, 198, 110138. [Google Scholar] [CrossRef]
- Lin, T.J.; Sheu, H.H.; Lee, C.Y.; Lee, H.B. The study of mechanical properties and corrosion behavior of the Fe-based amorphous alloy coatings using high velocity oxygen fuel spraying. J. Alloys Compd. 2021, 867, 159132. [Google Scholar] [CrossRef]
- Ji, X.L.; Luo, C.Y.; Jin, J.; Zhang, Y.T.; Sun, Y.; Fu, L. Tribocorrosion performance of 316 L stainless steel enhanced by laser clad 2-layer coating using Fe-based amorphous powder. J. Mater. Res. Technol. 2022, 17, 612–621. [Google Scholar] [CrossRef]
- Andreas, T.; Markus, K.; Harsha, R.; Harald, R.; Ewald, B.; Manel, R.R. Tribocorrosion performance of Fe-base and Ni-base wear resistant coatings in CO2 anoxic environments. Corros. Sci. 2022, 196, 110035. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Huang, Y.F.; Zhou, J.; Zhang, L.; Xing, Z.G.; Wang, H.D.; Shan, D.B. Effect of Fe content on the tribological properties of Ni60 coatings applied by pulsed magnetic field assisted supersonic plasma spraying. Mater. Charact. 2022, 185, 111771. [Google Scholar] [CrossRef]
- Chong, K.; Zou, Y.; Wu, D.T.; Tang, Y.W.; Zhang, Y.G. Pulsed laser remelting supersonic plasma sprayed Cr3C2-NiCr coatings for regulating microstructure, hardness and corrosion properties. Surf. Coat. Technol. 2021, 418, 127258. [Google Scholar] [CrossRef]
- Xu, H.M.; Huang, H.H. Microstructure evolution and mechanical properties of thermally sprayed coating modified by laser remelting and injection with tungsten carbide. Ceram. Int. 2022, 48, 22854–22868. [Google Scholar] [CrossRef]
- Anil, K.; Sapan, K.N.; Pavan, B.; Monojit, D.; Atanu, B.; Tapas, L. Optimization of mechanical and corrosion properties of plasma sprayed low-chromium containing Fe-based amorphous/nanocrystalline composite coating. Surf. Coat. Technol. 2019, 370, 255–268. [Google Scholar] [CrossRef]
- Daniel, T.M.; Acacio, R.R.; Richard, G.W.; Tanvir, H. Interaction of CMAS on thermal sprayed ytterbium disilicate environmental barrier coatings: A story of porosity. Ceram. Int. 2022, 48, 8286–8296. [Google Scholar] [CrossRef]
- Pavan, B.; Charu, S.; Anil, K.; Kuntal, S.; Nitu, R.; Tapas, L.; Atanu, B.; Mondal, K. Corrosion behaviour of plasma sprayed Fe based metallic glass (Fe73Cr2Si11B11C3 (at%) coatings in 3.5% NaCl solution. J. Non-Cryst. Solids 2021, 567, 120913. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Wang, S.; Long, J.; Wang, J.; Zheng, K.H. Effect of rare earth elements on high temperature oxidation behaviour of austenitic steel. Corros. Sci. 2020, 164, 108359. [Google Scholar] [CrossRef]
- Zhang, R.F.; Qiu, Y.; Qi, Y.S.; Nick, B. A closer inspection of a grain boundary immune to intergranular corrosion in a sensitised Al-Mg alloy. Corros. Sci. 2018, 133, 1–5. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Xu, L.Y.; Han, Y.D.; Zhao, L.; Xiao, B. New perspectives on the grain boundary misorientation angle dependent intergranular corrosion of polycrystalline nickel-based 625 alloy. Corros. Sci. 2020, 172, 108718. [Google Scholar] [CrossRef]
- Xu, X.; Lu, H.F.; Su, Y.Y.; Peng, M.X.; Xing, F.; Luo, K.Y.; Lu, J.Z. Comparing corrosion behavior of additively manufactured Cr-rich stainless steel coating between conventional and extreme high-speed laser metal deposition. Corros. Sci. 2022, 195, 109976. [Google Scholar] [CrossRef]
- Xu, X.; Du, J.L.; Luo, K.Y.; Peng, M.X.; Xing, F.; Wu, L.J.; Lu, J.Z. Microstructural features and corrosion behavior of Fe-based coatings prepared by an integrated process of extreme high-speed laser additive manufacturing. Surf. Coat. Technol. 2021, 422, 1275001. [Google Scholar] [CrossRef]
- Sapan, K.N.; Anil, K.; Kuntal, S.; Atanu, B.; Tapas, L. Mechanistic insight into the role of amorphicity and porosity on determining the corrosion mitigation behavior of Fe-based amorphous/nanocrystalline coating. J. Alloys Compd. 2020, 849, 156624. [Google Scholar] [CrossRef]
- Mariko, K.; Izumi, M.; Yu, S.; Nobuyoshi, H. Beneficial role of retained austenite in pitting corrosion resistance of Fe-C-Si-Mn steel in chloride environments. Corros. Sci. 2022, 200, 110251. [Google Scholar] [CrossRef]
- Li, J.F.; Zhu, Z.C.; Peng, Y.X.; Shen, G. A comparative study on microstructure evolution and wear resistance of different-sized tungsten carbide modified Fe-based laser cladding coatings. Opt. Laser Technol. 2022, 147, 107672. [Google Scholar] [CrossRef]
- Yang, Y.J.; Fan, X.D.; Wang, F.L.; Qi, H.N.; Yue, Y.; Ma, M.Z.; Zhang, X.Y.; Li, G.; Liu, R.P. Effect of Nb content on corrosion behavior of Ti-based bulk metallic glass composites in different solutions. Appl. Surf. Sci. 2019, 471, 108–117. [Google Scholar] [CrossRef]
- Wang, H.Z.; Cheng, Y.H.; Yang, J.Y.; Wang, Q.Q. Influence of laser remelting on organization, mechanical properties and corrosion resistance of Fe-based amorphous composite coating. Surf. Coat. Technol. 2021, 414, 127081. [Google Scholar] [CrossRef]
- Eklund, J.; Hanif, I.; Bigdeli, S.; Jonsson, T. High temperature corrosion behavior of FeCrAlSi model alloys in the presence of water vapor and KCl at 600 °C—The influence of Cr content. Corros. Sci. 2022, 198, 110114. [Google Scholar] [CrossRef]
- Ha, H.Y.; Kim, K.W.; Park, S.J.; Lee, T.H.; Park, H.; Moon, J.; Hong, H.U.; Lee, C.H. Effects of Cr on pitting corrosion resistance and passive film properties of austenitic Fe-19Mn-12Al-1.5C lightweight steel. Corros. Sci. 2022, 206, 110529. [Google Scholar] [CrossRef]
- Moon, J.; Ha, H.Y.; Park, S.J.; Lee, T.H.; Jang, J.H.; Lee, C.H.; Han, H.N.; Hong, H.U. Effect of Mo and Cr additions on the microstructure, mechanical properties and pitting corrosion resistance of austenitic Fe-30Mn-10.5Al-1.1C lightweight steels. J. Alloys Compd. 2019, 775, 1136–1146. [Google Scholar] [CrossRef]
- Ratnesh, K.S.; Randip, K.D.; Shiv, R.K. Effect of chromium content on microstructure, mechanical and erosion properties of Fe-Cr-Ti-Mo-C-Si coating. Surf. Interfaces 2021, 22, 100820. [Google Scholar] [CrossRef]
- Navneet, K.S.; Gidla, V.; Andrew, S.M.; Ang, D.K.; Mahajan, H.S. Cavitation erosion mechanisms of HVOF-sprayed Ni-based cermet coatings in 3.5% NaCl environment. Surf. Coat. Technol. 2022, 434, 128194. [Google Scholar] [CrossRef]
- Ricardo, N.C.; Brendy, C.R.T.; Greger, P.; Vinicio, Y.; John, R.S. Effect of microstructure on the pitting susceptibility of a martensitic-ferritic stainless steel: A corrosion-metallurgical study. Corros. Sci. 2022, 202, 110277. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | B | Cr | Ni | Fe |
|---|---|---|---|---|---|---|
| Fe60 | 0.8–1.2 | 1.0–2.0 | 3.8–4.2 | 16–18 | 9.0–12 | Bal. |
| Power/KW | Ar/(L/min) | H2/(L/min) | Powder Feed Rate (g/min) | Spray Distance (mm) |
|---|---|---|---|---|
| 55 | 100 | 6 | 25 | 90 |
| Sample | BCC | Cr23C6 | Cr7C3 | Fe3C | FCC |
|---|---|---|---|---|---|
| f = 0 | 49.9 | 23.5 | 1.04 | 1.68 | 0.19 |
| f = 6 vol.% | 47.6 | 28.1 | 1.44 | 0.62 | 0.23 |
| f = 9 vol.% | 46.7 | 31.2 | 1.28 | 0.54 | 0.31 |
| Coating | 0 | 3% | 6% | 9% | 12% |
|---|---|---|---|---|---|
| Current density (A.cm−2) | 6.09 × 10−6 | 4.38 × 10−6 | 3.03 × 10−6 | 3.96 × 10−6 | 5.04 × 10−6 |
| Potential (V) | −0.4656 | −0.4394 | −0.3908 | −0.4329 | −0.4242 |
| Rp (ohms/cm2) | 4283.4 | 5962.5 | 8613.1 | 6588.4 | 5172.6 |
| Sample | Ra/μm | Rq/μm |
|---|---|---|
| f = 0 | 0.108 | 0.149 |
| f = 6 vol.% | 0.104 | 0.132 |
| f = 9 vol.% | 0.0714 | 0.0906 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Luo, T.; Liu, S.; Zheng, Z.; Wang, J.; Zheng, K.; Wang, S.; Chen, H. Microstructure and Corrosion Behavior of Fe-Based Austenite-Containing Composite Coatings Using Supersonic Plasma Spraying. Coatings 2023, 13, 694. https://doi.org/10.3390/coatings13040694
Zhang X, Luo T, Liu S, Zheng Z, Wang J, Zheng K, Wang S, Chen H. Microstructure and Corrosion Behavior of Fe-Based Austenite-Containing Composite Coatings Using Supersonic Plasma Spraying. Coatings. 2023; 13(4):694. https://doi.org/10.3390/coatings13040694
Chicago/Turabian StyleZhang, Xiaoyan, Tiegang Luo, Shenglin Liu, Zhibin Zheng, Juan Wang, Kaihong Zheng, Shuai Wang, and Huantao Chen. 2023. "Microstructure and Corrosion Behavior of Fe-Based Austenite-Containing Composite Coatings Using Supersonic Plasma Spraying" Coatings 13, no. 4: 694. https://doi.org/10.3390/coatings13040694
APA StyleZhang, X., Luo, T., Liu, S., Zheng, Z., Wang, J., Zheng, K., Wang, S., & Chen, H. (2023). Microstructure and Corrosion Behavior of Fe-Based Austenite-Containing Composite Coatings Using Supersonic Plasma Spraying. Coatings, 13(4), 694. https://doi.org/10.3390/coatings13040694